Высечка
При взгляде на красиво напечатанное издание может захватывать дух, но впечапыения от краски, просто нанесенной на бумагу, для некоторых проектов недостаточно. Речь идет об изделиях, где прочный союз высококачественной печати и творческого воплощения возможностей высечки может творить чудеса.
Сила высечки заключается в ее многогранности. Она может использоваться, чтобы разрезать визитные карточки и выполнить окна на простом портфолио или готовом трехмерном изделии, полученном из плоского листа. Фрагменты детских игрушек — головоломок и мозаики, коробки для видеокассет, устойчивые рекламные плакаты в местах продаж, конверты для компакт-дисков, крестообразная фальцовка, скользящие масштабные карты и книги со всплывающими элементами — это только несколько примеров.
Подобно другим процессам, присущим полиграфической промышленности, успех высечки зависит от хорошего планирования и четкого взаимодействия. Никто не может помочь дизайнеру спроектировать задание лучше, чем опытный партнер, выполняющий высечку; так пусть вы будете этим человеком! Детальная информация о высечке должна быть распространена среди всех участников производственного процесса, выполняющих технологические операции. Например, если проект с высечкой будет скреплен клеевым бесшвейным скреплением или сшит внакидку проволокой, переплетная мастерская должна быть информирована относительно специфики высечки так, чтобы работа в конечном счете выполнялась как единое целое.
Когда дизайн готов, нужно непосредственно перед началом работы отправить компании, выполняющей услуги высечки, предпроизводственный образец или «куклу», которая содержит метки зажима, отступа от краев и указание направления волокон. На данном этапе специалист по высечке поможет заметить и исправить любые проблемы. Также важно, чтобы персонал, выполняющий высечку, постоянно контролировал вероятные отклонения от заданных параметров работы в течение производства. Критические факторы, подобно давлению пресса, или объем книжного блока могут варьироваться, изменяя глубину биговки и выдавая непродуманные бесполезные изделия. По этой причине в процессе производства должны проводиться частые визуальные сравнения с предпроизводственным образцом.
БумагаБумага влияет на высечку по многим причинам. Толщина материала, направление волокон и содержание влаги играют важную роль в высекальном производстве. Можно уменьшить отходы производства и сроки выполнения заказа, если учесть нижеперечисленные факторы заранее на стадии планирования.
Толщина бумаги. Варьирование в толщине материала требует настройки высекального пресса под более толстые бумаги при тиражном производстве. Это может стать причиной цепи нежелательных эффектов: во-первых, более тонкий материал будет прорезан слишком грубо, что заставляет листы разваливаться. Чтобы нивелировать это, операторам оборудования понадобится добавить маленькие маркеры или перемычки, чтобы удержать листы вместе. Это, в свою очередь, будет иметь нежелательные последствия в виде неприглядных грубых краев (после удаления облоя). Поэтому никогда не смешивайте бумаги разного веса, марок или партий - по крайней мере, не сообщив об этом оператору высекального пресса.
Направление волокон. Если направление волокон выбрано неверно, листы будут слишком непрочными, снова требуя большего количества перемычек, чем необходимо.
Разнообразие изделий с высечкой.
Содержание влаги. Ломкий, сухой материал имеет тенденцию разваливаться. Это потребует большего количества перемычек. В таком случае помогает контроль температуры и влажности в течение процесса печати. Кроме того, сухой материал отрицательно влияет на качество биговки, поскольку бумажные волокна в сухой бумаге не столь эластичны, как необходимо, и поэтому более предрасположены к растрескиванию, когда на поверхность бумаги нанесена краска. В этом случае помогает контроль изменений температуры и влажности в течение процесса печати. Управление температурой и влажностью в печатном цехе обычно спасает ситуацию.
Немелованная бумага/материал без покрытия. Немелованная бумага обрабатывается лучше и требует меньшего количества перемычек, чем мелованная бумага или материал с покрытием.
Отделка бумаги. С некоторыми видами отделки бумаги работать труднее, чем с другими. Например, рифленая бумага верже часто оказывается потрескавшейся даже после биговки стальной линейкой. Зная это заранее, можно предотвратить неожиданное разочарование.
Принципы спуска полос/компоновки
Три фактора высечки (три «G": grippers, guides, grain) — внятно отмеченные отступы от стороны захвата и боковой стороны, а также обозначенные направления волокон бумаги — являются определяющими для успеха любой работы с высечкой. Как показывает практический опыт, высечка может быть выполнена намного быстрее и точнее, если оператор способен работать с необрезанными печатными листами. Подрезка листов перед высечкой — распространенная ошибка, делаемая по инерции многими типографиями, которая становится проблемой для оператора высекального пресса. Необрезанные листы обеспечивают оператору более легкую приводку пресса и более простой контроль качества, потому что отступы (поля) для стороны захвата и боковых сторон у необрезанного печатного листа шире, чем у подрезанного.
Большинство высекальных прессов требует отступов от края приблизительно в 3/8 дюйма (9,5 мм) и для стороны захвата, и для боковых сторон; так что убедитесь, что раскладка сделана правильно. (Если вам нужно уместиться в меньший отступ, сначала посоветуйтесь со специалистом по высечке). Убедитесь в том, что вы и оператор правильно оцениваете направление волокон, поскольку это может привести к большому различию в качестве. Направление волокон очевидно для большинства бумаг, но лучше знать наверняка, чем предполагать. Когда на бумаге вторичной переработки биговка ошибочно сделана поперек волокон, дальнейшие технологические операции могут привести к трещинам даже после желобковой биговки. Уберегите себя от ненужных телефонных переговоров и уменьшите риск производственных проблем, отчетливо отметив три «G» заранее.
Приводочные метки также помогут специалисту по отделочным процессам создавать путем высечки аккуратные, привлекательные изделия. Эти метки позволяют специалисту по отделочным процессам быстро выполнить приводку без утомительного визуального контроля. По возможности размещайте метки в обрезных областях. Если область изображения занимает весь лист (за исключением отступов от краев со стороны захвата и боковых сторон), расположите метки для приводки в тех местах, где они будут закрыты каплей клея или скрыты иным способом.
Перемычки
Для того чтобы высекаемые элементы не вываливались из заготовки в процессе движения изделий через высекальное оборудование, оператору пресса может понадобиться разместить маленькие маркеры или «перемычки» на листе. Эти перемычки должны быть введены в дизайн таким образом, чтобы минимизировать их видимость на готовом изделии. Папки типа карманов, например, должны быть разложены так, чтобы перемычки попадали в места будущего склеивания, где они будут скрыты, как только папки будут сформированы.
На некоторых проектах, однако, перемычки слишком трудно скрыть. Круглые изделия с маленькой или отсутствующей обрезной областью могут продемонстрировать отделочные перемычки. Убедитесь, что специалист по отделочным процессам привлечен к разработке дизайна как можно раньше, чтобы минимизировать заметность перемычек.
Если надо добавить перемычки по той или иной причине, специалист по отделочным процессам сможет минимизировать проблему видимости перемычек еще на стадии проектирования, приняв во внимание обрезную область. Однако это может повысить стоимость и время. Другим решением может быть шлифование следов перемычек после того, как процесс высечки был закончен, но это также увеличит стоимость производства и срок изготовления заказа.
Минимальный отступ от края на стороне зажима 3/8 дюйма
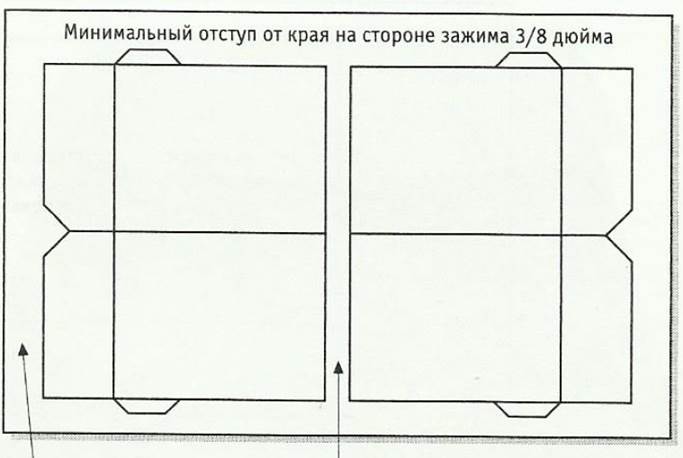
Минимальный оптимальный Минимальный оптимальный
отступ от боковых краев 3/8 дюйма пробел 0,25 дюйма
Спуск полос «двойником» для высечки папки.
Одним из ключей к аккуратной высечке является гарантия того, что у оператора высекального пресса имеется и образец изделия, и либо пленочный позитив, либо файл с контуром высечки, который используется для создания штампа.
Захват
Задний край
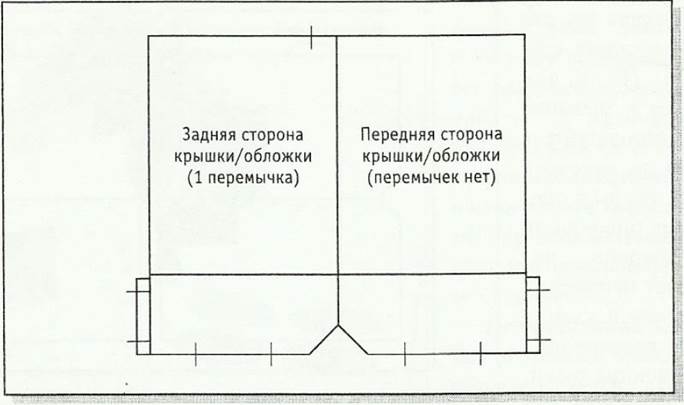
Захват
Размещение засечек для высечки папки.
Задний край
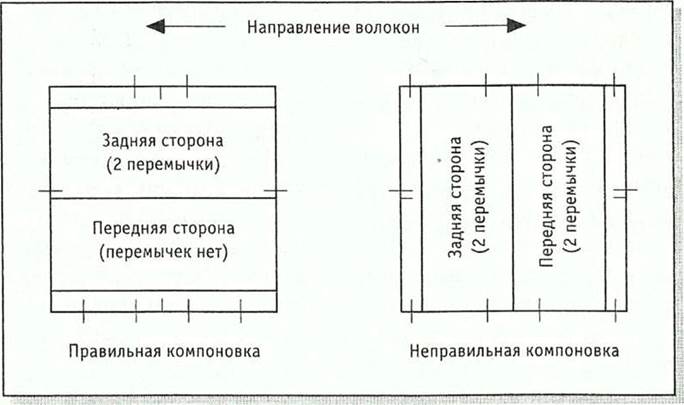
Захват
Размещение засечек для высечки настольной подставки.
Позитивная пленочная фотоформа является листом Майлара (Mylar), обычно выводимым в типографии, на котором обозначен контур проекта и области высечки. Альтернативой может быть отправка изготовителю штампа компьютерного файла проекта. Как правило, такой файл может быть производным от того же самого файла, с которого печатали работу. Он должен быть свободным от всех изображений и текста, оставляя только контур области высечки.
Дополнительные рекомендацииПриводочные метки для высечки. Как и в печати, приводочные метки с волос толщиной улучшают приводку при высечке. Если изображение распространяется на всю площадь бумаги, исключая отступы от краев для зажима и боковых сторон, может оказаться невозможно разместить приводочные метки в обрезных областях, расположенных на площади листа. Использование этих меток и предварительное оповещение оператора высекального пресса о них будет означать, что операторам больше не надо изучать целые листы в течение производственного процесса. Это, в свою очередь, уменьшает сроки изготовления продукции и увеличивает точность приводки.
Переходы. Точность расположения переходящих изображений в сшитых изделиях должна быть тщательно запланирована. Для приводки при печати на деньгах биговочный выступ каждой формы должен попадать в гнездо, расположенное непосредственно сзади. Продукция, отпечатанная на двух сторонах листа с одной формы (с боковым поворотом листа) или отпечатанная с двух сторон листа с переворотом так, что передняя часть листа после переворота становится хвостовой, не может быть должным образом отбигована, если не была подрезана вначале.
Картонные коробки. Большинство линий биговки проходит поперек волокон бумаги таким образом, что картон остается плоским после обработки. Если биговка выполнена в неправильном направлении, картонные коробки могут выпирать в середине. В этом случае плохое эстетическое впечатление — наименьшая из массы забота, потому что выпуклость может стать причиной реальных проблем для дальнейших технологических операций. Например, если видеокассеты должны быть вставлены машиной, картонные коробки с неправильной биговкой для фальцовки вызовут серьезные проблемы выполнения работы.
Выпучивание (смещение вперед). Когда высекаются сшитые тетради, сделайте «куклу» из тиражного материала так, чтобы вы могли точно спланировать «выпучивание». Это особенно важно для работ со ступенчатой высечкой. Может быть опасно полагаться на стандартные формулы, компенсирующие смещение (например 1/32 дюйма), особенно на достаточно толстых книгах.
Тонкие материалы. Это может стать проблемой. Высечка окошек на тонкой лощеной бумаге может привести к отходам производства в гигантском масштабе. Тщательно планируйте работы с тонкими материалами. Перед началом работ посоветуйтесь о допустимых отходах со специалистом по высечке.
Область захвата. Высечка обычно может выполняться с меньшей областью захвата, чем печать; однако распространенной ошибкой является недостаточная область захвата в проектах с незапечатанной областью захвата.
Стойкость к истиранию. Некоторые современные покрытия обеспечивают лучшую защиту, чем покрытия прежнего поколения; но опытные операторы высекальпых прессов также знают, как правильно пропустить бумагу через машину, чтобы минимизировать беспорядочные потертости.
Разные партии бумаги. Если вы используете больше чем одну партию бумаги в течение тиража, убедитесь, что четко отметили, где подаваемая партия бумаги сменяется другой. Это может предотвратить проблему, например, недостаточно глубокого бигования.
Объемная папка в виде кармана с трехцветным тиснением фольгой.
Ультрафиолетовое покрытие. При работах с ультрафиолетовым покрытием удостоверьтесь, что компания, выполняющая услуги по УФ-лакированию, контролирует скручивание бумаги. Это предотвратит технологические проблемы при высечке.
Ламинированные листы. Когда высекаются ламинированные листы, обеспечьте излишек ламинации на сторонах захвата и боковых сторонах.

Высеченная коробка для носителя информации.
Поддержите своих клиентов в их намерении оставаться гибкими и непредубежденными по отношению к вариантам высечки. Опытный специалист по высечке способен предложить изменения в дизайне и/или спецификациях работы, которые позволят сэкономить и время, и деньги. Вспоминается один случай, когда по проекту высеченное колесо должно было быть вставлено и неподвижно прикреплено к основе. Проект приводил к существенным отходам бумаги в течение печати, чрезмерному количеству ручной работы — и все это было также плохо продумано для дальнейшего производства. Когда специалист по высечке предложил так изменить проект, чтобы выдвинуть на первый план закрепленное, по свободно вращающееся колесо, изменения привели к 35-процентным сбережениям в затратах на бумагу, 15-процентному сокращению стоимости высечки и дополнительной экономии времени и денег в течение дальнейших действий переплетной мастерской.
Урок? Каналы взаимодействия должны всегда быть открыты между специалистом по высечке и клиентом.
Заключение...
Будет ли процесс высечки использоваться, чтобы облагородить прекрасно напечатанное изделие или создать многомерную продукцию из плоских листов, успех высечки зависит от компетентного соблюдения основ. Особенно важными являются три «G», поскольку они связаны с цветопробой, макетами и правильно размеченными печатными листами. Их соблюдение поможет вашим проектам преуспевать независимо от того, сколько в них участников. Как бы то ни было, при предварительном планировании и проверке качества высечки не следует «срезать углы» и искать короткий путь.
Создание файла для высекального штампа
Современная технология предлагает потрясающую возможность упростить процесс создания высекального штампа, экономя драгоценное время и усилия. Годы назад сотрудник, выполняющий отделочные работы, был обязан ждать печатных листов и монтажной основы для монтажа оригинала. Сегодня специалисты по отделочным процессам, пользующиеся возможностями , предоставленными совершенной электроникой, предлагают ряд прогрессивных методов производства.
Ниже приводятся некоторые основные рекомендации, которые следует принять к сведению при создании и передаче электронных файлов для высекального штампа.
• Передавайте файл в соответствующем формате. Многие изготовители штампов импортируют файл с профилем штампа непосредственно в программу автоматизированного проектирования (CAD, computer-aided design), которая должна «прочитать» информацию, чтобы воспроизвести контур высечки. Некоторые форматы работают лучше, чем другие, для этой цели. Программы типа Quark не поддерживают манипуляции по созданию файлов для записи контура высекального штампа, и поэтому их следует избегать.
• «Освободите» файл от связанной с печатью информации. Чтобы изготовитель высекального штампа выполнил штамп аккуратно, исходный файл должен быть
Что вы изучите
• Выберите формат файла, с которым работает специалист по отделочным процессам
• Удалите посторонний текст
• Экономьте время и деньги
«очищен» от информации, которая была нужна для печати. Информация о цвете, маске и растре могут затруднить точные измерения контура высечки.
• Убедитесь, что удалили любые «скрытые» элементы. Иногда файлы посылают со «скрытыми» или вложенными линиями. Хотя эти линии не всегда видны на экране, программа автоматизированного устройства изготовления штампа будет их читать. Это заставит лазер выполнять повторное выжигание, делая штамп бесполезным. Это не может быть обнаружено до тех пор, пока штамп не будет установлен на пресс, и в итоге вызовет задержки в производстве. Убедитесь, что проверили все скрытые уровни в своем файле.
• Пошлите инструкции в виде текста в отдельном файле. Проектировщики часто кодируют цветом линию разъема штампа, чтобы отличить различные виды резки, вроде перфорации и биговки. Эти цвета могут быть неправильно интерпретированы без разъяснения. Отдельный файл, содержащий письменные инструкции, которые послужат руководством, позволит избежать путаницы.
Держа эти рекомендации в памяти при создании файла с контуром для высекального штампа, вы можете быть уверены, что избежали дорогостоящих задержек производства.
Заключение...
В добавление к правильно выполненной работе, создание правильного файла для высекального штампа уменьшает дополнительную оплату пересылки, потерянное время производства и других ценных ресурсов,-' которые должны быть сохранены. Как добавочная выгода, потенциальные проблемы идентифицируются скорее, что, конечно, экономит время и деньги.