Технология высечки – общее, виды высечек и оборудования для них. Часть вторая.
Освобождение от облоя (обрезов) предполагает уборку отработанной бумаги в определённое время, что может быть сделано либо автоматически, либо вручную. В процессе освобождения обрезки-отходы отделяются от продукта (готового изделия или полуфабриката) во время транспортировки к выводному цилиндру высекального оборудования. Иногда легче отделить готовый продукт и транспортировать отработанный через пресс, который называется заготовочным. Освобождение от отходов и их заготовка по своей сути являются одинаковыми процессами. В процессе освобождения убираются отходы материала от печатного листа, а при заготовке происходит отделение готового продукта от печатного листа.
В некоторых прессах совмещаются автоматизированные функции освобождения и заготовки отходов сразу после высечки, что требует установки в прессе деревянной формы со штырями для съёма отходов с листа после высечки. Когда это необходимо, эти формы для съёма отходов с листа после высечки может изготовить мастер по высечке.
Высечка привертками
(пакетная высечка, пакетная вырубка)
Привертка - маленькая пачка листов-оттисков малого одинакового формата.
При высечке привертками пачка листов малого одинакового формата усилием проталкивается через стальную режущую линейку со сложным замкнутым контуром и высеченный продукт выходит с задней стороны. Высечка привертками - это быстрый, эффективный метод производства.
Обычно в производстве самоклеящихся этикеток или наклеек используют высечку привертками. Печатные листы должны быть точно разрезаны на одноножевой бумагорезальной машине «гильотина» и быть одного типоразмера, а затем уже пройти обработку высечкой привертками. Ошибки при разрезке стопой оттисков на привертки на «гильотине» усиливаются в процессе самой разрезки.
Высечка привертками часто пользуется при изготовлении, например, конвертов со сложной конфигурацией высечки. Из нескольких штампов, сложенных как пазлы, вырезают максимально возможное количество конвертов из печатного листа прямоугольной формы. Основным недостатком высечки привертками является высокая стоимость её штампов. Это трубчатые, обработанные с высокой точностью стальные полости, которые могут стоить тысячи долларов даже за самый маленький штамп.

. Рис. 4.5. Машина для высечки привертками Lombardi Victory.
Так как при высечке привертками высекаются не отдельные листы, а привертка из листов, то выравнивание листа является затруднительным. Вся листовая масса бумажного материала сталкивается в штамп, который ограничивается верхним листом. Если случается неправильное выравнивание листов в привертке, то после высечки один или несколько невыравненных листов превратятся в брак.
Гидравлическое и пневматическое давление используется для получения того усилия, которое требуется, чтобы протолкнуть привертки из заготовок через высечной штамп. Противодавление помогает обеспечить чистую высечку по всей привертке, а применение небольшой силы сопротивления удерживает каждый лист в плоском положении, в то время как он прессуется и высекается в штампе.
В отличие от штампов из стальной линейки, в высечных штампах для высечки привертками отсутствуют засечки. В результате получается более чистый по линии высечки продукт без трещин. Освобождение от обрезков неотъемлемо от всего процесса, поэтому удаление обрезков происходит очень легко.
 |
Рис. 4.6. Конверты обычно вырезают при помощи спрессованной высечки, как показано на рисунке.
Ротационная высечка
Ротационная высечка часто используется в узкорулопных печатных машинах. Высечные штампы при этом изготавливают из твёрдой стали путём машинной или ручной обработки. Из такой же стали изготавливают и ножи для разрезки бумаги. Исходный материал (оттиски, бумага, картон) проходит между режущим цилиндром и гладким тяжёлым цилиндром, называемым опорным цилиндром. Режущий цилиндр высекает, разрезая материал.
Поверхностная надрезка (высечка) методом рицовки является идеальным для ротационной высечки, потому что можно точно отрегулировать и установить глубину надреза поверхности материала между штампом и опорным цилиндром. Разрезы и надрезы получаются ровными и плотными, потому что штампы изготавливают из твёрдой стали, а затем они проходят стандартную машинную обработку, обычно с точностью до десятитысячных долей дюйма.

Рис. 4.7. Ротационная высечка часто используется в узкорулонных печатных машинах.
Ротационная высечка считается более точной, чем высечка штампов из стальной линейки или высечка привертками.
Ротационная высечка происходит обычно быстрее, чем высечка при помощи штампов из стальной линейки. Высечка печатной продукции на рулоне обычно делается одновременно с печатанием, производя при этом эффективную переработку за один прогон. В отличие от штампов из стальной линейки, штампы ротационной высечки не имеют засечек, в результате чего получаются чистые и ровные кромки готового продукта.
Существует несколько недостатков в ротационной высечке. Первое, штамп высечки обычно стоит намного дороже, чем похожий ротационный штамп из стальной линейки. При увеличении размеров штампа стоимость возрастает пропорционально. Ротационная высечка свыше 24 дюймов встречается редко. Печатники, работающие на узкорулонных флексографских печатных машинах и на машинах глубокой печати этикеток и наклеек, являются основными пользователями ротационной высечки. При изготовлении продукции из картона обычно используют ротационные или плоские штампы из стальных линеек.
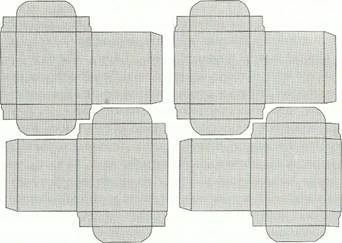
Рис. 4.8. Картонные заготовки вставляются в свободные места со смещением, одна в другую, для того, чтобы максимально использовать печатный лист.
Освобождение от обрезов (облоев) может быть комплексным в рулонно-ротационных технологиях. Для тиснёных эти- кетов освобождение от обрезов является относительно лёгким процессом - в тех случаях, когда все обрезки собраны вместе. В этом случае обрезки просто отделяют от основы-носителя готового продукта и наматывают в отдельный рулон. Тем не менее, когда убирают изолированные части облоев - отдельно от других частей, таких как окна - процесс освобождения от обрезков может затрудниться. Такой материал, как переработанный толстый картон, трудно поддаётся удалению в ротационной технологии высечки.
За последние годы выросла популярность гибких штампов. Такие штампы изготавливают из тонкого гибкого металлического листа, обёрнутого вокруг магнитного цилиндра, такие штампы более популярны, чем штампы, сделанные из твёрдой стали. Их производство стоит дешевле, их легче подготовить к отгрузке и легче складировать. Такие штампы легче монтировать и убирать, они отличаются отличным качеством.
Взгляд дизайнера на высечку
Перед началом проектирования частей и полос для процесса высечки дизайнер должен обдумать несколько факторов. Первое, о чём он должен подумать, это - нужна ли вообще высечка. Если можно использовать одноножевую бумагорезальную машину «гильотину», лучше воспользоваться ею. Высечка значительно дороже, чем резка при помощи «гильотины».
Три основные фактора определяют стоимость высечки - это размер, сложность и тип штампа, а также скорость выполнения процесса высечки/вырубки и биговки. В связи с тем, что сложность выполнения высечки является переменной величиной, маленький штамп может стоить дороже большого. Бюджет проекта диктует, какую роль будет играть высечка в дизайне, в особенности в качестве декоративного инструмента воздействия.
Мастер должен знать всё об исходном материале, который пройдёт обработку высечкой, о количестве этого материала, важные подробности о качестве конечного продукта и работе оборудования для высечки, а также о сложности самого дизайна и дате его выпуска.
Линия реза высекального штампа
При проектировании высечки обычно в дизайне показывают линию реза высекального штампа, простую иллюстрацию, представляющую форму высечки. Линию реза проектируют на отдельном чертеже в иллюстративной программе или при сложной компоновке, в CAD (АПР - автоматизированном проектировании с помощью компьютера). Мастер по высечке использует линию реза высекального штампа для создания основания штампа. Во многих случаях полиграфист может подготовить для вас одинарную линию реза высекального штампа для создания оригинала художественного изображения.
При создании линии реза применяют похожие направляющие линии, предназначенные для резки «гильотиной»:
♦ Все элементы высечки необходимо чётко обозначить, включая сгибы, перфорационные отверстия, разрезы, биговки и трещины.
♦ Если проект напечатан в обрез края, обрезаемые элементы должны отстоять от линии реза (высечки), по крайней мере, на 0.125 дюйма.
♦ Линия реза высекального штампа должна быть создана на отдельном чертеже в иллюстративной программе, что облегчает процесс точного изображения оригинала по линии реза.
♦ Линия реза высекального штампа должна быть обозначена как точечная линия в пределах от 0.25 до 0.5 дюйма. Дизайнеры обычно применяют контрастный комбинированный цвет (обычно при создании дизайна не пользуются только одним цветом), который сразу же выделит линию реза.
♦ Линия реза высекального штампа должна быть убрана или спрятана до сдачи проекта с тем, чтобы не печатать её. Если линия останется в окончательном варианте проекта, она покажет дополнительный и нежелательный элемент высекального штампа.
При выполнении определённого вида работ, например, фальцевания картонных заготовок или конвертов, молено использовать тщательно разработанные, сложные конфигурации штампов и сцеплений в свободные места со смещением, одна в другую, для производства максимально возможного количества заготовок картонных коробок и конвертов на одном листе.
Сцепление в свободные места со смещением - это технология ступенчатого размещения как можно большего количества изделий (заготовок) в виде плоских форм на одном листе. Заготовки размещаются в свободных местах как в пазле, соответствующие части одной заготовки вставляются в подходящие полости другой заготовки.
Для облегчения процесса фальцевания и уплотнения структуры материала одним из многочисленных и самых важных аспектов технологии послепечатной обработки является правильное направление волокон. Постоянное направление волокон по всей длине материала может благотворно воздействовать на защитную функцию компоновки и картонных заготовок.
При проектировании высечки обдумайте сложность линии реза высекального штампа и попытайтесь упростить дизайн этой линии. Минимальный радиус угла штампа в штампе из стальной линейки составляет приблизительно 0.016 дюйма; углы, радиус которых меньше минимального, могут явиться причиной поломки режущей линейки. В большинстве случаев люди сгибают линейку на больший угол, чем это необходимо. Если вам требуется тупой угол (160° и более), вам лучше обсудить этот вариант с вашим мастером по высечке прежде, чем вы приступите к его проектированию. Мастер по высечке иногда может просверлить отверстия в линейке, частично уменьшить при этом её сопротивляемость и увеличить способность сгибаться до более острых углов без повреждения.
Выбор материала и покрытия
Вы должны очень осторожно подойти к вопросу выбора материала для вашего проекта. Тонкий материал, особенно если это листы большого формата, трудно прогонять через высекальный пресс; поэтому этот вариант, по возможности, лучше избегать. Толстый материал легче поддаётся процессу высечки, чем тонкий материал. Матовый и матированный бумажные материалы восприимчивы к маркировке и стиранию краски, поэтому эти материалы также следует избегать. Лучше понести дополнительные расходы на мелование бумажного листа при помощи специального покрытия, чем разрушить всю проделанную работу быстрым износом.
Для сфальцованных и склеенных картонных заготовок высечка предшествует склеиванию. Вы должны принять во внимание также эффект глянцевого покрытия, представляющего трудности при склейке. Важно проектировать покрытие лаком или мелование таким образом, чтобы избежать области, подлежащие склейке. Некоторые виды лаков позволяют делать покрытия и в этих областях, но более безопасно просто избегать их.