οΜΩ
οΜΩ


–ü–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η
6.1. –ü―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –≤ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―¹–Ω–Ψ―¹–Ψ–±–Α―Ö –Ω–Β―΅–Α―²–Η
6.1.1. –£–≤–Β–¥–Β–Ϋ–Η–Β
–ö–Μ–Α―¹―¹–Η―΅–Β―¹–Κ–Η–Β ―¹–Ω–Ψ―¹–Ψ–±―΄ –≤―΄―¹–Ψ–Κ–Ψ–Ι, –≥–Μ―É–±–Ψ–Κ–Ψ–Ι, –Ω–Μ–Ψ―¹–Κ–Ψ–Ι –Η ―É―¹–Μ–Ψ–≤–Ϋ–Ψ ―²–Α–Κ–Ε–Β ―²―Ä–Α―³–Α―Ä–Β―²–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α―é―² –Ω–Β―Ä–Β–Ϋ–Ψ―¹ –Κ―Ä–Α―¹–Κ–Η –Ω―Ä–Η –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–Φ –¥–Α–≤–Μ–Β–Ϋ–Η–Η –≤ –Ω―Ä–Ψ―²–Η–≤–Ψ–Ω–Ψ–Μ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―¹–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ–Ι ―³–Ψ―²–Ψ–Φ–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Ψ–Ι, ―³–Ψ―²–Ψ―¹―²–Α―²–Η―΅–Β―¹–Κ–Ψ–Ι –Η ―²–Β―Ä–Φ–Η―΅–Β―¹–Κ–Ψ–Ι ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η –Ω–Β―΅–Α―²–Η. –ü―Ä–Η –Κ–Μ–Α―¹―¹–Η―΅–Β―¹–Κ–Η―Ö ―¹–Ω–Ψ―¹–Ψ–±–Α―Ö –Ω–Β―΅–Α―²–Η –≤―¹–Β –¥–Ψ–Ω―É―¹–Κ–Η –≤ –Ζ–Ψ–Ϋ–Β –Κ–Ψ–Ϋ―²–Α–Κ―²–Α, –Ψ–±―É―¹–Μ–Ψ–≤–Μ–Β–Ϋ–Ϋ―΄–Β –Φ–Α―à–Η–Ϋ–Ψ–Ι, –Ω–Β―΅–Α―²–Ϋ―΄–Φ–Η ―³–Ψ―Ä–Φ–Α–Φ–Η –Η –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ, –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤―É―é―² –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É.
–ß―²–Ψ–±―΄ ―¹–≤–Β―¹―²–Η –Κ –Φ–Η–Ϋ–Η–Φ―É–Φ―É –≤–Μ–Η―è–Ϋ–Η–Β –¥–Ψ–Ω―É―¹–Κ–Ψ–≤ –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –≤ –Ζ–Ψ–Ϋ–Β –Κ–Ψ–Ϋ―²–Α–Κ―²–Α, –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ε–Β―¹―²–Κ–Η–Φ –Ω–Ψ –Φ―è–≥–Κ–Ψ–Φ―É –Η–Μ–Η –Φ―è–≥–Κ–Η–Φ –Ω–Ψ –Ε–Β―¹―²–Κ–Ψ–Φ―É. –ü–Β―΅–Α―²–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä ―è–≤–Μ―è–Β―²―¹―è –Μ–Η–±–Ψ –Φ―è–≥–Κ–Η–Φ, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –Ω―Ä–Β―¹―¹–Ψ–≤―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä –≤ –≥–Μ―É–±–Ψ–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η, –Μ–Η–±–Ψ –Ε–Β―¹―²–Κ–Η–Φ βÄî –≤ –Ψ―³―¹–Β―²–Ϋ–Ψ–Ι, –≤―΄―¹–Ψ–Κ–Ψ–Ι –Η ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η. –Γ―É―â–Β―¹―²–≤―É―é―² –Η –¥―Ä―É–≥–Η–Β ―¹―Ä–Β–¥―¹―²–≤–Α –≤―΄―Ä–Α–≤–Ϋ–Η–≤–Α–Ϋ–Η―è –¥–Ψ–Ω―É―¹–Κ–Ψ–≤. –£ –Ψ―³―¹–Β―²–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η βÄî ―ç―²–Ψ ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Β ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Β –Ω–Ψ–Μ–Ψ―²–Ϋ–Ψ, –≤ –≤―΄―¹–Ψ–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η βÄî –Φ―è–≥–Κ–Η–Ι –¥–Β–Κ–Β–Μ―¨.
–£ ―²–Ψ –≤―Ä–Β–Φ―è –Κ–Α–Κ –≤ –Κ–Μ–Α―¹―¹–Η―΅–Β―¹–Κ–Η―Ö ―¹–Ω–Ψ―¹–Ψ–±–Α―Ö –≤―΄―¹–Ψ–Κ–Ψ–Β –¥–Α–≤–Μ–Β–Ϋ–Η–Β, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β –¥–Μ―è –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –¥–Ψ–Ω―É―¹–Κ–Ψ–≤, –Ϋ–Β –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤―É–Β―² –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄, –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –≤–Ψ―¹–Ω―Ä–Η–Ϋ–Η–Φ–Α–Β―² –¥–Ψ–Ω―É―¹–Κ–Η. –ù–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Β –¥–Μ―è –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―É―¹–Η–Μ–Η―è –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤―É―é―² –≤ –Ζ–Ψ–Ϋ–Β –Κ–Ψ–Ϋ―²–Α–Κ―²–Α –Ϋ–Α –Φ–Α―²–Β―Ä–Η–Α–Μ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄. –ù–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄, –Β–Β ―Ä–Β–Μ―¨–Β―³, ―¹–Ψ―¹―²–Ψ―è―â–Η–Ι –Η–Ζ ―²–Ψ–Ϋ–Κ–Η―Ö –≥―Ä–Α–¥–Α―Ü–Η–Ι ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–≥–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, ―²–Ψ–Ϋ–Κ–Η―Ö –Μ–Η–Ϋ–Η–Ι –Η –Φ–Β–Μ–Κ–Ψ–≥–Ψ ―à―Ä–Η―³―²–Α, –¥–Μ―è –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –¥–Ψ–Ω―É―¹–Κ–Ψ–≤ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―² –Ω–Ψ–≤―΄―à–Β–Ϋ–Ϋ–Ψ–Β –¥–Α–≤–Μ–Β–Ϋ–Η–Β. –≠―²–Η –Ω–Β―΅–Α―²–Α―é―â–Η–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –Η–Ζ-–Ζ–Α ―¹–≤–Ψ–Β–Ι ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²–Η ―¹–Ε–Η–Φ–Α―²―¨―¹―è –Ψ–Κ–Α–Ζ―΄–≤–Α―é―² –Ω–Ψ–≤―΄―à–Β–Ϋ–Ϋ–Ψ–Φ―É –¥–Α–≤–Μ–Β–Ϋ–Η―é –Φ–Β–Ϋ―¨―à–Β–Β ―¹–Ψ–Ω―Ä–Ψ―²–Η–≤–Μ–Β–Ϋ–Η–Β –Ϋ–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é. –Γ–Μ–Β–¥―¹―²–≤–Η–Β–Φ ―ç―²–Ψ–≥–Ψ ―è–≤–Μ―è–Β―²―¹―è –±–Ψ–Μ―¨―à–Α―è –¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η―è ―¹ –Ω–Ψ–≤―΄―à–Β–Ϋ–Ϋ―΄–Φ –¥–Α–≤–Μ–Β–Ϋ–Η–Β–Φ –Η –±–Ψ–Μ–Β–Β ―Ä–Α―¹―²–Η―¹–Ϋ―É―²―΄–Β –Κ―Ä–Α―è –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ –Κ–Μ–Α―¹―¹–Η―΅–Β―¹–Κ–Η–Φ–Η ―¹–Ω–Ψ―¹–Ψ–±–Α–Φ–Η –Ω–Β―΅–Α―²–Η.
–Θ–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β –¥–Α–≤–Μ–Β–Ϋ–Η―è –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Η –Φ–Α–Κ―¹–Η–Φ–Α–Μ―¨–Ϋ–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Ϋ–Ψ–Β ―Ü–≤–Β―²–Ψ–≤–Ψ–Β –Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ―¹―²–≤–Ψ –Ϋ–Α―Ö–Ψ–¥―è―²―¹―è –≤ ―²–Β―¹–Ϋ–Ψ–Ι –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Η–Ω–Α, ―²–Ψ–Μ―â–Η–Ϋ―΄ –Η –Ε–Β―¹―²–Κ–Ψ―¹―²–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α ―³–Ψ―Ä–Φ―΄, –Α ―²–Α–Κ–Ε–Β ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²–Η, ―ç–Μ–Α―¹―²–Η―΅–Ϋ–Ψ―¹―²–Η –Η ―²–Β―Ä–Φ–Η―΅–Β―¹–Κ–Η―Ö ―¹–≤–Ψ–Ι―¹―²–≤ –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ ―³–Ψ―Ä–Φ―΄ –Η ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ–Ι –Ω–Ψ–¥–Κ–Μ–Α–¥–Κ–Η. –û–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Β ―¹ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ ―¹–Ψ―΅–Β―²–Α–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Η ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ–Ι –Ω–Ψ–¥–Κ–Μ–Α–¥–Κ–Η –Φ–Ψ–Ε–Β―², –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―É–Φ–Β–Ϋ―¨―à–Η―²―¨ –Ω–Ψ–≤―΄―à–Β–Ϋ–Η–Β –¥–Α–≤–Μ–Β–Ϋ–Η―è –≤ –≤―΄―¹–Ψ–Κ–Η―Ö ―¹–≤–Β―²–Α―Ö –Ϋ–Α 2/3 –Η –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ ―É–≤–Β–Μ–Η―΅–Η―²―¨ –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²―¨ –Ω–Μ–Α―à–Κ–Η –Ϋ–Α 1/5.
6.1.2. –ü–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ βÄî ―¹―²―Ä–Ψ–Β–Ϋ–Η–Β –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α
–î–Ψ –Ϋ–Α―΅–Α–Μ–Α 70-―Ö –≥–Ψ–¥–Ψ–≤ –≤ ―³–Μ–Β–Κ―¹–Ψ–Γ―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η–Μ–Ψ―¹―¨ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö, –Α ―¹ –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―à–Μ–Η―³–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ –≤―΄―¹–Ψ―²–Ψ–Ι 2,70 –Φ–Φ –¥–Μ―è –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –Ω–Μ–Β–Ϋ–Ψ–Κ, 3,00 –Φ–Φ βÄî –¥–Μ―è –±―É–Φ–Α–≥–Η –Η –Ψ―² 4,50 –¥–Ψ 6,35 –Φ–Φ βÄî –¥–Μ―è –Ω―Ä―è–Φ–Ψ–≥–Ψ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α. –£―΄―¹–Ψ―²–Α ―³–Ψ―Ä–Φ –Ζ–Α–≤–Η―¹–Β–Μ–Α –Ψ―² –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α. –ß–Β–Φ –±–Ψ–Μ―¨―à–Β ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²―¨ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Η–Μ–Η –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –±―É–Φ–Α–≥–Η, –Η ―΅–Β–Φ –±–Ψ–Μ―¨―à–Β ―Ä–Α–Ζ–Ϋ–Η―Ü–Α –≤ ―²–Ψ–Μ―â–Η–Ϋ–Β –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –Η–Μ–Η –Ω–Μ–Β–Ϋ–Κ–Η –¥–Μ―è –Φ–Β―à–Κ–Ψ–≤, ―΅–Β–Φ ―²–Ψ–Μ―â–Β –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ, ―²–Β–Φ –±–Ψ–Μ―¨―à–Β –Ψ–±―É―¹–Μ–Ψ–≤–Μ–Β–Ϋ–Ϋ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ –¥–Ψ–Ω―É―¹–Κ, –Κ–Ψ―²–Ψ―Ä―΄–Ι ―¹–Μ–Β–¥―É–Β―² –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Η―Ä–Ψ–≤–Α―²―¨.
–ü―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Η–Ζ –Ψ–¥–Ϋ–Ψ―Ä–Ψ–¥–Ϋ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Ψ―² –Β–Β –≤―΄―¹–Ψ―²―΄ –Ζ–Α–≤–Η―¹–Η―² –≤–Β–Μ–Η―΅–Η–Ϋ–Α –¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η–Η –≤ –Ζ–Ψ–Ϋ–Β –Κ–Ψ–Ϋ―²–Α–Κ―²–Α ―¹ –Ω–Β―΅–Α―²–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ. –ß–Β–Φ ―²–Ψ–Μ―â–Β –Η –Φ―è–≥―΅–Β ―³–Ψ―Ä–Φ–Α, ―²–Β–Φ –Μ―É―΅―à–Β –Ψ–Ϋ–Α –Κ–Ψ–Ϋ―²–Α–Κ―²–Η―Ä―É–Β―² ―¹ –±–Ψ–Μ–Β–Β ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ–Ι –Η –Ϋ–Β―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é –Η–Μ–Η –Φ–Β–Ϋ―è―é―â–Η–Φ―¹―è –Ϋ–Ψ ―²–Ψ–Μ―â–Η–Ϋ–Β –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ. –ù–Ψ –Κ–Α–Κ
131
―Ä–Α–Ζ –≤ ―ç―²–Ψ–Φ –Η –Ζ–Α–Κ–Μ―é―΅–Α–Β―²―¹―è –Ω―Ä–Ψ–±–Μ–Β–Φ–Α ―²–Ψ–Μ―¹―²–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄. 1–Ψ–Μ―¹―²―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–Η–Α―é―²―¹―è ―¹ –≤―΄―¹–Ψ–Κ–Η–Φ–Η –¥–Ψ–Ω―É―¹–Κ–Α–Φ–Η –Ω–Ψ ―²–Ψ–Μ―â–Η–Ϋ–Β. –ö―Ä–Ψ–Φ–Β ―²–Ψ–≥–Ψ, –Η―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ –Η ―Ä–Β–Μ―¨–Β―³ –Ϋ–Β―¹―²–Α–±–Η–Μ―¨–Ϋ―΄, ―΅―²–Ψ –Ω―Ä–Η–≤–Ψ–¥–Η―² –Η–Ζ-–Ζ–Α –¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η–Η –Κ ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η―é –¥–Α–≤–Μ–Β–Ϋ–Η―è.
–£ ―¹–Β―Ä–Β–¥–Η–Ϋ–Β 70-―Ö –≥–Ψ–¥–Ψ–≤ ―¹―²–Α–Μ–Η –≤–Ϋ–Β–¥―Ä―è―²―¨―¹―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η–Β ―³–Ψ―Ä–Φ–Ϋ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ ―¹ ―²–≤–Β―Ä–¥―΄–Φ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Φ ―¹–Μ–Ψ–Β–Φ, –Κ–Ψ―²–Ψ―Ä―΄–Β –±―΄–Μ–Η –Ω―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ―΄ –Ϋ–Α ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –≤―΄―¹―²–Α–≤–Κ–Α―Ö. –Λ–Ψ―Ä–Φ―΄ –≤―΄―¹–Ψ―²–Ψ–Ι 2,84 –Φ–Φ ―¹–Ϋ–Α―΅–Α–Μ–Α –Ψ―Ä–Η–Β–Ϋ―²–Η―Ä–Ψ–≤–Α–Μ–Η―¹―¨ –Ϋ–Α ―Ä–Ψ―¹―² 3,00 –Φ–Φ –¥–Μ―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ–Α―Ö. –Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Η–Φ–Β–Μ–Η –¥–Β―³–Β–Κ―²―΄ ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ ―²–Α–Κ–Ψ–Ι –Ε–Β ―²–Ψ–Μ―â–Η–Ϋ―΄ –Ω―Ä–Η –≤―΄–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η–Η –±–Ψ–Μ–Β–Β –≤―΄―¹–Ψ–Κ–Η―Ö ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι –≤ ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Η.
–Δ–Β―Ö–Ϋ–Η–Κ–Α ―²–Ψ–Ϋ–Κ–Η―Ö ―³–Ψ―Ä–Φ, ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Α―è –€. –Ξ–Ψ―Ä–Ϋ―à―É –≤ 1978 –≥–Ψ–¥―É –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ–Α―Ö, –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Α –Ϋ–Α ―Ä–Α–Ζ–¥–Β–Μ–Β–Ϋ–Η–Η ―Ä–Α–±–Ψ―΅–Η―Ö ―¹–Μ–Ψ–Β–≤. 1–Ψ–Ϋ–Κ–Η–Ι –Η –Ω–Ψ―ç―²–Ψ–Φ―É –Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Ψ ―²–≤–Β―Ä–¥―΄–Ι, –Ω–Ψ―΅―²–Η –Ϋ–Β–¥–Β―³–Ψ―Ä–Φ–Η―Ä―É–Β–Φ―΄–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι –Ϋ–Α –Ψ―΅–Β–Ϋ―¨ ―²–Ψ–Ϋ–Κ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤–Β –Ψ―²–¥–Β–Μ―è–Β―² ―³–Ψ―Ä–Φ–Ϋ―É―é –Ω–Μ–Α―¹―²–Η–Ϋ―É –Ψ―² ―¹–Μ–Ψ―è, –Κ–Ψ―²–Ψ―Ä―΄–Ι ―¹–Ψ―¹―²–Ψ–Η―² –Η–Ζ –Φ–Ϋ–Ψ–≥–Ψ―¹–Μ–Ψ–Ι–Ϋ–Ψ–Ι –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η –¥–Μ―è –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Α―Ü–Η–Η –¥–Ψ–Ω―É―¹–Κ–Ψ–≤, –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤―É―é―â–Η―Ö –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β. –Γ–Β―Ä–¥―Ü–Β–≤–Η–Ϋ–Ψ–Ι –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η ―è–≤–Μ―è–Β―²―¹―è ―¹–Ε–Η–Φ–Α–Β–Φ―΄–Ι –¥–Ψ 550 –Φ–Κ–Φ –Κ–Α―É―΅―É–Κ–Ψ–≤―΄–Ι ―¹–Μ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –Ϋ–Β –±–Ψ–Μ–Β–Β 860 –Φ–Κ–Φ ―¹ –≤―΄―¹–Ψ–Κ–Ψ–Ι ―ç–Μ–Α―¹―²–Η―΅–Ϋ–Ψ―¹―²―¨―é –Η –Ϋ–Β–Ι―²―Ä–Α–Μ―¨–Ϋ―΄–Φ–Η ―²–Β―Ä–Φ–Η―΅–Β―¹–Κ–Η–Φ–Η ―Ö–Α―Ä–Α–Κ―²–Β―Ä–Η―¹―²–Η–Κ–Α–Φ–Η. –≠―²–Α –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η―è –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²―¨ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α –Ω–Β―΅–Α―²–Α―é―â–Β–≥–Ψ ―¹–Μ–Ψ―è –Κ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―è–Φ –¥–Ψ–Ω―É―¹–Κ–Ψ–≤, –Κ–Ψ―²–Ψ―Ä―΄–Β ―΅–Α―¹―²–Η―΅–Ϋ–Ψ –Ω―Ä–Η–Ϋ–Η–Φ–Α―é―²―¹―è –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Ψ–Ι.
–£―΄―¹–Ψ–Κ–Α―è ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²―¨ –≥–Α―Ä–Α–Ϋ―²–Η―Ä―É–Β―² –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―΄–Ι –Ψ―²―²–Η―¹–Κ –±–Β–Ζ –Η―¹–Κ–Α–Ε–Β–Ϋ–Η–Ι –≤ –≤―΄―¹–Ψ–Κ–Η―Ö ―¹–≤–Β―²–Α―Ö, –Α –≤―΄―¹–Ψ–Κ–Α―è ―ç–Μ–Α―¹―²–Η―΅–Ϋ–Ψ―¹―²―¨ βÄî –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―΄–Ι –Ψ―²―²–Η―¹–Κ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η. –£―΄―¹–Ψ–Κ–Α―è ―²–Β―Ä–Φ–Η―΅–Β―¹–Κ–Α―è ―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ―¹―²―¨ ―¹–Ω–Ψ―¹–Ψ–±―¹―²–≤―É–Β―² ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ–Φ―É –Ω–Β―΅–Α―²–Α–Ϋ–Η―é –±–Ψ–Μ―¨―à–Η―Ö ―²–Η―Ä–Α–Ε–Β–Ι –Η –Ω–Ψ–≤―²–Ψ―Ä–Ϋ―΄―Ö –Ζ–Α–Κ–Α–Ζ–Ψ–≤.
–ö―Ä–Ψ–Φ–Β ―²–Ψ–≥–Ψ, ―¹―É―â–Β―¹―²–≤―É–Β―² –±–Ψ–Μ―¨―à–Ψ–Ι –≤―΄–±–Ψ―Ä –≥―É–±―΅–Α―²–Ψ–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι ―²–≤–Β―Ä–¥–Ψ―¹―²–Η. –ü―Ä–Ψ–Η―ç–≤–Ψ–¥–Η―²–Β–Μ–Η –≥–Η–Μ―¨–Ζ ―²–Α–Κ–Ε–Β –Ω―Ä–Β–¥–Μ–Α–≥–Α―é―² ―¹–≤–Ψ―é –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―é ―¹ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Φ –Φ―è–≥–Κ–Η–Φ –Ω–Ψ–Κ―Ä―΄―²–Η–Β–Φ –¥–Μ―è –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η―è ―²–Ψ–Ϋ–Κ–Η―Ö ―³–Ψ―Ä–Φ. I 1―Ä–Η ―ç―²–Ψ–Φ –≤–Α–Ε–Ϋ–Ψ, ―΅―²–Ψ–±―΄ –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―è –Ψ–±–Μ–Α–¥–Α–Μ–Α –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ –≤―΄―¹–Ψ–Κ–Ψ–Ι –Ϋ–Α―΅–Α–Μ―¨–Ϋ–Ψ–Ι –Η –Κ–Ψ–Ϋ–Β―΅–Ϋ–Ψ–Ι ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²―¨―é, –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Ι ―ç–Μ–Α―¹―²–Η―΅–Ϋ–Ψ―¹―²―¨―é –Η –Α–±―¹–Ψ–Μ―é―²–Ϋ―΄–Φ–Η ―²–Β―Ä–Φ–Η―΅–Β―¹–Κ–Η–Φ–Η ―¹–≤–Ψ–Ι―¹―²–≤–Α–Φ–Η, ―²–Α–Κ –Κ–Α–Κ ―²–Ψ–Ϋ–Κ–Η–Ι ―¹–Μ–Ψ–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α –Ω–Β―Ä–Β–¥–Α–Β―² ―²–Β–Ω–Μ–Ψ –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ϋ–Α –Ω–Ψ–¥–Μ–Ψ–Ε–Κ―É. –ï―¹–Μ–Η ―ç―²–Η ―¹–≤–Ψ–Ι―¹―²–≤–Α –Ϋ–Β –Ω―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ―΄ –≤ ―¹–≤–Ψ–Β–Ι ―¹–Ψ–≤–Ψ–Κ―É–Ω–Ϋ–Ψ―¹―²–Η, –Α –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Α ¬Ϊ–Ψ―¹–Β–¥–Α–Β―²¬Μ, ―²–Ψ ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Ω–Ψ–≤―΄―à–Α–Β―²―¹―è –Η –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –Ω―Ä–Ψ-
![]()
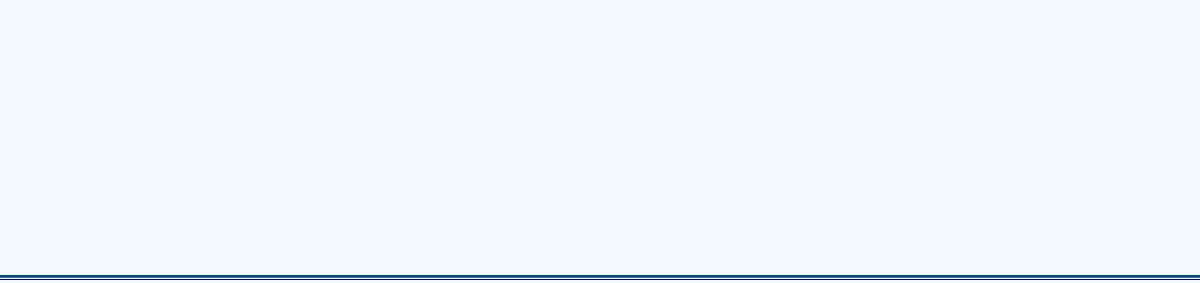
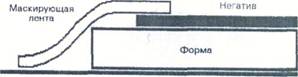
–ù–Α―²―É―Ä–Α–Μ―¨–Ϋ–Α―è –±―É–Φ–Α–≥–Α, –¥–Ψ–Ω―É―¹–Κ –Ω–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²–Η –Η ―²–Ψ–Μ―â–Η–Ϋ–Β βÄî –Ψ–Κ–Ψ–Μ–Ψ 60 –Φ–Κ–Φ
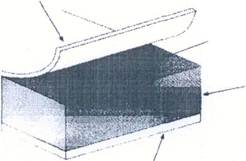
–†–Η―¹. 6.1. –ü–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α
―¹–Κ–Α–¥―¨–Ζ―΄–≤–Α–Ϋ–Η–Β –Ω―Ä–Η –Ω―Ä–Η–Β–Φ–Β –Η –Ω–Β―Ä–Β–¥–Α―΅–Β –Κ―Ä–Α―¹–Κ–Η, ―΅―²–Ψ –Ω―Ä–Η–≤–Ψ–¥–Η―² –Κ –Η―¹―²–Η―Ä–Α–Ϋ–Η―é –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄.
–ü–Ψ–Ϋ―è―²–Η–Β ¬Ϊ―²–Ψ–Ϋ–Κ–Α―è ―³–Ψ―Ä–Φ–Α¬Μ –Ϋ–Α―Ö–Ψ–¥–Η―²―¹―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ζ–Α–¥–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Ω―Ä–Η ―¹–Ψ–Ζ–¥–Α–Ϋ–Η–Η –Φ–Α―à–Η–Ϋ―΄ –Ζ–Α–Ζ–Ψ―Ä–Α, –Α ―²–Α–Κ–Ε–Β –Ψ―² –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α. –ù–Α–Ω―Ä–Η–Φ–Β―Ä, –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 0,76 –Φ–Φ –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ–Β ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 40 –Φ–Κ–Φ ―è–≤–Μ―è–Β―²―¹―è ―²–Ψ–Ϋ–Κ–Ψ–Ι, ―²–Α–Κ –Ε–Β –Κ–Α–Κ –Η ―³–Ψ―Ä–Φ–Α ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 1,14 –Φ–Φ –Ω―Ä–Η ―²–Α–Κ–Ψ–Φ –Ε–Β ―Ä–Ψ―¹―²–Β –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Ϋ–Α –Φ–Β–Μ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –±―É–Φ–Α–≥–Β ―¹ ―É–¥–Β–Μ―¨–Ϋ–Ψ–Ι –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²―¨―é 80 –≥/–Φ2.
–€–Ϋ–Ψ–≥–Ψ―¹–Μ–Ψ–Ι–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α, i –¥–Ψ–Ω―É―¹–Κ –Ω–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²–Η –Η ―²–Ψ–Μ―â–Η–Ϋ–Β βÄî –Ψ–Κ–Ψ–Μ–Ψ 5 –Φ–Κ–Φ :

–Δ–Ψ–Ϋ–Κ–Α―è –Φ–Ψ–Ϋ–Ψ–Ω–Μ–Β–Ϋ–Κ–Α, –¥–Ψ–Ω―É―¹–Κ –Ω–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²–Η ; –Η ―²–Ψ–Μ―â–Η–Ϋ–Β βÄî –Ψ–Κ–Ψ–Μ–Ψ 10 –Φ–Κ–Φ [
–Δ–Ψ–Μ―¹―²–Α―è –Φ–Ψ–Ϋ–Ψ–Ω–Μ–Β–Ϋ–Κ–Α, –¥–Ψ–Ω―É―¹–Κ –Ω–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²–Η –Η ―²–Ψ–Μ―â–Η–Ϋ–Β βÄî –Ψ–Κ–Ψ–Μ–Ψ 20 –Φ–Κ–Φ
–€–Ϋ–Ψ–≥–Ψ―¹–Μ–Ψ–Ι–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄/–Α–Μ―é–Φ–Η–Ϋ–Η–Ι, –¥–Ψ–Ω―É―¹–Κ –Ω–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²–Η –Η ―²–Ψ–Μ―â–Η–Ϋ–Β βÄî –Ψ–Κ–Ψ–Μ–Ψ 15 –Φ–Κ–Φ
–Γ–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Α―è –±―É–Φ–Α–≥–Α, –¥–Ψ–Ω―É―¹–Κ –Ω–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²–Η –Η ―²–Ψ–Μ―â–Η–Ϋ–Β βÄî –Ψ–Κ–Ψ–Μ–Ψ 18 –Φ–Κ–Φ
–ü―Ä–Ψ―¹―²–Α―è –Φ–Β–Μ–Ψ–≤–Α–Ϋ–Ϋ–Α―è –±―É–Φ–Α–≥–Α, –¥–Ψ–Ω―É―¹–Κ –Ω–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²–Η –Η ―²–Ψ–Μ―â–Η–Ϋ–Β βÄî –Ψ–Κ–Ψ–Μ–Ψ 40 –Φ–Κ–Φ ;
–ë―É–Φ–Α–≥–Α –¥–≤–Ψ–Ι–Ϋ–Ψ–≥–Ψ –Φ–Β–Μ–Ψ–≤–Α–Ϋ–Η―è, –¥–Ψ–Ω―É―¹–Κ –Ω–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ―¹―²–Η –Η ―²–Ψ–Μ―â–Η–Ϋ–Β βÄî –Ψ–Κ–Ψ–Μ–Ψ 25 –Φ–Κ–Φ

–Δ–Ψ―΅–Ϋ–Ψ
―²–Α–Κ –Ε–Β –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 1,70 –Φ–Φ ―¹―΅–Η―²–Α–Β―²―¹―è ―²–Ψ–Ϋ–Κ–Ψ–Ι, –Β―¹–Μ–Η –Ψ–Ϋ–Α –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è
–¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Ϋ–Α –±―É–Φ–Α–Ε–Ϋ–Ψ–Ι –Μ–Β–Ϋ―²–Β –¥–≤–Ψ–Ι–Ϋ–Ψ
–≥–Ψ –Φ–Β–Μ–Ψ–≤–Α–Ϋ–Η―è ―¹ ―É–¥–Β–Μ―¨–Ϋ–Ψ–Ι –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²―¨―é 150 –≥/–Φ2, –Η–Μ–Η ¬Ϊ―²–Ψ–Μ―¹―²–Α―è¬Μ ―³–Ψ―Ä–Φ–Α
―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 3,14 –Φ–Φ, –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―â–Α―è―¹―è –Ω―Ä–Η –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Φ –Ω–Β―΅–Α―²–Α–Ϋ–Η–Η –Ϋ–Α
–≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Β.
–û―΅–Β–Ϋ―¨ –≤–Α–Ε–Ϋ–Ψ ―²–Α–Κ–Ε–Β –¥–Μ―è ―²–Ψ–Ϋ–Κ–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ ―Ä–Α–Ζ–¥–Β–Μ–Β–Ϋ–Η–Β –Ϋ–Α –Ω–Β―΅–Α―²–Α―é―â–Η–Ι –Η ―¹–Ε–Η–Φ–Α–Β–Φ―΄–Ι ―¹–Μ–Ψ–Ι. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Η –Κ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α–Φ, –Β―¹–Μ–Η ―¹–Ψ–Ψ―²–Ϋ–Ψ―à–Β–Ϋ–Η–Β ―²–≤–Β―Ä–¥–Ψ–≥–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–≥–Ψ ―¹–Μ–Ψ―è-–Ψ―¹–Ϋ–Ψ–≤―΄ –Η –Φ―è–≥–Κ–Ψ–≥–Ψ ―¹–Μ–Ψ―è ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ϋ–Β –Φ–Β–Ϋ–Β–Β 1:3.
6.1.3. –£–Μ–Η―è–Ϋ–Η–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–≥–Ψ –Ϋ–Α―²―è–Ε–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ–Α –Κ–Α―΅–Β―¹―²–≤–Ψ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è
I [–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–Β –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ψ–Κ–Α–Ζ―΄–≤–Α–Β―² –≤–Μ–Η―è–Ϋ–Η–Β –Κ–Α–Κ –Ϋ–Α –≤–Ψ―¹–Ω―Ä–Η―è―²–Η–Β –Κ―Ä–Α―¹–Κ–Η ―¹ ―Ä–Α―¹―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –≤–Α–Μ–Η–Κ–Α, ―²–Α–Κ –Η –Ϋ–Α –Ω–Β―Ä–Β–¥–Α―΅―É –Ϋ–Α –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ –Η, ―²–Α–Κ–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, –Ϋ–Α –Κ–Α―΅–Β―¹―²–≤–Ψ –Ω–Ψ–Κ―Ä―΄―²–Η―è ―¹–Ω–Μ–Ψ―à–Ϋ―΄―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Β–Ι, –Α ―²–Α–Κ–Ε–Β –Ϋ–Α ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β –¥–Α–≤–Μ–Β–Ϋ–Η―è –Η ―²–Ψ–Μ―â–Η–Ϋ―É –Κ―Ä–Α―¹–Ψ―΅–Ϋ–Ψ–≥–Ψ ―¹–Μ–Ψ―è. –≠―²–Ψ –≤–Μ–Η―è–Ϋ–Η–Β –Η–Φ–Β–Β―² –±–Ψ–Μ―¨―à–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β, –Ϋ–Ψ ―΅–Α―¹―²–Ψ –Ϋ–Β–¥–Ψ–Ψ―Ü–Β–Ϋ–Η–≤–Α–Β―²―¹―è –Ω―Ä–Β–¥–Ω―Ä–Η―è―²–Η―è–Φ–Η –Η–Μ–Η –Ψ―¹―²–Α–Β―²―¹―è –±–Β–Ζ –≤–Ϋ–Η–Φ–Α–Ϋ–Η―è.
–½–Α–¥–Α–≤–Α–Β–Φ–Α―è –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ ―¹―²―É–Ω–Β–Ϋ―΅–Α―²–Ψ―¹―²―¨ –¥–Ψ–Μ–Ε–Ϋ–Α ―¹–Ψ―¹―²–Α–≤–Μ―è―²―¨ –≤ ―¹―Ä–Β–¥–Ϋ–Β–Φ –Ϋ–Β –±–Ψ–Μ–Β–Β βÄî2 –Φ–‰/–Φ –Ϋ–Α ―¹―²―É–Ω–Β–Ϋ―¨, –Ϋ–Ψ –Ϋ–Β –Φ–Β–Ϋ–Β–Β 1 –Φ–ù/–Φ.

–†–Η―¹. 6.2. –£–Μ–Η―è–Ϋ–Η–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–≥–Ψ –Ϋ–Α―²―è–Ε–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –Ϋ–Α ―¹–≤–Ψ–Ι―¹―²–≤–Α –Ω–Β―Ä–Β–¥–Α―΅–Η –Κ―Ä–Α―¹–Κ–Η
–ù–Α―¹–Ψ―¹> –ö―Ä–Α―¹–Ψ―΅–Ϋ―΄–Ι! ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä –ö–Α–Φ–Β―Ä–Α: ―Ä–Α–Κ–Β–Μ―è –†–Α–Κ–Β–Μ―¨ –®–Μ–Α–Ϋ–≥–Η
–ù–Α―¹–Ψ―¹ –ö―Ä–Α―¹–Ψ―΅–Ϋ―΄–Ι ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä –ö–Α–Φ–Β―Ä–Α ―Ä–Α–Κ–Β–Μ―è –†–Α–Κ–Β–Μ―¨ –®–Μ–Α–Ϋ–≥–Η
–ù–Α―¹–Ψ―¹ –ö―Ä–Α―¹–Ψ―΅–Ϋ―΄–Ι ―Ä–Β–Ζ–Β―Ä–Μ―É–Α―Ä –ö–Α–Φ–Β―Ä–Α ―Ä–Α–Κ–Β–Μ―è
–ï―¹–Μ–Η –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ –Η–Φ–Β–Β―² –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–Β –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä 38 –Φ–ù/–Φ, ―²–Ψ ―³–Ψ―Ä–Φ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –Η–Φ–Β―²―¨ 36 –Φ–ù/–Φ, ―Ä–Α―¹―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –≤–Α–Μ–Η–Κ βÄî 34 –Φ–ù/–Φ, –Α –Κ―Ä–Α―¹–Κ–Α βÄî 32 –Φ–ù/–Φ. –ü–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–Β –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ψ―² 36 –¥–Ψ 38 –Φ–ù/–Φ, –Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ βÄî –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è, –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Η –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η βÄî –Ψ―² 28 –¥–Ψ 44 –Φ–ù /–Φ.
–ï―¹–Μ–Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–Β –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ–Η–Ε–Β, ―΅–Β–Φ ―É ―Ä–Α―¹―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –≤–Α–Μ–Η–Κ–Α, ―²–Ψ –≤ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β –Ϋ–Α–Ϋ–Β―¹–Β–Ϋ–Η―è –Κ―Ä–Α―¹–Κ–Η –Ϋ–Α–±–Μ―é–¥–Α–Β―²―¹―è –Ψ–±―Ä–Α―²–Ϋ―΄–Ι –Ω–Β―Ä–Β―Ö–Ψ–¥ –Κ―Ä–Α―¹–Κ–Η ―¹ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ–Α ―Ä–Α―¹―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –≤–Α–Μ–Η–Κ. –ï―¹–Μ–Η –Ε–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–Β –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –≤―΄―à–Β, ―΅–Β–Φ ―É –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, ―²–Ψ –Κ―Ä–Α―¹–Κ–Α –Ω–Β―Ä–Β―Ö–Ψ–¥–Η―² ―¹ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É. –£ –Ψ–±–Ψ–Η―Ö ―¹–Μ―É―΅–Α―è―Ö –Ψ―à–Η–±–Κ–Ψ–Ι ―¹―΅–Η―²–Α–Β―²―¹―è –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è –Κ―Ä–Α―¹–Κ–Ψ–Β–Φ–Κ–Ψ―¹―²―¨ ―Ä–Α―¹―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –≤–Α–Μ–Η–Κ–Α. –ù–Ψ –Ψ―à–Η–±–Κ–Α –Ζ–Α–Κ–Μ―é―΅–Α–Β―²―¹―è –≤ –Ϋ–Β―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Φ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–Φ –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι (|―é―Ä–Φ―΄. –†–Α―¹―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –≤–Α–Μ–Η–Κ ―¹ –±–Ψ–Μ―¨―à–Ψ–Ι –Κ―Ä–Α―¹–Κ–Ψ–Β–Φ–Κ–Ψ―¹―²―΄–Ψ –Ϋ–Β ―¹–Φ–Ψ–Ε–Β―² ―É―¹―²―Ä–Α–Ϋ–Η―²―¨ –Ψ―à–Η–±–Κ―É, –Ζ–Α ―¹―΅–Β―² –±–Ψ–Μ–Β–Β ―²–Ψ–Μ―¹―²–Ψ–≥–Ψ –Κ―Ä–Α―¹–Ψ―΅–Ϋ–Ψ–≥–Ψ ―¹–Μ–Ψ―è –Φ–Ψ–Ε–Ϋ–Ψ ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ–≤―΄―¹–Η―²―¨ –¥–Α–≤–Μ–Β–Ϋ–Η–Β –Η ―É–Φ–Β–Ϋ―¨―à–Η―²―¨ ―Ü–≤–Β―²–Ψ–≤–Ψ–Β –Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ―¹―²–≤–Ψ.
6.1.4. –½–Α–≤–Η―¹–Η–Φ–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ψ―² –Κ―Ä–Α―¹–Ψ―΅–Ϋ–Ψ–Ι ―¹–Η―¹―²–Β–Φ―΄
–ù–Η –Ψ–¥–Η–Ϋ ―¹–Ω–Ψ―¹–Ψ–± –Ω–Β―΅–Α―²–Η –Ϋ–Β –Φ–Ψ–Ε–Β―² –Ζ–Α–Ω–Β―΅–Α―²―΄―é―²―¨ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄―Ö ―¹–Η―¹―²–Β–Φ, –Κ–Α–Κ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Α―è –Ω–Β―΅–Α―²―¨. –ü–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ –Κ–Μ–Α―¹―¹–Η―΅–Β―¹–Κ–Η–Φ–Η ―¹–Ω–Ψ―¹–Ψ–±–Α–Φ–Η ―ç―²–Ψ –Ω―Ä–Β–¥–Ω–Ψ–Μ–Α–≥–Α–Β―² ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ–Β ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ–Η–Β –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―¹ –≤–Η–¥–Ψ–Φ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Κ―Ä–Α―¹–Κ–Η. –ù–Α―Ä―è–¥―É ―¹ –Κ―Ä–Α―¹–Κ–Α–Φ–Η –Ϋ–Α ―¹–Ω–Η―Ä―²–Ψ–≤–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤–Β ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ–Η –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η―è–Φ–Η ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Ι –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è –≤–Ψ–¥–Ψ―Ä–Α―¹―²–≤–Ψ―Ä–Η–Φ―΄–Β –Κ―Ä–Α―¹–Κ–Η –Η –Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄ ―¹ –Ζ–Α–Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η–Β–Φ –Κ―Ä–Α―¹–Κ–Η –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è. –ö―Ä–Α―¹–Κ–Α, –Κ–Ψ―²–Ψ―Ä–Α―è –Ψ–Κ–Α–Ζ―΄–≤–Α–Β―² –Ϋ–Α –Φ–Α―²–Β―Ä–Η–Α–Μ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ–Α–Η–Φ–Β–Ϋ―¨―à–Β–Β –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β, ―è–≤–Μ―è–Β―²―¹―è –≤–Ψ–¥–Ψ―Ä–Α―¹―²–≤–Ψ―Ä–Η–Φ–Ψ–Ι. –£―É–Μ–Κ–Α–Ϋ–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –Κ–Α―É―΅―É–Κ ―è–≤–Μ―è–Β―²―¹―è ―¹–Α–Φ―΄–Φ –Ω–Ψ–¥―Ö–Ψ–¥―è―â–Η–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ –¥–Μ―è –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄. –£ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è–Φ–Η –Κ―Ä–Α―¹–Ψ―΅–Ϋ–Ψ–Ι ―¹–Η―¹―²–Β–Φ―΄ –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ ―¹–Φ–Β―¹–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ –Φ–Ψ–Ε–Ϋ–Ψ –Ω–Ψ–Μ―É―΅–Η―²―¨ –Ϋ–Β–Ι―²―Ä–Α–Μ―¨–Ϋ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ, ―²–Α–Κ –Κ–Α–Κ –Η –Ζ–¥–Β―¹―¨ –Ϋ–Β ―¹―É―â–Β―¹―²–≤―É–Β―² –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –¥–Μ―è –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ–≥–Ψ –Ϋ–Α 100% –Κ–Ψ –≤―¹–Β–Φ –≤–Η–¥–Α–Φ –Κ―Ä–Α―¹–Ψ–Κ.
–ü–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 0,76 –Η–Μ–Η 1,14 –Φ–Φ ―¹ –≤–Ψ–¥–Ϋ―΄–Φ–Η ―¹–Η―¹―²–Β–Φ–Α–Φ–Η –Ϋ–Α ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²―΄―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―è―Ö –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α ―¹–Κ–Μ–Ψ–Ϋ–Ϋ―΄ –Κ ―²–Β―Ä–Φ–Η―΅–Β―¹–Κ–Η–Φ –Ω―Ä–Ψ–±–Μ–Β–Φ–Α–Φ, –Α –Ω–Μ–Α―¹―²–Η–Ϋ―΄ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 1,14 –Φ–Φ –Η–Ζ-–Ζ–Α ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄―Ö –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η–Ι ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Ι ―É―²―Ä–Α―΅–Η–≤–Α―é―² ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²―¨ –Κ –Η―¹―²–Η―Ä–Α–Ϋ–Η―é –Η ―Ä–Α–Ζ―Ä―É―à–Β–Ϋ–Η―é –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤, –¥–Α–Ε–Β –Ω―Ä–Η –Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄―Ö ―¹–Η―¹―²–Β–Φ–Α―Ö ―¹ –Ζ–Α–Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η–Β–Φ –Κ―Ä–Α―¹–Κ–Η –Ω―É―²–Β–Φ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –Ψ–±–Ϋ–Α―Ä―É–Ε–Η–≤–Α–Β―²―¹―è –Ϋ–Α–±―É―Ö–Α–Ϋ–Η–Β –≤―¹–Β–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, –Κ–Ψ―²–Ψ―Ä–Ψ–Β ―¹–≤―è–Ζ–Α–Ϋ–Ψ ―¹ –Ϋ–Β―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ―¹―²―¨―é –Ω–Β―΅–Α―²–Α―é―â–Β–≥–Ψ ―¹–Μ–Ψ―è –Η–Ζ-–Ζ–Α –Β–≥–Ψ ―Ä–Α–Ζ―Ä―É―à–Β–Ϋ–Η―è. –ü–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄ –Ω–Μ–Α―¹―²–Η–Ϋ –Ϋ–Β –Ω―Ä–Η–≥–Ψ–¥–Ϋ―΄ –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Κ―Ä–Α―¹–Κ–Α–Φ–Η, ―Ä–Α―¹―²–≤–Ψ―Ä–Η–Φ―΄–Φ–Η –≤ ―¹–Μ–Ψ–Ε–Ϋ–Ψ–Φ ―ç―³–Η―Ä–Β. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄. –Γ–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Β –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Ω–Ψ–¥―Ö–Ψ–¥―è―² –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―à―²―Ä–Η―Ö–Ψ–≤―΄―Ö –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Ι –Η –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Κ―Ä―É–Ω–Ϋ―΄–Φ ―Ä–Α―¹―²―Ä–Ψ–Φ, –Ϋ–Ψ –Ϋ–Β –Ω–Ψ–¥―Ö–Ψ–¥―è―² –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Φ–Β–Μ–Κ–Η–Φ ―Ä–Α―¹―²―Ä–Ψ–Φ.
–ü–Ψ―ç―²–Ψ–Φ―É –≤–Ϋ–Α―΅–Α–Μ–Β ―¹–Μ–Β–¥―É–Β―² –Ω―Ä–Ψ–≤–Β―Ä–Η―²―¨ –Ω―Ä–Η–≥–Ψ–¥–Ϋ–Ψ―¹―²―¨ –Κ―Ä–Α―¹–Κ–Η –¥–Μ―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ. –ü―Ä–Η ―ç―²–Ψ–Φ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–≥–Ψ ―Ä–Α–Ζ–Φ–Β―Ä–Α, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä 100x100 –Φ–Φ, –≤–Ζ–≤–Β―à–Η–≤–Α―é―²―¹―è, –Η–Ζ–Φ–Β―Ä―è–Β―²―¹―è –Η―Ö ―²–Ψ–Μ―â–Η–Ϋ–Α –Η ―²–≤–Β―Ä–¥–Ψ―¹―²―¨, –Η –≤ ―²–Β―΅–Β–Ϋ–Η–Β 24 ―΅ –Ω–Ψ–¥–≤–Β―Ä–≥–Α―é―²―¹―è –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―é –Κ―Ä–Α―¹–Κ–Η. –€–Α―²–Β―Ä–Η–Α–Μ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ω–Ψ –Η―¹―²–Β―΅–Β–Ϋ–Η–Η ―ç―²–Ψ–≥–Ψ –≤―Ä–Β–Φ–Β–Ϋ–Η –Η–Φ–Β–Β―² –Ϋ–Α–Η–Φ–Β–Ϋ―¨―à–Η–Β –Η–Ζ–Φ–Β–Ϋ–Β–Ϋ–Η―è, –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –≤ –Κ–Α―΅–Β―¹―²–≤–Β ―¹―²–Α–Ϋ–¥–Α―Ä―²–Α. –€–Α―²–Β―Ä–Η–Α–Μ―΄, –Φ–Α―¹―¹–Α –Κ–Ψ―²–Ψ―Ä―΄―Ö ―É–≤–Β–Μ–Η―΅–Η–≤–Α–Β―²―¹―è, ―É―²―Ä–Α―΅–Η–≤–Α―é―² ―²–≤–Β―Ä–¥–Ψ―¹―²―¨ –Η ―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ―¹―²―¨ –≤ –Ζ–Ψ–Ϋ–Β –Κ–Ψ–Ϋ―²–Α–Κ―²–Α. –€–Α―²–Β―Ä–Η–Α–Μ―΄, –Κ–Ψ―²–Ψ―Ä―΄–Β –Η–Ζ-–Ζ–Α –Ϋ–Α–±―É―Ö–Α–Ϋ–Η―è –Ω―Ä–Β–≤―΄―à–Α―é―² –Ζ–Α–¥–Α–Ϋ–Ϋ―΄–Ι ―Ä–Ψ―¹―², ―²–Α–Κ–Ε–Β –Ϋ–Β―¹―²–Α–±–Η–Μ―¨–Ϋ―΄ –≤ –Ζ–Ψ–Ϋ–Β –Κ–Ψ–Ϋ―²–Α–Κ―²–Α –Η ―É―²―Ä–Α―΅–Η–≤–Α―é―² –≤–Ψ –≤―Ä–Β–Φ―è –Ω–Β―΅–Α―²–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α ―¹–≤–Ψ–Η ―Ä–Β–Ζ–Κ–Η–Β –Κ―Ä–Α―è.
6.1.5. –½–Α–≤–Η―¹–Η–Φ–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ψ―² –Φ–Α―²–Β―Ä–Η–Α–Μ–Α
–ù–Α―Ä―è–¥―É ―¹ –Ω–Μ–Α―¹―²–Η–Ϋ–Α–Φ–Η –Η–Ζ –≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι ―Ä–Β–Ζ–Η–Ϋ―΄ ―¹ –≤―΄―Ä–Ψ–≤–Ϋ–Β–Ϋ–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é –Η ―¹―²–Α–±–Η–Μ–Η–Ζ–Η―Ä―É―é―â–Η–Φ ―¹–Μ–Ψ–Β–Φ –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –¥–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è ―³–Ψ―Ä–Φ–Ϋ―΄–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –Η–Ζ –≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι ―Ä–Β–Ζ–Η–Ϋ―΄ ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ–Η –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η―è–Φ–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤. –û–¥–Ϋ–Α–Κ–Ψ –≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Α―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α, –±–Μ–Α–≥–Ψ–¥–Α―Ä―è –Ω–Ψ―Ä–Η―¹―²–Ψ―¹―²–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, –Η–Φ–Β–Β―² –±–Ψ–Μ―¨―à―É―é ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²―¨ –Η ―ç–Μ–Α―¹―²–Η―΅–Ϋ–Ψ―¹―²―¨, ―΅–Β–Φ ―²–≤–Β―Ä–¥–Α―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α Solid. –ù–Ψ–≤―΄–Β –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η–Η –Η–Ζ ―²–≤–Β―Ä–¥―΄―Ö –Η―¹–Κ―É―¹―¹―²–≤–Β–Ϋ–Ϋ―΄―Ö –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ –Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―² –Ω–Ψ–Μ―É―΅–Α―²―¨ ―²–Α–Κ―É―é –Ε–Β –≤―΄―¹–Ψ–Κ―É―é –Μ–Η–Ϋ–Η–Α―²―É―Ä―É, –Κ–Α–Κ –Η –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄. –Δ–≤–Β―Ä–¥―΄–Β –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ Solid –¥–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―è–≤–Μ―è―é―²―¹―è –≤ –Ϋ–Α―¹―²–Ψ―è―â–Β–Β –≤―Ä–Β–Φ―è ―¹―²–Α–Ϋ–¥–Α―Ä―²–Ψ–Φ. –Δ–≤–Β―Ä–¥–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α, –±–Μ–Α–≥–Ψ–¥–Α―Ä―è ―²–Β―Ö–Ϋ–Η–Κ–Β –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è, –Η–Φ–Β–Β―² –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Α –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι ―¹ –Φ–Β–Ϋ―¨―à–Η–Φ –¥–Ψ–Ω―É―¹–Κ–Ψ–Φ –Ω–Ψ ―²–Ψ–Μ―â–Η–Ϋ–Β. –£―¹–Μ–Β–¥―¹―²–≤–Η–Β –±–Ψ–Μ–Β–Β –≤―΄―¹–Ψ–Κ–Ψ–Ι –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α ―²–≤–Β―Ä–¥–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α –Η–Φ–Β–Β―² –±–Ψ–Μ–Β–Β ―΅–Β―²–Κ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤. –ü–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Ε–Η–¥–Κ–Ψ–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Β–Ι―¹―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η ―¹–Ψ–Β–¥–Η–Ϋ―è–Β―² –≤ ―¹–Β–±–Β –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Ψ –≤―΄―¹–Ψ–Κ–Ψ–Ι –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Η –¥–≤―É―Ö―¹―²―É–Ω–Β–Ϋ―΅–Α―²–Ψ–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―¹―²―Ä―É–Κ―²―É―Ä―΄, ¬Ϊ–Φ―è–≥–Κ–Ψ–Ι¬Μ –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η (27¬Α ―à–Κ–Α–Μ―΄ –ê) ―¹–Ψ –≤―²–Ψ―Ä―΄–Φ ¬Ϊ―²–≤–Β―Ä–¥―΄–Φ¬Μ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Φ ―¹–Μ–Ψ–Β–Φ (56¬Α ―à–Κ–Α–Μ―΄ –ê) –Η –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ–Κ, –Ζ–Α–Κ–Μ―é―΅–Α―é―â–Η–Ι―¹―è –≤ –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ –±–Ψ–Μ―¨―à–Β–Φ –¥–Ψ–Ω―É―¹–Κ–Β –Ω–Ψ ―²–Ψ–Μ―â–Η–Ϋ–Β –Η –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Η–Η –¥–Ψ 1,70 –Φ–Φ –Φ–Α–Κ―¹–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Ι –≤―΄―¹–Ψ―²―΄ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
–Δ–Ψ–Μ―â–Η–Ϋ–Α ―³–Ψ―Ä–Φ―΄ –Ω―Ä–Η –Μ―é–±–Ψ–Ι ―¹―²―Ä―É–Κ―²―É―Ä–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ (―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α, ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä, ―²–≤–Β―Ä–¥–Α―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α Solid –Η–Μ–Η ―³–Ψ―Ä–Φ–Α –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Ε–Η–¥–Κ–Ψ–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Β–Ι―¹―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η, –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Η–Μ–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –Η–Ζ ―¹–Φ–Β―¹–Β–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤) –Ψ–¥–Η–Ϋ–Α–Κ–Ψ–≤–Ψ –≤–Μ–Η―è–Β―² –Ϋ–Α ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β –¥–Α–≤–Μ–Β–Ϋ–Η―è. –Δ–≤–Β―Ä–¥–Ψ―¹―²―¨ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α ―³–Ψ―Ä–Φ―΄, –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η –Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–Β –Ϋ–Α–Ω―Ä―è–Ε–Β–Ϋ–Η–Β ―²–Α–Κ–Ε–Β –Ψ–Κ–Α–Ζ―΄–≤–Α―é―² –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–Β –≤–Μ–Η―è–Ϋ–Η–Β. –ü–Β―΅–Α―²–Α―é―â–Η–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –¥–Ψ–Μ–Ε–Ϋ―΄ –±―΄―²―¨ –Ω–Ψ –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η ―²–Ψ–Ϋ–Κ–Η–Φ–Η –Η ―²–≤–Β―Ä–¥―΄–Φ–Η, –Ψ―¹–Ϋ–Ψ–≤–Α ―³–Ψ―Ä–Φ―΄ βÄî ―²–Ψ–Ϋ–Κ–Ψ–Ι, –Α –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Α ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Ι, –Φ–Α–Κ―¹–Η–Φ–Α–Μ―¨–Ϋ–Ψ ―ç–Μ–Α―¹―²–Η―΅–Ϋ–Ψ–Ι –Η ―²–Β―Ä–Φ–Η―΅–Β―¹–Κ–Η –Ϋ–Β–Ι―²―Ä–Α–Μ―¨–Ϋ–Ψ–Ι.
6.2. –Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ (―²–≤–Β―Ä–¥―΄–Β ―¹–Η―¹―²–Β–Φ―΄ Solid)
6.2.1. –û―¹–Ϋ–Ψ–≤―΄ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η
–û―¹–Ϋ–Ψ–≤―É
―ç―²–Ψ–≥–Ψ ―¹–Ω–Ψ―¹–Ψ–±–Α ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ω―Ä–Ψ―Ü–Β―¹―¹ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η, –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ϋ–Α―΅–Η–Ϋ–Α–Β―²―¹―è –Ω–Ψ–¥
–≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–≤–Ψ–Μ–Ϋ–Ψ–≤–Ψ–≥–Ψ –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è. –Γ–Μ–Ψ–≤–Ψ ¬Ϊ―³–Ψ
―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä¬Μ ―¹–Ψ―¹―²–Ψ–Η―² –Η–Ζ –≥―Ä–Β―΅–Β―¹–Κ–Η―Ö ―¹–Μ–Ψ–≤ photos (―¹–≤–Β―²), poly (–Φ–Ϋ–Ψ–≥–Ψ)
–Η meros
(―΅–Α―¹―²―¨,
–Β–¥–Η–Ϋ–Η―Ü–Α). –ü―Ä–Η –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η –Η–Ζ –Φ–Ϋ–Ψ–≥–Ψ―΅–Η―¹–Μ–Β–Ϋ–Ϋ―΄―Ö –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö ―΅–Α―¹―²–Η―Ü, ―²–Α–Κ –Ϋ–Α–Ζ―΄–≤–Α–Β–Φ―΄―Ö
–Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤, –Ψ–±―Ä–Α–Ζ―É―é―²―¹―è –¥–Μ–Η–Ϋ–Ϋ―΄–Β ―Ü–Β–Ω–Ψ―΅–Κ–Η, –Ω–Ψ–Μ–Η–Φ–Β―Ä―΄. –Γ―΄―Ä―¨–Β–Φ ―è–≤–Μ―è–Β―²―¹―è ―ç–Μ–Α―¹―²–Ψ–Φ–Β―Ä–Ϋ–Ψ–Β
―¹–≤―è–Ζ―É―é―â–Β–Β –≤–Β―â–Β―¹―²–≤–Ψ, –≤ –Κ–Ψ―²–Ψ―Ä–Ψ–Β –≤―Ö–Ψ–¥―è―² –Ϋ–Β–Ϋ–Α―¹―΄―â–Β–Ϋ–Ϋ―΄–Β ―¹–Ψ–Β–¥–Η–Ϋ–Β–Ϋ–Η―è –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤ –Η –≤–Ψ―¹–Ω―Ä–Η–Η–Φ―΅–Η–≤―΄–Β
–Κ –Θ–Λ-–Μ―É―΅–Α–Φ –Η–Ϋ–Η―Ü–Η–Η―Ä―É―é―â–Η–Β –≤–Β―â–Β―¹―²–≤–Α (―³–Ψ―²–Ψ–Η–Ϋ–Η―Ü–Η–Α―²–Ψ―Ä―΄).
–ü―Ä–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Θ–Λ- –Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β–Φ –Φ–Ψ–Μ–Β–Κ―É–Μ―΄ –Η–Ϋ–Η―Ü–Η–Η―Ä―É―é―â–Β–≥–Ψ –≤–Β―â–Β―¹―²–≤–Α ―Ä–Α―¹―â–Β–Ω–Μ―è―é―²―¹―è –Ϋ–Α ―Ä–Α–¥–Η–Κ–Α–Μ―΄. –û–Ϋ–Η –Ω―Ä–Η―¹–Ψ–Β–¥–Η–Ϋ―è―é―²―¹―è –Κ –Φ–Ψ–Μ–Β–Κ―É–Μ–Α–Φ –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α –Η –Ψ–±―Ä–Α–Ζ―É―é―² –Ϋ–Ψ–≤―΄–Ι ―Ä–Α–¥–Η–Κ–Α–Μ. –€–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ ―²–Α–Κ–Η―Ö ―Ä–Α–¥–Η–Κ–Α–Μ–Ψ–≤ ―¹―Ä–Α―¹―²–Α–Β―²―¹―è –Η –Ψ–±―Ä–Α–Ζ―É–Β―² ―Ü–Β–Ω–Ψ―΅–Κ–Η –Φ–Ψ–Μ–Β–Κ―É–Μ, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω–Ψ–Ω–Β―Ä–Β―΅–Ϋ―΄―Ö ―¹–≤―è–Ζ–Β–Ι ―¹–Ψ–Β–¥–Η–Ϋ―è―é―²―¹―è –≤ –Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ―¹―²–≤–Β–Ϋ–Ϋ―É―é ―¹―²―Ä―É–Κ―²―É―Ä―É.
–£ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η –Ω–Β―Ä–≤–Ψ–Ϋ–Α―΅–Α–Μ―¨–Ϋ―΄–Β ―³–Η–Ζ–Η―΅–Β―¹–Κ–Η–Β ―¹–≤–Ψ–Ι―¹―²–≤–Α ―¹―΄―Ä―¨―è ―²–Α–Κ –Η–Ζ–Φ–Β–Ϋ―è―é―²―¹―è, ―΅―²–Ψ ―¹–≤―è–Ζ―É―é―â–Β–Β –≤–Β―â–Β―¹―²–≤–Ψ ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è –Ϋ–Β―Ä–Α―¹―²–≤–Ψ―Ä–Η–Φ―΄–Φ –≤ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―΄―Ö ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è―Ö.
6.2.2. –€–Α―²–Β―Ä–Η–Α–Μ―΄ –¥–Μ―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
–Γ―É―â–Β―¹―²–≤―É–Β―² –¥–≤–Β ―¹–Η―¹―²–Β–Φ―΄ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α ―³–Ψ―Ä–Φ: ―²–≤–Β―Ä–¥―΄–Β –Η –Ε–Η–¥–Κ–Η–Β. –£ ―ç―²–Ψ–Ι –≥–Μ–Α–≤–Β ―Ä–Α―¹―¹–Φ–Α―²―Ä–Η–≤–Α–Β―²―¹―è ―²–≤–Β―Ä–¥–Α―è ―¹–Η―¹―²–Β–Φ–Α Solid.
–ü―Ä–Η ―²–≤–Β―Ä–¥―΄―Ö ―¹–Η―¹―²–Β–Φ–Α―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ―è―é―²―¹―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ–Β–Φ ―³–Ψ―Ä–Φ. –û–Ϋ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² –Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Β –Η –±–Β–Ζ–≤―Ä–Β–¥–Ϋ–Ψ–Β –¥–Μ―è –Ψ–Κ―Ä―É–Ε–Α―é―â–Β–Ι ―¹―Ä–Β–¥―΄ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ ―³–Ψ―Ä–Φ―΄ –≤ –Ω―Ä–Β–¥–Β–Μ–Α―Ö –¥–Ψ–Ω―É―¹–Κ–Ψ–≤.
–ü–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –½–Α―â–Η―²–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α
–†–Α–Ζ–¥–Β–Μ–Η―²–Β–Μ―¨–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι
–†–Η―¹. 6.3. –û–±―΄―΅–Ϋ–Α―è ―¹―²―Ä―É–Κ―²―É―Ä–Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Β–Ι―¹―è –Ω–Μ–Α―¹―²–Η–Ϋ―΄
–ü–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι
–ü–Μ–Α―¹―²–Η–Ϋ–Α –Φ–Ψ–Ε–Β―² –Ω―Ä–Ψ―¹―²–Ψ –Η –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α―²―¨―¹―è –¥–Ψ –≥–Ψ―²–Ψ–≤–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―¹ ―Ä–Β–Μ―¨–Β―³–Ψ–Φ.
–Δ–Α–±–Μ–Η―Ü–Α 6.1
|
–Δ–Η–Ω ―³–Ψ―Ä–Φ―΄, |
–Δ–Ψ–Μ―â–Η–Ϋ–Α |
–™–Μ―É–±–Η–Ϋ–Α |
|
|||
|
0,001 –¥―é–Ι–Φ |
―³–Ψ―Ä–Φ―΄, –Φ–Φ |
―Ä–Β–Μ―¨–Β―³–Α, –Φ–Φ |
|
|||
|
30 |
0,76 |
0,58 |
|
|||
|
45 |
1,14 |
0,75 |
|
|||
|
67 |
1,70 |
0,8 |
|||
|
90 |
2,29 |
0,8 |
|
|||
|
100 |
2,54 |
0,8 |
|||
|
107 |
2,72 |
0,8 |
|||
|
–ü2 |
2,84 |
0,8 |
|||
|
125 |
3,18 |
1,0 |
|||
|
155 |
3,94 |
2,0 |
|||
|
170 |
4,32 |
2,5 |
|||
|
185 |
4,70 |
2,5 |
|||
|
197 |
5,00 |
2,5 |
|||
|
217 |
5,51 |
2,5 |
|||
|
237 |
6,02 |
3,0 |
|||
|
250 |
6,35 |
3,0 |
|||
|
255 |
6,50 |
3,0 |
|
|||
–Δ–≤–Β―Ä–¥―΄–Β ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η–Β ―³–Ψ―Ä–Φ―΄ –Ϋ–Β –Η–Ζ–Ϋ–Α―à–Η–≤–Α―é―²―¹―è –Η –Ϋ–Β ―Ä–Α–Ζ―Ä―É―à–Α―é―²―¹―è.
–ë–Μ–Α–≥–Ψ–¥–Α―Ä―è –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤–Β –Η –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―²―¹―è –Ζ–Α―â–Η―²–Α –Ψ―² –Ω―Ä―è–Φ–Ψ–≥–Ψ –Κ–Ψ–Ϋ―²–Α–Κ―²–Α –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α –Η–Μ–Η –Ψ―² –≤―΄―¹–≤–Ψ–±–Ψ–Ε–¥–Β–Ϋ–Η―è ―¹–Ψ―¹―²–Α–≤–Ϋ―΄―Ö –≤–Β―â–Β―¹―²–≤ –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –≤ –Ψ–Κ―Ä―É–Ε–Α―é―â―É―é ―¹―Ä–Β–¥―É. –ë–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²―¨ –Ω―Ä–Ψ–¥―É–Κ―²–Α –Η –Ζ–Α―â–Η―²–Α –Ψ–Κ―Ä―É–Ε–Α―é―â–Β–Ι ―¹―Ä–Β–¥―΄ ―è–≤–Μ―è―é―²―¹―è ―¹–Ψ―¹―²–Α–≤–Ϋ–Ψ–Ι ―΅–Α―¹―²―¨―é –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
–ü–Μ–Α―¹―²–Η–Ϋ–Α βÄî ―ç―²–Ψ –≥–Η–±–Κ–Α―è ―³–Ψ―Ä–Φ–Α, ―¹–Ψ―¹―²–Ψ―è―â–Α―è –Η–Ζ ―²―Ä–Β―Ö ―¹–Μ–Ψ–Β–≤.
–½–Α–≤–Η―¹–Η–Φ–Ψ―¹―²―¨ –Φ–Β–Ε–¥―É ―²–Η–Ω–Ψ–Φ/―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι/―Ä–Β–Μ―¨–Β―³–Ψ–Φ ―³–Ψ―Ä–Φ―΄
–½–Α―â–Η―²–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α
–Γ–Μ–Ψ–Ι, ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ―΄–Ι / –Κ –Μ–Α–Ζ–Β―Ä―É
–ü–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι
/
–ü–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α
–†–Η―¹. 6.4. –ü–Ψ–Ω–Β―Ä–Β―΅–Ϋ―΄–Ι ―Ä–Α–Ζ―Ä–Β–Ζ ―Ä–Β–Μ―¨–Β―³–Α ―³–Ψ―Ä–Φ―΄
–£
–Ω–Μ–Α―¹―²–Η–Ϋ–Α―Ö –¥–Μ―è –Ω―Ä―è–Φ–Ψ–Ι ―Ü–Η―³―Ä–Ψ–≤–Ψ–Ι –Ζ–Α–Ω–Η―¹–Η –±–Β–Ζ ―³–Ψ―²–Ψ―³–Ψ―Ä–Φ―΄ –Φ–Β–Ε–¥―É –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –Η ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–Φ
–Ω―Ä–Ψ–Κ–Μ–Α–¥―΄–≤–Α–Β―²―¹―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄–Ι, ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ―΄–Ι –Κ –Μ–Α–Ζ–Β―Ä―É ―¹–Μ–Ψ–Ι, –Κ–Ψ―²–Ψ―Ä―΄–Ι –¥–Α–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨
–Ω–Β―Ä–Β–Ϋ–Β―¹―²–Η –±–Β–Ζ ―³–Ψ―²–Ψ―³–Ψ―Ä–Φ –Η–Ζ–Ψ–±―Ä–Α–Ζ–Η―²–Β–Μ―¨–Ϋ―É―é –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é –Ϋ–Α ―³–Ψ―Ä–Φ―É.

–†–Η―¹. 6.5. –ü–Ψ–Ω–Β―Ä–Β―΅–Ϋ―΄–Ι ―Ä–Α–Ζ―Ä–Β–Ζ ―Ä–Β–Μ―¨–Β―³–Α ―³–Ψ―Ä–Φ―΄
–£ –Ψ–±–Ψ–Η―Ö ―¹–Μ―É―΅–Α―è―Ö –Ω–Μ–Α―¹―²–Η–Ϋ–Α –Ζ–Α―â–Η―â–Β–Ϋ–Α –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η –Ψ―² –Φ–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Η―Ö –Ω–Ψ–≤―Ä–Β–Ε–¥–Β–Ϋ–Η–Ι –Η –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―è –Κ–Η―¹–Μ–Ψ―Ä–Ψ–¥–Α. –ü–Μ–Α―¹―²–Η–Ϋ–Α ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Α –Κ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―é ―²–Β–Ω–Μ–Α, –¥–Ϋ–Β–≤–Ϋ–Ψ–≥–Ψ ―¹–≤–Β―²–Α, –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –Η –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–≤–Ψ–Μ–Ϋ–Ψ–≤–Ψ–≥–Ψ –Η―¹–Κ―É―¹―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ ―¹–≤–Β―²–Α, –Ω–Ψ―ç―²–Ψ–Φ―É –Ψ–Ϋ–Α –Φ–Ψ–Ε–Β―² –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α―²―¨―¹―è –Ω―Ä–Η –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ–Φ ―¹–≤–Β―²–Β –±–Β–Ζ –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è.
–ü―Ä–Η ―ç―²–Ψ–Φ ―³–Ψ―Ä–Φ–Α –Ψ―¹―²–Α–Β―²―¹―è ―ç–Μ–Α―¹―²–Η―΅–Ϋ–Ψ–Ι –Η –≥–Η–±–Κ–Ψ–Ι. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ζ–Α–Ζ–Ψ―Ä–Α –Φ–Β–Ε–¥―É ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α–Φ–Η ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―è―²―¹―è –Ω–Μ–Α―¹―²–Η–Ϋ―΄ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄ –Η ―³–Ψ―Ä–Φ–Α―²–Α.
–ë–Μ–Α–≥–Ψ–¥–Α―Ä―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ –Η―¹―¹–Μ–Β–¥–Ψ–≤–Α–Ϋ–Η―è–Φ –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è–Φ–Η ―Ä―΄–Ϋ–Κ–Α –≤ ―Ä–Α―¹–Ω–Ψ―Ä―è–Ε–Β–Ϋ–Η–Β –Ω–Ψ―²―Ä–Β–±–Η―²–Β–Μ―è –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Μ―è―é―²―¹―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β 3>–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η–Β ―³–Ψ―Ä–Φ―΄.
–Γ―É―â–Β―¹―²–≤―É–Β―² ―²―Ä–Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ―΄―Ö ―¹―³–Β―Ä―΄ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö ―³–Ψ―Ä–Φ:
1. –Λ–Ψ―Ä–Φ―΄ –¥–Μ―è –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –≥–Η–±–Κ–Ψ–Ι ―É–Ω–Α–Κ–Ψ–≤–Κ–Η (–Ω–Μ–Β–Ϋ–Κ–Η –Η –≥–Μ–Α–¥–Κ–Α―è –±―É–Φ–Α–≥–Α).
2. –Λ–Ψ―Ä–Φ―΄ –¥–Μ―è –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –Κ–Α―Ä―²–Ψ–Ϋ–Α, –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α –Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ ―¹ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é.
3. –Λ–Ψ―Ä–Φ―΄ –¥–Μ―è –Μ–Α–Κ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ―³―¹–Β―²–Ϋ―΄―Ö –Ψ―²―²–Η―¹–Κ–Ψ–≤.
–Δ–Ψ–Ϋ–Κ–Η–Β ―³–Ψ―Ä–Φ―΄ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –¥–Μ―è –≤―΄―¹–Ψ–Κ–Ψ–Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–Ι ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η, –±–Ψ–Μ–Β–Β ―²–Ψ–Μ―¹―²―΄–Β ―³–Ψ―Ä–Φ―΄ ―¹ –≥–Μ―É–±–Ψ–Κ–Η–Φ ―Ä–Β–Μ―¨–Β―³–Ψ–Φ βÄî –¥–Μ―è –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α.
–Λ–Ψ―Ä–Φ―΄ –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ―΄ –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η–Φ–Η –Κ―Ä–Α―¹–Κ–Α–Φ–Η –Ϋ–Α ―¹–Ω–Η―Ä―²–Ψ–≤–Ψ–Ι –Η–Μ–Η –≤–Ψ–¥–Ϋ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤–Β. –€–Ψ–≥―É―² ―²–Α–Κ–Ε–Β –Ω―Ä–Η–Φ–Β–Ϋ―è―²―¨―¹―è –Θ–Λ-–Κ―Ä–Α―¹–Κ–Η –Η –Μ–Α–Κ–Η. –û–Ϋ–Η –Ϋ–Β―¹–Ψ–≤–Φ–Β―¹―²–Η–Φ―΄ ―¹ –Φ–Α―¹–Μ―è–Ϋ―΄–Φ–Η –Κ―Ä–Α―¹–Κ–Α–Φ–Η –Η –Α–≥―Ä–Β―¹―¹–Η–≤–Ϋ―΄–Φ–Η ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è–Φ–Η, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –Α―Ü–Β―²–Α―²–Α–Φ–Η –Η–Μ–Η –Κ–Β―²–Ψ–Ϋ–Α–Φ–Η.
6.2.2.1. –‰–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Β ―²–Ψ–Μ―â–Η–Ϋ―΄ –Η ―²–≤–Β―Ä–¥–Ψ―¹―²–Η ―³–Ψ―Ä–Φ
–Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α―é―²―¹―è –Η –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Η―Ä―É―é―²―¹―è –Ω―Ä–Η ―¹―²―Ä–Ψ–≥–Ψ–Φ ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ―΄―Ö –¥–Ψ–Ω―É―¹–Κ–Ψ–≤. –û–¥–Ϋ–Α–Κ–Ψ –≤–Ψ –≤―Ä–Β–Φ―è –Ψ―²–¥–Β–Μ–Ψ―΅–Ϋ―΄―Ö –Ω―Ä–Ψ―Ü–Β―¹―¹–Ψ–≤ –Ψ–Ϋ–Η –Ω–Ψ–¥–≤–Β―Ä–≥–Α―é―²―¹―è –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―é, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –Φ–Ψ–Ε–Β―² –Ψ–Κ–Α–Ζ―΄–≤–Α―²―¨ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –≤–Μ–Η―è–Ϋ–Η–Β –Ϋ–Α –≤–Ψ―¹―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Η–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –¥–Ψ –Η―¹―Ö–Ψ–¥–Ϋ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄.
–ü–Ψ―ç―²–Ψ–Φ―É –Ψ―΅–Β–Ϋ―¨ –≤–Α–Ε–Ϋ–Ψ ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η–Β ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö –Ω–Α―Ä–Α–Φ–Β―²―Ä–Ψ–≤ –Ψ―²–¥–Β–Μ–Κ–Η:
–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β;
–Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Α―è ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α –Η ―¹–Ψ―¹―²–Α–≤ –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α;
–Ϋ–Α–Η–Φ–Β–Ϋ―¨―à–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è;
–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ–Β –≤―Ä–Β–Φ―è ―¹―É―à–Κ–Η, –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –¥–Μ―è ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–Ι –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η;
―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Α―è ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α ―¹―É―à–Κ–Η.
–ù–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―è –Η–Ζ-–Ζ–Α –Ϋ–Β–Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –Ϋ–Η–Ζ–Κ–Ψ–≥–Ψ ―¹–Ψ–¥–Β―Ä–Ε–Α–Ϋ–Η―è ―¹–Ω–Η―Ä―²–Α –≤ –≤―΄–Φ―΄–≤–Ϋ–Ψ–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Β, ―¹–Μ–Η―à–Κ–Ψ–Φ –≤―΄―¹–Ψ–Κ–Α―è ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α –Η–Μ–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Β –Ω―Ä–Η–≤–Ψ–¥―è―² –Κ ―¹–Η–Μ―¨–Ϋ–Ψ–Φ―É –Ϋ–Α–±―É―Ö–Α–Ϋ–Η―é ―Ä–Β–Μ―¨–Β―³–Α. –Δ–Ψ–≥–¥–Α –¥–Μ―è –≤–Ψ―¹―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Η―è –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―É–≤–Β–Μ–Η―΅–Η―²―¨ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―¹―É―à–Κ–Η.
–‰–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Β ―²–Ψ–Μ―â–Η–Ϋ―΄ ―³–Ψ―Ä–Φ―΄
–ü―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–Β –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Β ―²–Ψ–Μ―â–Η–Ϋ―΄ ―¹–≤―è–Ζ–Α–Ϋ–Ψ ―¹ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―΄–Φ–Η ―É―¹–Μ–Ψ–≤–Η―è–Φ–Η, –Κ–Ψ–≥–¥–Α ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ –Φ–Ψ–Ε–Β―² –≤―΄–Ζ–≤–Α―²―¨ –Η―¹–Κ–Α–Ε–Β–Ϋ–Η–Β ―Ä–Β–Ζ―É–Μ―¨―²–Α―²–Α –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η―è.
–Γ–Μ–Β–¥―É–Β―² ―É―΅–Η―²―΄–≤–Α―²―¨, ―΅―²–Ψ:
–Η–Ζ–Φ–Β―Ä–Η―²–Β–Μ―¨–Ϋ–Α―è –Ω–Ψ–¥―¹―²–Α–≤–Κ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ –±–Ψ–Μ―¨―à–Ψ–Ι, –≥–Μ–Α–¥–Κ–Ψ–Ι –Η ―Ä–Ψ–≤–Ϋ–Ψ–Ι (―à–Μ–Η―³–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –Κ–Α–Φ–Β–Ϋ―¨ –Η–Μ–Η –Φ–Β―²–Α–Μ–Μ–Η―΅–Β―¹–Κ–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α);
–Ϋ–Α–Κ–Μ–Α–¥–Ϋ–Ψ–Ι ―¹―²–Ψ–Μ –Η –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Α―è ―¹―²–Ψ―Ä–Ψ–Ϋ–Α ―³–Ψ―Ä–Φ―΄ –¥–Ψ–Μ–Ε–Ϋ―΄ –±―΄―²―¨ ―΅–Η―¹―²―΄–Φ–Η (–Ψ―¹―²–Α―²–Κ–Η –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α –Ω–Ψ―¹–Μ–Β –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ω–Β―Ä–Β–¥ –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Β–Φ ―¹–Μ–Β–¥―É–Β―² ―É–¥–Α–Μ–Η―²―¨);
–≤–Ψ–Μ–Ϋ–Η―¹―²–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄, ―². –Β. –Ϋ–Β–Ω–Ψ–Μ–Ϋ–Ψ–Β –Ϋ–Α–Μ–Ψ–Ε–Β–Ϋ–Η–Β –Ϋ–Α –Η–Ζ–Φ–Β―Ä–Η―²–Β–Μ―¨–Ϋ―É―é –Ω–Ψ–¥―¹―²–Α–≤–Κ―É, –Ω―Ä–Η–≤–Ψ–¥–Η―² –Κ –Ω–Ψ–≥―Ä–Β―à–Ϋ–Ψ―¹―²―è–Φ –≤ –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η―è―Ö (–Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≤–Α–Κ―É―É–Φ–Α ―³–Ψ―Ä–Φ–Α –Ω―Ä–Η―¹–Α―¹―΄–≤–Α–Β―²―¹―è);
–Η–Ζ–Φ–Β―Ä―è–Β–Φ–Α―è –Ω–Μ–Ψ―â–Α–¥―¨ ―³–Ψ―Ä–Φ―΄ –¥–Ψ–Μ–Ε–Ϋ–Α –Η–Φ–Β―²―¨ –¥–Η–Α–Φ–Β―²―Ä –Ϋ–Β –Φ–Β–Ϋ–Β–Β 10 –Φ–Φ. –≠―²–Ψ ―²–Α–Κ–Ε–Β –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ –¥–Η–Α–Φ–Β―²―Ä―É –Η–Ζ–Φ–Β―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –¥–Α―²―΅–Η–Κ–Α;
–¥–Α–≤–Μ–Β–Ϋ–Η–Β –Ω―Ä–Η –Ϋ–Α–Μ–Ψ–Ε–Β–Ϋ–Η–Η –Η–Ζ–Φ–Β―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –¥–Α―²―΅–Η–Κ–Α –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ–Ψ –Ω―Ä–Β–≤―΄―à–Α―²―¨ 30 –≥/―¹–Φ2;
–Φ–Η–Κ―Ä–Ψ–Φ–Β―²―Ä–Η―΅–Β―¹–Κ–Η–Β –≤–Η–Ϋ―²―΄ –Ϋ–Β –Ω–Ψ–¥―Ö–Ψ–¥―è―² –¥–Μ―è –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ –¥–Μ―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η.
–‰–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Β ―²–≤–Β―Ä–¥–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄
–£ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η ―²–≤–Β―Ä–¥–Ψ―¹―²―¨ ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄―Ö –≤–Α–Μ–Η–Κ–Ψ–≤ –Η–Μ–Η ―³–Ψ―Ä–Φ –Ω―Ä–Η–Ϋ―è―²–Ψ –Η–Ζ–Φ–Β―Ä―è―²―¨ –Ω–Ψ ―à–Κ–Α–Μ–Β –ê. –Γ–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–Β –Ω―Ä–Β–¥–Ω–Η―¹–Α–Ϋ–Η–Β ―¹―²–Α–Ϋ–¥–Α―Ä―²–Α DIN (DIN 53505) –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―² –Φ–Η–Ϋ–Η–Φ–Α–Μ―¨–Ϋ―É―é ―²–Ψ–Μ―â–Η–Ϋ―É –Η–Ζ–Φ–Β―Ä―è–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, –Κ–Ψ―²–Ψ―Ä–Α―è ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² 6 –Φ–Φ. –ü―Ä–Η –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Η ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ ―ç―²–Ψ ―É―¹–Μ–Ψ–≤–Η–Β –Ϋ–Β ―¹―²–Α–≤–Η―²―¹―è. –Γ―É―â–Β―¹―²–≤―É–Β―² –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ ―²–Η–Ω–Ψ–≤ –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –Φ–Β–Ϋ–Β–Β 6 –Φ–Φ. –ü–Ψ―ç―²–Ψ–Φ―É –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Β ―²–≤–Β―Ä–¥–Ψ―¹―²–Η –Ω–Ψ ―à–Κ–Α–Μ–Β –≤―¹–Β–≥–¥–Α ―Ä–Α―¹―¹–Φ–Α―²―Ä–Η–≤–Α–Β―²―¹―è –Κ–Α–Κ ―¹―Ä–Α–≤–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –≤–Β–Μ–Η―΅–Η–Ϋ–Α –Ω–Ψ –Ψ―²–Ϋ–Ψ―à–Β–Ϋ–Η―é –Κ ―²–Ψ–Μ―â–Η–Ϋ–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
–£–Ψ –≤―Ä–Β–Φ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―²–≤–Β―Ä–¥–Ψ―¹―²―¨ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―¹―É―â–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Φ–Β–Ϋ―è–Β―²―¹―è. –ü–Ψ –Ψ–Κ–Ψ–Ϋ―΅–Α–Ϋ–Η–Η –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β―²―¹―è –Β–Β –Ψ–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β. –Δ–≤–Β―Ä–¥–Ψ―¹―²―¨ –Φ–Ψ–Ε–Ϋ–Ψ –Η–Ζ–Φ–Β―Ä―è―²―¨ –Ω―Ä–Η–±–Ψ―Ä–Ψ–Φ –¥–Μ―è –Η―¹–Ω―΄―²–Α–Ϋ–Η―è –Ϋ–Α ―²–≤–Β―Ä–¥–Ψ―¹―²―¨ Zwick.
6.2.2.2. –Ξ―Ä–Α–Ϋ–Β–Ϋ–Η–Β –Ϋ–Α ―¹–Κ–Μ–Α–¥–Β –Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Η―Ö―¹―è –Ω–Μ–Α―¹―²–Η–Ϋ
–ü―Ä–Η –Ϋ–Α–¥–Μ–Β–Ε–Α―â–Β–Φ ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Η –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –¥–Ψ–Μ–≥–Ψ –±–Β–Ζ ―É―²―Ä–Α―²―΄ –Κ–Α―΅–Β―¹―²–≤–Α. –ö–Α―Ä―²–Ψ–Ϋ–Ϋ―΄–Β –Κ–Ψ―Ä–Ψ–±–Κ–Η –¥–Ψ–Μ–Ε–Ϋ―΄ –Ψ―¹―²–Α–≤–Α―²―¨―¹―è –Ζ–Α–Κ―Ä―΄―²―΄–Φ–Η –Κ–Α–Κ –Φ–Ψ–Ε–Ϋ–Ψ –¥–Ψ–Μ―¨―à–Β. –ù–Β –±–Ψ–Μ–Β–Β –¥–Β―¹―è―²–Η ―É–Ω–Α–Κ–Ψ–≤–Ψ–Κ –Ψ–¥–Η–Ϋ–Α–Κ–Ψ–≤–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α―²–Α –Φ–Ψ–Ε–Ϋ–Ψ ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―²―¨ –¥―Ä―É–≥ –Ϋ–Α –¥―Ä―É–≥–Α. –î–Μ―è –±–Ψ–Μ―¨―à–Ψ–≥–Ψ –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Α ―É–Ω–Α–Κ–Ψ–≤–Ψ–Κ ―¹–Μ–Β–¥―É–Β―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Ω–Ψ–Μ–Κ–Η ―¹ ―Ä–Α–Ζ–¥–Β–Μ–Η―²–Β–Μ―¨–Ϋ―΄–Φ–Η –≥–Ψ―Ä–Η–Ζ–Ψ–Ϋ―²–Α–Μ―¨–Ϋ―΄–Φ–Η –Ω–Β―Ä–Β–≥–Ψ―Ä–Ψ–¥–Κ–Α–Φ–Η. –î–Α–Ε–Β –Ζ–Α–Κ―Ä―΄―²―΄–Β ―É–Ω–Α–Κ–Ψ–≤–Κ–Η –Ϋ–Β ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è ―Ö―Ä–Α–Ϋ–Η―²―¨ –Ϋ–Α ―¹–Ψ–Μ–Ϋ―Ü–Β –Η–Μ–Η –≤–±–Μ–Η–Ζ–Η –Ϋ–Α–≥―Ä–Β–≤–Α―²–Β–Μ―¨–Ϋ―΄―Ö –Ω―Ä–Η–±–Ψ―Ä–Ψ–≤, ―². –Κ. ―²–Β–Ω–Μ–Ψ –Ω―Ä–Η–≤–Ψ–¥–Η―² –Κ –Ω―Ä–Β–Ε–¥–Β–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ–Φ―É ―¹―²–Α―Ä–Β–Ϋ–Η―é.
6.2.2.3. –û–±―Ä–Α―â–Β–Ϋ–Η–Β –Η ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Β
–û―²–Κ―Ä―΄―²―΄–Β –Κ–Α―Ä―²–Ψ–Ϋ–Ϋ―΄–Β –Κ–Ψ―Ä–Ψ–±–Κ–Η –Ϋ–Β–Μ―¨–Ζ―è ―É–Κ–Μ–Α–¥―΄–≤–Α―²―¨ –≤ ―à―²–Α–±–Β–Μ―¨, –Η―Ö –Ϋ―É–Ε–Ϋ–Ψ ―¹―²–Α–≤–Η―²―¨ –Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ. –†–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Β –Ω–Μ–Α―¹―²–Η–Ϋ –≤ –≤―΄–¥–≤–Η–Ε–Ϋ―΄―Ö ―è―â–Η–Κ–Α―Ö ―¹ –Ω―Ä–Ψ–Κ–Μ–Α–¥–Κ–Α–Φ–Η –Η–Ζ –Ω–Β–Ϋ–Ψ–Ω–Μ–Α―¹―²–Α. –ü–Μ–Α―¹―²–Η–Ϋ―΄ ―¹–Μ–Β–¥―É–Β―² ―Ö―Ä–Α–Ϋ–Η―²―¨ –≤ ―¹―É―Ö–Ψ–Φ, –Ω―Ä–Ψ―Ö–Μ–Α–¥–Ϋ–Ψ–Φ –Φ–Β―¹―²–Β (–Ψ―² 4 –¥–Ψ 38 ¬Α–Γ). –ü–Β―Ä–Β–¥ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Ψ―Ö–Μ–Α–Ε–¥–Α―é―² –¥–Ψ –Κ–Ψ–Φ–Ϋ–Α―²–Ϋ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄. –û―²–Κ―Ä―΄―²―΄–Β –Κ–Α―Ä―²–Ψ–Ϋ–Ϋ―΄–Β –Κ–Ψ―Ä–Ψ–±–Κ–Η –Η –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ ―Ö―Ä–Α–Ϋ―è―²―¹―è –Η –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è ―²–Ψ–Μ―¨–Κ–Ψ –Ω―Ä–Η –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ–Φ ―¹–≤–Β―²–Β.
–Γ–Μ–Β–¥―É–Β―² –Η–Ζ–±–Β–≥–Α―²―¨ –±–Β–Μ–Ψ–≥–Ψ ―¹–≤–Β―²–Α –Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è, –Ω–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –¥–Ϋ–Β–≤–Ϋ–Ψ–Ι ―¹–≤–Β―², –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Β –Η –Ψ–±―΄―΅–Ϋ―΄–Β –Μ–Α–Φ–Ω―΄ –Ϋ–Α–Κ–Α–Μ–Η–≤–Α–Ϋ–Η―è –Ω―Ä–Η –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Φ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Η –Φ–Ψ–≥―É―² –≤―΄–Ζ–≤–Α―²―¨ –Ψ–Ω–Β―Ä–Β–Ε–Α―é―â―É―é –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―é. –û–Κ–Ϋ–Α –Η –≤–Β―Ä―Ö–Ϋ–Β–Β –Ψ―¹–≤–Β―â–Β–Ϋ–Η–Β –¥–Ψ–Μ–Ε–Ϋ―΄ –±―΄―²―¨ –Ζ–Α―â–Η―â–Β–Ϋ―΄ –Ψ―² –Θ–Λ-–Μ―É―΅–Β–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –Η–Μ–Η ―¹–≤–Β―²–Ψ–Ϋ–Β–Ω―Ä–Ψ–Ϋ–Η―Ü–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ.
–î–Μ―è –Ψ―¹–≤–Β―â–Β–Ϋ–Η―è –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η―è –Η ―Ä–Α–±–Ψ―΅–Β–≥–Ψ –Φ–Β―¹―²–Α –Ω―Ä–Η–Φ–Β–Ϋ―è―é―² –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Β –Μ–Α–Φ–Ω―΄ ―è–Ϋ―²–Α―Ä! ―é–≥–Ψ, –Ζ–Ψ–Μ–Ψ―²–Η―¹―²–Ψ–≥–Ψ –Η–Μ–Η –Ε–Β–Μ―²–Ψ–≥–Ψ ―Ü–≤–Β―²–Α. –€–Ψ–Ε–Ϋ–Ψ ―²–Α–Κ–Ε–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ ―³–Η–Μ―¨―²―Ä–Ψ–≤–Α–Μ―¨–Ϋ―É―é –Ω–Μ–Β–Ϋ–Κ―É.
–ù–Α –Ϋ–Β―É–Ω–Α–Κ–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Ϋ–Β–Μ―¨–Ζ―è –Κ–Μ–Α―¹―²―¨ ―²―è–Ε–Β–Μ―΄–Β –Ω―Ä–Β–¥–Φ–Β―²―΄. –ü–Μ–Α―¹―²–Η–Ϋ―΄, –≤ ―΅–Α―¹―²–Ϋ–Ψ―¹―²–Η, –±–Ψ–Μ―¨―à–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α―²–Α –Η ―É–Ζ–Κ–Η–Β –Ω–Ψ–Μ–Ψ―¹―΄ –Ω―Ä–Η ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä–Ψ–≤–Κ–Β –¥–Ψ–Μ–Ε–Ϋ―΄ ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―²―¨―¹―è –≤–Β―Ä―²–Η–Κ–Α–Μ―¨–Ϋ–Ψ. –ü–Μ–Α―¹―²–Η–Ϋ―΄ –Ϋ–Β–Μ―¨–Ζ―è ―É–Κ–Μ–Α–¥―΄–≤–Α―²―¨ –≤ ―à―²–Α–±–Β–Μ―¨ –±–Β–Ζ –Ω―Ä–Ψ–Κ–Μ–Α–¥–Ψ–Κ –Η–Ζ –≥–Μ–Α–¥–Κ–Ψ–≥–Ψ –Κ–Α―Ä―²–Ψ–Ϋ–Α. –Γ–Μ–Β–¥―É–Β―² –Η–Ζ–±–Β–≥–Α―²―¨ ―¹–Ε–Η–Φ–Α―é―â–Β–Ι –Ϋ–Α–≥―Ä―É–Ζ–Κ–Η.
6.2.2.4.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Β–Ζ–Κ–Α –Ζ–Α–≥–Ψ―²–Ψ–≤–Ψ–Κ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ
–î–Μ―è ―Ä–Β–Ζ–Κ–Η ―²―Ä–Β–±―É–Β―²―¹―è –≥–Μ–Α–¥–Κ–Α―è, –Ω–Μ–Ψ―¹–Κ–Α―è –Ω–Ψ–¥―¹―²–Α–≤–Κ–Α –Η –Ψ―¹―²―Ä―΄–Ι ―Ä–Β–Ε―É―â–Η–Ι –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―². –Ξ–Ψ―Ä–Ψ―à–Ψ –Ζ–Α―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥–Ψ–≤–Α–Μ–Η ―¹–Β–±―è –±―É–Φ–Α–≥–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―΄–Β ―É–¥–Α―Ä–Ϋ―΄–Β –Ϋ–Ψ–Ε–Ϋ–Η―Ü―΄. –î–Μ―è ―Ä–Β–Ζ–Κ–Η –Ω–Μ–Α―¹―²–Η–Ϋ –±–Ψ–Μ―¨―à–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α―²–Α ―¹―É―â–Β―¹―²–≤―É―é―² ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―΄–Β ―¹―²–Ψ–Μ―΄ ―¹ –≤―Ä–Α―â–Α―é―â–Η–Φ–Η―¹―è, ―¹–Α–Φ–Ψ–Ζ–Α―²–Α―΅–Η–≤–Α―é―â–Η–Φ–Η―¹―è –Ϋ–Ψ–Ε–Α–Φ–Η. –†–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É―é―²―¹―è ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Β ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―΄–Β ―¹―²–Ψ–Μ―΄ ―³–Η―Ä–Φ-–Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ–Β–Ι –Ω–Μ–Α―¹―²–Α–Ϋ. –ü―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η ―É–¥–Α―Ä–Ϋ―΄―Ö –Ϋ–Ψ–Ε–Ϋ–Η―Ü ―Ä–Β–Ζ–Κ–Α –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –≤ –Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Η–Η –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –≤–≤–Β―Ä―Ö. –†–Β–Ζ–Κ―É ―¹–Μ–Β–¥―É–Β―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨ –Ϋ–Β–Ω―Ä–Β―Ä―΄–≤–Ϋ–Ψ ―¹ ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ―΄–Φ –Ϋ–Α–Ε–Η–Φ–Ψ–Φ. –ü―Ä–Η ―ç―²–Ψ–Φ –Ϋ–Ψ–Ε –¥–Ψ–Μ–Ε–Β–Ϋ –Ω―Ä–Η–Ε–Η–Φ–Α―²―¨―¹―è –Κ –Ψ–±―Ä–Β–Ζ–Ϋ–Ψ–Ι –Κ―Ä–Ψ–Φ–Κ–Β. –ü―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Ψ–Φ ―è–≤–Μ―è–Β―²―¹―è –Ψ–±–Ε–Η–Φ–Ϋ–Ψ–Ι ―Ö–Ψ–Φ―É―² –¥–Μ―è ―³–Η–Κ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω–Μ–Α―¹―²–Η–Ϋ―΄. –Θ―¹―²―Ä–Ψ–Ι―¹―²–≤–Α ―²–Β―Ä–Φ–Ψ―Ä–Β–Ζ–Κ–Η –Μ―É―΅―à–Β –Ϋ–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Η–Μ–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α ―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ ―¹ –Ψ―²―¹–Α―¹―΄–≤–Α―é―â–Η–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ.
–ü―Ä–Η ―Ä–Β–Ζ–Κ–Β –≤―Ä―É―΅–Ϋ―É―é –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α ―¹―²–Α–±–Η–Μ―¨–Ϋ–Α―è –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Α―è (―¹―²–Α–Μ―¨–Ϋ–Α―è –Μ–Η–Ϋ–Β–Ι–Κ–Α). –ü–Μ–Α―¹―²–Η–Ϋ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –≤―΄―Ä–Β–Ζ–Α–Ϋ–Α ―²–Α–Κ, ―΅―²–Ψ–±―΄ ―¹ –Κ–Α–Ε–¥–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ψ–Ϋ–Α –±―΄–Μ–Α –Ϋ–Α 10 –Φ–Φ –±–Ψ–Μ―¨―à–Β, ―΅–Β–Φ –Ϋ–Β–≥–Α―²–Η–≤. –Δ–Α–Κ –¥–Ψ―¹―²–Η–≥–Α–Β―²―¹―è –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―΄–Ι –Κ–Ψ–Ϋ―²–Α–Κ―² –Η –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Ι –≤–Α–Κ―É―É–Φ –≤–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―Ü–Β―¹―¹–Α ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
6.2.3. –û―¹–Ϋ–Ψ–≤–Ϋ―΄–Β ―ç―²–Α–Ω―΄ –Ω―Ä–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
–ü―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ ―Ä–Β–Μ―¨–Β―³–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―Ä–Α–Ζ–¥–Β–Μ―è–Β―²―¹―è –Ϋ–Α ―à–Β―¹―²―¨ ―¹―²―É–Ω–Β–Ϋ–Β–Ι, ―΅–Β―²―΄―Ä–Β –Η–Ζ –Κ–Ψ―²–Ψ―Ä―΄―Ö –Ψ―¹―É―â–Β―¹―²–≤–Μ―è―é―²―¹―è –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è:
1. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄.
2. –û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β (―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è).
3. –£―΄–Φ―΄–≤–Α–Ϋ–Η–Β.
4. –Γ―É―à–Κ–Α.
5. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α ―¹–≤–Β―²–Ψ–Φ (―³–Η–Ϋ–Η–Ϋ―à–Ϋ–≥–Ψ–≤–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α).
6. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β.
–≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Η–Φ–Β―é―² ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β ―Ü–Β–Μ–Η, –Ϋ–Ψ ―²–Β―¹–Ϋ–Ψ ―¹–≤―è–Ζ–Α–Ϋ―΄ –¥―Ä―É–≥ ―¹ –¥―Ä―É–≥–Ψ–Φ. –≠―²–Η ―¹―²―É–Ω–Β–Ϋ–Η –Ψ–Κ–Α–Ζ―΄–≤–Α―é―² –±–Ψ–Μ―¨―à–Ψ–Β –≤–Μ–Η―è–Ϋ–Η–Β –Ϋ–Α –¥–Ψ–Μ–≥–Ψ–≤–Β―΅–Ϋ–Ψ―¹―²―¨ –Η –Ω―Ä–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄. –î–Μ―è –Ψ–±―΄―΅–Ϋ―΄―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –≤ –Κ–Α―΅–Β―¹―²–≤–Β –Ψ―Ä–Η–≥–Η–Ϋ–Α–Μ–Α –¥–Μ―è –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―² –Ϋ–Β–≥–Α―²–Η–≤, –¥–Μ―è ―Ü–Η―³―Ä–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ βÄî –Η–Ϋ―²–Β–≥―Ä–Α–Μ―¨–Ϋ―É―é –Φ–Α―¹–Κ―É. –ü–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ϋ–Α ―³–Ψ―Ä–Φ–Β –Ψ–±―Ä–Α–Ζ―É–Β―²―¹―è –Ω–Ψ–Ζ–Η―²–Η–≤–Ϋ–Ψ–Β ―Ä–Β–Μ―¨–Β―³–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β. –ü–Ψ―¹―²―Ä–Ψ–Β–Ϋ–Η–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Ϋ–Α―΅–Η–Ϋ–Α–Β―²―¹―è –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ –Η –Ω―Ä–Ψ–¥–≤–Η–≥–Α–Β―²―¹―è –≤–Ϋ–Η–Ζ –≤ –≤–Η–¥–Β –Κ–Ψ–Ϋ―É―¹–Α. –ü―Ä–Η ―ç―²–Ψ–Φ –Ω–Β―΅–Α―²–Α―é―â–Η–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –Η–Φ–Β―é―² ―Ä–Β–Ζ–Κ–Η–Β –≥―Ä–Α–Ϋ–Η―Ü―΄ –Η –±–Ψ–Κ–Ψ–≤―΄–Β –≥―Ä–Α–Ϋ–Η –≤ –≤–Η–¥–Β –Κ–Ψ–Ϋ―É―¹–Α, –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α―é―â–Η–Β –≤–Ψ –≤―Ä–Β–Φ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―É―é ―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ―¹―²―¨.
–ü―Ä–Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Η ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Φ –Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β ―â–Β―²–Κ–Α–Φ–Η ―É–¥–Α–Μ―è―é―²―¹―è –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Β ―É―΅–Α―¹―²–Κ–Η ―³–Ψ―Ä–Φ―΄. –û―¹―²–Α–Β―²―¹―è ―Ä–Β–Μ―¨–Β―³ ―¹ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é, –Κ–Ψ―²–Ψ―Ä–Α―è –¥–Ψ –Φ–Β–Μ―¨―΅–Α–Ι―à–Η―Ö –¥–Β―²–Α–Μ–Β–Ι –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É–Β―² –Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ―΄–Φ ―É―΅–Α―¹―²–Κ–Α–Φ –Η―¹―Ö–Ψ–¥–Ϋ–Ψ–≥–Ψ –Ϋ–Β–≥–Α―²–Η–≤–Α –Η–Μ–Η –Η–Ϋ―²–Β–≥―Ä–Α–Μ―¨–Ϋ–Ψ–Ι –Φ–Α―¹–Κ–Η.
–£ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β ―¹―É―à–Κ–Η –Η―¹–Ω–Α―Ä―è–Β―²―¹―è ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨, –≤–Ω–Η―²–Α–≤―à–Η–Ι―¹―è –≤ ―³–Ψ―Ä–Φ―É –≤–Ψ –≤―Ä–Β–Φ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –Λ–Ψ―Ä–Φ–Α –Ω―Ä–Η–Ψ–±―Ä–Β―²–Α–Β―² –Η―¹―Ö–Ψ–¥–Ϋ―É―é ―²–Ψ–Μ―â–Η–Ϋ―É. –Λ–Ψ―Ä–Φ–Α –Ω–Ψ–Μ―É―΅–Α–Β―² –Ψ–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ―É―é –Ω―Ä–Ψ―΅–Ϋ–Ψ―¹―²―¨, –¥–Ψ–Μ–≥–Ψ–≤–Β―΅–Ϋ–Ψ―¹―²―¨ –Η ―¹―²―Ä―É–Κ―²―É―Ä―É –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Ω–Ψ―¹–Μ–Β –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Η –Ψ–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Ω–Ψ―¹–Μ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Η–Φ–Β―é―² –Μ–Η–Ω–Κ―É―é –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨, –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α –Θ–Λ-―¹–≤–Β―²–Ψ–Φ –Γ. –ü–Ψ―¹–Μ–Β–¥–Ϋ–Β–Ι ―¹―²―É–Ω–Β–Ϋ―¨―é ―è–≤–Μ―è–Β―²―¹―è –Ω–Ψ–≤―²–Ψ―Ä–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Θ–Λ-―¹–≤–Β―²–Ψ–Φ –ê, ―΅―²–Ψ–±―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ ―¹―à–Η–≤–Α–Ϋ–Η–Β –≤―¹–Β―Ö ―΅–Α―¹―²–Β–Ι –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α –Η –¥–Ψ–±–Η―²―¨―¹―è –Ψ–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ–Ψ–Ι ―²–≤–Β―Ä–¥–Ψ―¹―²–Η ―Ä–Β–Μ―¨–Β―³–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
6.2.3.1. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―è–≤–Μ―è–Β―²―¹―è –Ω–Β―Ä–≤–Ψ–Ι ―¹―²―É–Ω–Β–Ϋ―¨―é –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ. –≠―²–Ψ ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ ―΅–Β―Ä–Β–Ζ –Ω–Μ–Β–Ϋ–Κ―É-–Ψ―¹–Ϋ–Ψ–≤―É (–Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Α―è ―¹―²–Ψ―Ä–Ψ–Ϋ–Α) –±–Β–Ζ –≤–Α–Κ―É―É–Φ–Α –Η –Ϋ–Β–≥–Α―²–Η–≤–Α.

–Θ–Λ-―¹–≤–Β―² –ê
–†–Η―¹. 6.6. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–Π–Β–Μ–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄:
–Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Β –≥–Μ―É–±–Η–Ϋ―΄ ―Ä–Β–Μ―¨–Β―³–Α –¥–Μ―è –≥–Ψ―²–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄;
–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω–Ψ–≤―΄―à–Β–Ϋ–Η―è ―¹―à–≥–≥–Ψ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―¹–Ψ–Κ―Ä–Α―â–Α–Β―²―¹―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Φ ―à―è, –≤ ―΅–Α―¹―²–Ϋ–Ψ―¹―²–Η, –¥–Μ―è –Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η―Ö –Η –Φ–Β–Μ–Κ–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è;
–Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―²―¹―è ―¹―²–Α–±–Η–Μ―¨–Ϋ–Α―è ―¹―²―Ä―É–Κ―²―É―Ä–Α –±–Ψ–Κ–Ψ–≤―΄―Ö –≥―Ä–Α–Ϋ–Β–Ι, –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω―Ä–Ψ―΅–Ϋ–Ψ–≥–Ψ ―¹–Ψ–Β–¥–Η–Ϋ–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ –Η –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η―è ―Ä–Β–Μ―¨–Β―³–Α –Ω–Ψ–≤―΄―à–Α–Β―²―¹―è ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β! –≥–≥–Ψ–≤;
–Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―²―¹―è ―¹―Ü–Β–Ω–Μ–Β–Ϋ–Η–Β –Φ–Β–Ε–¥―É –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤–Ψ–Ι –Η –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Φ ―¹–Μ–Ψ–Β–Φ;
–Ω―É―²–Β–Φ –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Η―Ä―É–Β–Φ–Ψ–Ι –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η –≤ –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι –±–Μ–Η–Ζ–Ψ―¹―²–Η –Ψ―² –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤―΄ ―¹–Ψ–Ζ–¥–Α–Β―²―¹―è –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α –Η –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―²―¹―è ―΅–Η―¹―²–Α―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨;
–≤ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ψ–≥―Ä–Α–Ϋ–Η―΅–Η–≤–Α–Β―²―¹―è –≤–Ω–Η―²―΄–≤–Α–Ϋ–Η–Β ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è –Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Α―è –≥–Μ―É–±–Η–Ϋ–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è.
–ü ―Ä–Ψ–¥ –Ψ–Μ –Ε –Η ―²–Β–Μ ―¨ –Ϋ –Ψ―¹―² ―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –¥–Ψ–Μ–Ε–Ϋ–Α –Ψ–Ω―Ä–Β–¥–Β–Μ―è―²―¨―¹―è –≤–Ϋ–Ψ–≤―¨ –¥–Μ―è –Κ–Α–Ε–¥–Ψ–Ι –Ϋ–Ψ–≤–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ―΄. –Ξ–Ψ―²―è ―ç―²–Ψ―² –Ω–Ψ–Κ–Α–Ζ–Α―²–Β–Μ―¨ –≤ –Ω–Β―Ä–≤―É―é –Ψ―΅–Β―Ä–Β–¥―¨ –Ζ–Α–≤–Η―¹–Η―² –Ψ―² ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –Ω–Μ–Α―¹―²–Η–Ϋ, ―¹–Μ–Β–¥―É–Β―² ―²–Α–Κ–Ε–Β ―É―΅–Η―²―΄–≤–Α―²―¨ ―¹―²–Α―Ä–Β–Ϋ–Η–Β –Μ–Α–Φ–Ω (–Η–Ζ–Φ–Β–Ϋ–Β–Ϋ–Η–Β –Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²–Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è). –Γ―΅–Η―²–Α–Β―²―¹―è –Ϋ–Ψ―Ä–Φ–Α–Μ―¨–Ϋ―΄–Φ, –Β―¹–Μ–Η –Ω―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Ψ―¹–≤–Β―²–Η―²–Β–Μ―¨–Ϋ―΄―Ö ―É―¹―²–Α–Ϋ–Ψ–≤–Ψ–Κ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―²–Α–Κ–Ε–Β ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Α―è.
–ü―Ä–Ψ–≤–Β―Ä–Ψ―΅–Ϋ–Ψ–Β
―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄. –û–±―â–Η–Β ―É–Κ–Α–Ζ–Α–Ϋ–Η―è
–ü―Ä–Ψ–≤–Β―Ä–Ψ―΅–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―²―¨ –Η–¥–Β–Ϋ―²–Η―΅–Ϋ–Ψ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ―΄–Φ ―É―¹–Μ–Ψ–≤–Η―è–Φ. –ü–Ψ―ç―²–Ψ–Φ―É –Μ–Α–Φ–Ω―΄ ―¹–Μ–Β–¥―É–Β―² –≤–Κ–Μ―é―΅–Η―²―¨, –Ω–Ψ –Φ–Β–Ϋ―¨―à–Β–Ι –Φ–Β―Ä–Β, –Ζ–Α ―²―Ä–Η –Φ–Η–Ϋ―É―²―΄ –¥–Ψ –Ω―Ä–Ψ–≤–Β―Ä–Κ–Η, ―΅―²–Ψ–±―΄ –¥–Ψ―¹―²–Η―΅―¨ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι ―Ä–Α–±–Ψ―΅–Β–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄. –ü―Ä–Ψ–≤–Β―Ä–Κ–Α –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –¥–Μ―è –Ω–Μ–Α―¹―²–Η–Ϋ –Ϋ–Ψ–≤–Ψ–Ι –Ω–Α―Ä―²–Η–Η.
–Γ–Μ–Β–¥―É–Β―² ―É―΅–Η―²―΄–≤–Α―²―¨, ―΅―²–Ψ –Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²―¨ –Θ–Λ–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –Ϋ–Ψ–≤―΄―Ö –Μ–Α–Φ–Ω –≤ –Ω–Β―Ä–≤―΄–Β ―΅–Α―¹―΄ ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η–Η ―¹–Ϋ–Η–Ε–Α–Β―²―¹―è, –Ω–Ψ―ç―²–Ψ–Φ―É –Ω―Ä–Ψ–≤–Β―Ä–Κ–Η –Ϋ–Α –Ϋ–Ψ–≤–Ψ–Φ –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η–Η –¥–Α―é―² –Ϋ–Β–Ω–Ψ–Κ–Α–Ζ–Α―²–Β–Μ―¨–Ϋ―΄–Β ―Ä–Β–Ζ―É–Μ―¨―²–Α―²―΄. –Γ–Ψ–Κ―Ä–Α―â–Β–Ϋ–Η–Β –Θ–Λ-–Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²–Η –≤ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―΄―Ö –Ω―Ä–Β–¥–Β–Μ–Α―Ö –Φ–Ψ–Ε–Ϋ–Ψ –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Η―Ä–Ψ–≤–Α―²―¨ ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
–ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β
–Ω―Ä–Ψ–≤–Β―Ä–Ψ―΅–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–ü–Ψ–Μ–Ψ―¹–Α –Ϋ–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α 20x50 ―¹–Φ –Φ–Α―Ä–Κ–Η―Ä―É–Β―²―¹―è ―¹ –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―à–Α―Ä–Η–Κ–Ψ–≤–Ψ–Ι ―Ä―É―΅–Κ–Ψ–Ι ―²–Α–Κ, ―΅―²–Ψ –Ψ–±―Ä–Α–Ζ―É–Β―²―¹―è ―à–Β―¹―²―¨ –Ϋ–Ψ–Μ–Β–Ι ―à–Η―Ä–Η–Ϋ–Ψ–Ι –Ω–Ψ 8 ―¹–Φ –Η –Ψ–¥–Ϋ–Α –Ω–Ψ–Ω–Β―Ä–Β―΅–Ϋ–Α―è ―¹―²―É–Ω–Β–Ϋ―¨. –ü–Μ–Α―¹―²–Η–Ϋ–Α ―¹ –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –Ω–Ψ–Φ–Β―â–Α–Β―²―¹―è –≤ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ–Ψ–Ι –Κ –Μ–Α–Φ–Ω–Α–Φ –Η –Ω–Ψ―¹―²–Β–Ω–Β–Ϋ–Ϋ–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É–Β―²―¹―è –±–Β–Ζ –≤–Α–Κ―É―É–Φ–Α. –ü―Ä–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Η―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α―Ö ―¹–Ψ ―¹―²–Β–Κ–Μ–Ψ–Φ –Β–≥–Ψ ―¹–Μ–Β–¥―É–Β―² –Ω–Ψ–Κ―Ä―΄―²―¨ ―¹–≤–Β―²–Ψ–Ϋ–Β–Ω―Ä–Ψ–Ϋ–Η―Ü–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ. –£ –Ω―Ä–Ψ―²–Η–≤–Ϋ–Ψ–Φ ―¹–Μ―É―΅–Α–Β –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―¹–Μ–Ψ―è –Ψ―²―Ä–Α–Ε–Β–Ϋ–Ϋ―΄–Φ ―¹–≤–Β―²–Ψ–Φ. –≠―²–Ψ –Ω―Ä–Η–≤–Ψ–¥–Η―² –Κ –Η―¹–Κ–Α–Ε–Β–Ϋ–Η―è–Φ ―Ä–Β–Ζ―É–Μ―¨―²–Α―²–Α.
–î–Μ―è ―²–Ψ–Ϋ–Κ–Η―Ö ―³–Ψ―Ä–Φ –¥–Ψ 1,70 –Φ–Φ, –¥–Μ―è –Κ–Ψ―²–Ψ―Ä―΄―Ö –Ψ–±―΄―΅–Ϋ–Ψ ―²―Ä–Β–±―É–Β―²―¹―è –Κ―Ä–Α―²–Κ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β, ―¹–Μ–Β–¥―É–Β―² –≤―΄–±―Ä–Α―²―¨ ―¹―²―É–Ω–Β–Ϋ–Η 5, 10, 15, 20, 25,30 ―¹.
–î–Μ―è ―³–Ψ―Ä–Φ –¥–Ψ 4,7 –Φ–Φ ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É―é―²―¹―è ―¹―²―É–Ω–Β–Ϋ–Η 20, 40, 60, 80, 100, 120 ―¹, –Ω―Ä–Η ―²–Ψ–Μ―¹―²―΄―Ö ―³–Ψ―Ä–Φ–Α―Ö –Ψ―² 5 –Φ–Φ ―¹–Μ–Β–¥―É–Β―² ―Ä–Α–±–Ψ―²–Α―²―¨ ―¹–Ψ ―¹―²―É–Ω–Β–Ϋ―è–Φ–Η 120,150,180, 210, 240, 270 ―¹. –ü―Ä–Η ―ç―²–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Η–Ϋ―²–Β―Ä–≤–Α–Μ–Ψ–≤ –Ζ–Α–≤–Η―¹–Η―² –Ψ―² –Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²–Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è.
–ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –Α–±―¹–Ψ–Μ―é―²–Ϋ–Ψ–Ι (–Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, 30 ―¹, –Ϋ–Β 10 f 10+10 ―¹), –Ω–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Η–Ϋ–Α―΅–Β –Ω–Ψ–≥―Ä–Β―à–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η–Ζ-–Ζ–Α –Ϋ–Α―΅–Α–Μ―¨–Ϋ–Ψ–Ι ―³–Α–Ζ―΄ ―Ä–Α–±–Ψ―²―΄ –Μ–Α–Φ–Ω ―¹–Μ–Η―à–Κ–Ψ–Φ –±–Ψ–Μ―¨―à–Α―è.
–ù–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―¹ –Φ–Α―Ä–Κ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Φ–Η –Ω–Ψ–Μ―è–Φ–Η
|
5―¹ |
–°―¹ |
15―¹ |
20 ―¹ |
25 ―¹ |
30 ―¹ |
|
|
|
|
|
- |
|
\                                                                                                                                             I
–ö–Α―Ä―²–Ψ–Ϋ –Η–Μ–Η –¥―Ä―É–≥–Ψ–Ι ―¹–≤–Β―²–Ψ–Ϋ–Β–Ω―Ä–Ψ–Ϋ–Η―Ü–Α–Β–Φ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ
–†–Η―¹. 6.7. –Γ―²―É–Ω–Β–Ϋ―΅–Α―²–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–ö–Α―Ä―²–Ψ–Ϋ –Η–Μ–Η –¥―Ä―É–≥–Ψ–Ι ―¹–≤–Β―²–Ψ–Ϋ–Β–Ω―Ä–Ψ–Ϋ–Η―Ü–Α–Β–Φ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ
|
|
―΅ |
|
|
|
|
||
|
|
―ç–Ψ–Β |
–Ψ as |
–Ψ OS |
oar |
–Ζ –û–™ |
–Ψ S |
|
|
|
|
|
|
|
|
|
|
–†–Η―¹. 6.8. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―ç―²–Α–Μ–Ψ–Ϋ–Α (―¹–Ω―Ä–Α–≤–Ψ―΅–Ϋ–Ψ–≥–Ψ –Ζ–Ϋ–Α―΅–Β–Ϋ–Η―è) ―¹–Ω–Μ–Ψ―à–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η
–ü–Ψ –Ψ–Κ–Ψ–Ϋ―΅–Α–Ϋ–Η–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α ―É–¥–Α–Μ―è–Β―²―¹―è –Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ –Ω–Ψ–Κ―Ä―΄–≤–Α–Β―²―¹―è ―²–Α–Κ, ―΅―²–Ψ–±―΄ ―²–Ψ–Μ―¨–Κ–Ψ –Φ–Α―Ä–Κ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è –Ω–Ψ–Ω–Β―Ä–Β―΅–Ϋ–Α―è ―¹―²―É–Ω–Β–Ϋ―¨ (–Ψ–Κ–Ψ–Μ–Ψ 5 ―¹–Φ) –Ψ―¹―²–Α–≤–Α–Μ–Α―¹―¨ ―¹–≤–Ψ–±–Ψ–¥–Ϋ–Ψ–Ι. –≠―²–Α –Ω–Ψ–Μ–Ψ―¹–Α ―²–Β–Ω–Β―Ä―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É–Β―²―¹―è ―¹ –Μ–Η―Ü–Β–≤–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –≤ ―²–Β―΅–Β–Ϋ–Η–Β 4βÄî8 –Φ–Η–Ϋ –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Ψ–Μ―â–Η–Ϋ―΄ ―³–Ψ―Ä–Φ―΄ –Η ―¹–Μ―É–Ε–Η―² –Ω―Ä–Η –¥–Α–Μ―¨–Ϋ–Β–Ι―à–Η―Ö –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η―è―Ö –≤ –Κ–Α―΅–Β―¹―²–≤–Β ―¹–Ω―Ä–Α–≤–Ψ―΅–Ϋ–Ψ–≥–Ψ –Ζ–Ϋ–Α―΅–Β–Ϋ–Η―è –≤―΄―¹–Ψ―²―΄ ―³–Ψ―Ä–Φ―΄. –ü–Ψ―¹–Μ–Β ―ç―²–Ψ–≥–Ψ –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ–Α―è –Ω–Ψ–Μ–Ψ―¹–Α –≤―΄–Φ―΄–≤–Α–Β―²―¹―è, –Ω–Ψ–Κ–Α ―¹―²―É–Ω–Β–Ϋ―¨ ―¹ ―¹–Α–Φ―΄–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Η–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ϋ–Β ―¹―²–Α–Ϋ–Β―² ―΅–Η―¹―²–Ψ–Ι.
–î–Μ―è ―Ü–Η―³―Ä–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ (–Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä-–Ω–Μ–Α―¹―²–Η–Ϋ–Α) –Ω―Ä–Ψ–≤–Β―Ä–Κ–Α –Η–¥–Β–Ϋ―²–Η―΅–Ϋ–Α.
–û–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Β –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–£―΄–Φ―΄―²–Α―è –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ–Α―è –Ω–Ψ–Μ–Ψ―¹–Α ―¹―É―à–Η―²―¹―è –≤ ―²–Β―΅–Β–Ϋ–Η–Β 30 –Φ–Η–Ϋ –Η –Ψ―Ö–Μ–Α–Ε–¥–Α–Β―²―¹―è –¥–Ψ –Κ–Ψ–Φ–Ϋ–Α―²–Ϋ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α ―²―É―Ä―΄. –ü–Ψ–Μ―É―΅–Α–Β―²―¹―è ―¹―²―É–Ω–Β–Ϋ―΅–Α―²–Α―è ―³–Ψ―Ä–Φ–Α. –û―²–¥–Β–Μ―¨–Ϋ―΄–Β ―¹―²―É–Ω–Β–Ϋ–Η –Η–Ζ–Φ–Β―Ä―è―é―²―¹―è –Η–Ζ–Φ–Β―Ä–Η―²–Β–Μ―¨–Ϋ―΄–Φ –Ω―Ä–Η–±–Ψ―Ä–Ψ–Φ.
–†–Α–Ζ–Ϋ–Η―Ü–Α –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Ι –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Ι –Η ―²–Ψ–Μ―â–Η–Ϋ―΄ ―¹–Ω–Μ–Ψ―à–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –¥–Α–Β―² –≥–Μ―É–±–Η–Ϋ―É ―Ä–Β–Μ―¨–Β―³–Α –¥–Μ―è –Κ–Α–Ε–¥–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄.
–≠―²–Α–Μ–Ψ–Ϋ(―¹–Ω―Ä–Α–≤–Ψ―΅–Ϋ–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β) ―¹–Ω–Μ–Ψ―à–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η
                                                                                                                                              L  L       I.                                                                                                                                                                   
–Γ―²―É–Ω–Β–Ϋ―΅–Α―²–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
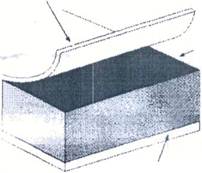
G βÄî ―²–Ψ–Μ―â–Η–Ϋ–Α –≤―¹–Β–Ι –Ω–Μ–Α―¹―²–Η–Ϋ―΄; R βÄî –≥–Μ―É–±–Η–Ϋ–Α ―Ä–Β–Μ―¨–Β―³–Α
–†–Η―¹. 6.10. –™–Μ―É–±–Η–Ϋ–Α ―Ä–Β–Μ―¨–Β―³–Α –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
5                                                                                                                                            10 15 20 25 30
–ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄,―¹
–†–Η―¹. 6.9. –£―΄–Φ―΄―²–Α―è –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ–Α―è –Ω–Ψ–Μ–Ψ―¹–Α –Ω–Ψ―¹–Μ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–™–Μ―É–±–Η–Ϋ–Α ―Ä–Β–Μ―¨–Β―³–Α, –Φ–Φ
1,40 1,20 1,00 0,80 0.60 0,40 0,20 0,00
–ï―¹–Μ–Η –Ζ–Ϋ–Α―΅–Β–Ϋ–Η―è –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η–Ι –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –≤–Ϋ–Β―¹―²–Η –≤ –¥–Η–Α–≥―Ä–Α–Φ–Φ―É, ―²–Ψ –¥–Μ―è –Μ―é–±–Ψ–Ι –≥–Μ―É–±–Η–Ϋ―΄ ―Ä–Β–Μ―¨–Β―³–Α –Φ–Ψ–Ε–Ϋ–Ψ –Ψ–Ω―Ä–Β–¥–Β–Μ–Η―²―¨ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄.
–£–Μ–Η―è–Ϋ–Η–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ϋ–Α –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α
–ü―Ä–Ψ―Ü–Β―¹―¹ ―¹–Β–Ϋ―¹–Η–±–Η–Μ–Η–Ζ–Α―Ü–Η–Η –Ϋ–Α―΅–Η–Ϋ–Α–Β―²―¹―è ―¹―Ä–Α–Ζ―É –Ε–Β –≤–Φ–Β―¹―²–Β ―¹ –Ϋ–Α―΅–Α–Μ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄. –ü―Ä–Η ―ç―²–Ψ–Φ –Ω–Ψ―²―Ä–Β–±–Μ―è–Β―²―¹―è –Κ–Η―¹–Μ–Ψ―Ä–Ψ–¥, –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ω―Ä–Ψ–Ϋ–Η–Κ –≤ –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι –Ϋ–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –≤–Ψ –≤―Ä–Β–Φ―è ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―è, –Η –Ϋ–Β ―³–Ψ―Ä–Φ–Η―Ä―É–Β―²―¹―è –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α. –û―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α –Ψ–±―Ä–Α–Ζ―É–Β―²―¹―è ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ―¹–Μ–Β ―¹–≤―è–Ζ―΄–≤–Α–Ϋ–Η―è –Κ–Η―¹–Μ–Ψ―Ä–Ψ–¥–Α –≤–Ψ –≤―Ä–Β–Φ―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤. –ü―Ä–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α ―É–Κ―Ä–Β–Ω–Μ―è–Β―²―¹―è, –Α –≥–Μ―É–±–Η–Ϋ–Α ―Ä–Β–Μ―¨–Β―³–Α ―É–Φ–Β–Ϋ―¨―à–Α–Β―²―¹―è. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –¥–Ψ–Μ–Ε–Ϋ–Ψ –Η–Φ–Β―²―¨ ―²–Α–Κ―É―é –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨, ―΅―²–Ψ–±―΄ –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Μ–Ψ―¹―¨ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α (―Ä–Α–Ζ–Ϋ–Η―Ü–Α –Φ–Β–Ε–¥―É –Ω―Ä–Β–¥―É―¹–Φ–Ψ―²―Ä–Β–Ϋ–Ϋ–Ψ–Ι –≥–Μ―É–±–Η–Ϋ–Ψ–Ι ―Ä–Β–Μ―¨–Β―³–Α –Η ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –≤―¹–Β–Ι ―³–Ψ―Ä–Φ―΄).
–ü―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–û–Κ–Α–Ζ―΄–≤–Α–Β―² –Ω–Ψ–Μ–Ψ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β –Ϋ–Α –Ω―Ä–Ψ–Φ–Β–Ε―É―²–Ψ―΅–Ϋ―΄–Β ―É–≥–Μ―É–±–Μ–Β–Ϋ–Η―è –Η –Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄, –Ψ–≥―Ä–Α–Ϋ–Η―΅–Η–≤–Α–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―É―é –≥–Μ―É–±–Η–Ϋ―É –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –‰ –Ω―Ä–Η –Ω―Ä–Β–≤―΄―à–Β–Ϋ–Η–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ϋ–Β –Ψ–±―Ä–Α–Ζ―É–Β―²―¹―è –±–Ψ–Μ–Β–Β –≥–Μ―É–±–Ψ–Κ–Ψ–≥–Ψ ―Ä–Β–Μ―¨–Β―³–Α.
–Γ–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–€–Β–Ε–¥―É –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Φ –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β–Φ ―Ä–Β–Μ―¨–Β―³–Α –Η ―Ä–Β–Μ―¨–Β―³–Ψ–Φ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Ψ―¹―²–Α–Β―²―¹―è –Ϋ–Β –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é –Ζ–Α―²–≤–Β―Ä–¥–Β–≤―à–Η–Ι ―¹–Μ–Ψ–Ι. –≠―²–Ψ –Φ–Ψ–Ε–Β―² –Ω―Ä–Η–≤–Β―¹―²–Η –Κ –Ϋ–Β–Ω–Ψ–Μ–Ϋ–Ψ–Φ―É –≤―΄–Φ―΄–≤–Α–Ϋ–Η―é –Φ–Β–Μ–Κ–Η―Ö –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤.
–ù–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η
–Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η―è ―Ä–Β–Μ―¨–Β―³–Α –Ψ―¹―²–Α–Β―²―¹―è –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι, –Ϋ–Β–Ζ–Α―²–≤–Β―Ä–¥–Β–≤―à–Η–Ι ―¹–Μ–Ψ–Ι, –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ϋ–Β
–≤―΄–Φ―΄–≤–Α–Β―²―¹―è. –™―Ä―É–Ϋ―²/–Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―Ä–Φ―΄ –Ω–Ψ―¹–Μ–Β –≤―΄―¹―΄―Ö–Α–Ϋ–Η―è –Η–Φ–Β–Β―² –Ε–Η―Ä–Ϋ―΄–Ι –±–Μ–Β―¹–Κ, –Α ―²–Α–Κ–Ε–Β
¬Ϊ―²–Β–Ϋ–Η¬Μ –Η–Ζ –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α –≤–Ψ–Κ―Ä―É–≥ –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β
–Φ–Β–Ϋ―²–Ψ–≤. –£―΄–Φ―΄–≤–Ϋ–Ψ–Ι ―Ä–Α―¹―²–≤–Ψ―Ä, –Ψ–±–Ψ–≥–Α―â–Β–Ϋ–Ϋ―΄–Ι –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α–Φ–Η –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η―è ―Ä–Β–Μ―¨–Β―³–Α, –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ
–≤―è–Ζ–Κ–Η–Ι/ –≥―É―¹―²–Ψ–Ι, –Ω–Ψ―ç―²–Ψ–Φ―É –Ϋ–Β –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é –≤―΄–Φ―΄–≤–Α–Β―²―¹―è. –û–Ϋ ―²–Β―΅–Β―² –Ϋ–Α –Ω–Β―΅–Α―²–Α―é―â―É―é
–Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ –Η –Ψ–±―Ä–Α–Ζ―É–Β―² –Ψ―²–Μ–Ψ–Ε–Β–Ϋ–Η―è, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ω―Ä–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Η –Ω―Ä–Η–≤–Ψ–¥―è―² –Κ –¥–Β―³–Β–Κ―²–Α–Φ.
–ü–Ψ―ç―²–Ψ–Φ―É –Ψ―²–Μ–Ψ–Ε–Β–Ϋ–Η―è –Ψ―¹―²–Α―²–Κ–Ψ–≤ –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤ –¥–Ψ–Μ–Ε–Ϋ―΄ ―É–¥–Α–Μ―è―²―¨―¹―è –Ϋ–Α –Ϋ–Α―΅–Α–Μ―¨–Ϋ–Ψ–Ι ―³–Α–Ζ–Β –≤―΄―¹―΄―Ö–Α–Ϋ–Η―è.
–ü―Ä–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η ―¹–≤–Β―²–Ψ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α,
–Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –±–Ψ–Μ–Β–Β –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β. –î–Ψ–Μ–≥–Ψ–≤–Β―΅–Ϋ–Ψ―¹―²―¨ –Η
―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ―΄.
–Γ–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η ―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹ ―²–Ψ―Ä–Ψ–Ϋ―΄
–Γ―³–Ψ―Ä–Φ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Β –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è ―¹–Μ–Η―à–Κ–Ψ–Φ ―²–Ψ–Μ―¹―²―΄–Φ, –Η –Ϋ–Β –Ψ–±―Ä–Α–Ζ―É–Β―²―¹―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α―è –≥–Μ―É–±–Η–Ϋ–Α ―Ä–Β–Μ―¨–Β―³–Α. –ü–Α –Ω―Ä–Ψ–Φ–Β–Ε―É―²–Ψ―΅–Ϋ―΄–Β ―É–≥–Μ―É–±–Μ–Β–Ϋ–Η―è –Ψ–Κ–Α–Ζ―΄–≤–Α–Β―²―¹―è –Ψ―²―Ä–Η―Ü–Α―²–Β–Μ―¨–Ϋ–Ψ–Β –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β –Η –Ψ–Ϋ–Η ―¹―²–Α–Ϋ–Ψ–≤―è―²―¹―è –Φ–Β–Ϋ―¨―à–Β.
–£―΄–±–Ψ―Ä –≥–Μ―É–±–Η–Ϋ―΄ ―Ä–Β–Μ―¨–Β―³–Α
–™–Μ―É–±–Η–Ϋ–Α ―Ä–Β–Μ―¨–Β―³–Α –¥–Ψ–Μ–Ε–Ϋ–Α ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Ψ–≤–Α―²―¨ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ –Ψ–±–Μ–Α―¹―²―è–Φ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è. –ö―Ä–Ψ–Φ–Β ―²–Ψ–≥–Ψ, –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –¥–Ψ–Μ–Ε–Ϋ―΄ ―²–Α–Κ–Ε–Β ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤―΄–≤–Α―²―¨―¹―è ―¹ –Ϋ–Η–Φ–Η. –î–Μ―è ―¹―²–Α–Ϋ–¥–Α―Ä―²–Ϋ―΄―Ö ―É―¹–Μ–Ψ–≤–Η–Ι –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è ―Ä–Β–Μ―¨–Β―³ –≤ 1 –Φ–Φ.
6.2.3.2. –û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β βÄî ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Ι
–û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―è–≤–Μ―è–Β―²―¹―è –≤―²–Ψ―Ä–Ψ–Ι ―¹―²―É–Ω–Β–Ϋ―¨―é –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ω―Ä–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Η –¥–Ψ–Μ–Ε–Ϋ–Ψ –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¨―¹―è ―¹―Ä–Α–Ζ―É –Ε–Β –Ω–Ψ―¹–Μ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄.
–Θ–Λ-―¹–≤–Β―² –ê
–Ψ–Ψ–Ψ–Ψ–Ψ–Ψ–Ψ –Ϋ ―à―à―à―à―à
―à―à
–Η–®–Φ–Η
–†–Η―¹. 6.–ü. –û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–½–Α–¥–Α―΅–Β–Ι –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―è–≤–Μ―è–Β―²―¹―è ―¹–Ψ–Ζ–¥–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α –¥–Μ―è –Ω–Β―΅–Α―²–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Η ―¹–Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ ―¹ –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β–Φ ―Ä–Β–Μ―¨–Β―³–Α, –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Φ –Ω―Ä–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄. –£–Ψ –≤―Ä–Β–Φ―è –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤ ―¹–Ψ–Ζ–¥–Α–Β―²―¹―è ―Ä–Β–Μ―¨–Β―³. –ü―Ä–Η ―ç―²–Ψ–Φ –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ –≤–Ψ–Ζ–Ϋ–Η–Κ–Α–Β―² –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –Η –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Α–Β―²―¹―è –≤ –≤–Η–¥–Β –Κ–Ψ–Ϋ―É―¹–Α –≤ ―¹–Μ–Ψ–Β. –ù–Ψ –≤–Ϋ–Α―΅–Α–Μ–Β –Ψ–Ϋ–Ψ –Ψ–Κ―Ä―É–Ε–Β–Ϋ–Ψ –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Φ–Η –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α–Φ–Η –Η –Ϋ–Α–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―è–Φ–Η.
–£ –Ω―Ä–Ψ―²–Η–≤–Ψ–Ω–Ψ–Μ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―é –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è ―¹ –Μ–Η―Ü–Β–≤–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―΅–Β―Ä–Β–Ζ –Ϋ–Β–≥–Α―²–Η–≤ –Η–Μ–Η ―΅–Β―Ä–Β–Ζ –Η–Ϋ―²–Β–≥―Ä–Α–Μ―¨–Ϋ―É―é –Φ–Α―¹–Κ―É –Ω―Ä–Η ―Ü–Η―³―Ä–Ψ–≤–Ψ–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β ―³–Ψ―Ä–Φ (–Κ–Ψ–Φ–Ω―¨―é―²–Β―ÄβÄî―³–Ψ―Ä–Φ–Α). –ü―Ä–Η –Ψ–±―΄―΅–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β –Ϋ–Β–≥–Α―²–Η–≤ –Ω–Ψ―¹–Μ–Β ―É–¥–Α–Μ–Β–Ϋ–Η―è –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η ―³–Η–Κ―¹–Η―Ä―É–Β―²―¹―è –≤–Α–Κ―É―É–Φ–Ψ–Φ –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄.
–ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β –Ψ–±―΄―΅–Ϋ–Ψ―é –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―¹ –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ
–½–Α―â–Η―²–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α ―¹–Ϋ–Η–Φ–Α–Β―²―¹―è ―¹ ―É–≥–Μ–Α –Η –Ω―Ä–Η ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ–Φ –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Η ―É–¥–Α–Μ―è–Β―²―¹―è ―¹ ―³–Ψ―Ä–Φ―΄. –£–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄–Β ―΅–Α―¹―²–Η―Ü―΄ –Ω―΄–Μ–Η –Η–Μ–Η –≤–Ψ―Ä―¹–Η–Ϋ–Κ–Η ―¹–Μ–Β–¥―É–Β―² ―É–¥–Α–Μ–Η―²―¨ –Α–Ϋ―²–Η―¹―²–Α―²–Η–Κ–Ψ–Φ (―²―Ä―è–Ω–Κ–Ψ–Ι –Η–Μ–Η –Ω–Η―¹―²–Ψ–Μ–Β―²–Ψ–Φ).
–ù–Β–≥–Α―²–Η–≤ ―É–Κ–Μ–Α–¥―΄–≤–Α―é―² –Ϋ–Α –Ω–Μ–Α―¹―²–Η–Ϋ―É –Φ–Α―²–Ψ–≤–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ–Ψ–Ι ―¹ ―ç–Φ―É–Μ―¨―¹–Η–Β–Ι. –ü–Ψ―¹–Μ–Β ―ç―²–Ψ–≥–Ψ–Δ―²–Β–≥–Α―²–Η–≤ –Η –Κ―Ä–Α―è ―³–Ψ―Ä–Φ―΄ –Ω–Ψ–Κ―Ä―΄–≤–Α―é―² –Φ–Α―¹–Κ–Η―Ä―É―é―â–Β–Ι –Μ–Β–Ϋ―²–Ψ–Ι.
–€–Α―¹–Κ–Η―Ä―É―é―â–Α―è –Μ–Β–Ϋ―²–Α –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –Φ–Α―²–Ψ–≤–Ψ–Ι ―¹ –Ψ–±–Β–Η―Ö ―¹―²–Ψ―Ä–Ψ–Ϋ –Η–Μ–Η –Η–Φ–Β―²―¨ –≤―΄–¥–Α–≤–Μ–Β–Ϋ–Ϋ―΄–Β –Κ–Α–Ϋ–Α–Μ―΄ –¥–Μ―è –≤–Ψ–Ζ–¥―É―Ö–Α. –ü―Ä–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ―¹―²–Η –Φ–Α―¹–Κ–Η―Ä―É―é―â–Α―è –Μ–Β–Ϋ―²–Α –Ω―Ä–Ψ–¥–Μ–Β–≤–Α–Β―²―¹―è –¥–Ψ –≤–Ψ–Ζ–¥―É―à–Ϋ–Ψ–≥–Ψ –Κ–Α–Ϋ–Α–Μ–Α ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α. –ü–Ψ―¹–Μ–Β –≤–Κ–Μ―é―΅–Β–Ϋ–Η―è –≤–Α–Κ―É―É–Φ–Α –≤–Α–Κ―É―É–Φ–Ϋ–Α―è –Μ–Β–Ϋ―²–Α –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –Ϋ–Α–¥ –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι –Η –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ. –ü―Ä–Η ―ç―²–Ψ–Φ –Ϋ―É–Ε–Ϋ–Ψ ―¹–Μ–Β–¥–Η―²―¨ –Ζ–Α ―²–Β–Φ, ―΅―²–Ψ–±―΄ –Ϋ–Β–≥–Α―²–Η–≤ –Η –≤–Α–Κ―É―É–Φ–Ϋ–Α―è –Μ–Β–Ϋ―²–Α –Ϋ–Β ―¹–Φ–Β―â–Α–Μ–Η―¹―¨. –½–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Η―è –Φ–Β–Ε–¥―É –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι –Η –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ –Η–Μ–Η –Φ–Β–Ε–¥―É –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι –Η –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ ―¹–Μ–Β–¥―É–Β―² ―É–¥–Α–Μ–Η―²―¨ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Α–Ϋ―²–Η―¹―²–Α―²–Η―΅–Β―¹–Κ–Ψ–Ι ―¹–Α–Μ―³–Β―²–Κ–Η.
–†–Η―¹. 6.12. –ü–Ψ–Κ―Ä―΄―²–Η–Β –Κ―Ä–Α–Β–≤ –Φ–Α―¹–Κ–Η―Ä―É―é―â–Β–Ι –Μ–Β–Ϋ―²–Ψ–Ι
–ü–Ψ―¹–Μ–Β ―ç―²–Ψ–≥–Ψ –≤–Ψ–Ζ–¥―É―Ö –Η–Ζ ―¹–Β―Ä–Β–¥–Η–Ϋ―΄ ―³–Ψ―Ä–Φ―΄ ―¹–Μ–Β–¥―É–Β―² –≤―΄―²–Β―¹–Ϋ–Η―²―¨ –Κ –Κ―Ä–Α―è–Φ, –Α –Ω–Μ–Β–Ϋ–Κ―É ―Ä–Α–Ζ–≥–Μ–Α–¥–Η―²―¨ –Μ–Α–¥–Ψ–Ϋ―¨―é, –Α–Ϋ―²–Η―¹―²–Α―²–Η―΅–Β―¹–Κ–Ψ–Ι ―¹–Α–Μ―³–Β―²–Κ–Ψ–Ι –Η–Μ–Η –Μ–Η―¹―²–Ψ–Φ –Κ–Α―Ä―²–Ψ–Ϋ–Α. –£–Ψ–Ζ–¥―É―à–Ϋ―΄–Β –Ω―É–Ζ―΄―Ä―¨–Κ–Η –Φ–Β–Ε–¥―É –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ –Η –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι –Ω―Ä–Η–≤–Ψ–¥―è―² –Κ –Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–Φ―É ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―é (–Ω–Ψ–¥―¹–≤–Β―²–Κ–Β). –£–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β –Ψ―²―Ä–Α–Ε–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Η ―Ä–Α―¹―¹–Β―è–Ϋ–Ϋ–Ψ–≥–Ψ ―¹–≤–Β―²–Α –≤ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Η―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α―Ö ―¹–Ψ ―¹―²–Β–Κ–Μ―è–Ϋ–Ϋ–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι ―¹–≤–Ψ–±–Ψ–¥–Ϋ―΄–Β ―É―΅–Α―¹―²–Κ–Η –≤–Ψ–Κ―Ä―É–≥ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ω–Ψ–Κ―Ä―΄–≤–Α―é―²―¹―è ―¹–≤–Β―²–Ψ–Ϋ–Β–Ω―Ä–Ψ–Ϋ–Η―Ü–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ. –î–Μ―è –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹–Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ–Β–Ϋ–Η―è –≤–Α–Κ―É―É–Φ–Α –Ψ―΅–Β–Ϋ―¨ –≤–Α–Ε–Ϋ–Ψ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Φ–Α―¹–Κ–Η―Ä―É―é―â–Β–Ι –Μ–Β–Ϋ―²―΄ ―¹–Ψ–Β–¥–Η–Ϋ–Η―²―¨ ―³–Ψ―Ä–Φ―É ―¹ –≤–Α–Κ―É―É–Φ–Ϋ―΄–Φ–Η –Κ–Α–Ϋ–Α–Μ–Α–Φ–Η. –£–Ψ–Ζ–¥―É―Ö –≤―΄―²–Β―¹–Ϋ―è–Β―²―¹―è –Η–Ζ ―¹–Β―Ä–Β–¥–Η–Ϋ―΄ ―³–Ψ―Ä–Φ―΄ –Κ –Κ―Ä–Α―è–Φ, –Ω―Ä–Η―΅–Β–Φ –Ϋ―É–Ε–Ϋ–Ψ ―¹–Μ–Β–¥–Η―²―¨ –Ζ–Α ―²–Β–Φ, ―΅―²–Ψ–±―΄ –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–Β –Ω–Ψ–Μ–Ψ―²–Ϋ–Ψ –±―΄–Μ–Ψ –Ϋ–Α―²―è–Ϋ―É―²–Ψ. –§―¹–Μ–Η –Ω―Ä–Η ―Ä–Α–Ζ–≥–Μ–Α–Ε–Η–≤–Α–Ϋ–Η–Η –Ω–Μ–Β–Ϋ–Κ–Α –Ψ–±―Ä–Α–Ζ―É–Β―² ―¹–Κ–Μ–Α–¥–Κ–Η, ―²–Ψ –≤–Α–Κ―É―É–Φ –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Β–Ϋ.
–ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β
–Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η–Ϋ―²–Β–≥―Ä–Α–Μ―¨–Ϋ–Ψ–Ι –Φ–Α―¹–Κ–Η (―Ü–Η―³―Ä–Ψ–≤―΄–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄)
–ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Ω―Ä–Η ―²–Α–Κ–Η―Ö ―³–Ψ―Ä–Φ–Α―Ö –Ω–Β―Ä–Β–Ϋ–Ψ―¹ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –±–Β–Ζ –Ϋ–Β–≥–Α―²–Η–≤–Α, –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―²–Α–Κ–Ε–Β –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –±–Β–Ζ –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η. –ö–Ψ–Ϋ―²–Α–Κ―² –Φ–Β–Ε–¥―É –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι –Η –Η–Ϋ―²–Β–≥―Ä–Α–Μ―¨–Ϋ–Ψ–Ι –Φ–Α―¹–Κ–Ψ–Ι ―¹–Ψ–Ζ–¥–Α–Β―²―¹―è –≤ ―Ö–Ψ–¥–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α. –ü–Ψ―ç―²–Ψ–Φ―É –Ω―Ä–Ψ–±–Μ–Β–Φ―΄, ―¹–≤―è–Ζ–Α–Ϋ–Ϋ―΄–Β ―¹ –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –Ϋ–Β–Ω―Ä–Ψ–Ω–Β―΅–Α―²–Α–Ϋ–Ϋ―΄–Β –Κ–Ψ–Ω–Η–Η –Η ―². –¥., –Φ–Ψ–≥―É―² –±―΄―²―¨ –Η―¹–Κ–Μ―é―΅–Β–Ϋ―΄.
–£ –Ψ–±–Ψ–Η―Ö ―¹–Μ―É―΅–Α―è―Ö βÄî –Ψ–±―΄―΅–Ϋ–Ψ–Φ –Η ―Ü–Η―³―Ä–Ψ–≤–Ψ–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β ―³–Ψ―Ä–Φ βÄî ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―¹―΅–Η―²–Α–Β―²―¹―è –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Φ, –Β―¹–Μ–Η –≤―¹–Β –Ω–Β―΅–Α―²–Α―é―â–Η–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –Ω―Ä–Ψ―΅–Ϋ–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ―΄ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Η ―Ä–Β–Μ―¨–Β―³–Α, –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Ω―Ä–Η –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η. –€–Β–Ε–¥―É ―Ä–Β–Μ―¨–Β―³–Ψ–Φ –Η –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―²―¨ –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α.
I 1―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ζ–Α–≤–Η―¹–Η―² –Ψ―² ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―³–Α–Κ―²–Ψ―Ä–Ψ–≤:
–Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²–Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è;
―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―¹―΄―Ä―¨―è/–Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Ψ–≥–Ψ
–Φ–Α―²–Β―Ä–Η–Α–Μ–Α;
–Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι –≥–Μ―É–±–Η–Ϋ―΄ ―Ä–Β–Μ―¨–Β―³–Α;
―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Ϋ–Β–≥–Α―²–Η–≤–Α (–Ψ―²―¹―É―²―¹―²–≤―É–Β―² –Ω―Ä–Η ―Ü–Η―³―Ä–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ–Α―Ö).
–ü―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―²―¹―è ―¹ –Ω–Ψ–Φ–Ψ―â―¨―é ―²–Β―¹―²–Ψ–≤ –Ω―Ä–Η –≤–≤–Ψ–¥–Β –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è –≤ ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η―é –Η –Ω―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η –Ϋ–Ψ–≤―΄―Ö –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β –Μ–Α–Φ–Ω ―É–Φ–Β–Ϋ―¨―à–Α–Β―²―¹―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―Ä–Α–±–Ψ―²―΄, ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¨ –Ω–Β―Ä–Η–Ψ–¥–Η―΅–Β―¹–Κ―É―é –Ω―Ä–Ψ–≤–Β―Ä–Κ―É –Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²–Η.
–£–Μ–Η―è–Ϋ–Η–Β –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ϋ–Α ―¹―²―Ä―É–Κ―²―É―Ä―É –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è
–û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―²―¨ –Ω–Ψ –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η –Κ–Ψ―Ä–Ψ―²–Κ–Η–Φ –Η –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Φ. –†–Β―à–Α―é―â–Η–Φ–Η –¥–Μ―è –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η―è ―²―Ä–Β–±―É–Β–Φ–Ψ–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―è–≤–Μ―è―é―²―¹―è –¥–Β―²–Α–Μ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, –Κ–Ψ―²–Ψ―Ä―΄–Β ―¹ –Ϋ–Β–≥–Α―²–Η–≤–Α –¥–Ψ–Μ–Ε–Ϋ―΄ –Ω–Β―Ä–Β–¥–Α–≤–Α―²―¨―¹―è –Ϋ–Α ―³–Ψ―Ä–Φ―É.
–ü―Ä–Η ―ç―²–Ψ–Φ –¥–Ψ–Μ–Ε–Ϋ―΄ ―¹–Ψ–±–Μ―é–¥–Α―²―¨―¹―è ―¹–Μ–Β–¥―É―é―â–Η–Β –Φ–Η–Ϋ–Η–Φ–Α–Μ―¨–Ϋ―΄–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η―è:
–Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η–Β –Μ–Η–Ϋ–Η–Η: 0,17 –Φ–Φ,
–Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η–Β ―²–Ψ―΅–Κ–Η: 0,25 –Φ–Φ,
―Ä–Α–Ζ–Φ–Β―Ä –±―É–Κ–≤: 4 –Ω―É–Ϋ–Κ―²–Α,
―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β ―²–Ψ―΅–Κ–Η –≤ –≤―΄―¹–Ψ–Κ–Η―Ö ―¹–≤–Β―²–Α―Ö: 2% –Ω―Ä–Η 60 –Μ–Η–Ϋ/―¹–Φ.
–£―΄–±–Ψ―Ä –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η –Ω―Ä–Ψ–±–Ϋ–Ψ–Β –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ζ–Α–≤–Η―¹–Η―² –Ψ―² ―²–Η–Ω–Ψ–≤ –Ω–Μ–Α―¹―²–Η–Ϋ, –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, ―¹–Ω–Β―Ü–Η―³–Η–Κ–Α―Ü–Η–Ι –Ϋ–Β–≥–Α―²–Η–≤–Α, ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –Η ―². –¥.
–ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –≤―΄–±–Η―Ä–Α–Β―²―¹―è –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ –Ω―Ä–Ψ–≤–Β–¥–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ–±–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è. –î–Μ―è ―ç―²–Ψ–≥–Ψ ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Α–Ϋ―΄ ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Β –Ω―Ä–Ψ–±–Ϋ―΄–Β –Ϋ–Β–≥–Α―²–Η–≤―΄, ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Η–Β –¥–Β―²–Α–Μ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, –¥–Μ―è –Κ–Α–Ε–¥–Ψ–Ι –Ψ–±–Μ–Α―¹―²–Η –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è.
–ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―É–Ε–Β –Ψ–Ω–Η―¹–Α–Ϋ–Ϋ―΄―Ö ―²–Β―¹―²–Ψ–≤ –Φ–Ψ–Ε–Ϋ–Ψ –¥–Ψ–≤–Ψ–Μ―¨–Ϋ–Ψ ―²–Ψ―΅–Ϋ–Ψ –Ψ–Ω―Ä–Β–¥–Β–Μ–Η―²―¨ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –û–Ϋ–Α –Ψ―¹―²–Α–Β―²―¹―è –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ–Ι –¥–Μ―è –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ–Ψ–≥–Ψ ―²–Η–Ω–Α –Ω–Μ–Α―¹―²–Η–Ϋ.
―¹
N –™
–Ϋ 1) ―² –Ϋ
II –Ϋ
–Φ
―Ä
―², –Φ
―΅; –¥<
–ü –î –≠1
–Γ
–î―¹ –î(
–Β<1
–≤―¨ –Ϋ―¨
>
―³―¹
―³–û!
―Ä–Β–Μ –¥–Ψ/ y6t
–ü―Ä–Η
–Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –Ϋ–Α―Ä―è–¥―É ―¹ –Ω–Α―Ä–Α–Φ–Β―²―Ä–Α–Φ–Η ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Η –Θ–Λ-
–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è ―Ä–Β―à–Α―é―â–Β–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –Η–Φ–Β―é―² ―¹–≤–Ψ–Ι―¹―²–≤–Α –Ω–Μ–Β–Ϋ–Ψ–Κ-–Ψ―Ä–Η–≥–Η–Ϋ–Α–Μ–Ψ–≤. –û–Ϋ–Η –Ψ–Ω―Ä–Β–¥–Β–Μ―è―é―²,
―¹–Κ–Ψ–Μ―¨–Κ–Ψ
―¹–≤–Β―²–Α (―ç–Ϋ–Β―Ä–≥–Η–Η) –Ω–Ψ–Ω–Α–¥–Α–Β―² –Ϋ–Α –Ω–Μ–Α―¹―²–Η–Ϋ―É –Η –≥―é–Μ–Η–Φ–Β―Ä–Η–Ζ―É–Β―² –Β–Β.
–ü–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―è –Ϋ–Α―΅–Η–Ϋ–Α–Β―²―¹―è –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Η ―¹ ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω―Ä–Ψ–Ϋ–Η–Κ–Α–Β―² –≤ –≥–Μ―É–±–Η–Ϋ―É. ] 1―Ä–Η ―ç―²–Ψ–Φ –Ψ―΅–Β–Ϋ―¨ –≤–Α–Ε–Ϋ–Ψ, ―΅―²–Ψ–±―΄ –Ω–Ψ –Ψ–Κ–Ψ–Ϋ―΅–Α–Ϋ–Η–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ―²–¥–Β–Μ―¨–Ϋ―΄–Β –Ω–Β―΅–Α―²–Α―é―â–Η–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –±―΄–Μ–Η –Ω―Ä–Ψ―΅–Ϋ–Ψ ―¹–Ψ–Β–¥–Η–Ϋ–Β–Ϋ―΄ ―¹ –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β–Φ ―Ä–Β–Μ―¨–Β―³–Α.
–€–Β–Ε–¥―É ―Ä–Β–Μ―¨–Β―³–Ψ–Φ –Η –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β–Φ, –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–≤―à–Η–Φ―¹―è –Ω–Ψ―¹–Μ–Β –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―²―¨ –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η―ç–Ψ–Ω–Α–Ϋ–Ϋ―΄―Ö ―É―΅–Α―¹―²–Κ–Ψ–≤ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α. –ù–Β–≥–Α―²–Η–≤―΄ ―¹ –Φ–Β–Μ–Κ–Η–Φ–Η –¥–Β―²–Α–Μ―è–Φ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è (―²–Ψ–Ϋ–Κ–Η–Β –Μ–Η–Ϋ–Η–Η, –Φ–Β–Μ–Κ–Η–Ι/–≤―΄―¹–Ψ–Κ–Ψ–Μ–Η–Ϋ–Η–Α―²―É―Ä–Ϋ―΄–Ι ―Ä–Α―¹―²―Ä) –Ω―Ä–Ψ–Ω―É―¹–Κ–Α―é―² –Φ–Β–Ϋ―¨―à–Β ―¹–≤–Β―²–Α, –Ω–Ψ―ç―²–Ψ–Φ―É ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –±–Ψ–Μ–Β–Β –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β.
–ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Ψ–±–Ϋ―΄―Ö –Ϋ–Β–≥–Α―²–Η–≤–Ψ–≤ –Η ―¹―²―É–Ω–Β–Ϋ―΅–Α―²–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Φ–Ψ–Ε–Ϋ–Ψ –Ψ–Ω―Ä–Β–¥–Β–Μ–Η―²―¨ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
–ü―Ä–Ψ–±–Ϋ―΄–Β –Ϋ–Β–≥–Α―²–Η–≤―΄
–¥–Μ―è –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η―è –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ
―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è
–Γ―É―â–Β―¹―²–≤―É–Β―² –¥–≤–Α ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Η―¹–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η―è: ―¹―²–Α–Ϋ–¥–Α―Ä―²–Ϋ―΄–Ι –Ω―Ä–Ψ–±–Ϋ―΄–Ι –Ϋ–Β–≥–Α―²–Η–≤ –¥–Μ―è ―³–Ψ―Ä–Φ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –¥–Ψ 3,18 –Φ–Φ –Η –Ω―Ä–Ψ–±–Ϋ―΄–Ι –Ϋ–Β–≥–Α―²–Η–≤ ―¹ –≥–Μ―É–±–Ψ–Κ–Η–Φ ―Ä–Β–Μ―¨–Β―³–Ψ–Φ –¥–Μ―è ―³–Ψ―Ä–Φ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –Ψ―² 3,94 –¥–Ψ 6,50 –Φ–Φ.
–ù–Β–≥–Α―²–Η–≤―΄ ―¹–Ψ―¹―²–Ψ―è―² –Η–Ζ –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η–Η –Ψ–¥–Η–Ϋ–Α–Κ–Ψ–≤―΄―Ö –Ω–Ψ–Μ–Β–Ι ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ–Η –Ω–Ψ–Ζ–Η―²–Η–≤–Ϋ―΄–Φ–Η –Η –Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄–Φ–Η ―ç–Μ–Β–Φ–Β–Ϋ―²–Α–Φ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è.
–ü―Ä–Η–Φ–Β―Ä ―¹―²–Α–Ϋ–¥–Α―Ä―²–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ–±–Ϋ–Ψ–≥–Ψ –Ϋ–Β–≥–Α―²–Η–≤–Α –¥–Μ―è ―³–Ψ―Ä–Φ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –¥–Ψ 3,18 –Φ–Φ:
–Ω–Ψ–Ζ–Η―²–Η–≤–Ϋ―΄–Β –Η –Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄–Β –Μ–Η–Ϋ–Η–Η ―à–Η―Ä–Η–Ϋ–Ψ–Ι 0,17; 0,25 –Η 0,8 –Φ–Φ;
–Ω–Ψ–Ζ–Η―²–Η–≤–Ϋ―΄–Β –Η –Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄–Β –Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η–Β ―²–Ψ―΅–Κ–Η –¥–Η–Α–Φ–Β―²―Ä–Ψ–Φ 0,25; 0,50; 0,75 –Η 1 –Φ–Φ;
―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β –Ω–Ψ–Μ―è ―¹ –Μ–Η–Ϋ–Η–Α―²―É―Ä–Ψ–Ι 42; 48 –Η 54 –Μ–Η–Ϋ/―¹–Φ, –Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ω–Μ–Ψ―â–Α–¥―¨―é ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―²–Ψ―΅–Β–Κ 2,3 –Η 95%, –Α ―²–Α–Κ–Ε–Β ―¹ ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Φ –Κ–Μ–Η–Ϋ–Ψ–Φ ―É–±―΄–≤–Α―é―â–Β–≥–Ψ ―³–Ψ–Ϋ–Α –≤ 48 –Μ–Η–Ϋ/―¹–Φ (–Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Α―è –Ω–Μ–Ψ―â–Α–¥―¨ ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―²–Ψ―΅–Β–Κ βÄî–¥–Ψ 5%).
–†―è–¥–Ψ–Φ ―¹ ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Φ –Κ–Μ–Η–Ϋ–Ψ–Φ ―É–±―΄–≤–Α―é―â–Β–≥–Ψ ―³–Ψ–Ϋ–Α ―Ä–Α―¹–Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Α ―à–Κ–Α–Μ–Α, –Ω–Ψ –Κ–Ψ―²–Ψ―Ä–Ψ–Ι –Φ–Ψ–Ε–Ϋ–Ψ –Ψ–Ω―Ä–Β–¥–Β–Μ–Η―²―¨, –Ϋ–Α –Κ–Α–Κ–Ψ–Φ –Φ–Β―¹―²–Β (–Ω―Ä–Η –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è) –Ω―Ä–Β―Ä―΄–≤–Α–Β―²―¹―è ―É–±―΄–≤–Α―é―â–Η–Ι ―³–Ψ–Ϋ.
–ü―Ä–Η–Φ–Β―Ä –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω―Ä–Ψ–±–Ϋ–Ψ–≥–Ψ –Ϋ–Β–≥–Α―²–Η–≤–Α –¥–Μ―è ―³–Ψ―Ä–Φ ―¹ –≥–Μ―É–±–Ψ–Κ–Η–Φ ―Ä–Β–Μ―¨–Β―³–Ψ–Φ (3,94βÄî6,5 –Φ–Φ), ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Β–≥–Ψ ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Β ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è–Φ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Ϋ–Α –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Β –Η–Μ–Η –Ω–Ψ–¥–Ψ–±–Ϋ―΄―Ö –Φ–Α―²–Β―Ä–Η–Α–Μ–Α―Ö –¥–Μ―è –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è ―¹ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é.
–Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄–Β –Η –Ω–Ψ–Ζ–Η―²–Η–≤–Ϋ―΄–Β –Μ–Η–Ϋ–Η–Η ―à–Η―Ä–Η–Ϋ–Ψ–Ι –Ψ―² 0,25 –¥–Ψ 1,00 –Φ–Φ, ―¹–Ψ–Ω―Ä–Η–Κ–Α―¹–Α―é―â–Η–Β―¹―è –Ω–Ψ–¥ –Ω―Ä―è–Φ―΄–Φ ―É–≥–Μ–Ψ–Φ;
–Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄–Β –Η –Ω–Ψ–Ζ–Η―²–Η–≤–Ϋ―΄–Β –Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η–Β ―²–Ψ―΅–Κ–Η –¥–Η–Α–Φ–Β―²―Ä–Ψ–Φ –Ψ―² 0,25 –¥–Ψ 1 –Φ–Φ;
―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β –Ω–Ψ–Μ―è ―¹ –Μ–Η–Ϋ–Η–Α―²―É―Ä–Ψ–Ι 24 –Η 34 –Μ–Η–Ϋ/―¹–Φ –Η –Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ω–Μ–Ψ―â–Α–¥―¨―é ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―²–Ψ―΅–Β–Κ 3,5,10 –Η 90%.
–ü―Ä–Η –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Η –Ϋ―É–Ε–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―É―΅–Η―²―΄–≤–Α―é―²―¹―è ―²–Ψ–Μ―¨–Κ–Ψ ―²–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –Ω―Ä–Ψ–±–Ϋ–Ψ–≥–Ψ –Ϋ–Β–≥–Α―²–Η–≤–Α, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ϋ–Α―Ö–Ψ–¥―è―²―¹―è –Ϋ–Α –Ϋ–Β–≥–Α―²–Η–≤–Β –Κ–Μ–Η–Β–Ϋ―²–Α.
–ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β –Ω―Ä–Ψ–±–Ϋ–Ψ–≥–Ψ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è
1.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α –Ω–Ψ–¥–≤–Β―Ä–≥–Α–Β―²―¹―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―é ―¹ –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄.
2.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –ü–Ψ–Κ―Ä–Ψ―ä–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α ―É–¥–Α–Μ―è–Β―²―¹―è, –Η –Ω―Ä–Ψ–±–Ϋ―΄–Ι –Ϋ–Β–≥–Α―²–Η–≤ –Ϋ–Α–Κ–Μ–Α–¥―΄–≤–Α–Β―²―¹―è –Ϋ–Α –Ω–Μ–Α―¹―²–Η–Ϋ―É. –ü―Ä–Η ―ç―²–Ψ–Φ ―É–¥–Α–Μ―è―é―²―¹―è –Ζ–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Η―è (–Ω―΄–Μ―¨, –≤–Ψ―Ä―¹–Η–Ϋ–Κ–Η –Η ―². –¥.), –≤ –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ―¹―²–Η –Ϋ–Α –Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ―΄―Ö ―É―΅–Α―¹―²–Κ–Α―Ö –Ϋ–Β–≥–Α―²–Η–≤–Α.
3.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –ö―Ä–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Ω–Ψ–Κ―Ä―΄–≤–Α―é―²―¹―è –Φ–Α―¹–Κ–Η―Ä―É―é―â–Β–Ι –Μ–Β–Ϋ―²–Ψ–Ι. –£–Α–Κ―É―É–Φ –¥–Ψ–Μ–Ε–Β–Ϋ –±―΄―²―¨ –±–Β–Ζ―É–Ω―Ä–Β―΅–Ϋ―΄–Φ, ―΅―²–Ψ–±―΄ –Ϋ–Β–≥–Α―²–Η–≤ –±―΄–Μ –Ω–Μ–Ψ―²–Ϋ–Ψ –Ω―Ä–Η–Ε–Α―² –Κ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Ω–Μ–Α―¹―²–Η–Ϋ―΄. –ü―É–Ζ―΄―Ä―¨–Κ–Η –≤–Ψ–Ζ–¥―É―Ö–Α –Η ―¹–Κ–Μ–Α–¥–Κ–Η ―¹–Μ–Β–¥―É–Β―² ―É–¥–Α–Μ―è―²―¨ –≤–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β –Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è (–Ω–Ψ–¥―¹–≤–Β―²–Κ–Η).
4.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –û―²–¥–Β–Μ―¨–Ϋ―΄–Β ―¹―²―É–Ω–Β–Ϋ–Η –Ω―Ä–Ψ–±–Ϋ–Ψ–≥–Ψ –Ϋ–Β–≥–Α―²–Η–≤–Α ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―²―¹―è ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨―é. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Η–Ω–Α –Η ―²–Ψ–Μ―â–Η–Ϋ―΄ –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Φ–Ψ–Ε–Β―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨―¹―è, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―¹–Μ–Β–¥―É―é―â–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨: 3,4, 5, 6, 7, 8, 9,10 –Φ–Η–Ϋ, 4,6,8,10,12,14,16,18 –Φ–Η–Ϋ –Η–Μ–Η –¥–Μ―è ―³–Ψ―Ä–Φ ―¹ –≥–Μ―É–±–Ψ–Κ–Η–Φ ―Ä–Β–Μ―¨–Β―³–Ψ–Φ 8,12,14,16, 20,24,28 –Φ–Η–Ϋ.
5.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –ü–Ψ―¹–Μ–Β –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ–Α –≤―΄–Φ―΄–≤–Α–Β―²―¹―è –≤ ―²–Β―΅–Β–Ϋ–Η–Β –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–≥–Ψ –≤―Ä–Β–Φ–Β–Ϋ–Η, –Α –Ζ–Α―²–Β–Φ ―¹―É―à–Η―²―¹―è.
–û–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Β –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±―΄―΅–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
–û–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è βÄî ―ç―²–Ψ –≤―Ä–Β–Φ―è, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β –¥–Μ―è –±–Β–Ζ―É–Ω―Ä–Β―΅–Ϋ–Ψ–≥–Ψ –≤–Ψ―¹–Ω―Ä–Ψ–Η–Ζ–≤–Β–¥–Β–Ϋ–Η―è –Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η―Ö ―²–Ψ―΅–Β–Κ –¥–Η–Α–Φ–Β―²―Ä–Ψ–Φ 0,25 –Φ–Φ, –Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η―Ö –Μ–Η–Ϋ–Η–Ι ―à–Η―Ä–Η–Ϋ–Ψ–Ι 0,17 –Φ–Φ (0,25 –Φ–Φ, –Ϋ–Α―΅–Η–Ϋ–Α―è ―¹ ―²–Η–Ω–Α 155), –Α ―²–Α–Κ–Ε–Β –≤―΄―¹–Ψ–Κ–Η―Ö ―¹–≤–Β―²–Ψ–≤. –ü―Ä–Η –Α–Ϋ–Α–Μ–Η–Ζ–Β ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö –Ω–Ψ–Μ–Β–Ι –Ψ―Ü–Β–Ϋ–Η–≤–Α–Β―²―¹―è –Μ–Η–Ϋ–Η–Α―²―É―Ä–Α, ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Α―è –≤―΄–Ω–Ψ–Μ–Ϋ―è–Β–Φ–Ψ–Φ―É –Ζ–Α–Κ–Α–Ζ―É.
–ï―¹–Μ–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –±―΄–Μ–Ψ ―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Η–Φ, –Β―¹–Μ–Η ―²–Ψ―΅–Κ–Η ―¹–Φ―¨–≥–≥―΄, –Α –Μ–Η–Ϋ–Η–Η –≤–Ψ–Μ–Ϋ–Η―¹―²―΄–Β, ―¹–Μ–Β–¥―É–Β―² ―É―΅–Η―²―΄–≤–Α―²―¨, ―΅―²–Ψ –≤–Ψ –≤―Ä–Β–Φ―è ―¹―É―à–Κ–Η –Ϋ–Β–±–Ψ–Μ―¨―à–Η–Β –≤–Ψ–Μ–Ϋ―΄ ―Ä–Α―¹―²―è–Ϋ―É―²―¹―è. I –§―ç―²–Ψ–Φ―É –Ψ–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ–Α―è –Ψ―Ü–Β–Ϋ–Κ–Α –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Α ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ –Ψ–Κ–Ψ!–Ω–Α–Ϋ–Η–Η ―¹―É―à–Κ–Η. –ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―É–≤–Β–Μ–Η―΅–Η–≤–Α–Β―²―¹―è ―¹ ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β–Φ ―¹―Ä–Ψ–Κ–Α ―¹–Μ―É–Ε–±―΄ –Μ–Α–Φ–Ω. –Γ ―΅–Β―²―΅–Η–Κ ―Ä–Α–±–Ψ―΅–Β–≥–Ψ –≤―Ä–Β–Φ–Β–Ϋ–Η ―É–Κ–Α–Ζ―΄–≤–Α–Β―² –Ϋ–Α ―¹―Ä–Ψ–Κ ―¹–Μ―É–Ε–±―΄ –Μ–Α–Φ–Ω.
–î–Μ―è –≤―΄–≤–Ψ―Ä–Ψ―²–Ϋ–Ψ–≥–Ψ ―à―Ä–Η―³―²–Α –Η–Μ–Η –Μ–Η–Ϋ–Η–Ι ―²―Ä–Β–±―É–Β―²―¹―è –±–Ψ–Μ–Β–Β –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β, ―΅–Β–Φ –¥–Μ―è –Ω–Ψ–Ζ–Η―²–Η–≤–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤. –ë–Ψ–Μ–Β–Β –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Φ–Ψ–Ε–Β―² –≤―΄–Ζ–≤–Α―²―¨ –≤―΄―Ä–Α–≤–Ϋ–Η–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–±–Β–Μ―¨–Ϋ―΄―Ö ―É–≥–Μ―É–±–Μ–Β–Ϋ–Η–Ι. –Δ–Β―¹―²―΄ –Ω–Ψ–Κ–Α–Ζ–Α–Μ–Η, ―΅―²–Ψ –¥–Μ―è –±–Β–Ζ―É–Ω―Ä–Β―΅–Ϋ–Ψ–≥–Ψ –Κ–Α―΅–Β―¹―²–≤–Α –Ω–Β―΅–Α―²–Η –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α –≥–Μ―É–±–Η–Ϋ–Α 100 –Φ–Κ–Φ (0,1 –Φ–Φ) –¥–Μ―è –Μ–Η–Ϋ–Η–Η ―à–Η―Ä–Η–Ϋ–Ψ–Ι 0,8 –Φ–Φ –Ϋ–Α ―¹–Ω–Μ–Ψ―à–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η.
–û–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―΄–Ι ―Ä–Β–Ζ―É–Μ―¨―²–Α―² –¥–Μ―è ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ –Φ–Ψ–Ε–Ϋ–Ψ –Ω–Ψ–Μ―É―΅–Η―²―¨, –Β―¹–Μ–Η ―¹–Ψ–±–Μ―é–¥–Α―²―¨ ―¹–Μ–Β–¥―É―é―â–Η–Β ―É―¹–Μ–Ψ–≤–Η―è:
–£―΄–±–Η―Ä–Α―²―¨ –Μ–Η–Ϋ–Η–Α―²―É―Ä―É ―Ä–Α―¹―²―Ä–Α –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è. –ü―Ä–Η ―ç―²–Ψ–Φ –Ω―Ä–Β–¥–Ω–Ψ―΅―²–Η―²–Β–Μ―¨–Ϋ–Β–Β ―Ä–Α―¹―²―Ä –Ϋ–Η–Ζ–Κ–Ψ–Ι –Μ–Η–Ϋ–Η–Α―²―É―Ä―΄, ―΅–Β–Φ –≤―΄―¹–Ψ–Κ–Ψ–Ι.
–£―΄–±–Η―Ä–Α―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ ―²–Α–Κ―É―é –≥–Μ―É–±–Η–Ϋ―É –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è, –Κ–Ψ―²–Ψ―Ä–Α―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α.
–£―΄–±–Η―Ä–Α―²―¨ ―²–Α–Κ―É―é –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –Ω―Ä–Η –Κ–Ψ―²–Ψ―Ä–Ψ–Ι ―¹–Ψ―Ö―Ä–Α–Ϋ―è―é―²―¹―è ―¹–≤–Β―²–Α.
–ö–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η―è ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö –Η ―à―²―Ä–Η―Ö–Ψ–≤―΄―Ö ―Ä–Α–±–Ψ―²
–ü―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η –≤―΄―¹–Ψ–Κ–Ψ–Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ―΄―Ö ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö –Ω–Μ–Α―¹―²–Η–Ϋ ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β –Η ―à―²―Ä–Η―Ö–Ψ–≤―΄–Β ―Ä–Α–±–Ψ―²―΄ –Φ–Ψ–Ε–Ϋ–Ψ –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α―²―¨ –Ϋ–Α –Ψ–¥–Ϋ―É ―³–Ψ―Ä–Φ―É –Η –Ω–Β―΅–Α―²–Α―²―¨ –Ψ–¥–Ϋ–Η–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ. –£ –Κ―Ä–Η―²–Η―΅–Β―¹–Κ–Η―Ö ―¹–Μ―É―΅–Α―è―Ö, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –Ω―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ ―¹ –Ϋ–Β–±–Ψ–Μ―¨―à–Η–Φ –¥–Η–Α–Φ–Β―²―Ä–Ψ–Φ, ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β ―É―΅–Α―¹―²–Κ–Η –Φ–Ψ–≥―É―² –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α―²―¨―¹―è ―Ä–Α–Ϋ―¨―à–Β, ―΅–Β–Φ ―à―²―Ä–Η―Ö–Ψ–≤―΄–Β, –Ω–Ψ―ç―²–Ψ–Φ―É ―²―Ä–Β–±―É–Β―²―¹―è –±–Ψ–Μ–Β–Β –≤―΄―¹–Ψ–Κ–Ψ–Β –¥–Α–≤–Μ–Β–Ϋ–Η–Β.
–ï―¹–Μ–Η –Η–Ζ-–Ζ–Α ―ç―²–Ψ–≥–Ψ –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―² –Ϋ–Β–Ω–Ψ–Μ–Α–¥–Κ–Η, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä ―Ä–Α–Ζ–¥–Α–≤–Μ–Η–≤–Α–Ϋ–Η–Β ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―²–Ψ―΅–Β–Κ, ―²–Ψ ―Ü–Β–Μ–Β―¹–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ–Ψ –Ω–Β―΅–Α―²–Α―²―¨ –Κ–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β –Η ―à―²―Ä–Η―Ö–Ψ–≤―΄–Β ―Ä–Α–±–Ψ―²―΄ –≤ –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―¹–Β–Κ―Ü–Η―è―Ö.
–Γ–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Β –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
I –§–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―è –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α –¥–Μ―è –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―è –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η―è ―Ä–Β–Μ―¨–Β―³–Α, –±–Ψ–Κ–Ψ–≤―΄–Β –≥―Ä–Α–Ϋ–Η –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ –Ψ―¹―²–Α―é―²―¹―è ―¹–Μ–Η―à–Κ–Ψ–Φ –Κ―Ä―É―²―΄–Φ–Η.
–ü―Ä–Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Η –±–Ψ–Κ–Ψ–≤―΄–Β –≥―Ä–Α–Ϋ–Η ―²–Ψ―΅–Β–Κ ―Ä–Α–Ζ–Φ―΄–≤–Α―é―²―¹―è, ―²–Ψ–Ϋ–Κ–Η–Β –Μ–Η–Ϋ–Η–Η ―¹―²–Α–Ϋ–Ψ–≤―è―²―¹―è –≤–Ψ–Μ–Ϋ–Η―¹―²―΄–Φ–Η –Η –Ϋ–Β –≤―΄―²―è–≥–Η–≤–Α―é―²―¹―è.
–û―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η–Β ―²–Ψ―΅–Κ–Η –Η–Μ–Η ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β –Ω–Ψ–Μ―è –Η–Ζ –Ψ―¹―²―Ä―΄―Ö ―²–Ψ―΅–Β–Κ (–≤―΄―¹–Ψ–Κ–Η―Ö ―¹–≤–Β―²–Ψ–≤) –≤―΄–Φ―΄–≤–Α―é―²―¹―è, –¥–Β―²–Α–Μ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è ―²–Β―Ä―è―é―²―¹―è.
–ü–Β―΅–Α―²–Α―é―â–Α―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―¹–Κ–Μ–Ψ–Ϋ–Ϋ–Α –Κ –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―é –Α–Ω–Β–Μ―¨―¹–Η–Ϋ–Ψ–≤–Ψ–Ι –Κ–Ψ―Ä–Κ–Η, ―¹―Ä–Ψ–Κ ―¹–Μ―É–Ε–±―΄ –≥–Ψ―²–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –Κ–Ψ―Ä–Ψ―΅–Β.
–Γ–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―è–≤–Μ―è–Β―²―¹―è –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Φ, –Β―¹–Μ–Η –≤―¹–Β –Ω–Β―΅–Α―²–Α―é―â–Η–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –Ϋ–Β–≥–Α―²–Η–≤–Α –Ω―Ä–Ψ―΅–Ϋ–Ψ –Ζ–Α–Κ―Ä–Β–Ω–Μ–Β–Ϋ―΄ –Ϋ–Α ―³–Ψ―Ä–Φ–Β. –ë–Ψ–Μ–Β–Β –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ϋ–Β–±–Μ–Α–≥–Ψ–Ω―Ä–Η―è―²–Ϋ–Ψ ―¹–Κ–Α–Ζ―΄–≤–Α–Β―²―¹―è –Ϋ–Α –Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄―Ö –¥–Β―²–Α–Μ―è―Ö –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è:
–Ω―Ä–Ψ–±–Β–Μ―¨–Ϋ―΄–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ ―¹―É–Ε–Α―é―²―¹―è, –Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄–Β –¥–Β―²–Α–Μ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è ―²–Β―Ä―è―é―²―¹―è;
―³–Ψ―Ä–Φ―΄, –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Ϋ―΄–Β ―¹ –Ω–Β―Ä–Β–¥–Β―Ä–Ε–Κ–Ψ–Ι –Ω―Ä–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η, –≤―΄–≥–Μ―è–¥―è―² –Ϋ–Β―΅–Β―²–Κ–Η–Φ–Η, –Ω―Ä–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Η –Ψ–Ϋ–Η ―¹–Κ–Μ–Ψ–Ϋ–Ϋ―΄ –Κ ―²–Β–Ϋ–Β–Ϋ–Η―é;
–Ω―Ä–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Η ―Ä–Α―¹―²―Ä–Ψ–≤ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è –±–Ψ–Μ–Β–Β –Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ―΄–Φ.
–‰–Ϋ―²–Β―Ä–≤–Α–Μ ―ç–Κ―¹–Ω–Ψ–Ζ–Η―Ü–Η–Ι βÄî
―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Ω–Β―Ä–Β–¥–Α―΅–Η –Η–Ζ–Ψ–±―Ä–Α–Ζ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι
–Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η–Η ―¹ –Ϋ–Β–≥–Α―²–Η–≤–Α –Ϋ–Α ―³–Ψ―Ä–Φ―É
–£–Α–Ε–Ϋ―΄–Φ –Ω―Ä–Η–Ζ–Ϋ–Α–Κ–Ψ–Φ –≤―΄―¹–Ψ–Κ–Ψ–Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ―΄ ―è–≤–Μ―è–Β―²―¹―è ―²–Ψ―΅–Ϋ–Α―è –Ω–Β―Ä–Β–¥–Α―΅–Α ―²–Ψ–Ϋ–Ψ–≤―΄―Ö –≥―Ä–Α–¥–Α―Ü–Η–Ι –Η–Ζ–Ψ–±―Ä–Α–Ζ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η–Η –Ϋ–Β–≥–Α―²–Η–≤–Α –Ϋ–Α –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―É―é –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨. –‰–Ζ–Ψ–±―Ä–Α–Ζ–Η―²–Β–Μ―¨–Ϋ–Α―è –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―è ―¹ –¥–≤―É–Φ―è –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η―è–Φ–Η –Ω―Ä–Β–Ψ–±―Ä–Α–Ζ―É–Β―²―¹―è –Ω―Ä–Η ―ç―²–Ψ–Φ –≤ ―²―Ä–Β―Ö–Φ–Β―Ä–Ϋ―΄–Ι ―Ä–Β–Μ―¨–Β―³. –®–Η―Ä–Η–Ϋ–Α –Μ–Η–Ϋ–Η–Ι –Η–Μ–Η –¥–Η–Α–Φ–Β―²―Ä ―²–Ψ―΅–Β–Κ –Μ–Η–±–Ψ ―è―΅–Β–Β–Κ –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ ―²–Ψ―΅–Ϋ–Ψ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É–Β―² –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η–Η –Ϋ–Α –Ϋ–Β–≥–Α―²–Η–≤–Β. –Γ ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –≥–Μ―É–±–Η–Ϋ–Α ―è―΅–Β–Β–Κ –Η–Μ–Η –Ω―Ä–Ψ–±–Β–Μ–Ψ–≤ –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ –≤―΄―Ä–Α–≤–Ϋ–Η–≤–Α–Β―²―¹―è. –û―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ ―ç―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ –Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄–Φ –Ω–Β―΅–Α―²–Α―é―â–Η–Φ ―ç–Μ–Β–Φ–Β–Ϋ―²–Α–Φ, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä ―à―Ä–Η―³―²–Α–Φ –Ϋ–Α ―¹–Ω–Μ–Ψ―à–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Η–Μ–Η ―²–Β–Φ–Ϋ―΄–Φ ―²–Ψ―΅–Κ–Α–Φ –Ω―Ä–Η ―Ä–Α―¹―²―Ä–Α―Ö ―¹ –Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ω–Μ–Ψ―â–Α–¥―¨―é ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―²–Ψ―΅–Β–Κ –Ψ―² 70%.
–†–Β―à–Α―é―â–Β–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –¥–Μ―è –Ψ―Ü–Β–Ϋ–Κ–Η –Η–Ϋ―²–Β―Ä–≤–Α–Μ–Α ―ç–Κ―¹–Ω–Ψ–Ζ–Η―Ü–Η–Ι –Η–Φ–Β–Β―² –Ω―Ä–Β–Ε–¥–Β –≤―¹–Β–≥–Ψ –Φ–Η–Ϋ–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β –¥–Μ―è ―²–Ψ–≥–Ψ ―΅―²–Ψ–±―΄ –Ω―Ä–Ψ―΅–Ϋ–Ψ –Ζ–Α–Κ―Ä–Β–Ω–Η―²―¨ –Ω–Β―΅–Α―²–Α―é―â–Η–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Η ―Ä–Β–Μ―¨–Β―³–Α –Η –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α―²―¨ –±–Ψ–Κ–Ψ–≤―É―é –≥―Ä–Α–Ϋ―¨. –î–Μ―è ―ç―²–Ψ–≥–Ψ ―²―Ä–Β–±―É–Β―²―¹―è –¥–Η―³―³―É–Ζ–Ϋ–Ψ–Β, ―Ä–Α―¹―¹–Β―è–Ϋ–Ϋ–Ψ–Β –Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β, ―²–Ψ―΅–Β―΅–Ϋ―΄–Ι ―¹–≤–Β―² –Ϋ–Β –Ω–Ψ–¥―Ö–Ψ–¥–Η―².
–‰–Ϋ―²–Β―Ä–≤–Α–Μ ―ç–Κ―¹–Ω–Ψ–Ζ–Η―Ü–Η–Ι –Φ–Ψ–Ε–Β―² ―¹―΅–Η―²–Α―²―¨―¹―è –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Φ, –Β―¹–Μ–Η –Ω―Ä–Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ –¥–Μ―è –≤―΄―à–Β―É–Κ–Α–Ζ–Α–Ϋ–Ϋ―΄―Ö –Φ–Η–Ϋ–Η–Φ―É–Φ–Ψ–≤ (―à–Η―Ä–Η–Ϋ–Α –Μ–Η–Ϋ–Η–Η 0,17 –Φ–Φ, 2% –Ω―Ä–Η 48 –Μ–Η–Ϋ/―¹–Φ), –≥–Μ―É–±–Η–Ϋ–Α –Ϋ–Β–≥–Α―²–Η–≤–Ϋ–Ψ–Ι –Μ–Η–Ϋ–Η–Η ―à–Η―Ä–Η–Ϋ–Ψ–Ι 0,8 –Φ–Φ ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –±–Ψ–Μ–Β–Β 0,1 –Φ–Φ.
–î–Μ―è ―¹―²–Α–Ϋ–¥–Α―Ä―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –¥–Ψ 3 –Φ–Φ ―ç―²–Η –Ω–Ψ–Κ–Α–Ζ–Α―²–Β–Μ–Η –¥–Ψ―¹―²–Η–≥–Α―é―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ψ–¥–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è. –ü–Ψ–≤–Β–¥–Β–Ϋ–Η–Β ―Ü–Η―³―Ä–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –Ψ―²–Μ–Η―΅–Α–Β―²―¹―è –Ψ―² –Ψ–±―΄―΅–Ϋ―΄―Ö. –ü–Β―Ä–Β–¥–Β―Ä–Ε–Κ–Α –Ω―Ä–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η ―Ü–Η―³―Ä–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ –Ω–Ψ―΅―²–Η –Ϋ–Β–≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Α.
6.2.3.3. –ü―Ä–Ψ―Ü–Β―¹―¹ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è
–£–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä ―Ä–Α―¹―²–≤–Ψ―Ä―è–Β―²―¹―è –Η ―É–¥–Α–Μ―è–Β―²―¹―è ―¹ ―³–Ψ―Ä–Φ―΄. –û―¹―²–Α–Β―²―¹―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Β ―Ä–Β–Μ―¨–Β―³–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β.
–ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è
–Π–Β–Μ–Β―¹–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ–Ψ –Ω―Ä–Ψ–Η–Ζ–≤–Β―¹―²–Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Β ―³–Ψ―Ä–Φ―΄ –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ω–Ψ―¹–Μ–Β –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è (–Ϋ–Ψ ―ç―²–Ψ –Ϋ–Β –Ψ–±―è–Ζ–Α―²–Β–Μ―¨–Ϋ–Ψ–Β ―É―¹–Μ–Ψ–≤–Η–Β). –ü―Ä–Ψ–Φ–Β–Ε―É―²–Ψ–Κ –≤―Ä–Β–Φ–Β–Ϋ–Η –Φ–Β–Ε–¥―É ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Β–Φ –Φ–Ψ–Ε–Β―² ―¹–Ψ―¹―²–Α–≤–Μ―è―²―¨ –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ ―΅–Α―¹–Ψ–≤, –Β―¹–Μ–Η –±―É–¥–Β―² ―²–Ψ―΅–Ϋ–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ψ, ―΅―²–Ψ –≤ ―ç―²–Ψ –≤―Ä–Β–Φ―è –Ϋ–Β –Ω―Ä–Ψ–Η–Ζ–Ψ–Ι–¥–Β―² –Ω–Ψ―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
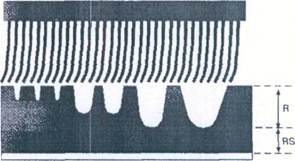
G βÄî –Ψ–±―â–Α―謆¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† R βÄî –≥–Μ―É–±–Η–Ϋ–Α¬†¬†¬† RS βÄî –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β
―²–Ψ–Μ―â–Η–Ϋ–Α¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ―Ä–Β–Μ―¨–Β―³–Α¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ―Ä–Β–Μ―¨–Β―³–Α
–†–Η―¹. 6.13. –ü―Ä–Ψ―Ü–Β―¹―¹ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è
–≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―¹–Μ–Ψ–Β–Φ –≤–≤–Β―Ä―Ö –Ϋ–Α―²―è–≥–Η–≤–Α–Β―²―¹―è –Ϋ–Α –±–Α―Ä–Α–±–Α–Ϋ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –¥–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Η–Μ–Η –≤–≤–Ψ–¥–Η―²―¹―è –≤ –Ω–Ψ–¥–Κ–Μ―é―΅–Β–Ϋ–Ϋ―΄–Ι –Ω―Ä–Ψ―Ü–Β―¹―¹–Ψ―Ä.
–ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Η –Ω―Ä–Η–Ε–Η–Φ–Ϋ–Ψ–Β –¥–Α–≤–Μ–Β–Ϋ–Η–Β –Ζ–Α–≤–Η―¹―è―² –Ψ―² –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι –≥–Μ―É–±–Η–Ϋ―΄ ―Ä–Β–Μ―¨–Β―³–Α. –û–Ϋ–Η –Ψ–Ω―Ä–Β–¥–Β–Μ―è―é―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ―΄―Ö ―²–Β―¹―²–Ψ–≤ –Η ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―é―²―¹―è –Ω–Β―Ä–Β–¥ –Ϋ–Α―΅–Α–Μ–Ψ–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –£ ―¹–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ―΄―Ö –Α–≤―²–Ψ–Φ–Α―²–Α―Ö –¥–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ψ–Ϋ–Η ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―é―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ―΄.
–ü–Α―Ä–Α–Φ–Β―²―Ä―΄, –≤–Μ–Η―è―é―â–Η–Β –Ϋ–Α –Ω―Ä–Ψ―Ü–Β―¹―¹ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è
–ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―΄―é―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ζ–Α–≤–Η―¹–Η―² –Ψ―²: ―¹–Ψ―¹―²–Α–≤–Α –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α; ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄ –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α; –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –¥–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è; –Ω―Ä–Η–Ε–Η–Φ–Ϋ–Ψ–≥–Ψ –¥–Α–≤–Μ–Β–Ϋ–Η―è ―â–Β―²–Ψ–Κ; –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ–Ψ–≥–Ψ ―²–Η–Ω–Α –Ω–Μ–Α―¹―²–Η–Ϋ.
–†–Β–Ζ―É–Μ―¨―²–Α―² ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―É―¹–Μ–Ψ–≤–Η–Ι –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è
–ù–Β–≥–Μ―É–±–Ψ–Κ–Η–Ι ―Ä–Β–Μ―¨–Β―³
–Γ–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –Δ–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α ―¹–Μ–Η―à–Κ–Ψ–Φ –Ϋ–Η–Ζ–Κ–Α―è. –î–Α–≤–Μ–Β–Ϋ–Η–Β ―â–Β―²–Ψ–Κ ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ψ –Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ: –¥–Α–≤–Μ–Β–Ϋ–Η–Β ―â–Β―²–Ψ–Κ –Ϋ–Η–Ζ–Κ–Ψ–Β βÄî ―â–Β―²–Κ–Η –Ϋ–Β –Κ–Α―¹–Α―é―²―¹―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄; –¥–Α–≤–Μ–Β–Ϋ–Η–Β ―â–Β―²–Ψ–Κ –≤―΄―¹–Ψ–Κ–Ψ–Β βÄî ―â–Β―²–Κ–Η –Ω–Β―Ä–Β–Κ–Η–¥―΄–≤–Α―é―²―¹―è, –Φ–Ψ―â–Ϋ–Ψ―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è ―¹–Ϋ–Η–Ε–Α–Β―²―¹―è.
–ù–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è
―Ü–Η―Ä–Κ―É–Μ―è―Ü–Η―è –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α –Η–Ζ-–Ζ–Α –¥–Ψ–±–Α–≤–Μ–Β–Ϋ–Ϋ–Ψ–≥–Ψ ―³–Η–Μ―¨―²―Ä–Α.
–†–Α―¹―²–≤–Ψ―Ä ―¹–Μ–Η―à–Κ–Ψ–Φ –Ϋ–Α―¹―΄―â–Β–Ϋ–Ϋ―΄–Ι (–Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Α ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è, –≤―΄―¹–Ψ–Κ–Α―è –¥–Ψ–Μ―è ―¹–Ω–Η―Ä―²–Α –Η–Μ–Η –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è –Η–Ζ- –Ζ–Α –¥–Ψ–±–Α–≤–Μ–Β–Ϋ–Ϋ–Ψ–≥–Ψ ―³–Η–Μ―¨―²―Ä–Α).
–Γ–Μ–Η―à–Κ–Ψ–Φ –≥–Μ―É–±–Ψ–Κ–Η–Ι ―Ä–Β–Μ―¨–Β―³
–Γ–Μ–Η―à–Κ–Ψ–Φ –≥–Μ―É–±–Ψ–Κ–Η–Ι ―Ä–Β–Μ―¨–Β―³ –≤–Ψ–Ζ–Φ–Ψ–Ε–Β–Ϋ ―²–Ψ–Μ―¨–Κ–Ψ –≤ ―¹–≤―è–Ζ–Η ―¹ –Ψ―΅–Β–Ϋ―¨ –Κ–Ψ―Ä–Ψ―²–Κ–Η–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄.
–Γ–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Β, –≤―΄―¹–Ψ–Κ–Α―è ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α, –Φ–Α–Μ–Ψ ―¹–Ω–Η―Ä―²–Α.
–û–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ω―Ä–Η –Ϋ–Β―Ä–≤–Ψ–Φ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Η –Ϋ–Ψ–≤–Ψ–≥–Ψ ―²–Η–Ω–Α –Ω–Μ–Α―¹―²–Η–Ϋ –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Α ―¹ –Ω–Ψ–Φ–Ψ―â―¨―é ―²–Β―¹―²–Α. –ï–≥–Ψ –Ζ–Α–¥–Α―΅–Β–Ι ―è–≤–Μ―è–Β―²―¹―è –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Β –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι –¥–Μ―è –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–Ι –≥–Μ―É–±–Η–Ϋ―΄ ―Ä–Β–Μ―¨–Β―³–Α. –ü―Ä–Η ―ç―²–Ψ–Φ ―É―΅–Η―²―΄–≤–Α–Β―²―¹―è ―²–Ψ, ―΅―²–Ψ –¥–Μ―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄ ―³–Ψ―Ä–Φ ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β―²―¹―è ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–Β –¥–Α–≤–Μ–Β–Ϋ–Η–Β ―â–Β―²–Ψ–Κ, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –Ϋ–Β –Φ–Β–Ϋ―è–Β―²―¹―è, ―΅―²–Ψ ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è –≤–Ψ –≤―Ä–Β–Φ―è ―²–Β―¹―²–Α –Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ψ―¹―²–Α–Β―²―¹―è ―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ–Ι –Η ―΅―²–Ψ –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η–Η –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α ―¹–Ψ―Ö―Ä–Α–Ϋ―è–Β―²―¹―è –Β–≥–Ψ ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨ ―Ä–Α―¹―²–≤–Ψ―Ä―è―²―¨. –Δ–Β―¹―² –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è ―¹ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄. –ü–Ψ―ç―²–Ψ–Φ―É ―²–Β―¹―² ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –Ω–Β―Ä–Β–¥ ―²–Β―¹―²–Ψ–Φ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β ―²–Β―¹―²–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è: –ß–Β―²―΄―Ä–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄, ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –Ω―Ä–Β–¥–Ω–Η―¹–Α–Ϋ–Η–Β–Φ (―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β), –≤―΄–Φ―΄–≤–Α―é―²―¹―è ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨―é –≤ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β –¥–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –®–Η―Ä–Η–Ϋ–Α –Ω―Ä–Ψ–±–Ϋ―΄―Ö ―³–Ψ―Ä–Φ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É–Β―² ―à–Η―Ä–Η–Ϋ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –¥–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è, –¥–Μ–Η–Ϋ–Α –Ϋ–Β –Φ–Β–Ϋ–Β–Β 25 ―¹–Φ.
–Γ–Μ–Β–¥―É―é―â–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Φ–Ψ–Ε–Β―² ―¹–Μ―É–Ε–Η―²―¨ –Ψ―²–Ω―Ä–Α–≤–Ϋ–Ψ–Ι ―²–Ψ―΅–Κ–Ψ–Ι:
―³–Ψ―Ä–Φ―΄ ―¹ –≥–Μ―É–±–Η–Ϋ–Ψ–Ι ―Ä–Β–Μ―¨–Β―³–Α –Ψ–Κ–Ψ–Μ–Ψ 1 –Φ–Φ: 4, 6, 8,10 –Φ–Η–Ϋ;
―³–Ψ―Ä–Φ―΄ ―¹ –≥–Μ―É–±–Η–Ϋ–Ψ–Ι ―Ä–Β–Μ―¨–Β―³–Α –Ψ–Κ–Ψ–Μ–Ψ 3 –Φ–Φ: 8, 10,12,16 –Φ–Η–Ϋ.
–£―΄–Φ―΄–≤–Α–Ϋ–Η–Β ―³–Ψ―Ä–Φ―΄ ―¹―΅–Η―²–Α–Β―²―¹―è –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ―΄–Φ, –Β―¹–Μ–Η –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α –≥–Μ–Α–¥–Κ–Ψ–Β –Η –Ϋ–Β –Η–Φ–Β–Β―² –Ε–Η―Ä–Ϋ–Ψ–≥–Ψ –±–Μ–Β―¹–Κ–Α, –Α –≤–Ψ–Κ―Ä―É–≥ ―Ä–Β–Μ―¨–Β―³–Α –Ϋ–Β―² –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α.
–ï―¹–Μ–Η ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ζ–Α–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Ψ ―¹–≤–Β–Ε–Η–Φ –≤―΄–Φ―΄–≤–Ϋ―΄–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Ψ–Φ, ―²–Ψ ―¹–Μ–Β–¥―É–Β―² ―É―΅–Η―²―΄–≤–Α―²―¨, ―΅―²–Ψ –Ψ–Ϋ –≤―΄–Φ―΄–≤–Α–Β―² –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –±―΄―¹―²―Ä–Β–Β, ―΅–Β–Φ –≤―΄–Φ―΄–≤–Ϋ–Ψ–Ι ―Ä–Α―¹―²–≤–Ψ―Ä, –Ϋ–Α―¹―΄―â–Β–Ϋ–Ϋ―΄–Ι –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–Φ.
–ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―΄―é―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ζ–Α–≤–Η―¹–Η―² –Ψ―² –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –Η –¥―Ä―É–≥–Η―Ö ―²–Β―Ö–Ϋ–Η―΅–Β―¹–Κ–Η―Ö ―É―¹–Μ–Ψ–≤–Η–Ι (―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄, ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è –Η ―². –¥.). –û–Ϋ–Η –¥–Ψ–Μ–Ε–Ϋ―΄ –Ψ–Ω―Ä–Β–¥–Β–Μ―è―²―¨―¹―è –¥–Μ―è –≤―¹–Β―Ö –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ―΄―Ö ―²–Η–Ω–Ψ–≤ –Ω–Μ–Α―¹―²–Η–Ϋ.
–ü–Α –Α–≤―²–Ψ–Φ–Α―²–Η―΅–Β―¹–Κ–Η―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α―Ö –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ϋ–Β–Ω―Ä–Β―Ä―΄–≤–Ϋ–Ψ–≥–Ψ –¥–Β–Ι―¹―²–≤–Η―è ―¹ –Φ–Ϋ–Ψ–≥–Ψ―΅–Η―¹–Μ–Β–Ϋ–Ϋ―΄–Φ–Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―è–Φ–Η –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Β –Ω–Ψ–Κ–Α–Ζ–Α―²–Β–Μ–Η –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Η―Ä―É―é―²―¹―è –Ω―Ä–Η –Η―Ö –Φ–Ψ–Ϋ―²–Α–Ε–Β.
–†–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α
–£–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è ―Ä–Α―¹―²–≤–Ψ―Ä –Ϋ–Α―¹―΄―â–Α–Β―²―¹―è ―Ä–Α―¹―²–≤–Ψ―Ä–Β–Ϋ–Ϋ―΄–Φ –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–Φ. –Γ ―Ä–Ψ―¹―²–Ψ–Φ –Ϋ–Α―¹―΄―â–Β–Ϋ–Η―è ―¹–Ϋ–Η–Ε–Α–Β―²―¹―è ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –ü–Ψ―ç―²–Ψ–Φ―É ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨ –¥–Ψ–Μ–Ε–Β–Ϋ ―Ä–Β–≥–Β–Ϋ–Β―Ä–Η―Ä–Ψ–≤–Α―²―¨―¹―è –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω–Ψ–¥–Α―΅–Η ―¹–≤–Β–Ε–Β–≥–Ψ –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α.
–ü―Ä–Η ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η–Η –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α ―É―΅–Η―²―΄–≤–Α–Β―²―¹―è ―³–Ψ―Ä–Φ–Α―² ―³–Ψ―Ä–Φ―΄ –Η –≥–Μ―É–±–Η–Ϋ–Α ―Ä–Β–Μ―¨–Β―³–Α. –½–Α –Ψ―¹–Ϋ–Ψ–≤―É –±–Β―Ä–Β―²―¹―è ―¹–Ψ–Ψ―²–Ϋ–Ψ―à–Β–Ϋ–Η–Β: 10βÄî15 –Μ –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α –Ϋ–Α –Κ–≤–Α–¥―Ä–Α―²–Ϋ―΄–Ι –Φ–Β―²―Ä ―³–Ψ―Ä–Φ―΄ –Η –Φ–Η–Μ–Μ–Η–Φ–Β―²―Ä ―Ä–Β–Μ―¨–Β―³–Α. –ü―Ä–Η ―ç―²–Ψ–Φ ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è ―Ä–Α―¹―¹―΅–Η―²―¨–Ω–Η–Β―²―¹―è―²–Α–Κ, ―΅―²–Ψ–±―΄ –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –≤―΄–Φ―΄–≤–Ϋ–Ψ–Ι ―Ä–Α―¹―²–≤–Ψ―Ä ―¹–Ψ–¥–Β―Ä–Ε–Α–Μ –Ψ–Κ–Ψ–Μ–Ψ 4βÄî6% ―Ä–Α―¹―²–≤–Ψ―Ä–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Η–Ω–Α ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è ―Ä–Β–≥―É–Μ–Η―Ä―É–Β―²―¹―è –≤―Ä―É―΅–Ϋ―É―é –Η–Μ–Η –Α–≤―²–Ψ–Φ–Α―²–Η―΅–Β―¹–Κ–Η. –û–Ϋ–Α –Φ–Ψ–Ε–Β―² –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Η―Ä–Ψ–≤–Α―²―¨―¹―è ―Ä–Α―¹―Ö–Ψ–¥–Ψ–Φ–Β―Ä–Ψ–Φ. –ü―Ä–Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β q>opM ―¹ –≥–Μ―É–±–Ψ–Κ–Η–Φ ―Ä–Β–Μ―¨–Β―³–Ψ–Φ –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α –¥–Μ―è ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η–Η –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι –Ψ–±―΄―΅–Ϋ―΄―Ö ―³–Ψ―Ä–Φ ―¹–Μ–Β–¥―É–Β―² ―É–≤–Β–Μ–Η―΅–Η―²―¨ –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –≥–Μ―É–±–Η–Ϋ–Ψ–Ι ―Ä–Β–Μ―¨–Β―³–Α.
–‰–Ζ–±―΄―²–Ψ―΅–Ϋ–Α―è ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è –Ϋ–Β –Η–Φ–Β–Β―² –Ψ―²―Ä–Η―Ü–Α―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –≤–Μ–Η―è–Ϋ–Η―è, –Ϋ–Ψ ―¹–Ϋ–Η–Ε–Α–Β―² ―Ä–Β–Ϋ―²–Α–±–Β–Μ―¨–Ϋ–Ψ―¹―²―¨. 1 –Γ–Ϋ–Η–Ε–Β–Ϋ–Ϋ–Α―è ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è ―É―Ö―É–¥―à–Α–Β―² –Κ–Α―΅–Β―¹―²–≤–Ψ, –Ω―Ä–Ψ―Ü–Β―¹―¹ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ζ–Α–Φ–Β–¥–Μ―è–Β―²―¹―è. –ù–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Ψ―¹―²–Α―é―²―¹―è –Ψ―¹―²–Α―²–Κ–Η –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α. –Λ–Ψ―Ä–Φ―΄ ―¹–Κ–Μ–Ψ–Ϋ–Ϋ―΄ –Κ –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―é –Α–Ω–Β–Μ―¨―¹–Η–Ϋ–Ψ–≤–Ψ–Ι –Κ–Ψ―Ä–Κ–Η –Η –Ω―è―²–Β–Ϋ –Ω–Ψ―¹–Μ–Β ―¹―É―à–Κ–Η.
6.2
–ü–Ψ―¹ ―¹―É―à
–†–û–ô1
I
N
–ü―Ä
–Γ―É.
CTBI
–≤–Ψ–Ζ
–ü–Ψ
–ù–Ϊ1 –Ϋ–Η―²
―â–Η –Ϋ–Α―¹ –Κ–Α–Κ
–†–Β
–£–Ψ
–ï―¹–Μ–Η
―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –±―΄–Μ–Ψ –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Φ –¥–Μ―è –Ω―Ä–Β–¥―É―¹–Φ–Ψ―²―Ä–Β–Ϋ–Ϋ–Ψ–Ι –≥–Μ―É–±–Η–Ϋ―΄,
–Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Η ―Ä–Β–Μ―¨–Β―³–Α –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―² –≤―΄–Β–Φ–Κ–Η (–Φ–Β―²–Η–Ϋ―΄ –Ψ―² ―â–Β―²–Ψ–Κ), –Κ–Ψ―²–Ψ―Ä―΄–Β –Η―¹―΅–Β–Ζ–Α―é―²
―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ―¹–Μ–Β ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è. –ï―¹–Μ–Η –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨
–≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ϋ–Β –Κ–Ψ―Ä―Ä–Β–Κ―²–Η―Ä―É–Β―²―¹―è, –Ϋ–Α –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Φ –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Η ―Ä–Β–Μ―¨–Β―³–Α –Ψ―¹―²–Α―é―²―¹―è
–Ϋ–Β―Ä–Α―¹―²–≤–Ψ―Ä–Β–Ϋ–Ϋ―΄–Β –Ψ―¹―²–Α―²–Κ–Η –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α. –£ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ψ–Ϋ–Η –Ϋ–Α―¹―΄―â–Α―é―² –≤―΄–Φ―΄–≤–Ϋ–Ψ–Ι
―Ä–Α―¹―²–≤–Ψ―Ä –Η ―¹–Μ―É–Ε–Α―² –Ω―Ä–Η―΅–Η–Ϋ–Ψ–Ι –Ω–Ψ―è–≤–Μ–Β–Ϋ–Η―è –Ω―è―²–Β–Ϋ –Ω–Ψ―¹–Μ–Β ―¹―É―à–Κ–Η –Ϋ–Α –≥–Ψ―²–Ψ–≤–Ψ–Ι ―³–Ψ―Ä–Φ–Β.
6.2.3.4. –Γ―É―à–Κ–Α
–ü–Ψ―¹–Μ–Β –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ ―¹ ―Ä–Β–Μ―¨–Β―³–Ψ–Φ ―¹―É―à–Α―²―¹―è –Ϋ–Α–≥―Ä–Β―²―΄–Φ –≤–Ψ–Ζ–¥―É―Ö–Ψ–Φ –≤ ―¹―É―à–Η–Μ―¨–Ϋ–Ψ–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β.
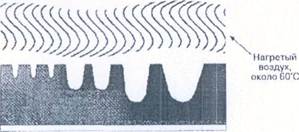
–†–Η―¹. 6.14. –Γ―É―à–Κ–Α
–ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β –Ω―Ä–Ψ―Ü–Β―¹―¹–Α ―¹―É―à–Κ–Η
–Γ―É―à–Κ–Α –Ψ–Κ–Α–Ζ―΄–≤–Α–Β―² ―¹―É―â–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Β –≤–Μ–Η―è–Ϋ–Η–Β –Ϋ–Α –Κ–Α―΅–Β―¹―²–≤–Ψ ―³–Ψ―Ä–Φ―΄. –û–Ϋ–Α –Η–Φ–Β–Β―² –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β, –≤ ―΅–Α―¹―²–Ϋ–Ψ―¹―²–Η, –¥–Μ―è –≤–Ψ–Ζ–≤―Ä–Α―²–Α ―³–Ψ―Ä–Φ―΄ –Κ ―¹–≤–Ψ–Β–Ι –Ϋ–Ψ―Ä–Φ–Α–Μ―¨–Ϋ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ–Β. –ü–Ψ―ç―²–Ψ–Φ―É ―¹–Μ–Β–¥―É–Β―² ―É―΅–Η―²―΄–≤–Α―²―¨ ―¹–Μ–Β–¥―É―é―â–Η–Β ―É–Κ–Α–Ζ–Α–Ϋ–Η―è:
–Γ–Μ–Β–¥–Η―²―¨ –Ζ–Α ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η–Β–Φ ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄. –Δ–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α –≤―΄―à–Β 65 "–Γ –Φ–Ψ–Ε–Β―² –≤―΄–Ζ–≤–Α―²―¨ –Ω―Ä–Ψ–±–Μ–Β–Φ―΄ –Ω―Ä–Η ―¹–Ψ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Η ―Ä–Α–Ζ–Φ–Β―Ä–Ψ–≤, ―²–Α–Κ –Κ–Α–Κ –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² ―É―¹–Α–¥–Κ–Α –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η, ―¹–Ψ―Ö―Ä–Α–Ϋ―è―é―â–Β–Ι ―Ä–Α–Ζ–Φ–Β―Ä―΄ –Ω―Ä–Η –Ϋ–Ψ―Ä–Φ–Α–Μ―¨–Ϋ―΄―Ö ―É―¹–Μ–Ψ–≤–Η―è―Ö. –Δ–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α –Ϋ–Η–Ε–Β 60 ¬Α–Γ –Ω―Ä–Η–≤–Ψ–¥–Η―² –Κ –±–Ψ–Μ―¨―à–Β–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―¹―É―à–Κ–Η.
–ü―Ä–Ψ–≤–Β―Ä–Η―²―¨ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ –Ω–Ψ―¹–Μ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Η, –≤ ―¹–Μ―É―΅–Α–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ―¹―²–Η, –Ψ―΅–Η―¹―²–Η―²―¨ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α. –†–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β–Φ–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―¹―É―à–Κ–Η –Ζ–Α–≤–Η―¹–Η―² –Ψ―² –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è –Η ―²–Ψ–Μ―â–Η–Ϋ―΄ ―³–Ψ―Ä–Φ―΄. –Γ–Μ–Β–¥―É–Β―² –Η–Ζ–±–Β–≥–Α―²―¨ ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η―è –Η ―É–Φ–Β–Ϋ―¨―à–Β–Ϋ–Η―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―¹―É―à–Κ–Η.
–ü–Β ―¹–Μ–Β–¥―É–Β―² –Ζ–Α–Ω–Ψ–Μ–Ϋ―è―²―¨ –≤―΄–¥–≤–Η–Ε–Ϋ―΄–Β ―è―â–Η–Κ–Η ―¹―É―à–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –¥–Ψ –Ω–Β―Ä–Β–¥–Ϋ–Β–≥–Ψ –Κ―Ä–Α―è.
–ü–Β―Ä–Β–¥ –Ψ―²–¥–Β–Μ–Κ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―¹–Μ–Β–¥―É–Β―² –Ψ―Ö–Μ–Α–¥–Η―²―¨.
–î–Α–Ε–Β –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ –Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Β <|―é―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –≤–Ψ –≤―Ä–Β–Φ―è –Η―Ö ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―è –Η–Μ–Η –Ω–Ψ―¹–Μ–Β –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―²–Β―Ä―è―é―² 1βÄî2% ―¹–≤–Ψ–Β–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄. –ï―¹–Μ–Η –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ –Κ ―É–Ε–Β –Η–Φ–Β―é―â–Β–Φ―É―¹―è –Ϋ–Α–±–Ψ―Ä―É ―³–Ψ―Ä–Φ –Ω―Ä–Η–Ψ–±―Ä–Β―²–Α―é―²―¹―è –Ϋ–Ψ–≤―΄–Β ―³–Ψ―Ä–Φ―΄, ―²–Ψ –Ψ–Ϋ–Η, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Η–Φ–Β―é―² –±–Ψ–Μ―¨―à―É―é ―²–Ψ–Μ―â–Η–Ϋ―É.
–†–Β–Ζ―É–Μ―¨―²–Α―² –Ω―Ä–Ψ―Ü–Β―¹―¹–Α ―¹―É―à–Κ–Η
–£–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ–Α –≤–Ω–Η―²―΄–≤–Α–Β―² –≤―΄–Φ―΄–≤–Ϋ–Ψ–Ι ―Ä–Α―¹―²–≤–Ψ―Ä, ―Ä–Β–Μ―¨–Β―³–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β ―Ä–Α–Ζ–Φ―è–≥―΅–Α–Β―²―¹―è –Η –Ϋ–Α–±―É―Ö–Α–Β―². –£–Ω–Η―²―΄–≤–Α–Ϋ–Η–Β –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α –Ζ–Α–≤–Η―¹–Η―² –Ψ―² –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η ―Ä–Β–Μ―¨–Β―³–Ϋ–Ψ–≥–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, –Α ―²–Α–Κ–Ε–Β –Ψ―² –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è, –≤–Η–¥–Α –Η ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄ –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α. –Γ―Ä–Β–¥–Ϋ―è―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ϋ–Α―Ö–Ψ–Ε–¥–Β–Ϋ–Η―è –≤ ―¹―É―à–Η–Μ―¨–Ϋ–Ψ–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β –Ζ–Α–≤–Η―¹–Η―² –Ψ―² –Ϋ–Α–±―É―Ö–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –Η –Ψ―² –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ–Ψ–≥–Ψ –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α –Η ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ψ―² 2 –¥–Ψ 3 ―΅. –Δ–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ–Α –Ω―Ä–Β–≤―΄―à–Α―²―¨ 65 "–Γ.
–ï―¹–Μ–Η –Ω–Β―Ä–Β–¥ ―²–Β–Φ, –Κ–Α–Κ ―³–Ψ―Ä–Φ―΄ –≤–Β―Ä–Ϋ―É―² ―¹–≤–Ψ―é –Ϋ–Ψ―Ä–Φ–Α–Μ―¨–Ϋ―É―é ―²–Ψ–Μ―â–Η–Ϋ―É, –Ψ–Ϋ–Η –Ω–Ψ–¥–≤–Β―Ä–≥–Α―é―²―¹―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β, ―²–Ψ –Ψ―¹―²–Α―²–Κ–Η –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α, ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Η–Β―¹―è –≤ ―³–Ψ―Ä–Φ–Β, ―¹ ―²―Ä―É–¥–Ψ–Φ –Η –Ϋ–Β―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ –Η–Ζ–≤–Μ–Β–Κ–Α―é―²―¹―è –Η–Ζ ―³–Ψ―Ä–Φ―΄. –Δ–Ψ–≥–¥–Α –≤ –≥–Ψ―²–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ–Α―Ö –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ―΄–Β –¥–Ψ–Ω―É―¹–Κ–Η –Ϋ–Ψ ―²–Ψ–Μ―â–Η–Ϋ–Β. –ü–Ψ―ç―²–Ψ–Φ―É –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―¹–Μ–Β–¥–Η―²―¨, ―΅―²–Ψ–±―΄ ―¹―É―à–Κ–Α –±―΄–Μ–Α –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–Ι. –ü–Ψ―¹–Μ–Β ―¹―É―à–Κ–Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄ –Ψ―¹―²–Α–Β―²―¹―è –Ϋ–Β–Φ–Ϋ–Ψ–≥–Ψ –Μ–Η–Ω–Κ–Ψ–Ι, –Ω–Ψ―ç―²–Ψ–Φ―É ―³–Ψ―Ä–Φ―΄ –Ϋ–Β ―¹–Μ–Β–¥―É–Β―² ―¹–Κ–Μ–Α–¥―΄–≤–Α―²―¨ –≤ ―¹―²–Α–Ω–Β–Μ―¨, –Ψ–Ϋ–Η –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ―΄ ―¹–Ψ–Ω―Ä–Η–Κ–Α―¹–Α―²―¨―¹―è ―¹ –¥―Ä―É–≥–Η–Φ–Η –Ω―Ä–Β–¥–Φ–Β―²–Α–Φ–Η. –Λ–Ψ―Ä–Φ―΄ –≤ ―ç―²–Ψ –≤―Ä–Β–Φ―è –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –≤–Ψ―¹–Ω―Ä–Η–Η–Φ―΅–Η–≤―΄ –Κ –≥―Ä―è–Ζ–Η, –¥–Ϋ–Β–≤–Ϋ–Ψ–Φ―É ―¹–≤–Β―²―É –Η –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―é –Ψ–Ζ–Ψ–Ϋ–Α. –Γ–≤–Ψ―é –Μ–Η–Ω–Κ–Ψ―¹―²―¨ –Ψ–Ϋ–Η ―²–Β―Ä―è―é―² ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ―¹–Μ–Β –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η.
6.2.3.5. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α
–†–Α–Ζ–Μ–Η―΅–Α―é―² ―Ö–Η–Φ–Η―΅–Β―¹–Κ―É―é –Η ―¹–≤–Β―²–Ψ–≤―É―é –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―É―é –Ψ–±―Ä–Α–±–Ψ―²–Κ―É. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É ―Ö–Η–Φ–Η―΅–Β―¹–Κ–Α―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α ―Ä–Α―¹―²–≤–Ψ―Ä–Ψ–Φ ―Ö–Μ–Ψ―Ä–Α –Η–Μ–Η –±―Ä–Ψ–Φ–Α ―¹–Β–Ι―΅–Α―¹ ―É–Ε–Β –Β–¥–≤–Α –Μ–Η –Φ–Ψ–Ε–Β―² –Ω―Ä–Η–Φ–Β–Ϋ―è―²―¨―¹―è, –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α ―²–Ψ–Μ―¨–Κ–Ψ –Θ–Λ-―¹–≤–Β―²–Ψ–Φ –Γ.
–î–Β–Ι―¹―²–≤–Η–Β
–¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η
–ü–Ψ―¹–Μ–Β ―¹―É―à–Κ–Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –±–Μ–Β―¹―²―è―â–Α―è –Η –≤―¹–Β –Β―â–Β –Ϋ–Β–Φ–Ϋ–Ψ–≥–Ψ –Μ–Η–Ω-
–Θ–Λ-–Η–Ζ―è―É―΅–Β–Ϋ–Η–Β –Γ
–Ψ–Ψ–Ψ–Ψ–Ψ–Ψ–Ψ
―à―à―à―à―à

–†–Η―¹. 6.15. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α ―¹–≤–Β―²–Ψ–Φ
–Κ–Α―è. –ü–Ψ―ç―²–Ψ–Φ―É –Ψ–Ϋ–Α –≤–Ψ―¹–Ω―Ä–Η–Η–Φ―΅–Η–≤–Α –Κ –Ζ–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Η―è–Φ –Η –Η–Ζ–Φ–Β–Ϋ–Β–Ϋ–Η―è–Φ –Ω–Ψ–¥ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β–Φ –¥–Α–≤–Μ–Β–Ϋ–Η―è –Η –≤–Ψ–Ζ–¥―É―Ö–Α. –û–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ―΄–Β ―¹–≤–Ψ–Ι―¹―²–≤–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η, ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Φ―É –Ω―Ä–Ψ―Ü–Β―¹―¹―É, ―³–Ψ―Ä–Φ–Α –Ω―Ä–Η–Ψ–±―Ä–Β―²–Α–Β―² ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ―¹–Μ–Β –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–≤–Ψ–Μ–Ϋ–Ψ–≤–Ψ–≥–Ψ –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –Γ, –Ω―Ä–Η―΅–Β–Φ –±–Μ–Β―¹―²―è―â–Α―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―¹–Ψ―Ö―Ä–Α–Ϋ―è–Β―²―¹―è.
–ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β
–¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η
–ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―΄―é―¹―²―¨ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ζ–Α–≤–Η―¹–Η―² –Ψ―² –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Α –Ψ―¹―²–Α―²–Κ–Ψ–≤ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ϋ–Α―Ö–Ψ–¥―è―²―¹―è –≤ –Φ–Α―²–Β―Ä–Η–Α–Μ–Β –Η –Ω–Ψ―¹–Μ–Β ―¹―É―à–Κ–Η. –ü–Ψ―ç―²–Ψ–Φ―É –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―¹―É―à–Κ–Η –Φ–Ψ–Ε–Β―² –Ψ–Κ–Α–Ζ―΄–≤–Α―²―¨ –≤–Μ–Η―è–Ϋ–Η–Β –Ϋ–Α ―Ä–Β–Ζ―É–Μ―¨―²–Α―². –†–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¨ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―É―é –Ψ–±―Ä–Α–±–Ψ―²–Κ―É ―¹–≤–Β―²–Ψ–Φ –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ω–Ψ―¹–Μ–Β –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ –Ω―Ä–Ψ–≤–Β–¥–Β–Ϋ–Ϋ–Ψ–Ι ―¹―É―à–Κ–Η. –†–Β–Α–Κ―Ü–Η―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤ –Ϋ–Α –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β –Γ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Α. –ü–Ψ―ç―²–Ψ–Φ―É –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β –≤―Ä–Β–Φ―è ―¹–Μ–Β–¥―É–Β―² –Ψ–Ω―Ä–Β–¥–Β–Μ―è―²―¨ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―²–Β―¹―²–Ψ–≤. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α –Φ–Ψ–Ε–Β―² –Ω―Ä–Β―Ä―΄–≤–Α―²―¨―¹―è –¥–Μ―è –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―è, –Α –Ζ–Α―²–Β–Φ –Ω―Ä–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ―¹―²–Η –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Β–Ϋ–Α.
–ü―Ä–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι ―¹―É―à–Κ–Β ―³–Ψ―Ä–Φ―΄ –Φ–Ψ–≥―É―² –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―²―¨ –Ϋ–Β–Ω–Ψ–Μ–Α–¥–Κ–Η (–Β―¹–Μ–Η –Ψ―²–¥–Β–Μ–Κ–Α –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ϋ–Β ―¹―Ä–Α–Ζ―É –Ω–Ψ―¹–Μ–Β ―¹―É―à–Κ–Η). –ù–Η –≤ –Κ–Ψ–Β–Φ ―¹–Μ―É―΅–Α–Β –Ω–Β―Ä–Β–¥ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι –Ϋ–Β–Μ―¨–Ζ―è –Ω―Ä–Ψ―²–Η―Ä–Α―²―¨ ―³–Ψ―Ä–Φ―É ―¹–≤–Β–Ε–Η–Φ –≤―΄–Φ―΄–≤–Ϋ―΄–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Ψ–Φ.
–î–Ψ–Ω―É―¹―²–Η–Φ―΄–Ι –Η–Ϋ―²–Β―Ä–≤–Α–Μ –Ψ–≥―Ä–Α–Ϋ–Η―΅–Η–≤–Α–Β―²―¹―è –Η–Ζ-–Ζ–Α –Ω–Ψ–≤―΄―à–Β–Ϋ–Η―è ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄ –≤–Ψ –≤―Ä–Β–Φ―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η. –£–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β –Ω–Β―Ä–Β–≥―Ä–Β–≤–Α ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –Ω―Ä–Η –≤―΄―¹–Ψ–Κ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Β –≤–Ψ–Ζ–¥―É―Ö–Α –≤ –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η–Η ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¨ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―É―é –Ψ–±―Ä–Α–±–Ψ―²–Κ―É –Η –Ζ–Α–Κ–Μ―é―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ϋ–Β –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ, –Α –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ. –ü―Ä–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β –Ω–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ –Φ–Ψ–≥―É―² –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α―²―¨―¹―è ―²―Ä–Β―â–Η–Ϋ―΄.
–£–Α–Ε–Ϋ–Α―è –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―è –Ω–Ψ ―²–Β―Ö–Ϋ–Η–Κ–Β –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η
–Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β –Γ, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β –¥–Μ―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―¹–Ω–Β―²–Ψ–Φ, –Ψ–Ω–Α―¹–Ϋ–Ψ –¥–Μ―è ―΅–Β–Μ–Ψ–≤–Β–Κ–Α (–¥–Μ―è –Κ–Ψ–Ε–Η –Η –≥–Μ–Α–Ζ). –î–Α–Ε–Β –Κ―Ä–Α–≥–≥–Κ–Ψ–≤―Ä–Β–Φ–Α―²–Ψ–Β –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β –Φ–Ψ–Ε–Β―² –≤―΄–Ζ–≤–Α―²―¨ –Ψ–Ε–Ψ–≥–Η –Ϋ–Α –Κ–Ψ–Ε–Β (–Κ–Α–Κ ―¹–Ψ–Μ–Ϋ–Β―΅–Ϋ―΄–Ι –Ψ–Ε–Ψ–≥) –Η –Ω―Ä–Η–≤–Β―¹―²–Η –Κ –Ω–Ψ–≤―Ä–Β–Ε–¥–Β–Ϋ–Η―è–Φ ―¹–Β―²―΅–Α―²–Κ–Η –Η–Μ–Η –Κ–Ψ–Ϋ―ä―é–Ϋ–Κ―²–Η–≤―΄ –≥–Μ–Α–Ζ–Α. –ü–Ψ―ç―²–Ψ–Φ―É –≤–Ψ –≤[–Ε–Φ―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―²―¨ –Ζ–Α–Κ―Ä―΄―²–Ψ, –Ϋ–Β–Μ―¨–Ζ―è –Ζ–Α–≥–Μ―è–¥―΄–≤–Α―²―¨ –≤ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ, –Β―¹–Μ–Η –≥–Μ–Α–Ζ–Α –Ϋ–Β –Ζ–Α―â–Η―â–Β–Ϋ―΄ (–Ζ–Α―â–Η―²–Ϋ―΄–Φ–Η –Ψ―΅–Κ–Α–Φ–Η –Ψ―² –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –Γ).
–Δ–Β―¹―² –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―¹–≤–Β―²–Ψ–Φ
–ù–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―É―é –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Φ–Ψ–Ε–Ϋ–Ψ –Μ–Β–≥–Κ–Ψ –Ψ–Ω―Ä–Β–¥–Β–Μ–Η―²―¨. –™–Ψ―²–Ψ–≤–Α―è –≤―΄―¹―É―à–Β–Ϋ–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α–Β―²―¹―è –≤ ―²–Β―΅–Β–Ϋ–Η–Β 4 –Φ–Η–Ϋ, –Α –Ζ–Α―²–Β–Φ –Ω―Ä–Ψ–≤–Β―Ä―è–Β―²―¹―è –Β–Β –Μ–Η–Ω–Κ–Ψ―¹―²―¨. –≠―²–Ψ―² –Ω―Ä–Ψ―Ü–Β―¹―¹ ―¹–Μ–Β–¥―É–Β―² –Ω–Ψ–≤―²–Ψ―Ä―è―²―¨ –Ϋ–Ψ 1βÄî2 –Φ–Η–Ϋ –¥–Ψ ―²–Β―Ö –Ω–Ψ―Ä, –Ω–Ψ–Κ–Α –Μ–Η–Ω–Κ–Ψ―¹―²―¨ –Ϋ–Β –±―É–¥–Β―² ―É―¹―²―Ä–Α–Ϋ–Β–Ϋ–Α. –î–Μ―è ―ç―²–Ψ–≥–Ψ –¥–Ψ ―¹–Η―Ö –Ω–Ψ―Ä –Ϋ–Β ―¹―É―â–Β―¹―²–≤―É–Β―² –Ω―Ä–Ψ―¹―²–Ψ–≥–Ψ ―¹―²–Α–Ϋ–¥–Α―Ä―²–Ϋ–Ψ–≥–Ψ ―²–Β―¹―²–Α ―¹ ―Ä–Β–Ζ―É–Μ―¨―²–Α―²–Ψ–Φ –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η―è. –≠―²–Ψ―² ―²–Β―¹―² –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –≤ ―²–Β―΅–Β–Ϋ–Η–Β 10 –Φ–Η–Ϋ –Ω―Ä–Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Η –¦, –Ζ–Α―²–Β–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Α–Β―²―¹―è –Ω―Ä–Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Η –Γ.
–ù–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ζ–Α–≤–Η―¹–Η―² –Ψ―²:
―²–Η–Ω–Α –Φ–Α―²–Β―Ä–Η–Α–Μ–Α;
―²–Η–Ω–Α –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α;
–Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―¹―É―à–Κ–Η.
–û–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ―΄ –Η–Φ–Β―²―¨ ―²―Ä–Β―â–Η–Ϋ –Η–Μ–Η –Φ–Α―²–Ψ–≤–Ψ–Ι ―¹―²―Ä―É–Κ―²―É―Ä―΄, –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ ―¹–Μ–Β–¥―É–Β―² –Ψ–±―Ä–Α―â–Α―²―¨ –≤–Ϋ–Η–Φ–Α–Ϋ–Η–Β –Ϋ–Α –±–Ψ–Κ–Ψ–≤―΄–Β –≥―Ä–Α–Ϋ–Η.
6.2.3.6. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–≠―²–Α –Ω–Ψ―¹–Μ–Β–¥–Ϋ―è―è ―¹―²―É–Ω–Β–Ϋ―¨ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –≤–Φ–Β―¹―²–Β ―¹ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι –Η–Μ–Η –Ω–Ψ―¹–Μ–Β –Ϋ–Β–Β.
–Π–Β–Μ―¨ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è
–½–Α–Κ–Μ―é―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –¥–Μ―è ―²–Ψ–≥–Ψ, ―΅―²–Ψ–±―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―é –Η ―¹―à–Η–≤–Α–Ϋ–Η–Β –≤―¹–Β―Ö –Ϋ–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤ ―³–Ψ―Ä–Φ―΄. –ü―Ä–Η –Ϋ–Β–Ω–Ψ–Μ–Ϋ–Ψ–Φ ―¹―à–Η–≤–Α–Ϋ–Η–Η –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤ –Ϋ–Β –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Ι ―¹―Ä–Ψ–Κ ―¹–Μ―É–Ε–±―΄ ―³–Ψ―Ä–Φ―΄. –ü―Ä–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Φ –Ζ–Α–Κ–Μ―é―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –Φ–Β–Μ–Κ–Η–Β –¥–Β―²–Α–Μ–Η ―²–Β―Ä―è―é―²―¹―è –≤–Ψ –≤―Ä–Β–Φ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è, –Α –Ϋ–Α ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ–Α―Ö ―²–Ψ―΅–Κ–Η –≤―΄―¹–Ψ–Κ–Η―Ö ―¹–≤–Β―²–Ψ–≤ –Ω―Ä–Ψ–Ω–Α–¥–Α―é―² –Η–Μ–Η –Ϋ–Β–Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ω–Β―΅–Α―²–Α―é―²―¹―è.
–ü―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η–Β
–¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è
–î–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è –Ω–Ψ–Μ–Ϋ–Ψ–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–≤ ―Ä–Β–Μ―¨–Β―³–Α –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―Ä–Φ―΄.
–Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β –ê
–Ψ–Ψ–Ψ–Ψ–Ψ–Ψ–Ψ
―à―à―à―à―à
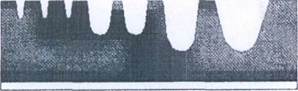
–†–Η―¹. 6.16. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–Ω–Α–Ϋ–Η–Β
–ö–Α–Κ –Η –¥–Μ―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –¥–Μ―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β –ê. –ü–Ψ―¹–Μ–Β ―ç―²–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α –Ω―Ä–Η–Ψ–±―Ä–Β―²–Α–Β―² ―²–≤–Β―Ä–¥–Ψ―¹―²―¨ –Η –¥–Ψ–Μ–≥–Ψ–≤–Β―΅–Ϋ–Ψ―¹―²―¨.
–£–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β
–¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è
–½–Α–≤–Β―Ä―à–Α―é―â–Β–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω–Ψ–≤―΄―à–Α–Β―² ―¹–Ψ–Ω―Ä–Ψ―²–Η–≤–Μ―è–Β–Φ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄ –Κ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è–Φ –Κ―Ä–Α―¹–Ψ–Κ –Η ―΅–Η―¹―²―è―â–Η―Ö ―¹―Ä–Β–¥―¹―²–≤. –û–Ϋ–Ψ –Ω―Ä–Η–¥–Α–Β―² ―³–Ψ―Ä–Φ–Β –Ψ–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ―É―é ―²–≤–Β―Ä–¥–Ψ―¹―²―¨.
–≠―³―³–Β–Κ―²–Η–≤–Ϋ–Ψ―¹―²―¨ –Ζ–Α–≤–Β―Ä―à–Α―é―â–Β–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ζ–Α–≤–Η―¹–Η―² –Ψ―² –Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²–Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è ―ç–Κ―¹–Ω–Ψ–Ζ–Η―Ü–Η–Ψ–Ϋ–Ϋ―΄―Ö –Μ–Α–Φ–Ω. –û–Ϋ–Ψ –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –≤ –Ψ–±―΄―΅–Ϋ―΄―Ö ―ç–Κ―¹–Ω–Ψ–Ζ–Η―Ü–Η–Ψ–Ϋ–Ϋ―΄―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α―Ö ―¹ –Ω–Β―Ä–Β–¥–Ϋ–Β–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄, –±–Β–Ζ –Ϋ–Β–≥–Α―²–Η–≤–Α –Η –≤–Α–Κ―É―É–Φ–Α. –½–Α–≤–Β―Ä―à–Α―é―â–Β–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Η–Ω–Α ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Α–Β―²―¹―è 10βÄî15 –Φ–Η–Ϋ, –Α –Ω―Ä–Η ―¹―²–Α―Ä―΄―Ö –Μ–Α–Φ–Ω–Α―Ö –Ω―Ä–Ψ–¥–Μ–Β–≤–Α–Β―²―¹―è –Ϋ–Α 5 –Φ–Η–Ϋ. –û–Ϋ–Ψ –Φ–Ψ–Ε–Β―² –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¨―¹―è –≤–Φ–Β―¹―²–Β ―¹ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι ―¹–≤–Β―²–Ψ–Φ. –ü―Ä–Η –≤―΄―¹–Ψ–Κ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Β –≤–Ψ–Ζ–¥―É―Ö–Α –≤ –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η–Η (–±–Ψ–Μ–Β–Β 28 ¬Α–Γ) –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α ―¹–≤–Β―²–Ψ–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω–Β―Ä–Β–¥ –Ζ–Α–≤–Β―Ä―à–Α―é―â–Η–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ.
6.2.3.7. –û–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Β –Η ―É―¹―²―Ä–Α–Ϋ–Β–Ϋ–Η–Β –¥–Β―³–Β–Κ―²–Ψ–≤
–î–Β―³–Β–Κ―²―΄ –Φ–Ψ–≥―É―² –Ω–Ψ―è–≤–Μ―è―²―¨―¹―è –Ϋ–Α –≤―¹–Β―Ö ―¹―²–Α–¥–Η―è―Ö –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ. –ù–Α―΅–Η–Ϋ–Α―è ―¹ ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―è –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ, –Η―¹―Ö–Ψ–¥–Ϋ―΄―Ö –Ψ―Ä–Η–≥–Η–Ϋ–Α–Μ–Ψ–≤ –Η –Ϋ–Β–≥–Α―²–Η–≤–Ψ–≤ –Η –Ζ–Α–Κ–Α–Ϋ―΅–Η–≤–Α―è –Ψ–±―Ä–Α―â–Β–Ϋ–Η–Β–Φ ―¹ –≥–Ψ―²–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι. –‰–Ϋ–Ψ–≥–¥–Α –±―΄–≤–Α–Β―² ―²―Ä―É–¥–Ϋ–Ψ –Ψ–¥–Ϋ–Ψ–Ζ–Ϋ–Α―΅–Ϋ–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Η―²―¨ –Ω―Ä–Η―΅–Η–Ϋ―É –¥–Β―³–Β–Κ―²–Α. –î–Μ―è –Α–Ϋ–Α–Μ–Η–Ζ–Α –¥–Β―³–Β–Κ―²–Ψ–≤ –Η –Ω―Ä–Ψ–±–Μ–Β–Φ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄: –Ω–Μ–Α―¹―²–Η–Ϋ–Α, –Ϋ–Β–≥–Α―²–Η–≤-–Ψ―Ä–Η–≥–Η–Ϋ–Α–Μ –Η –Ψ–±―Ä–Α–Ζ–Β―Ü –Ω–Β―΅–Α―²–Η.
–ù–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ –≤–Α–Κ―É―É–Φ–Α
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ϋ–Β―΅–Β―²–Κ–Η–Β –Κ―Ä–Α―è –¥–Β―²–Α–Μ–Β–Ι –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è;
–Ϋ–Β―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Α―è ―à–Η―Ä–Η–Ϋ–Α –Μ–Η–Ϋ–Η–Ι –Η –±―É–Κ–≤;
–Ϋ–Β–±–Ψ–Μ―¨―à–Η–Β –Ω―Ä–Ψ–±–Β–Μ―΄, –≤ –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ―¹―²–Η –Ϋ–Α ―²–Β–Ϋ–Β–≤―΄―Ö –Η ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―É―΅–Α―¹―²–Κ–Α―Ö;
–Ϋ–Α ―³–Ψ―Ä–Φ–Β –≤–Η–¥–Ϋ―΄ –≤–Α–Κ―É―É–Φ–Ϋ―΄–Β –Κ–Α–Ϋ–Α–Μ―΄.
–ü―Ä–Η―΅–Η–Ϋ–Α:
–Ω―É–Ζ―΄―Ä―¨–Κ–Η –≤–Ψ–Ζ–¥―É―Ö–Α –Φ–Β–Ε–¥―É –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ –Η –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι. –ù–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Ι –Η –Ω―Ä–Β―Ä―΄–≤–Η―¹―²―΄–Ι –≤–Α–Κ―É―É–Φ –Ω―Ä–Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η, –≤―΄–Ζ–≤–Α–Ϋ–Ϋ―΄–Ι ―¹–Μ–Α–±―΄–Φ –Φ–Α―²–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ω–Μ–Β–Ϋ–Κ–Η;
–Ϋ–Β–≥–Α―²–Η–≤ –Μ–Β–Ε–Α–Μ –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ–Ψ–Ι;
–Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –Ϋ–Β –±―΄–Μ–Α ―É–¥–Α–Μ–Β–Ϋ–Α –Ω–Β―Ä–Β–¥ –Ψ―¹–Ϋ–Ψ–≤–Ϋ―΄–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ;
–Ϋ–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Μ–Α―¹―¨ –Φ–Α―¹–Κ–Η―Ä―É―é―â–Α―è –Μ–Β–Ϋ―²–Α;
―¹–Μ–Η―à–Κ–Ψ–Φ ―¹–Η–Μ―¨–Ϋ–Ψ–Β –Ϋ–Α–≥―Ä–Β–≤–Α–Ϋ–Η–Β –Ω–Μ–Β–Ϋ–Κ–Η –≤–Ψ –≤―Ä–Β–Φ―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
–ï―¹–Μ–Η ―ç―²–Η –¥–Β―³–Β–Κ―²―΄ –≤–Η–¥–Ϋ―΄ –Ϋ–Α –≤―¹–Β–Ι –Ω–Μ–Ψ―â–Α–¥–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, –Ω―Ä–Η―΅–Η–Ϋ–Ψ–Ι –Φ–Ψ–Ε–Β―² ―²–Α–Κ–Ε–Β –±―΄―²―¨ –Ψ―΅–Β–Ϋ―¨ ―¹–Η–Μ―¨–Ϋ–Α―è –Ω–Β―Ä–Β–¥–Β―Ä–Ε–Κ–Α –Ω―Ä–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η.
–î–Β―³–Β–Κ―²―΄ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
―É–≥–Μ―É–±–Μ–Β–Ϋ–Η―è –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ ―¹ –Ϋ–Β―΅–Β―²–Κ–Η–Φ–Η –Κ―Ä–Α―è–Φ–Η,
―Ä―è–±―¨ –≤ ―³–Ψ―Ä–Φ–Β –Κ–Ψ–Μ–Β―Ü –Η–Μ–Η –≤–Ψ–Μ–Ϋ –Ϋ–Α –Α –Φ–Ψ―à–Ϋ–Ψ–Φ ―³–Ψ–Ϋ–Β. –ü―Ä–Η―΅–Η–Ϋ–Α:
–¥–Β―³–Β–Κ―²―΄ –Φ–Ψ–≥―É―² –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―²―¨ –Η–Ζ-–Ζ–Α –Ζ–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Η–Ι –Φ–Β–Ε–¥―É –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ –Η –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι –Ϋ–Α –Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ―΄―Ö ―΅–Α―¹―²―è―Ö –Ϋ–Β–≥–Α―²–Η–≤–Α, –Η–Ζ-–Ζ–Α –Ζ–Α―΅–Η―¹―²–Ψ–Κ –Ϋ–Β–≥–Α―²–Η–≤–Α –Η –Η–Ζ- –Ζ–Α –≥―Ä―è–Ζ–Η (–Κ―Ä–Α―¹–Ϋ–Α―è –Κ―Ä–Α―¹–Κ–Α –¥–Μ―è –≤―΄–Κ―Ä―΄–≤–Α–Ϋ–Η―è –Η–Μ–Η –Κ―Ä–Α―¹–Κ–Α –¥–Μ―è ―Ä–Β―²―É―à–Η) –Ϋ–Α –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β.–ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α –≤ –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Φ ―¹–Ψ―¹―²–Ψ―è–Ϋ–Η–Η –Ψ―΅–Β–Ϋ―¨ ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Α –Κ –¥–Α–≤–Μ–Β–Ϋ–Η―é, –Ϋ–Β―Ä–Ψ–≤–Ϋ–Ψ―¹―²–Η –Ϋ–Β–≥–Α―²–Η–≤–Α, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―¹–≥–Η–±―΄ –Ω–Μ–Β–Ϋ–Κ–Η, –Ζ–Α―΅–Η―â–Β–Ϋ–Ϋ―΄–Β ―É―΅–Α―¹―²–Κ–Η –Η –Ζ–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Η―è –Φ–Β–Ε–¥―É –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ –Η –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι –Ω―Ä–Η –¥–Α–≤–Μ–Β–Ϋ–Η–Η –≤–Α–Κ―É―É–Φ–Α –≤–¥–Α–≤–Μ–Η–≤–Α―é―²―¹―è –≤ –Ϋ–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄. –£–Ψ –≤―Ä–Β–Φ―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―ç―²–Α –¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η―è ―³–Η–Κ―¹–Η―Ä―É–Β―²―¹―è –≤ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η. –ü–Ψ–¥–Ψ–±–Ϋ–Ψ–Β –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Η –Κ –Η–Ϋ―²–Β―Ä―³–Β―Ä–Β–Ϋ―Ü–Η–Ψ–Ϋ–Ϋ―΄–Φ –Κ–Ψ–Μ―¨―Ü–Α–Φ –ù―¨―é―²–Ψ–Ϋ–Α, –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―â–Η–Φ, –Κ–Ψ–≥–¥–Α –¥–≤–Β –Ψ―΅–Β–Ϋ―¨ –≥–Μ–Α–¥–Κ–Η–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –Ϋ–Β–Φ–Α―²–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è ―ç–Φ―É–Μ―¨―¹–Η–Ψ–Ϋ–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄, –Ω–Μ–Ψ―²–Ϋ–Ψ –Ω―Ä–Η–Ε–Α―²―΄ –¥―Ä―É–≥ –Κ –¥―Ä―É–≥―É.
–ù–Β―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Α―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―è
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ϋ–Β–±–Ψ–Μ―¨―à–Η–Β –Ω―Ä–Ψ–±–Β–Μ―΄ –Ω―Ä–Η –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ–Ι –≥–Μ―É–±–Η–Ϋ–Β ―Ä–Β–Μ―¨–Β―³–Α, –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –Ζ–Α–Φ–Β―²–Ϋ―΄ –Ϋ–Α ―à―Ä–Η―³―²–Ψ–≤―΄―Ö –Η ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―è―Ö.
–ü―Ä–Η―΅–Η–Ϋ–Α:
–Ψ―²–Κ–Μ–Ψ–Ϋ–Β–Ϋ–Η―è ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –Η–Ζ-–Ζ–Α –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―è –Κ–Η―¹–Μ–Ψ―Ä–Ψ–¥–Α –Ω―Ä–Η –Ψ―²–Κ–Μ–Β–Β–Ϋ–Ϋ–Ψ–Ι –Φ–Β―¹―²–Α–Φ–Η –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β;
–Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²―¨ –Ϋ–Β–≥–Α―²–Η–≤–Α.
–ß―²–Ψ–±―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ–Β –Ω–Ψ–Κ―Ä―΄―²–Η–Β ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―²–Ψ―΅–Β–Κ, ―³–Ψ―²–Ψ–≥―Ä–Α―³–Η―΅–Β―¹–Κ–Α―è –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²―¨ –Ϋ–Α ―É―΅–Α―¹―²–Κ–Α―Ö –Ω–Ψ―΅–Β―Ä–Ϋ–Β–Ϋ–Η―è –Ϋ–Β–≥–Α―²–Η–≤–Α –¥–Μ―è –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –¥–Ψ–Μ–Ε–Ϋ–Α ―¹–Ψ―¹―²–Α–≤–Μ―è―²―¨ –±–Ψ–Μ–Β–Β 4,0. –ü―Ä–Η –±–Ψ–Μ–Β–Β –Ϋ–Η–Ζ–Κ–Ψ–Ι –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²–Η –Η –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –≤–Ψ –≤―Ä–Β–Φ―è –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β ―É―΅–Α―¹―²–Κ–Η –Φ–Ψ–≥―É―² –Ω―Ä–Ψ–±–Η–≤–Α―²―¨―¹―è, –Α –Ω―Ä–Ψ–±–Β–Μ―΄ –≤―΄―Ä–Α–≤–Ϋ–Η–≤–Α―²―¨―¹―è. –ü–Ψ–¥–Ψ–±–Ϋ–Ψ–Β –¥–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –≤–Ψ–Ζ–Ϋ–Η–Κ–Α–Β―², –Β―¹–Μ–Η –¥–Μ―è ―²–Α–Κ–Ψ–≥–Ψ –Ω–Β―΅–Α―²–Ϋ–Ψ–≥–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α, –Ϋ–Α –Κ–Ψ―²–Ψ―Ä–Ψ–Ι –Φ–Β―¹―²–Α–Φ–Η –Ψ―²–Κ–Μ–Β–Β–Ϋ–Α –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α. –ö–Η―¹–Μ–Ψ―Ä–Ψ–¥, –Ω―Ä–Ψ–Ϋ–Η–Κ―à–Η–Ι –Φ–Β–Ε–¥―É –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –Η –Ω–Μ–Α―¹―²–Η–Ϋ–Ψ–Ι, –¥–Β–Ι―¹―²–≤―É–Β―² –Ω―Ä–Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –Κ–Α–Κ –Ζ–Α–Φ–Β–¥–Μ–Η―²–Β–Μ―¨. –ü–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―è –Ω―Ä–Ψ―²–Β–Κ–Α–Β―² ―¹–Μ–Α–±–Β–Β, –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―² ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –Ω―Ä–Ψ–±–Β–Μ―΄, –≤ –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö ―¹–Μ―É―΅–Α―è―Ö –Φ–Ψ–≥―É―² –Ω―Ä–Ψ–Ω–Α–¥–Α―²―¨ ―²–Ψ―΅–Κ–Η, –Α –Μ–Η–Ϋ–Η–Η –Ψ―¹―²–Α―é―²―¹―è –≤–Ψ–Μ–Ϋ–Η―¹―²―΄–Φ–Η.
–ù–Β―΅–Β―²–Κ–Η–Ι, ―Ä–Α–Ζ–Φ―΄―²―΄–Ι ―Ä–Β–Μ―¨–Β―³
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ϋ–Β―΅–Β―²–Κ–Η–Ι ―Ä–Α–Ζ–Φ―΄―²―΄–Ι ―Ä–Β–Μ―¨–Β―³ βÄî –Ϋ–Β–Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―â–Α―è ―²–Ψ–Μ―â–Η–Ϋ–Α;
–Ω―Ä–Η –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―â–Β–Ι ―²–Ψ–Μ―â–Η–Ϋ–Β –Ϋ–Β –≤–Η–¥–Ϋ–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Η–Μ–Η –Φ–Ψ–Ε–Ϋ–Ψ ―Ä–Α―¹–Ω–Ψ–Ζ–Ϋ–Α―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –Κ–Ψ–Ϋ―²―É―Ä―΄.
―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η–Μ–Ψ –Ϋ–Β ―¹ ―²–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄,
–Ω–Β―Ä–Β–Ω―É―²–Α–Ϋ–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β,
–Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η–Μ–Ψ―¹―¨ –±–Β–Ζ –≤–Α–Κ―É―É–Φ–Α,
–Ω–Β―Ä–Β–¥ –Ψ―¹–Ϋ–Ψ–≤–Ϋ―΄–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ϋ–Β –±―΄–Μ–Α ―É–¥–Α–Μ–Β–Ϋ–Α –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α,
―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –±―΄–Μ–Ψ ―΅―Ä–Β–Ζ–≤―΄―΅–Α–Ι–Ϋ–Ψ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ―΄–Φ.
–ï―¹–Μ–Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ―¹–Κ–≤–Ψ–Ζ―¨ –Ψ―¹–Ϋ–Ψ–≤―É, ―²–Ψ –Ϋ–Α ―¹–Μ–Ψ–Β –Ϋ–Β –Ψ–±―Ä–Α–Ζ―É–Β―²―¹―è ―Ä–Β–Μ―¨–Β―³–Α. –ï―¹–Μ–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η–Μ–Ψ―¹―¨ ―¹–Ψ ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―¹–Μ–Ψ―è, ―²–Ψ –≤–Φ–Β―¹―²–Β ―¹ –Ψ―¹–Ϋ–Ψ–≤–Ϋ―΄–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –Ω–Ψ–Μ–Ϋ–Α―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―è –≤―¹–Β–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄ ―¹–Μ–Ψ―è. –‰–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –Φ–Ψ–Ε–Ϋ–Ψ ―É–≤–Η–¥–Β―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –≤ –≤–Η–¥–Β –Κ–Ψ–Ϋ―²―É―Ä–Α. –ï―¹–Μ–Η –Ω–Β―Ä–Β–¥ –Ψ―¹–Ϋ–Ψ–≤–Ϋ―΄–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ϋ–Β ―É–¥–Α–Μ–Β–Ϋ–Α –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –Η–Μ–Η –Ϋ–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –≤–Α–Κ―É―É–Φ, ―²–Ψ –Η–Ζ-–Ζ–Α ―Ä–Α―¹―¹–Β―è–Ϋ–Ϋ–Ψ–≥–Ψ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –Ω–Ψ–Μ―É―΅–Α–Β―²―¹―è –Ϋ–Β―΅–Β―²–Κ–Η–Ι, ―Ä–Α–Ζ–Φ―΄―²―΄–Ι ―Ä–Β–Μ―¨–Β―³ –±–Β–Ζ –¥–Β―²–Α–Μ–Β–Ι. –ß―Ä–Β–Ζ–≤―΄―΅–Α–Ι–Ϋ–Ψ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ω―Ä–Β–Ω―è―²―¹―²–≤―É–Β―² –≤―΄–Φ―΄–≤–Α–Ϋ–Η―é, –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β, ―Ä–Α―¹–Ω–Ψ–Ζ–Ϋ–Α–Β―²―¹―è –≤ –≤–Η–¥–Β –Κ–Ψ–Ϋ―²―É―Ä–Α.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† .¬Μ
–Γ–Μ–Η―à–Κ–Ψ–Φ –Ϋ–Β–≥–Μ―É–±–Ψ–Κ–Η–Ι ―Ä–Β–Μ―¨–Β―³ –î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α ―¹–Μ–Η―à–Κ–Ψ–Φ –≤―΄―¹–Ψ–Κ–Ψ–Β. –ü―Ä–Η―΅–Η–Ϋ–Α:
―¹–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄.
–û―¹―²–Α―²–Κ–Η –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ϋ–Α –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Φ –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Η ―Ä–Β–Μ―¨–Β―³–Α –Ψ―¹―²–Α–Β―²―¹―è ―¹–Μ–Ψ–Ι –Ϋ–Β–≤―΄–Φ―΄―²–Ψ–≥–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α. –Λ–Ψ–Ϋ ―²–Ψ–≥–¥–Α, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ϋ–Β―΅–Η―¹―²―΄–Ι –Η –Ε–Η―Ä–Ϋ―΄–Ι.
–ü―Ä–Η―΅–Η–Ϋ–Α:
―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Β; ―¹–Μ–Η―à–Κ–Ψ–Φ ―Ö–Ψ–Μ–Ψ–¥–Ϋ―΄–Ι –≤―΄–Φ―΄–≤–Ϋ–Ψ–Ι ―Ä–Α―¹―²–≤–Ψ―Ä; –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è.
–£–Ψ–Μ–Ϋ–Η―¹―²―΄–Β –Μ–Η–Ϋ–Η–Η, ―¹–Φ―΄―²―΄–Β ―²–Ψ―΅–Κ–Η –Η–Μ–Η ―Ä–Α―¹―²―Ä―΄
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
―²–Ψ–Ϋ–Κ–Η–Β –Μ–Η–Ϋ–Η–Η –Ω–Ψ―¹–Μ–Β ―¹―É―à–Κ–Η –Ψ―¹―²–Α―é―²―¹―è –≤–Ψ–Μ–Ϋ–Η―¹―²―΄–Φ–Η;
–Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ ―¹―²–Ψ―è―â–Η–Β ―²–Ψ―΅–Κ–Η –Η–Μ–Η ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β –Ω–Ψ–Μ―è ―¹ –Ψ―¹―²―Ä―΄–Φ–Η ―²–Ψ―΅–Κ–Α–Φ–Η –≤ ―¹–≤–Β―² –Α―Ö –Κ–Α–Ε―É―²―¹―è ―Ä–Α–Ζ―ä–Β–¥–Β–Ϋ–Ϋ―΄–Φ–Η –Η–Μ–Η –Ψ―²―¹―É―²―¹―²–≤―É―é―² –≤–Ψ–Ψ–±―â–Β.
–ü―Ä–Η―΅–Η–Ϋ–Α:
–Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –±―΄–Μ–Ψ ―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Η–Φ;
–¥–Β―²–Α–Μ–Η –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ–Β –Ϋ–Α―Ö–Ψ–¥–Η–Μ–Η―¹―¨ –≤–Ϋ–Β ―¹–Ω–Β―Ü–Η―³–Η–Κ–Α―Ü–Η–Η;
–Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α –¥–Μ―è –Ω–Ψ–Μ–Ϋ–Ψ–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η ―¹–Μ–Ψ―è.
–ü–Ψ–¥–Ψ–±–Ϋ―΄–Β –¥–Β―³–Β–Κ―²–Ϋ―΄–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Ω–Ψ–Μ―É―΅–Α―é―²―¹―è –Ω―Ä–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Φ –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Η, ―¹–Μ–Η―à–Κ–Ψ–Φ –≤―΄―¹–Ψ–Κ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Β –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α –Η–Μ–Η –Ψ―²―¹―É―²―¹―²–≤–Η–Η ―¹–Ω–Η―Ä―²–Α –≤ –≤―΄–Φ―΄–≤–Ϋ–Ψ–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Β.
–û―²―¹―É―²―¹―²–≤–Η–Β –¥–Β―²–Α–Μ–Β–Ι –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―è ―É―΅–Α―¹―²–Κ–Ψ–≤, –Ϋ–Β ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Η―Ö –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é –Η–Μ–Η ―΅–Α―¹―²–Η―΅–Ϋ–Ψ –Ω―Ä–Β―Ä–≤–Α–Ϋ–Ϋ―΄–Β –Μ–Η–Ϋ–Η–Η;
–Φ–Β–Μ–Κ–Η–Β ―²–Ψ―΅–Κ–Η –Η–Μ–Η –Μ–Η–Ϋ–Η–Η –Ϋ–Α ―É―΅–Α―¹―²–Κ–Α―Ö, –Ϋ–Β ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Η―Ö –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è.
–ü―Ä–Η―΅–Η–Ϋ–Α:
―¹ –±–Ψ–Μ―¨―à–Ψ–Ι ―É–≤–Β―Ä–Β–Ϋ–Ϋ–Ψ―¹―²―¨―é –Ψ―à–Η–±–Κ―É ―¹–Μ–Β–¥―É–Β―² –Η―¹–Κ–Α―²―¨ –≤ –Ϋ–Β–≥–Α―²–Η–≤–Β;
–Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Μ―¹―è –Ϋ–Β–≥–Α―²–Η–≤ ―¹ –Ω―è―²–Ϋ–Α–Φ–Η;
–Ψ–±―Ä–Β–Ζ–Ϋ―΄–Β –Κ―Ä–Α―è –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ϋ–Β –±―΄–Μ–Η –Ζ–Α–Κ―Ä―΄―²―΄;
–Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ –Ω–Ψ–Κ―Ä―΄―²―΄ –Κ―Ä–Α―è ―³–Ψ―Ä–Φ―΄ –Φ–Α―¹–Κ–Η―Ä―É―é―â–Β–Ι –Μ–Β–Ϋ―²–Ψ–Ι.
–ù–Β―Ä–Ψ–≤–Ϋ–Α―è, –Ϋ–Β―΅–Η―¹―²–Α―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ω–Β―΅–Α―²–Α―é―â–Α―è ―΅–Α―¹―²―¨ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ –Ϋ–Β―΅–Η―¹―²–Α―è, ―¹ –Ω–Ψ–Μ–Ψ―¹–Α–Φ–Η –Η–Μ–Η –Η―¹–Ω–Α―΅–Κ–Α–Ϋ–Α; –≤ ―É–≥–Μ–Α―Ö –±―É–Κ–≤ –≤–Η–¥–Ϋ―΄ –Ψ―²–Μ–Ψ–Ε–Β–Ϋ–Η―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α.
–Ζ–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Η―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―² –Ω–Ψ―΅―²–Η –≤―¹–Β–≥–¥–Α –Η–Ζ-–Ζ–Α –Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ―΄―Ö ―É―¹–Μ–Ψ–≤–Η–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η;
―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄;
―¹–Μ–Η―à–Κ–Ψ–Φ ―Ö–Ψ–Μ–Ψ–¥–Ϋ―΄–Ι, –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ ―Ä–Β–≥–Β–Ϋ–Β―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –≤―΄–Φ―΄–≤–Ϋ–Ψ–Ι ―Ä–Α―¹―²–≤–Ψ―Ä;
―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Β (―¹ –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η―è ―Ä–Β–Μ―¨–Β―³–Α ―É–¥–Α–Μ–Β–Ϋ –Ϋ–Β –≤–Β―¹―¨ –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ). –£―΄–Φ―΄–≤–Ϋ–Ψ–Β ―¹―Ä–Β–¥―¹―²–≤–Ψ –Ϋ–Α―¹―΄―â–Α–Β―²―¹―è –≤–Ψ –≤―Ä–Β–Φ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Ψ–Φ –Η ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è –≤―è–Ζ–Κ–Η–Φ.
–ï―¹–Μ–Η –Ϋ–Β ―É–¥–Α–Β―²―¹―è ―Ö–Ψ―Ä–Ψ―à–Ψ –≤―΄–Φ―΄―²―¨ ―³–Ψ―Ä–Φ―É, ―²–Ψ –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Ψ–±―Ä–Α–Ζ―É―é―²―¹―è –Ψ―²–Μ–Ψ–Ε–Β–Ϋ–Η―è –Ψ―¹―²–Α―²–Κ–Ψ–≤ –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α.
–ê–Ω–Β–Μ―¨―¹–Η–Ϋ–Ψ–≤–Α―è –Κ–Ψ―Ä–Κ–Α,
–Ω―è―²–Ϋ–Α –Ϋ–Α ―¹–Ω–Μ–Ψ―à–Ϋ―΄―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―è―Ö
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–¥–Β―³–Β–Κ―²―΄ –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―² –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ϋ–Α ―¹–Ω–Μ–Ψ―à–Ϋ―΄―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―è―Ö, –Ϋ–Α ―É―΅–Α―¹―²–Κ–Α―Ö –Ϋ–Β–≥–Α―²–Η–≤–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤, –Α ―²–Α–Κ–Ε–Β –Ϋ–Α –±–Ψ–Μ―¨―à–Η―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―è―Ö –±―É–Κ–≤ –Η–Μ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Ι, –Ϋ–Ψ –Ϋ–Β –Ϋ–Α ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö ―É―΅–Α―¹―²–Κ–Α―Ö. –ü–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄ –Κ–Α–Ε–Β―²―¹―è ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ–Ι, –Ω–Ψ―Ö–Ψ–Ε–Β–Ι –Ϋ–Α –Α–Ω–Β–Μ―¨―¹–Η–Ϋ–Ψ–≤―É―é –Κ–Ψ―Ä–Κ―É.
–ü―Ä–Η―΅–Η–Ϋ–Α:
―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Β –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β;
–Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è ―Ä–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è, ―¹–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η–Β (–≤―΄―¹–Ψ–Κ–Α―è ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α);
–Ϋ–Η–Ζ–Κ–Ψ–Β ―¹–Ψ–¥–Β―Ä–Ε–Α–Ϋ–Η–Β ―¹–Ω–Η―Ä―²–Α –≤ –≤―΄–Φ―΄–≤–Ϋ–Ψ–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Β;
–Ϋ–Β–Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ –Ψ―²―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è –Ψ―΅–Η―¹―²–Κ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η.
–û–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―è –Α–Ω–Β–Μ―¨―¹–Η–Ϋ–Ψ–≤–Ψ–Ι –Κ–Ψ―Ä–Κ–Η –Φ–Ψ–Ε–Ϋ–Ψ –Η–Ζ–±–Β–Ε–Α―²―¨, –Β―¹–Μ–Η ―¹–Ψ–±–Μ―é–¥–Α―²―¨ ―É―¹–Μ–Ψ–≤–Η―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Η –Ω–Β―Ä–Β–¥ ―¹―É―à–Κ–Ψ–Ι –Ω―Ä–Ψ–Φ–Ψ–Κ–Ϋ―É―²―¨ ―²–Α–Φ–Ω–Ψ–Ϋ–Ψ–Φ –Η–Ζ–Μ–Η―à–Κ–Η –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄. –ü―è―²–Ϋ–Α –Φ–Ψ–≥―É―² –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―²―¨, –Β―¹–Μ–Η –≤―΄―¹―É―à–Β–Ϋ–Ϋ–Α―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄ –Ω–Ψ–≤―²–Ψ―Ä–Ϋ–Ψ ―¹–Φ–Α―΅–Η–≤–Α–Β―²―¹―è ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Φ, –Κ–Ψ―²–Ψ―Ä―΄–Ι –≤―΄―¹―΄―Ö–Α–Β―². –≠―²–Η –¥–Β―³–Β–Κ―²―΄ ―É―¹―²―Ä–Α–Ϋ―è―é―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–≥–Ψ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ–Φ―΄–≤–Α–Ϋ–Η―è ―¹–≤–Β–Ε–Η–Φ –≤―΄–Φ―΄–≤–Ϋ―΄–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Ψ–Φ –Η ―¹―É―à–Κ–Η.
–ù–Β–Κ–Ψ―²–Ψ―Ä―΄–Β ―²–Η–Ω―΄ ―³–Ψ―Ä–Φ ―¹–Ψ ―¹–Ω–Μ–Ψ―à–Ϋ―΄–Φ–Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―è–Φ–Η ―¹–Κ–Μ–Ψ–Ϋ–Ϋ―΄ –Κ –Ϋ–Α–±―É―Ö–Α–Ϋ–Η―é ―¹ –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η–Β–Φ –Α–Ω–Β–Μ―¨―¹–Η–Ϋ–Ψ–≤–Ψ–Ι –Κ–Ψ―Ä–Κ–Η. –û–Ϋ–Α ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è –Ζ–Α–Φ–Β―²–Ϋ–Ψ–Ι, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ―¹–Μ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Η –Η―¹―΅–Β–Ζ–Α–Β―² ―É–Ε–Β –Ω–Ψ―¹–Μ–Β –Ϋ–Β–Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι ―¹―É―à–Κ–Η.
–¦–Η–Ω–Κ–Α―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ –≤―΄―¹―É―à–Β–Ϋ–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ψ―¹―²–Α–Β―²―¹―è –Μ–Η–Ω–Κ–Ψ–Ι –Η–Μ–Η –Ω–Ψ―¹–Μ–Β –Ζ–Α–Κ–Μ―é―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–Ω―è―²―¨ ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è –Μ–Η–Ω–Κ–Ψ–Ι.
–ü―Ä–Η―΅–Η–Ϋ–Α:
–Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ω–Ψ―¹–Μ–Β –≤―΄―¹―΄―Ö–Α–Ϋ–Η―è –Ϋ–Β–Φ–Ϋ–Ψ–≥–Ψ –Μ–Η–Ω–Κ–Α―è, –Ψ–Ϋ–Α ―²–Β―Ä―è–Β―² ―ç―²–Ψ ―¹–≤–Ψ–Ι―¹―²–≤–Ψ ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ―¹–Μ–Β –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η. –ü―Ä–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Ι –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β ―³–Ψ―Ä–Φ–Α –Ψ―¹―²–Α–Β―²―¹―è –Μ–Η–Ω–Κ–Ψ–Ι. –ï―¹–Μ–Η –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α ―¹–≤–Β―²–Ψ–Φ –Ϋ–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è, –Α –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ―²–Ψ–Μ―¨–Κ–Ψ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β, –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² ―É―¹–Η–Μ–Β–Ϋ–Η–Β –Μ–Η–Ω–Κ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄. –¦–Η–Ω–Κ–Ψ―¹―²―¨ –Φ–Ψ–Ε–Β―² ―²–Α–Κ–Ε–Β –≤–Ψ–Ζ–Ϋ–Η–Κ–Ϋ―É―²―¨ –Η–Ζ-–Ζ–Α –Ϋ–Β–Ω–Ψ–¥―Ö–Ψ–¥―è―â–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Κ―Ä–Α―¹–Ψ–Κ, ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Ι –¥–Μ―è –Ψ―΅–Η―¹―²–Η―²–Β–Μ–Β–Ι –Η –Κ―Ä–Α―¹–Ψ–Κ –Η–Μ–Η –Ω―Ä–Ψ―Ü–Β―¹―¹–Ψ–≤ –Η―¹―²–Η―Ä–Α–Ϋ–Η―è –Ω―Ä–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Η.
–û―²―¹–Μ–Α–Η–≤–Α–Ϋ–Η–Β –Ω–Μ–Β–Ϋ–Κ–Η-–Ψ―¹–Ϋ–Ψ–≤―΄ (–¥–Β–Μ–Α–Φ–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β)
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ–Β –Ω―Ä–Η–Μ–Η–Ω–Α–Ϋ–Η–Β –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α –Κ –Ω–Μ–Β–Ϋ–Κ–Β-–Ϋ–Ψ―¹–Η―²–Β–Μ―é; ―¹–Μ–Ψ–Ι (–Φ–Β―¹―²–Α–Φ–Η) –Ψ―²―¹–Μ–Α–Η–≤–Α–Β―²―¹―è.
–ü―Ä–Η―΅–Η–Ϋ–Α:
–Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α,
–Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄,
–Ω―Ä–Ψ―Ü–Β―¹―¹―΄ –Ψ–±―Ä–Β–Ζ–Κ–Η ―³–Ψ―Ä–Φ.
–Δ―Ä–Β―â–Η–Ϋ―΄ –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄
–î–Β―³–Β–Κ―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β:
–Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄ –Ω–Ψ―è–≤–Μ―è―é―²―¹―è ―²―Ä–Β―â–Η–Ϋ―΄ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–≥–Ψ –≤–Η–¥–Α. –û–Ϋ–Η –Φ–Ψ–≥―É―² –Ω–Ψ―è–≤–Μ―è―²―¨―¹―è –Κ–Α–Κ –Ϋ–Α –Ω–Β―΅–Α―²–Α―é―â–Β–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η, ―²–Α–Κ –Η –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Η ―Ä–Β–Μ―¨–Β―³–Α.
–£–Ψ –≤―¹–Β―Ö ―¹–Μ―É―΅–Α―è―Ö ―ç―²–Ψ βÄî –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Ϋ–Ψ–Β –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β, –Κ–Ψ―²–Ψ―Ä–Ψ–Β ―Ä–Α–Ζ―Ä―É―à–Α–Β―² ―¹―²―Ä―É–Κ―²―É―Ä―É ―¹―à–Η–≤–Α–Ϋ–Η―è –Φ–Α–Κ―Ä–Ψ–Φ–Ψ–Μ–Β–Κ―É–Μ. –ö–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ψ–Ϋ–Ψ –≤―΄–Ζ–≤–Α–Ϋ–Ψ –Κ–Η―¹–Μ–Ψ―Ä–Ψ–¥–Ψ–Φ, ―¹–Η–Μ―¨–Ϋ–Β–Β –≤―¹–Β–≥–Ψ βÄî –Ψ–Ζ–Ψ–Ϋ–Ψ–Φ. –ü―Ä–Η ―ç―²–Ψ–Φ ―É―¹–Μ–Ψ–≤–Η―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Η–≥―Ä–Α―é―² ―Ä–Β―à–Α―é―â―É―é ―Ä–Ψ–Μ―¨.
–ù–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–Β –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β (―¹–Μ–Η―à–Κ–Ψ–Φ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –Η–Μ–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –Κ–Ψ―Ä–Ψ―²–Κ–Ψ–Β) –Η –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β –¥–Ϋ–Β–≤–Ϋ–Ψ–≥–Ψ ―¹–≤–Β―²–Α (―¹–Ψ–Μ–Ϋ―Ü–Β) –Φ–Ψ–≥―É―² ―¹–Ω–Ψ―¹–Ψ–±―¹―²–≤–Ψ–≤–Α―²―¨ –≤–Ψ–Ζ–Ϋ–Η–Κ–Ϋ–Ψ–≤–Β–Ϋ–Η―é ―ç―²–Ψ–≥–Ψ ―è–≤–Μ–Β–Ϋ–Η―è. –î–Β―³–Β–Κ―² –Φ–Ψ–Ε–Β―² ―²–Α–Κ–Ε–Β –≤―΄–Ζ–≤–Α―²―¨ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β –Α–≥―Ä–Β―¹―¹–Η–≤–Ϋ―΄―Ö ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Ι. –ö–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―Ä–Β―΅―¨ –Η–¥–Β―² –Ψ –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η–Η –Φ–Ϋ–Ψ–≥–Η―Ö ―³–Α–Κ―²–Ψ―Ä–Ψ–≤.
–ü–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―è –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Φ–Ψ–≥―É―² –±―΄―²―¨ –Ζ–Α―â–Η―â–Β–Ϋ―΄. –Γ–Μ–Β–¥―É–Β―² –Η–Ζ–±–Β–≥–Α―²―¨ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―è –¥–Ϋ–Β–≤–Ϋ–Ψ–≥–Ψ ―¹–≤–Β―²–Α –Η –Ψ–Ζ–Ψ–Ϋ–Α.
6.3. –Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β
–Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄
(―¹–Η―¹―²–Β–Φ―΄
–Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Ε–Η–¥–Κ–Ψ–Ι
―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Β–Ι―¹―è
–Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η)
6.3.1. –Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ (–Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η) –¥–Μ―è –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
–‰–Φ–Β―é―â–Η–Β―¹―è ―¹–Β–≥–Ψ–¥–Ϋ―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ –≤―΄–Ω–Ψ–Μ–Ϋ―è―é―² –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ –Ζ–Α–¥–Α―΅ –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η. –Λ–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η–Β ―³–Ψ―Ä–Φ―΄ –Η–Ζ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ –Φ–Ψ–≥―É―² –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α―²―¨―¹―è ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –Ψ―² 1,7 –¥–Ψ 8,0 –Φ–Φ. –£ ―Ä–Α―¹–Ω–Ψ―Ä―è–Ε–Β–Ϋ–Η–Η –Ω–Ψ―²―Ä–Β–±–Η―²–Β–Μ–Β–Ι –Η–Φ–Β―é―²―¹―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ ―²–≤–Β―Ä–¥–Ψ―¹―²―¨―é –Ψ―² 27 –¥–Ψ 55¬Α –Ω–Ψ ―à–Κ–Α–Μ–Β –ê.–î–Μ―è –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Ε–Η–¥–Κ–Ψ–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Β–Ι―¹―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η APR –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―³–Ψ―Ä–Φ–Α―²–Α ―³–Ψ―Ä–Φ―΄ –Η ―¹–Η―¹―²–Β–Φ―΄ –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è ―²―Ä–Β–±―É–Β―²―¹―è –Ψ―² 44 –¥–Ψ 60 –Φ–Η–Ϋ. –Λ–Ψ―Ä–Φ―΄ –Φ–Ψ–≥―É―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨―¹―è ―¹―Ä–Α–Ζ―É –Ε–Β –Ω–Ψ―¹–Μ–Β –Η―Ö –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è.
6.3.2. –ü―Ä–Ψ―Ü–Β―¹―¹ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄
6.3.2.3. –†–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è
–½–Α―â–Η―²–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α ―¹–Ϋ–Η–Φ–Α–Β―²―¹―è ―¹ ―³–Ψ―Ä–Φ―΄ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―Ä–Α–Κ–Β–Μ―è. –ù–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è, –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Α―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η―è –Ϋ–Β–Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ ―³–Ψ―Ä–Φ―΄ ―Ä–Β–≥–Β–Ϋ–Β―Ä–Η―Ä―É–Β―²―¹―è –¥–Μ―è –¥–Α–Μ―¨–Ϋ–Β–Ι―à–Β–≥–Ψ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ.
¬†6.3.2.1. –ü–Ψ–¥–≥–Ψ―²–Ψ–≤–Κ–Α
|
|
■LJ |
|
|
|
|
βÄΔtit. |
Hint \ |
―à
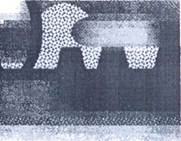
–†–Η―¹. 6.19. –†–Β–≥–Β–Ϋ–Β―Ä–Α―Ü–Η―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Ι
–Γ–≤–Β―²–Ψ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Α―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄ ―³–Ψ―Ä–Φ―΄ –Ζ–Α–Μ–Η–≤–Α–Β―²―¹―è –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ―É-–Ψ―¹–Ϋ–Ψ–≤―É –Η –Ω–Ψ–Κ―Ä―΄–≤–Α–Β―²―¹―è –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ –Φ–Η–Κ―Ä–Ψ–Φ–Β―²―Ä–Ψ–≤. –£–Ψ –≤―Ä–Β–Φ―è ―ç―²–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ω–Μ–Β–Ϋ–Κ–Α-–Ψ―¹–Ϋ–Ψ–≤–Α, –Ϋ–Α –Κ–Ψ―²–Ψ―Ä–Ψ–Ι –Ϋ–Α–Μ–Η―²–Α –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η―è, –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² ―Ä–Α–Ζ–Φ–Β―Ä–Ψ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄.
![]()
¬†6.3.2.4. –ü―Ä–Ψ―Ü–Β―¹―¹ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è
![]()
–†–Η―¹. 6.17. –ù–Α–Ϋ–Β―¹–Β–Ϋ–Η–Β –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η
–î–Μ―è ―É–¥–Α–Μ–Β–Ϋ–Η―è –Ϋ–Β–±–Ψ–Μ―¨―à–Η―Ö –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤ –Ψ―¹―²–Α–≤―à–Β–Ι―¹―è –Ϋ–Β–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η ―³–Ψ―Ä–Φ–Α –≤―΄–Φ―΄–≤–Α–Β―²―¹―è ―Ä–Α―¹―²–≤–Ψ―Ä–Ψ–Φ, ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Η–Φ –Ϋ–Β–±–Ψ–Μ―¨―à–Ψ–Β –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Ψ –Ϋ–Β–Ι―²―Ä–Α–Μ―¨–Ϋ–Ψ–≥–Ψ –Φ―΄–Μ–Α.
¬†6.3.2.2. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Α―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η―è –Ζ–Α―²–≤–Β―Ä–¥–Β–≤–Α–Β―² –Ω―Ä–Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Η. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ―¹ –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η –Η –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―² –≤―΄―¹–Ψ―²―É ―Ä–Β–Μ―¨–Β―³–Α. –ü–Ψ―¹–Μ–Β–¥―É―é―â–Β–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ―¹ –≤–Β―Ä―Ö–Ϋ–Β–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―΅–Β―Ä–Β–Ζ –Ϋ–Β–≥–Α―²–Η–≤.
|
|
||
|
lllliiil |
–®–®–®–Ι–®–®–® –¦ '.'βÄΔβÄΔ–¦'–¦'–¦ βÄΔβÄΔ'βÄΔβÄΔ–¦–Θ–≥'–Μ–Θ βÄΔ'"."βÄΔβÄΔ"βÄΔβÄΔ"* βÄΔ ―΅ * |
|
|
–©―â |
|
vSf .::'–Θ |
|
–® –®–® –ù–‰–ù ........... –®–®–®............................................ ■ |
|
|
|
|
||
–†–Η―¹. 6.18. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
![]()
|
j ―à–≥* |
|
|
|
|
|
|
|
|
W Jt |
–®1―é –® ―ä-–®―à―²–®–®―à–®―²–®―² |
–†–Η―¹. 6.20. –£―΄–Φ―΄–≤–Α–Ϋ–Η–Β
6.3.2.5. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α
–£―¹―è
–Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄ –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α–Β―²―¹―è –Θ–Λ- –Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β–Φ –ê –¥–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ–≥–Ψ
–Ψ―²–≤–Β―Ä–Ε–¥–Β–Ϋ–Η―è. –ü–Ψ―¹–Μ–Β–¥―É―é―â–Β–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β–Φ –Γ ―É―¹―²―Ä–Α–Ϋ―è–Β―² –Μ–Η–Ω–Κ–Ψ―¹―²―¨
―³–Ψ―Ä–Φ―΄.
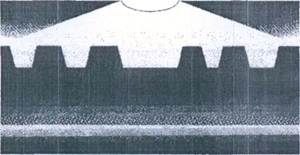
–†–Η―¹. 6.21. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α
6.3.3. –Γ–Η―¹―²–Β–Φ–Α –Ω–Ψ–Κ―Ä―΄―²–Η―è APR
–½–Α–Ω–Α―²–Β–Ϋ―²–Ψ–≤–Α–Ϋ–Ϋ–Α―è ―²–Β―Ö–Ϋ–Η–Κ–Α –Ω–Ψ–Κ―Ä―΄―²–Η―è –Ψ–±―ä–Β–¥–Η–Ϋ―è–Β―² –Ϋ–Α –Ψ–¥–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β –¥–≤–Α –≤–Η–¥–Α –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Ι ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι ―²―Ä–Β―Ä–¥–Ψ―¹―²–Η. –†–Α–±–Ψ―΅–Η–Ι –Ω―Ä–Ψ―Ü–Β―¹―¹, –≤ –Ω―Ä–Η–Ϋ―Ü–Η–Ω–Β, ―²–Α–Κ–Ψ–Ι –Ε–Β, –Κ–Α–Κ –Η –Ω―Ä–Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Η ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö ―³–Ψ―Ä–Φ ―¹ –Ψ–¥–Ϋ–Η–Φ ―¹–Μ–Ψ–Β–Φ. –û―²–Μ–Η―΅–Η–Β ―¹–Ψ―¹―²–Ψ–Η―² –≤ ―²–Ψ–Φ, ―΅―²–Ψ –Ζ–Α –Ψ–¥–Η–Ϋ ―Ä–Α–±–Ψ―΅–Η–Ι ―Ö–Ψ–¥ –≤–Φ–Β―¹―²–Ψ –Ψ–¥–Ϋ–Ψ–≥–Ψ ―¹–Μ–Ψ―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ –Ϋ–Α–Ϋ–Ψ―¹―è―²―¹―è –¥–≤–Α ―¹–Μ–Ψ―è ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι ―²–≤–Β―Ä–¥–Ψ―¹―²―¨―é –Η ―¹–≤–Β―²–Ψ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨―é.
–ü–Ψ–Κ―Ä–Ψ–≤–Ϋ―΄–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä ―¹―Ü–Β–Ω–Μ―è–Β―²―¹―è ―¹ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–Φ-–Ψ―¹–Ϋ–Ψ–≤–Ψ–Ι –±–Μ–Α–≥–Ψ–¥–Α―Ä―è –Ω―Ä–Ψ―Ü–Β―¹―¹―É ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β–Φ. –û–±–Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―²―¹―è –Ζ–Α –Ψ–¥–Η–Ϋ ―Ä–Α–±–Ψ―΅–Η–Ι ―Ü–Η–Κ–Μ –Ψ–¥–Η–Ϋ–Α–Κ–Ψ–≤―΄–Φ –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Ψ–Φ –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è, –Ϋ–Ψ ―Ä–Β–Α–≥–Η―Ä―É―é―² –Ϋ–Α –Ϋ–Β–≥–Ψ –Ω–Ψ-―Ä–Α–Ζ–Ϋ–Ψ–Φ―É. –ü–Ψ–Κ―Ä–Ψ–≤–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ ―³–Ψ―²–Ψ–Ϋ–Ψ–Μ–Η–Φ–Β―Ä–Ψ–Φ-–Ψ―¹–Ϋ–Ψ–≤–Ψ–Ι –Η–Φ–Β–Β―² –±–Ψ–Μ–Β–Β –Ϋ–Η–Ζ–Κ―É―é ―¹–≤–Β―²–Ψ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨. –ü–Ψ―ç―²–Ψ–Φ―É –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ―΄–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä –Ψ–±―Ä–Α–Ζ―É–Β―² –Κ―Ä―É―²―΄–Β, –Ω–Ψ―΅―²–Η –≤–Β―Ä―²–Η–Κ–Α–Μ―¨–Ϋ―΄–Β –±–Ψ–Κ–Ψ–≤―΄–Β –≥―Ä–Α–Ϋ–Η ―Ä–Β–Μ―¨–Β―³–Α, –Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä-–Ψ―¹ –Ϋ–Ψ–≤–Α βÄî –±–Ψ–Κ–Ψ–≤―΄–Β –≥―Ä–Α–Ϋ–Η ―¹ –Ϋ–Α–Κ–Μ–Ψ–Ϋ–Ψ–Φ.
–Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Α―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η―è-–Ψ―¹–Ϋ–Ψ–≤–Α ―¹ ―²–≤–Β―Ä–¥–Ψ―¹―²―¨―é –Ψ―² 27 –¥–Ψ 38¬Α –Ω–Ψ ―à–Κ–Α–Μ–Β –¦ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² –Ω―Ä–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Η –≤–Ψ–Ζ–≤―Ä–Α―² –≤ –Η―¹―Ö–Ψ–¥–Ϋ–Ψ–Β –Ω–Ψ–Μ–Ψ-

–†–Η―¹. 6.22. –Λ–Ψ―Ä–Φ–Α ―¹ –Ω–Ψ–Κ―Ä―΄―²–Η–Β–Φ ASAHI APR –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ –Ψ–±―΄―΅–Ϋ―΄–Φ–Η ―³–Ψ―Ä–Φ–Α–Φ–Η –Η–Φ–Β–Β―² –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –Φ–Β–Ϋ―¨―à–Β–Β ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β ―²–Ψ―΅–Β–Κ, –Ω―Ä–Β–Ε–¥–Β –≤―¹–Β–≥–Ψ –≤ –Ψ–±–Μ–Α―¹―²–Η –Ω–Ψ–Μ―É―²–Ψ–Ϋ–Ψ–≤
–Ε–Β–Ϋ–Η–Β. –ü―Ä―É–Ε–Η–Ϋ―è―â–Η–Ι ―ç―³―³–Β–Κ―² –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Η―Ä―É–Β―² –Ϋ–Β―²–Ψ―΅–Ϋ–Ψ―¹―²–Η –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Η –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α. –ü–Ψ–Κ―Ä–Ψ–≤–Ϋ―΄–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä ―¹ ―²–≤–Β―Ä–¥–Ψ―¹―²―¨―é –Ψ―² 51 –¥–Ψ 56¬Α –Ϋ–Ψ ―à–Κ–Α–Μ–Β –ê –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² ―²–Ψ―΅–Ϋ–Ψ–Β –≤–Ψ―¹–Ω―Ä–Ψ–Η–Ζ–≤–Β–¥–Β–Ϋ–Η–Β –¥–Β―²–Α–Μ–Β–Ι –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è ―¹ ―΅–Β―²–Κ–Η–Φ–Η –Κ―Ä–Α―è–Φ–Η.
6.4. –û–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η–Β –¥–Μ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
6.4.1. –ü―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ–Η–Β –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è(―¹–Η―¹―²–Β–Φ―΄ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β ―²–≤–Β―Ä–¥–Ψ–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Β–Ι―¹―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η)
–ù–Η–Ε–Β –Ψ–Ω–Η―¹―΄–≤–Α–Β―²―¹―è –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η–Β, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –¥–Μ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β ―²–≤–Β―Ä–¥–Ψ–Ι –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η.
6.4.1.1. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ
–î–Μ―è
―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è ―Ä―²―É―²–Ϋ―΄–Β –Μ–Α–Φ–Ω―΄ –Ϋ–Η–Ζ–Κ–Ψ–≥–Ψ –¥–Α–≤–Μ–Β–Ϋ–Η―è ―¹ –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β–Φ –ê ―¹
–¥–Μ–Η–Ϋ–Ψ–Ι –≤–Ψ–Μ–Ϋ –Ψ–Κ–Ψ–Μ–Ψ 360 –Φ–Φ. –‰―Ö ―²–Α–Κ–Ε–Β –Ϋ–Α–Ζ―΄–≤–Α―é―² –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Φ–Η –Μ–Α–Φ–Ω–Α–Φ–Η. –û–Ϋ–Η ―Ä–Α―¹–Ω–Ψ–Μ–Α–≥–Α―é―²―¹―è
–Ω–Α―Ä–Α–Μ–Μ–Β–Μ―¨–Ϋ–Ψ –¥―Ä―É–≥ –¥―Ä―É–≥―É –Ω–Ψ–¥ –Ψ―²–≤–Ψ―Ä–Α―΅–Η–≤–Α―é―â–Η–Φ―¹―è –≤–≤–Β―Ä―Ö –Κ–Ψ–Μ–Ω–Α–Κ–Ψ–Φ –Η –≤ –Ζ–Α–Κ―Ä―΄―²–Ψ–Φ ―¹–Ψ―¹―²–Ψ―è–Ϋ–Η–Η
―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―² –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É, –Ϋ–Α―Ö–Ψ–¥―è―â―É―é―¹―è –Ϋ–Α –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ–Β. –î–Μ―è –Ω–Ψ–≤―΄―à–Β–Ϋ–Η―è
–Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Β –Μ–Α–Φ–Ω―΄ ―¹ –≤―¹―²―Ä–Ψ–Β–Ϋ–Ϋ―΄–Φ
―Ä–Β―³–Μ–Β–Κ―²–Ψ―Ä–Ψ–Φ, –Α ―²–Α–Κ–Ε–Β –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄–Φ ―Ä–Β―³–Μ–Β–Κ―²–Ψ―Ä–Ϋ―΄–Φ –Φ–Β―²–Α–Μ–Μ–Η―΅–Β―¹–Κ–Η–Φ –Μ–Η―¹―²–Ψ–Φ –Ϋ–Α
–≤–Ϋ―É―²―Ä–Β–Ϋ–Ϋ–Η―Ö ―¹―²–Β–Ϋ–Α―Ö –Κ–Ψ–Μ–Ω–Α–Κ–Α. –û―΅–Β–Ϋ―¨ –±–Ψ–Μ―¨―à–Η–Β –Κ–Ψ–Μ–Ω–Α–Κ–Η –¥–≤–Η–Ε―É―²―¹―è –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ
–Φ–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Η. –£–Β―Ä―²–Η–Κ–Α–Μ―¨–Ϋ―΄–Ι –Ω–Ψ–¥―ä–Β–Φ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² –¥–Ψ―¹―²―É–Ω –Κ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β ―¹–Ψ –≤―¹–Β―Ö
―¹―²–Ψ―Ä–Ψ–Ϋ. –Γ–≤–Β―²–Ψ–≤–Ψ–Β –Ω–Ψ–Μ–Β, ―¹–Ψ–Ζ–¥–Α–≤–Α–Β–Φ–Ψ–Β –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Φ–Η –Μ–Α–Φ–Ω–Α–Φ–Η, –Ψ―¹–Μ–Α–±–Μ―è–Β―²―¹―è –Ω–Ψ
–Κ―Ä–Α―è–Φ, –Ω–Ψ―ç―²–Ψ–Φ―É –Ψ–Ϋ–Ψ –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―²―¨ –±–Ψ–Μ―¨―à–Β, ―΅–Β–Φ ―¹–Α–Φ–Α―è –±–Ψ–Μ―¨―à–Α―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É–Β–Φ–Α―è –Ω–Β―΅–Α―²–Ϋ–Α―è
―³–Ψ―Ä–Φ–Α.
"1 *
–†–Η―¹. 6.23. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ F IV, ―³–Ψ―Ä–Φ–Α―² 1250x1600 –Φ–Φ
–£–Α–Κ―É―É–Φ–Ϋ–Α―è –Ϋ–Μ–Α―¹―²–Η–Ϋ–Α, –Ϋ–Α –Κ–Ψ―²–Ψ―Ä―É―é –Ϋ–Α–Κ–Μ–Α–¥―΄–≤–Α–Β―²―¹―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α, –Η–Φ–Β–Β―² –Ϋ–Β –Φ–Β–Ϋ–Β–Β –Ψ–¥–Ϋ–Ψ–≥–Ψ ―¹–Ψ–Β–¥–Η–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―É–Ζ–Μ–Α –¥–Μ―è –Ψ―²―¹–Α―¹―΄–≤–Α–Ϋ–Η―è –≤–Ψ–Ζ–¥―É―Ö–Α –≤–Α–Κ―É―É–Φ–Ϋ―΄–Φ –Ϋ–Α―¹–Ψ―¹–Ψ–Φ –Η ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Β –Ω–Α–Ζ―΄ –Η–Μ–Η –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²―É―é –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨, ―΅―²–Ψ–±―΄ –≤―΄–Ω―É―¹―²–Η―²―¨ –≤–Ψ–Ζ–¥―É―Ö, –Ϋ–Α―Ö–Ψ–¥―è―â–Η–Ι―¹―è –Η–Ψ–Μ –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι, –Ω–Ψ–Κ―Ä―΄–≤–Α―é―â–Β–Ι –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É –Η –Ϋ–Β–≥–Α―²–Η–≤.
–ù–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –≤―΄–±–Η―Ä–Α–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≤―΄–Κ–Μ―é―΅–Α―²–Β–Μ―è ―¹ ―΅–Α―¹–Ψ–≤―΄–Φ –Φ–Β―Ö–Α–Ϋ–Η–Ζ–Φ–Ψ–Φ. –ü–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ ―¹–≤–Β―²–Ψ–≤–Ψ–≥–Ψ ―¹–Β–Ϋ―¹–Ψ―Ä–Α –Η–Ζ–Φ–Β―Ä―è–Β―²―¹―è –Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄―Ö –Μ–Α–Φ–Ω, –Ω–Ψ―ç―²–Ψ–Φ―É –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Φ–Ψ–Ε–Β―² –Κ–Ψ–Φ–Ω–Β–Ϋ―¹―â―é–≤–Α―²―¨―¹―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―¹―²–Α―Ä–Β–Ϋ–Η―è –Μ–Α–Φ–Ω.
–Δ–Β–Ω–Μ–Ψ, –≤―΄–¥–Β–Μ―è–Β–Φ–Ψ–Β –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Φ–Η –Μ–Α–Φ–Ω–Α–Φ–Η –Η –Ω―Ä–Η–±–Ψ―Ä–Α–Φ–Η –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –≤–Κ–Μ―é―΅–Β–Ϋ–Η―è, –¥–Ψ–Μ–Ε–Ϋ–Ψ –≤―΄–≤–Ψ–¥–Η―²―¨―¹―è –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ ―Ü–Η―Ä–Κ―É–Μ―è―Ü–Η–Η –≤–Ψ–Ζ–¥―É―Ö–Α. –ü―Ä–Η ―¹–Η–Μ―¨–Ϋ–Ψ–Φ –Ϋ–Α–≥―Ä–Β–≤–Α–Ϋ–Η–Η –Μ–Α–Φ–Ω―΄ ―²–Β―Ä―è―é―² ―¹–≤–Ψ―é –Φ–Ψ―â–Ϋ–Ψ―¹―²―¨. –Γ–Μ–Η―à–Κ–Ψ–Φ ―¹–Η–Μ―¨–Ϋ–Ψ–Β –Ϋ–Α–≥―Ä–Β–≤–Α–Ϋ–Η–Β –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Φ–Ψ–Ε–Β―² –Ω―Ä–Η–≤–Β―¹―²–Η –Κ ―²–Β–Ω–Μ–Ψ–≤–Ψ–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –Ω–Ψ―ç―²–Ψ–Φ―É –≤–Α–Κ―É―É–Φ–Ϋ–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α –Ψ―Ö–Μ–Α–Ε–¥–Α–Β―²―¹―è.
–î–Μ―è –±–Ψ–Μ―¨―à–Η―Ö ―³–Ψ―Ä–Φ–Α―²–Ψ–≤ –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ ―¹―É―â–Β―¹―²–≤―É―é―² ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Η–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α ―¹ –≤–Α–Κ―É―É–Φ–Ϋ―΄–Φ–Η –Ω–Μ–Α―¹―²–Η–Ϋ–Α–Φ–Η –Η–Ζ ―¹―²–Β–Κ–Μ–Α. –£―²–Ψ―Ä–Ψ–Ι –Ϋ–Α–±–Ψ―Ä –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄―Ö –Μ–Α–Φ–Ω, –Ϋ–Α―Ö–Ψ–¥―è―â–Η–Ι―¹―è –Ω–Ψ–¥ –Ϋ–Η–Φ–Η, –¥–Α–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―¹–Ϋ–Η–Ζ―É, –Α –Ζ–Α―²–Β–Φ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―¹–≤–Β―Ä―Ö―É –±–Β–Ζ –Ω–Β―Ä–Β–≤–Ψ―Ä–Α―΅–Η–≤–Α–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
6.4.1.2. –Θ―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –¥–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è
\
–≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –≤―΄–Φ―΄–≤–Α―é―²―¹―è –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ –≤ –Ψ―Ä–≥–Α–Ϋ–Η―΅–Β―¹–Κ–Η―Ö ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è―Ö. –Γ–Μ–Β–¥―É–Β―² –Η–Ζ–±–Β–≥–Α―²―¨ –Κ–Ψ–Ϋ―²–Α–Κ―²–Α ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α ―¹ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Φ. –ü–Ψ―ç―²–Ψ–Φ―É –Ω―Ä–Β–¥–Ω–Ψ―΅―²–Η―²–Β–Μ―¨–Ϋ–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –¥–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ϋ–Β–Ω―Ä–Β―Ä―΄–≤–Ϋ–Ψ–≥–Ψ –¥–Β–Ι―¹―²–≤–Η―è, –Κ–Ψ―²–Ψ―Ä―΄–Β ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä―É―é―² –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –≤ ―²–Β―΅–Β–Ϋ–Η–Β –≤―¹–Β–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ψ―² –≤―Ö–Ψ–¥–Ϋ–Ψ–≥–Ψ –Ψ―²–≤–Β―Ä―¹―²–Η―è –¥–Ψ –≤―΄–≤–Ψ–¥–Α. 1–Α–Φ –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ –≤―΄―¹―É―à–Β–Ϋ–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄, –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Κ–Ψ―²–Ψ―Ä―΄―Ö –Ϋ–Β―² –Κ–Α–Ω–Β–Μ―¨, –Ω–Ψ–Φ–Β―â–Α―é―²―¹―è –≤ ―¹―É―à–Η–Μ―¨–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ.
–î–Μ―è –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ–Ι ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä–Ψ–≤–Κ–Η –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ ―΅–Β―Ä–Β–Ζ –≤―΄–Φ―΄–≤–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –Ψ–Ϋ–Η ―É–Κ―Ä–Β–Ω–Μ―è―é―²―¹―è –Ϋ–Α –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Η―Ö ―Ä–Β–Ι–Κ–Α―Ö, –Κ–Ψ―²–Ψ―Ä―΄–Β ―¹ –Ω–Ψ–Φ–Ψ―â―¨―é ―Ü–Β–Ω–Η –Η–Μ–Η ―à–Ω–Η–Ϋ–¥–Β–Μ―è ―¹ –≤–Η–Ϋ―²–Ψ–≤–Ψ–Ι –Ϋ–Α―Ä–Β–Ζ–Κ–Ψ–Ι –¥–≤–Η–Ε―É―²―¹―è ―¹ –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ–Ι ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨―é. –£―΄–±―Ä–Α–Ϋ–Ϋ–Α―è ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―² –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è, –Κ–Ψ―²–Ψ―Ä–Α―è –¥–Ψ–Μ–Ε–Ϋ–Α –Ψ–Ω―Ä–Β–¥–Β–Μ―è―²―¨―¹―è –¥–Μ―è –Κ–Α–Ε–¥–Ψ–≥–Ψ ―²–Η–Ω–Α –Ω–Μ–Α―¹―²–Η–Ϋ –Η –¥–Μ―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι –≥–Μ―É–±–Η–Ϋ―΄ ―Ä–Β–Μ―¨–Β―³–Α.
–î–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ω–Μ–Ψ―¹–Κ–Η–Β ―â–Β―²–Κ–Η ―¹ –≤–Ψ–Ζ–≤―Ä–Α―²–Ϋ–Ψ–Ω–Ψ―¹―²―É–Ω–Α―²–Β–Μ―¨–Ϋ―΄–Φ –Η–Μ–Η –≤―Ä–Α―â–Α―²–Β–Μ―¨–Ϋ―΄–Φ –¥–≤–Η–Ε–Β–Ϋ–Η–Β–Φ.
–£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Ψ–Μ―â–Η–Ϋ―΄ ―³–Ψ―Ä–Φ―΄ –≤―΄―¹–Ψ―²–Α ―â–Β―²–Ψ–Κ –Φ–Ψ–Ε–Β―² ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Α―²―¨―¹―è. –Δ–Α–Κ–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―²―¹―è –Ϋ–Α–Ε–Η–Φ ―â–Β―²–Ψ–Κ –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É. I [―Ä–Η–Φ–Β–Ϋ―è–Β–Φ―΄–Ι ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨ –¥–Ψ–Μ–Ε–Β–Ϋ –Ω–Ψ–¥―Ö–Ψ–¥–Η―²―¨ –¥–Μ―è –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ–Α–Κ –Κ ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²–Η –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ―΄―Ö ―É–Ω–Μ–Ψ―²–Ϋ–Β–Ϋ–Η–Ι –Κ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―é, ―²–Α–Κ –Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η ―Ä–Α–±–Ψ―²―΄ –Ω―Ä–Η ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Β, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι –¥–Μ―è ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è. –û–Ϋ –¥–Ψ–Μ–Ε–Β–Ϋ –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é ―Ä–Α―¹―²–≤–Ψ―Ä―è―²―¨ –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α–Β–Φ―΄–Β –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄.
–†–Η―¹. 6.24. –Γ–Η―¹―²–Β–Φ–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è F III, ―³–Ψ―Ä–Φ–Α―² 920x1200 –Φ–Φ

–£ ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä–Β –≤―΄–Φ―΄–≤–Ϋ–Ψ–Ι ―Ä–Α―¹―²–≤–Ψ―Ä –¥–Ψ–≤–Ψ–¥–Η―²―¹―è –¥–Ψ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄, –Κ–Ψ―²–Ψ―Ä–Α―è –Ψ―¹―²–Α–Β―²―¹―è –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ–Ι. –Π–Η―Ä–Κ―É–Μ―è―Ü–Η–Ψ–Ϋ–Ϋ―΄–Ι –Ϋ–Α―¹–Ψ―¹ –Ω–Ψ–¥–Α–Β―² ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨ –Κ ―â–Β―²–Κ–Α–Φ, –≥–¥–Β –Ψ–Ϋ –Ϋ–Α―¹―΄―â–Α–Β―²―¹―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ –Η –Ψ―²―²―É–¥–Α –Ϋ–Α–Ω―Ä–Α–≤–Μ―è–Β―²―¹―è –Ψ–±―Ä–Α―²–Ϋ–Ψ –≤ ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä. –ü―Ä–Η ―ç―²–Ψ–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨ –≤―¹–Β –±–Ψ–Μ–Β–Β –Ϋ–Α―¹―΄―â–Α–Β―²―¹―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–Φ. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Κ–Ψ–Ϋ―Ü–Β–Ϋ―²―Ä–Α―Ü–Η―è ―Ä–Α―¹―²–≤–Ψ―Ä–Α –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ–Α –Ω―Ä–Β–≤―΄―à–Α―²―¨ –Ω―Ä–Β–¥–Β–Μ―¨–Ϋ–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β, ―Ä–Β–≥―É–Μ―è―Ä–Ϋ–Ψ –¥–Ψ–Μ–Ε–Β–Ϋ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ –¥–Ψ–Ζ–Η―Ä–Ψ–≤–Α―²―¨―¹―è ―¹–≤–Β–Ε–Η–Ι ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨. –Δ–Ψ―΅–Ϋ–Β–Β –≤―¹–Β–≥–Ψ ―ç―²–Ψ –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ–≥–Ψ –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η―è –Κ–Ψ–Ϋ―Ü–Β–Ϋ―²―Ä–Α―Ü–Η–Η –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α, ―¹–Μ–Η―΅–Β–Ϋ–Η―è ―¹ –≤―΄–±―Ä–Α–Ϋ–Ϋ―΄–Φ –Ω―Ä–Β–¥–Β–Μ―¨–Ϋ―΄–Φ –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β–Φ –Η ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–≥–Ψ –¥–Ψ–±–Α–≤–Μ–Β–Ϋ–Η―è ―¹–≤–Β–Ε–Β–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è –≤ ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä.
–‰―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨ –Ω–Β―Ä–Β–Κ–Α―΅–Η–≤–Α–Β―²―¹―è –≤ ―¹–Ψ―¹―É–¥―΄ –Η–Μ–Η ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä―΄ –Η –Ζ–Α―²–Β–Φ –Ω–Ψ–¥–Α–Β―²―¹―è –Κ –¥–Η―¹―²–Η–Μ–Μ―è―Ü–Η–Ψ–Ϋ–Ϋ–Ψ–Ι ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Β, –Κ–Ψ―²–Ψ―Ä–Α―è ―Ä–Β–≥–Β–Ϋ–Β―Ä–Η―Ä―É–Β―² –±–Ψ–Μ–Β–Β 90% –Ψ–±―ä–Β–Φ–Α –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è.
–ü–Ψ―¹–Μ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ψ―΅–Η―¹―²–Κ–Α –Η –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Α―è ―¹―É―à–Κ–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Κ―Ä―É–≥–Μ―΄–Β ―â–Β―²–Κ–Η. –ü―É―²–Β–Φ –Ω–Ψ–¥–Α―΅–Η ―¹–≤–Β–Ε–Β–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è, ―¹–Μ―É–Ε–Α―â–Β–≥–Ψ –¥–Μ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Ζ–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Ϋ–Ψ–≥–Ψ, –Ψ–±–Ψ–≥–Α―â–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è, –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ψ―΅–Η―â–Α―é―²―¹―è. –£ –Κ–Ψ–Ϋ―Ü–Β –Η ―΅–Η―¹―²―΄–Ι ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨ ―É–¥–Α–Μ―è–Β―²―¹―è ―¹ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―â–Β―²–Κ–Η. –£―΄―²―è–Ε–Κ–Α –≤–Ψ–Ζ–¥―É―Ö–Α –Η–Ζ –Κ–Ψ―Ä–Ω―É―¹–Α –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α ―¹–Ω–Ψ―¹–Ψ–±―¹―²–≤―É–Β―² ―²–Ψ–Φ―É, ―΅―²–Ψ–±―΄ –Ω–Α―Ä―΄ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è –Ϋ–Β –Ω―Ä–Ψ–Ϋ–Η–Κ–Α–Μ–Η ―΅–Β―Ä–Β–Ζ –Ϋ–Β–±–Ψ–Μ―¨―à–Η–Β –Ψ―²–≤–Β―Ä―¹―²–Η―è –≤ –Κ–Ψ―Ä–Ω―É―¹–Β –≤ ―Ä–Α–±–Ψ―΅–Β–Β –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η–Β.
6.4.1.3. –Γ―É―à–Η–Μ―¨–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ
156
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
–†–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨, –Ω―Ä–Ψ–Ϋ–Η–Κ―à–Η–Ι –≤–Ψ –≤―Ä–Β–Φ―è –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –≤ –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É, –≤ ―¹―É―à–Η–Μ―¨–Ϋ–Ψ–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ϋ–Α–≥―Ä–Β―²–Ψ–≥–Ψ –≤–Ψ–Ζ–¥―É―Ö–Α –Η―¹–Ω–Α―Ä―è–Β―²―¹―è –Η –≤―΄–≤–Ψ–¥–Η―²―¹―è. –ü–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―É–Κ–Μ–Α–¥―΄–≤–Α―é―²―¹―è –Ϋ–Α –≥–Ψ―Ä–Η–Ζ–Ψ–Ϋ―²–Α–Μ―¨–Ϋ―΄–Β –Ω–Β―Ä–Β–≥–Ψ―Ä–Ψ–¥–Κ–Η, –Κ–Ψ―²–Ψ―Ä―΄–Β –Φ–Ψ–≥―É―² –≤―΄–¥–≤–Η–≥–Α―²―¨―¹―è. –£–Ψ–Ζ–¥―É―Ö –≤–Ω―É―¹–Κ–Α–Β―²―¹―è –Η–Ζ ―Ä–Α–±–Ψ―΅–Β–≥–Ψ –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η―è, –Ϋ–Α–≥―Ä–Β–≤–Α–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―ç–Μ–Β–Κ―²―Ä–Η―΅–Β―¹―²–≤–Α –¥–Ψ –Ϋ―É–Ε–Ϋ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄, –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –Ω–Ψ –≤–Ϋ―É―²―Ä–Β–Ϋ–Ϋ–Β–Φ―É –Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ―¹―²–≤―É ―¹―É―à–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α, –Α –Ζ–Α―²–Β–Φ –Ϋ–Α–Ω―Ä–Α–≤–Μ―è–Β―²―¹―è –Ϋ–Α―Ä―É–Ε―É. –ö–Ψ–Μ–Η-

–†–Η―¹. 6.25. –Γ―É―à–Η–Μ―¨–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ F III, ―³–Ψ―Ä–Φ–Α―² 920x1200 –Φ–Φ
―΅–Β―¹―²–≤–Ψ –Ψ―²―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Ψ–≥–Ψ –≤–Ψ–Ζ–¥―É―Ö–Α –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Η―Ä―É–Β―²―¹―è, ―΅―²–Ψ–±―΄ –Κ–Ψ–Ϋ―Ü–Β–Ϋ―²―Ä–Α―Ü–Η―è –≥–Ψ―Ä―é―΅–Η―Ö ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Ι –≤–Ϋ―É―²―Ä–Η ―¹―É―à–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –Ϋ–Β –Ω–Ψ–¥–Ϋ–Η–Φ–Α–Μ–Α―¹―¨ –¥–Ψ –Ψ–Ω–Α―¹–Ϋ–Ψ–≥–Ψ ―É―Ä–Ψ–≤–Ϋ―è. –£―΄–Κ–Μ―é―΅–Α―²–Β–Μ–Η ―¹ ―΅–Α―¹–Ψ–≤―΄–Φ –Φ–Β―Ö–Α–Ϋ–Η–Ζ–Φ–Ψ–Φ –¥–Μ―è –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö –≤―΄–¥–≤–Η–Ε–Ϋ―΄―Ö ―¹–Β–Κ―Ü–Η–Ι –¥–Α―é―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―¹–Ψ–±–Μ―é–¥–Α―²―¨ –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―É―é –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―¹―É―à–Κ–Η.
6.4.1.4. –û―²–¥–Β–Μ–Ψ―΅–Ϋ–Α―è ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α
–ü–Ψ–¥ –Ψ―²–¥–Β–Μ–Ψ―΅–Ϋ–Ψ–Ι ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Ψ–Ι –Ω–Ψ–¥―Ä–Α–Ζ―É–Φ–Β–≤–Α–Β―²―¹―è ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η ―É―¹―²―Ä–Α–Ϋ–Β–Ϋ–Η―è –Μ–Η–Ω–Κ–Ψ―¹―²–Η –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ―²–Α–Κ–Η–Φ–Η –Ε–Β –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Φ–Η –Μ–Α–Φ–Ω–Α–Φ–Η, –Κ–Α–Κ –Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄, –Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β–Φ –ê –≤ –¥–Η–Α–Ω–Α–Ζ–Ψ–Ϋ–Β –≤–Ψ–Μ–Ϋ 360 –Φ–Φ. –¦–Η–Ω–Κ–Ψ―¹―²―¨ ―É―¹―²―Ä–Α–Ϋ―è–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄―Ö –Μ–Α–Φ–Ω ―¹ –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β–Φ –Γ –Η –¥–Μ–Η–Ϋ–Ψ–Ι –≤–Ψ–Μ–Ϋ 254 –Φ–Φ.
–ü–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Ω–Ψ–Φ–Β―â–Α–Β―²―¹―è –Ϋ–Α –¥–Ϋ–Ψ –≤―΄–¥–≤–Η–Ε–Ϋ–Ψ–≥–Ψ ―è―â–Η–Κ–Α. –ù–Α–¥–Ω–Β–Ι ―Ä–Α―¹–Ω–Ψ–Μ–Α–≥–Α―é―²―¹―è –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Β –Μ–Α–Φ–Ω―΄ –¥–Μ―è –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –ê –Η –Γ. –ù–Α –≤―΄–Κ–Μ―é―΅–Α―²–Β–Μ―è―Ö ―¹ ―΅–Α―¹–Ψ–≤―΄–Φ –Φ–Β―Ö–Α–Ϋ–Η–Ζ–Φ–Ψ–Φ ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β―²―¹―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η. –û–±–Α –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Φ–Ψ–≥―É―² –Ϋ–Α―΅–Η–Ϋ–Α―²―¨―¹―è –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –Η–Μ–Η –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ. –î–Μ―è –Ω―Ä–Β–¥–Ψ―²–≤―Ä–Α―â–Β–Ϋ–Η―è –Ψ–Ε–Ψ–≥–Ψ–≤ –≥–Μ–Α–Ζ –Η –Κ–Ψ–Ε–Η –Ω―Ä–Η –Ψ―²–Κ―Ä―΄–≤–Α–Ϋ–Η–Η –≤―΄–¥–≤–Η–Ε–Ϋ–Ψ–≥–Ψ ―è―â–Η–Κ–Α –Μ–Α–Φ–Ω―΄ –¥–Ψ–Μ–Ε–Ϋ―΄ –Α–≤―²–Ψ–Φ–Α―²–Η―΅–Β―¹–Κ–Η –≤―΄–Κ–Μ―é―΅–Α―²―¨―¹―è. –ö–Α–Κ –Η –≤ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Η―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α―Ö, ―¹–Μ–Β–¥―É–Β―² –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α―²―¨ –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―É―é –≤–Β–Ϋ―²–Η–Μ―è―Ü–Η―é –¥–Μ―è –Ψ―²–≤–Ψ–¥–Α ―²–Β–Ω–Μ–Α. –û―²―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Ι –≤–Ψ–Ζ–¥―É―Ö –Ϋ–Α–Ω―Ä–Α–≤–Μ―è–Β―²―¹―è –Ϋ–Α―Ä―É–Ε―É. –ü―Ä–Η ―¹–Μ–Η―à–Κ–Ψ–Φ –≤―΄―¹–Ψ–Κ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Β ―¹–Ϋ–Η–Ε–Α–Β―²―¹―è –Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²―¨ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄―Ö –Μ–Α–Φ–Ω, –Α ―³–Ψ―Ä–Φ―΄ –Φ–Ψ–≥―É―² –Ω–Ψ–≤―Ä–Β–¥–Η―²―¨―¹―è.
6 –û' –Ϋ;
–Λ
–Κ<
–û
―Ä–Α. –Ω–Ψ ―³–Ψ
―³–Ψ
6. –î–™ –≠–ö
–ü―Ä
–Ω―Ä―¹ –Ω–Ψ; ―²–Ψ–Μ
–¥–Β–Μ
–î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ –Κ –≤―΄―²―è–Ε–Ϋ―΄–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α–Φ ―¹–Μ–Β–¥―É–Β―² –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ –Ψ―²–≤–Ψ–¥ –Ψ―²―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Ψ–≥–Ψ –≤–Ψ–Ζ–¥―É―Ö–Α –Η–Ζ –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η―è –Η –Ω–Ψ–¥–Α―΅―É ―¹–≤–Β–Ε–Β–≥–Ψ –≤–Ψ–Ζ–¥―É―Ö–Α.'

–†–Η―¹. 6.26. –û―²–¥–Β–Μ–Ψ―΅–Ϋ–Α―è ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α F III, ―³–Ψ―Ä–Φ–Α―² 920x1200 –Φ–Φ
6.4.2. –ü―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ–Η–Β –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è(―¹–Η―¹―²–Β–Φ―΄ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Ε–Η–¥–Κ–Ψ–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Β–Ι―¹―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η)
–Γ–Η―¹―²–Β–Φ―΄ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –¥–Μ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö ―³–Ψ―Ä–Φ –Η–Ζ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ε–Η–¥–Κ–Η―Ö –Κ–Ψ–Φ–Ω–Ψ–Ϋ–Β–Ϋ―²–Ψ–≤ ―Ä–Α–Ζ–Μ–Η―΅–Α―é―²―¹―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―³–Ψ―Ä–Φ–Α―²–Α ―³–Ψ―Ä–Φ –Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Η―²–Β–Μ―è.
–ù–Ψ –Ψ–Ϋ–Η –≤―¹–Β–≥–¥–Α ―¹–Ψ–¥–Β―Ä–Ε–Α―² ―¹–Μ–Β–¥―É―é―â–Η–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α:
1.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –Θ―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è –Ϋ–Α–Ϋ–Β―¹–Β–Ϋ–Η―è ―¹–Μ–Ψ―è, ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ.
2.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –Θ―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –¥–Μ―è ―É–¥–Α–Μ–Β–Ϋ–Η―è –Ϋ–Β–Ζ–Α–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–≤, –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è, –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η, ―¹―É―à–Κ–Η.
3.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Β–Ζ–Β―Ä–≤―É–Α―Ä –¥–Μ―è –Ε–Η–¥–Κ–Ψ–≥–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α.
–Γ―É―â–Β―¹―²–≤―É―é―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ―΄–Β ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η ―³–Ψ―Ä–Φ–Α―²–Α –¥–Ψ 132x203 ―¹–Φ.
–Ϋ―΄―Ö –Η –Ω–Ψ–¥–Ψ–±―Ä–Α–Ϋ–Ϋ―΄―Ö –¥―Ä―É–≥ –Κ –¥―Ä―É–≥―É ―¹―²–Β–Κ–Μ―è–Ϋ–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ –Η ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η –Ϋ–Α–Ϋ–Β―¹–Β–Ϋ–Η―è ―¹–Μ–Ψ―è, –Κ–Ψ―²–Ψ―Ä–Α―è –≤–Α―Ä―¨–Η―Ä―É–Β―²―¹―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Ψ–Μ―â–Η–Ϋ―΄ –Ω–Μ–Α―¹―²–Η–Ϋ.
–î–Μ―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Β –Μ–Α–Φ–Ω―΄ ―¹ –≤―¹―²―Ä–Ψ–Β–Ϋ–Ϋ―΄–Φ–Η ―Ä–Β―³–Μ–Β–Κ―²–Ψ―Ä–Α–Φ–Η –≤ –¥–Η–Α–Ω–Α–Ζ–Ψ–Ϋ–Β –≤–Ψ–Μ–Ϋ 360βÄî370 –Φ–Φ.
–Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α, –Ω―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ–Ϋ–Α―è –Ϋ–Α ―Ä–Η―¹. 6.27, –¥–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è –Κ–Α―΅–Β―¹―²–≤–Α ―¹–Ψ–¥–Β―Ä–Ε–Η―² –Ω―Ä–Η–±–Ψ―Ä, ―Ä–Β–≥―É–Μ–Η―Ä―É―é―â–Η–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω―Ä–Η –Κ–Ψ–Μ–Β–±–Α–Ϋ–Η―è―Ö –Η–Μ–Η ―¹–Ϋ–Η–Ε–Β–Ϋ–Η–Η –Η–Ϋ―²–Β–Ϋ―¹–Η–≤–Ϋ–Ψ―¹―²–Η –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –ê –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄―Ö –Μ–Α–Φ–Ω, –Α ―²–Α–Κ–Ε–Β ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Ι ―³–Η–Μ―¨―²―Ä, ―Ä–Β–≥―É–Μ–Η―Ä―É―é―â–Η–Ι –¥–Η–Α–Ω–Α–Ζ–Ψ–Ϋ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
6.4.2.2.–Θ–¥–Α–Μ–Β–Ϋ–Η–Β –Ε–Η–¥–Κ–Ψ–≥–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α, –≤―΄–Φ―΄–≤–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ, –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α, –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β, ―¹―É―à–Η–Μ―¨–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ
–£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Η–Ω–Α –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –≤–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ―΄―Ö –Ω―Ä–Ψ―Ü–Β―¹―¹–Ψ–≤ –Ϋ–Α―²―è–≥–Η–≤–Α―é―²―¹―è –Ϋ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä –Η–Μ–Η ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―é―²―¹―è –≤ –Ω–Μ–Ψ―¹–Κ–Ψ–Φ –≤–Η–¥–Β.
¬†6.4.2.1. –Θ―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è –Ϋ–Α–Ϋ–Β―¹–Β–Ϋ–Η―è ―¹–Μ–Ψ―è, ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ
–ü―Ä–Ψ―Ü–Β―¹―¹ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ –Ϋ–Α –Ϋ–Ψ–≤―΄―Ö ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α―Ö –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –Ω–Ψ–Μ―É–Α–≤―²–Ψ–Φ–Α―²–Η―΅–Β―¹–Κ–Η ―¹ –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Ϋ–Ψ–Ι –Ω–Ψ–¥–¥–Β―Ä–Ε–Κ–Ψ–Ι. –€–Ψ–Ε–Ϋ–Ψ –Ω–Ψ–Μ―É―΅–Α―²―¨ ―³–Ψ―Ä–Φ―΄ –Μ―é–±–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄ –Ψ―² 0,7 –¥–Ψ 8 –Φ–Φ.
–Δ–Ψ―΅–Ϋ–Ψ―¹―²―¨ –¥–Ψ–Ω―É―¹–Κ–Ψ–≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ –Ψ―²―à–Μ–Η―³–Ψ–≤–Α–Ϋ-
–Θ–¥–Α–Μ–Β–Ϋ–Η–Β –Ε–Η–¥–Κ–Ψ–≥–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α
–†–Η―¹. 6.27. (ASF 120x160 ―¹–Φ) ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –¥–Μ―è –Ϋ–Α–Ϋ–Β―¹–Β–Ϋ–Η―è ―¹–Μ–Ψ―è/―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è (―Ä–Η―¹―É–Ϋ–Κ–Η ―¹ –Μ―é–±–Β–Ζ–Ϋ–Ψ–≥–Ψ ―Ä–Α–Ζ―Ä–Β―à–Β–Ϋ–Η―è ―³–Η―Ä–Φ―΄ ASAHI)
–•–Η–¥–Κ–Ψ–Β –Ϋ―΄–Φ―΄–≤–Ϋ–Ψ–Β ―¹―Ä–Β–¥―¹―²–≤–Ψ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄ ―Ä–Α―¹–Ω―΄–Μ―è–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Ψ–Ω–Μ–Α –Ϋ–Α –Ω–Ψ–≤–Β―Ä
–†–Η―¹. 6.28. (ASF 120x160 ―¹–Φ) ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è ―É–¥–Α–Μ–Β–Ϋ–Η―è –Ϋ–Β–Ζ–Α–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η, –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è, –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Η ―¹―É―à–Κ–Η ―³–Ψ―Ä–Φ
–£ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β –¥–Μ―è ―É–¥–Α–Μ–Β–Ϋ–Η―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α –Α–≤―²–Ψ–Φ–Α―²–Η―΅–Β―¹–Κ–Η ―¹–Ϋ–Η–Φ–Α–Β―²―¹―è –Ζ–Α―â–Η―²–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –Η ―É–¥–Α–Μ―è–Β―²―¹―è –Ϋ–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä ―¹ –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η –Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄. –Θ–¥–Α–Μ–Β–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―Ä–Β–Ζ–Η–Ϋ―΄ –Η–Μ–Η –≤–Ψ–Ζ–¥―É―à–Ϋ–Ψ–≥–Ψ ―Ä–Α–Κ–Β–Μ―è.
–£―΄–Φ―΄–≤–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ
―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄. –î–Μ―è –Ω–Ψ–¥–¥–Β―Ä–Ε–Α–Ϋ–Η―è ―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ–≥–Ψ –Κ–Α―΅–Β―¹―²–≤–Α –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ―΄–Φ –Ω―Ä–Η–±–Ψ―Ä–Ψ–Φ –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ –Ω―Ä–Ψ–≤–Β―Ä―è–Β―²―¹―è –Κ–Ψ–Ϋ―Ü–Β–Ϋ―²―Ä–Α―Ü–Η―è –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α –≤ –≤―΄–Φ―΄–≤–Ϋ–Ψ–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Β –Η –Ω―Ä–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ―¹―²–Η –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ –¥–Ψ–Ζ–Η―Ä―É–Β―²―¹―è ―¹–≤–Β–Ε–Β–Β –≤―΄–Φ―΄–≤–Ϋ–Ψ–Β ―¹―Ä–Β–¥―¹―²–≤–Ψ.
–î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α
–ù–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ω–Ψ―¹–Μ–Β –≤―΄–Φ―΄–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α –Θ–Λ-–Η–Ζ–Μ―É―΅–Β- –Ϋ–Η–Β–Φ –ê –Η –Γ. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―¹–Η―¹―²–Β–Φ―΄ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η ―ç―²–Α ―Ä–Α–±–Ψ―΅–Α―è –Ψ–Ω–Β―Ä–Α―Ü–Η―è –≤―΄–Ω–Ψ–Μ–Ϋ―è–Β―²―¹―è –≤ ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä–Β ―¹ –≤–Ψ–¥–Ψ–Ι, –Ω―Ä–Η―΅–Β–Φ ―³–Ψ―Ä–Φ–Α –Ϋ–Α―Ö–Ψ–¥–Η―²―¹―è –≤–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ω–Ψ–¥ –≤–Ψ–¥–Ψ–Ι, –Η–Μ–Η –Ε–Β –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―Ä–Φ―΄ –≤ ―¹―É―Ö–Ψ–Φ –≤–Η–¥–Β –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β–Φ –ê –Η –Γ, –Κ–Α–Κ –Η –≤ ―¹–Η―¹―²–Β–Φ–Α―Ö –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β ―²–≤–Β―Ä–¥–Ψ–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ―É―é―â–Β–Ι―¹―è –Κ–Ψ–Φ–Ω–Ψ–Ζ–Η―Ü–Η–Η.
–Γ―É―à–Η–Μ―¨–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ
–†–Β―΅―¨ –Η–¥–Β–≥ –Ψ–± ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Ψ –¥–Μ―è ―²–Ψ–≥–Ψ, ―΅―²–Ψ–±―΄ –≤―΄―¹―É―à–Η―²―¨ –Ϋ–Α–≥―Ä–Β―²―΄–Φ –≤–Ψ–Ζ–¥―É―Ö–Ψ–Φ –Ϋ–Β–Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ―É―é –Α–Μ–Α–≥―É, –Ψ―¹―²–Α–≤―à―É―é―¹―è –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ―΄.
6.4.2.3. –†–Β–Ζ–Β―Ä–≤―É–Α―Ä
–î–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è –±–Β–Ζ―É–Ω―Ä–Β―΅–Ϋ–Ψ–≥–Ψ ―Ä–Α–±–Ψ―΅–Β–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ε–Η–¥–Κ–Η–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä –Ϋ–Α–≥―Ä–Β–≤–Α–Β―²―¹―è –¥–Ψ ―Ä–Α–±–Ψ―΅–Β–Ι ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄ –≤ ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä–Β. –£―¹―²―Ä–Ψ–Β–Ϋ–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è –Ω–Β―Ä–Β–Φ–Β―à–Η–≤–Α–Ϋ–Η―è –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² –Ω―Ä–Ψ―Ö–Ψ–Ε–¥–Β–Ϋ–Η–Β –Η –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Β ―Ä–Α―¹–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Β ―Ä–Β–≥–Β–Ϋ–Β―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Η–Μ–Η –Ϋ–Ψ–≤–Ψ–≥–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α –≤ ―Ä–Β–Ζ–Β―Ä–≤―É–Α―Ä–Β.
6.5. –Ξ―Ä–Α–Ϋ–Β–Ϋ–Η–Β –Η –Ψ–±―Ä–Α―â–Β–Ϋ–Η–Β ―¹ –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Φ–Η –Ω–Μ–Α―¹―²–Η–Ϋ–Α–Φ–Η –¥–Μ―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
6.5.1.–Δ―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä–Ψ–≤–Κ–Α –Η ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Β –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ ―³–Ψ―Ä–Φ
–ü–Μ–Α―¹―²–Η–Ϋ―΄ –Μ–Β–≥–Κ–Ψ –¥–Β―³–Ψ―Ä–Φ–Η―Ä―É―é―²―¹―è –Η –Ω–Ψ―ç―²–Ψ–Φ―É –Ψ–Ϋ–Η ―²―Ä–Β–±―É―é―² –±–Β―Ä–Β–Ε–Ϋ–Ψ–≥–Ψ –Ψ–±―Ä–Α―â–Β–Ϋ–Η―è –≤–Ψ –≤―Ä–Β–Φ―è ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä–Ψ–≤–Κ–Η. –û–Ϋ–Η –¥–Ψ–Μ–Ε–Ϋ―΄ ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä–Ψ–≤–Α―²―¨―¹―è –≤ –Ω–Μ–Ψ―¹–Κ–Ψ–Φ –≤–Η–¥–Β. –ü–Μ–Α―¹―²–Η–Ϋ―΄ ―É–Ω–Α–Κ–Ψ–≤―΄–≤–Α―é―²―¹―è –≤ –Ψ–¥–Ϋ–Ψ―Ä–Α–Ζ–Ψ–≤―É―é ―É–Ω–Α–Κ–Ψ–≤–Κ―É –Η–Ζ –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α –Η–Μ–Η –≤ –Φ–Ϋ–Ψ–≥–Ψ–Ψ–±–Ψ―Ä–Ψ―²–Ϋ―É―é ―É–Ω–Α–Κ–Ψ–≤–Κ―É –Η–Ζ –¥–Β―Ä–Β–≤–Α. –ü–Μ–Α―¹―²–Η–Ω―΄, –Ω–Ψ―¹―²–Α–≤–Μ―è–Β–Φ―΄–Β –≤ –Ψ―²–¥–Β–Μ―¨–Ϋ–Ψ–Ι ―É–Ω–Α–Κ–Ψ–≤–Κ–Β –Η–Μ–Η –≤ ―É–Ω–Α–Κ–Ψ–≤–Κ–Α―Ö, ―É–Μ–Ψ–Ε–Β–Ϋ–Ϋ―΄―Ö –≤ ―¹―²–Α–Ω–Β–Μ―¨ –Ϋ–Α –Ω–Ψ–¥–¥–Ψ–Ϋ–Β, –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ―΄ –±―΄―²―¨ –≤–Μ–Α–Ε–Ϋ―΄–Φ–Η –Η–Μ–Η –Φ–Ψ–Κ―Ä―΄–Φ–Η. –£–Μ–Α–Ε–Ϋ–Α―è ―É–Ω–Α–Κ–Ψ–≤–Κ–Α –Η–Ζ –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α –¥–Β―³–Ψ―Ä–Φ–Η―Ä―É–Β―²―¹―è, ―ç―²–Α –¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η―è –Ω–Β―Ä–Β–Ϋ–Ψ―¹–Η―²―¹―è –Ϋ–Α –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Η –Φ–Ψ–Ε–Β―² –Ω―Ä–Η–≤–Β―¹―²–Η –Κ –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―é –≤–Ψ–Μ–Ϋ –Ϋ–Α –Ϋ–Η―Ö.
–ù–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―è –Η–Φ–Β―é―² ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Ι ―¹―Ä–Ψ–Κ ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―è. –ù–Ψ –Φ–Ψ–Ε–Ϋ–Ψ ―Ä–Α―¹―¹―΅–Η―²―΄–≤–Α―²―¨ –Ϋ–Α 24 –Φ–Β―¹―è―Ü–Α. –ö–Α―Ä―²–Ψ–Ϋ–Ϋ–Α―è ―É–Ω–Α–Κ–Ψ–≤–Κ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –Ζ–Α–Κ―Ä―΄―²–Α –Κ–Α–Κ –Φ–Ψ–Ε–Ϋ–Ψ –¥–Ψ–Μ―¨―à–Β. –ù–Β –±–Ψ–Μ–Β–Β –Ω―è―²–Η –Ω–Ψ–Μ–Ϋ―΄―Ö –Κ–Α―Ä―²–Ψ–Ϋ–Ϋ―΄―Ö –Κ–Ψ―Ä–Ψ–±–Ψ–Κ –Φ–Ψ–Ε–Ϋ–Ψ ―É–Κ–Μ–Α–¥―΄–≤–Α―²―¨ –≤ ―¹―²–Α–Ω–Β–Μ―¨ (―Ä–Η―¹. 6.29).
–ù–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ
–ü―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ
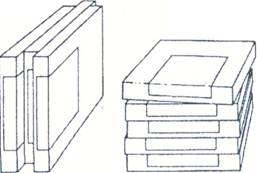
–€–Α–Κ―¹–Η–Φ–Α–Μ―¨–Ϋ–Ψ 5 –Κ–Ψ―Ä–Ψ–±–Ψ–Κ
–†–Η―¹. 6.29. –Ξ―Ä–Α–Ϋ–Β–Ϋ–Η–Β –Ω–Μ–Α―¹―²–Η–Ϋ –¥–Μ―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
–½–Α–Κ―Ä―΄―²―΄–Β –Κ–Ψ―Ä–Ψ–±–Κ–Η –Ϋ–Β ―¹–Μ–Β–¥―É–Β―² ―Ö―Ä–Α–Ϋ–Η―²―¨ –≤–±–Μ–Η–Ζ–Η –Ψ―²–Ψ–Ω–Η―²–Β–Μ―¨–Ϋ―΄―Ö –Ω―Ä–Η–±–Ψ―Ä–Ψ–≤, –≥–Ψ―Ä―è―΅–Β–≥–Ψ –≤–Ψ–Ζ–¥―É―Ö–Α –Η–Μ–Η –Ω―Ä―è–Φ―΄―Ö ―¹–Ψ–Μ–Ϋ–Β―΅–Ϋ―΄―Ö –Μ―É―΅–Β–Ι. –†–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Β –≤ ―¹―É―Ö–Ψ–Φ, –Ω―Ä–Ψ―Ö–Μ–Α–¥–Ϋ–Ψ–Φ –Φ–Β―¹―²–Β –Ω―Ä–Η ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Β –Ψ―² 4 –¥–Ψ 38 "–Γ. –ö–Ψ–Ϋ―²―Ä–Ψ–Μ―è –Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –≤–Μ–Α–Ε–Ϋ–Ψ―¹―²–Η –≤–Ψ–Ζ–¥―É―Ö–Α –Ϋ–Β ―²―Ä–Β–±―É–Β―²―¹―è.
6.5.2. –û–±―Ä–Α―â–Β–Ϋ–Η–Β
–û―²–Κ―Ä―΄―²―΄–Β –Κ–Ψ―Ä–Ψ–±–Κ–Η ―¹ –Ω–Μ–Α―¹―²–Η–Ϋ–Α–Φ–Η ―Ö―Ä–Α–Ϋ―è―² ―²–Ψ–Μ―¨–Κ–Ψ –Ω―Ä–Η –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ–Φ –Ε–Β–Μ―²–Ψ–Φ ―¹–≤–Β―²–Β.
–Γ–Μ–Β–¥―É–Β―² –Η–Ζ–±–Β–≥–Α―²―¨ –±–Β–Μ–Ψ–≥–Ψ ―¹–≤–Β―²–Α –Η –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η―è –Θ–Λ-–Μ―É―΅–Β–Ι. –î–Ϋ–Β–≤–Ϋ–Ψ–Ι ―¹–≤–Β―², ―¹–≤–Β―² –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄―Ö –Μ–Α–Φ–Ω –Η –Ψ–±―΄―΅–Ϋ―΄–Ι –Η―¹–Κ―É―¹―¹―²–≤–Β–Ϋ–Ϋ―΄–Ι ―¹–≤–Β―² (–Μ–Α–Φ–Ω―΄ –Ϋ–Α–Κ–Α–Μ–Η–≤–Α–Ϋ–Η―è) –Ω―Ä–Η –¥–Μ–Η―²–Β–Μ―¨–Ϋ–Ψ–Φ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Η –Φ–Ψ–≥―É―² –≤―΄–Ζ–≤–Α―²―¨ –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ―É―é –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η―é. –û–Κ–Ϋ–Α –Η –≤–Β―Ä―Ö–Ϋ–Η–Ι ―¹–≤–Β―² ―¹–Μ–Β–¥―É–Β―² –Ζ–Α–Κ―Ä―΄―²―¨ –Ε–Β–Μ―²–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι, –Α–Κ―Ä–Η–Μ–Ψ–≤―΄–Φ ―¹―²–Β–Κ–Μ–Ψ–Φ, –Ε–Β–Μ―²―΄–Φ –Η–Μ–Η ―¹–≤–Β―²–Ψ–Ϋ–Β–Ω―Ä–Ψ–Ϋ–Η―Ü–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ.
–î–Μ―è –Ψ―¹–≤–Β―â–Β–Ϋ–Η―è –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η―è –Η ―Ä–Α–±–Ψ―΅–Β–≥–Ψ –Φ–Β―¹―²–Α –Ω―Ä–Η–≥–Ψ–¥–Ϋ―΄ –Μ―é–Φ–Η–Ϋ–Β―¹―Ü–Β–Ϋ―²–Ϋ―΄–Β –Μ–Α–Φ–Ω―΄ –Ε–Β–Μ―²–Ψ–≥–Ψ ―Ü–≤–Β―²–Α, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, Philips: TL 20/16, TL 40/16, Sylvania: TLL1500/65, W1500/85 W. –‰–Φ–Β―é―²―¹―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –Ε–Β–Μ―²―΄–Β –Ω–Μ–Β–Ϋ–Κ–Η –Η–Ζ –Η―¹–Κ―É―¹―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, –Ζ–Α―â–Η―â–Α―é―â–Η–Β –Ψ―² –Θ–Λ-–Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è, –Ϋ–Ψ –Η―Ö –Ϋ―É–Ε–Ϋ–Ψ –Ω―Ä–Ψ–≤–Β―Ä―è―²―¨.
–ù–Β–Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ―΄–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ ―¹–Μ–Β–¥―É–Β―² –Ω–Ψ–Μ–Ψ–Ε–Η―²―¨ –≤ –Ω–Μ–Ψ―¹–Κ–Ψ–Φ –≤–Η–¥–Β –Ϋ–Α –Ω―Ä–Ψ–Κ–Μ–Α–¥–Κ–Η –Η–Ζ ―Ä–Ψ–≤–Ϋ–Ψ–≥–Ψ –Κ–Α―Ä―²–Ψ–Ϋ–Α. –î–Μ―è –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η―è ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―¹–Ψ ―¹–Μ–Ψ–Β–Φ –Ϋ–Α –Ψ–¥–Ϋ–Ψ―¹–Μ–Ψ–Ι–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ–Α―Ö ―É–≥–Ψ–Μ –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Ϋ―É–Ε–Ϋ–Ψ –Ψ―²–Ψ–≥–Ϋ―É―²―¨ –≤–≤–Β―Ä―Ö. –Γ―²–Ψ―Ä–Ψ–Ϋ–Α, –Ϋ–Α –Κ–Ψ―²–Ψ―Ä–Ψ–Ι –Ψ―²–¥–Β–Μ―è–Β―²―¹―è –Ζ–Α―â–Η―²–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α, ―è–≤–Μ―è–Β―²―¹―è ―¹―²–Ψ―Ä–Ψ–Ϋ–Ψ–Ι ―¹–Ψ ―¹–Μ–Ψ–Β–Φ. –ü–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α-–Ψ―¹- –Ϋ–Ψ–≤–Α ―²–Α–Κ –Ϋ–Β –Ψ―²–¥–Β–Μ―è–Β―²―¹―è. –ù–Α –Φ–Ϋ–Ψ–≥–Ψ―¹–Μ–Ψ–Ι–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ–Α―Ö ―Ä–Α–Ζ–Μ–Η―΅–Α―é―² –Μ–Η―Ü–Β–≤―É―é –Η –Ψ–±–Ψ―Ä–Ψ―²–Ϋ―É―é ―¹―²–Ψ―Ä–Ψ–Ϋ―΄. –ü–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Α―è –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α ―É–¥–Α–Μ―è–Β―²―¹―è –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ω–Β―Ä–Β–¥ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ.
–ü―É–Ζ―΄―Ä―¨–Κ–Η –≤–Ψ–Ζ–¥―É―Ö–Α –Φ–Β–Ε–¥―É –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ –Ω–Μ–Α―¹―²–Η–Ϋ―΄ –Η –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –Η–Μ–Η –Φ–Β―¹―²–Α–Φ–Η –Ψ―²–¥–Β–Μ–Η–≤―à–Β–Ι―¹―è –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –Φ–Ψ–≥―É―² –Ψ–Κ–Α–Ζ―΄–≤–Α―²―¨ –≤–Μ–Η―è–Ϋ–Η–Β –Ϋ–Α –Φ–Α―²–Β―Ä–Η–Α–Μ. –£–Ψ–Ζ–Ϋ–Η–Κ–Α―é―² –¥–Β―³–Β–Κ―²―΄ –Ω–Μ–Α―¹―²–Η–Ϋ, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ψ―¹―²–Α―é―²―¹―è –Ζ–Α–Φ–Β―²–Ϋ―΄–Φ–Η –Η –Ω–Ψ―¹–Μ–Β –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Η –≤–Μ–Η―è―é―² –Ϋ–Α –Κ–Α―΅–Β―¹―²–≤–Ψ –Ω–Β―΅–Α―²–Η. –û―²–¥–Β–Μ–Η–≤―à–Α―è―¹―è –Ψ―² –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –Ϋ–Β –Φ–Ψ–Ε–Β―² –Ω–Μ–Ψ―²–Ϋ–Ψ –Ω―Ä–Η–Μ–Β–≥–Α―²―¨ –Κ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Φ―É ―¹–Μ–Ψ―é.
6.5.3. –†–Β–Ζ–Κ–Α
–Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ
–ù–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄: ―Ä–Ψ–≤–Ϋ–Α―è –Ω–Μ–Ψ―¹–Κ–Α―è –Ω–Ψ–¥―¹―²–Α–≤–Κ–Α –Η –Ψ―¹―²―Ä―΄–Ι ―Ä–Β–Ε―É―â–Η–Ι –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―². –î–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ ―Ö–Ψ―Ä–Ψ―à–Ψ –Ζ–Α―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥–Ψ–≤–Α–Μ–Η ―¹–Β–±―è ―É–¥–Α―Ä–Ϋ―΄–Β –Ϋ–Ψ–Ε–Ϋ–Η―Ü―΄ –¥–Μ―è ―Ä–Β–Ζ–Κ–Η –±―É–Φ–Α–≥–Η. –ü―Ä–Η ―Ä–Β–Ζ–Κ–Β ―³–Ψ―Ä–Φ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –Μ–Β–Ε–Α―²―¨ –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –≤–≤–Β―Ä―Ö, –Ϋ–Ψ–Ε –Ω–Μ–Ψ―²–Ϋ–Ψ –Ω―Ä–Η–Ε–Η–Φ–Α―²―¨―¹―è –Κ –Ψ–±―Ä–Β–Ζ–Ϋ–Ψ–Ι –Κ―Ä–Ψ–Φ–Κ–Β. –î–Μ―è –≤―΄―Ä–Β–Ζ–Κ–Η –Ω–Μ–Α―¹―²–Η–Ϋ ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è –Ψ–±–Ε–Η–Φ–Ϋ–Ψ–Ι ―Ö–Ψ–Φ―É―² –¥–Μ―è ―³–Η–Κ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω–Μ–Α―¹―²–Η–Ϋ―΄, –Α ―²–Α–Κ–Ε–Β ―Ä–Β–Ε―É―â–Η–Ι –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―² ―¹ –Ψ―¹―²―Ä―΄–Φ –Μ–Β–Ζ–≤–Η–Β–Φ (–Κ–Α–Κ –Μ–Β–Ζ–≤–Η–Β –±―Ä–Η―²–≤―΄). –ü–Μ–Α―¹―²–Η–Ϋ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ ―¹ –Κ–Α–Ε–¥–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ϋ–Α 5βÄî8 ―¹–Φ –±–Ψ–Μ―¨―à–Β –Ϋ–Β–≥–Α―²–Η–≤–Α.
–Δ–Α–Κ–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, –¥–Ψ―¹―²–Η–≥–Α–Β―²―¹―è –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―΄–Ι –Κ–Ψ–Ϋ―²–Α–Κ―² –Η –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Ι –≤–Α–Κ―É―É–Φ –≤–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―Ü–Β―¹―¹–Α ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
6.5.4. –û–±―Ä–Α―â–Β–Ϋ–Η–Β –Η ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –¥–Ψ –Η –Ω–Ψ―¹–Μ–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η―è
–™–Ψ―²–Ψ–≤―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ϋ–Β–Μ―¨–Ζ―è ―¹–Κ–Μ–Α–¥―΄–≤–Α―²―¨ –≤ ―¹―²–Α–Ω–Β–Μ―¨ –Ψ–¥–Ϋ―É –Ϋ–Α –¥―Ä―É–≥―É―é, ―¹–Μ–Β–¥―É–Β―² –Ω―Ä–Β–¥―É―¹–Φ–Ψ―²―Ä–Β―²―¨ –Ω―Ä–Ψ–Κ–Μ–Α–¥–Κ–Η. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Ω–Ψ–¥―Ö–Ψ–¥–Η―² –Ω–Μ–Β–Ϋ–Κ–Α –Η–Ζ –Ω–Β–Ϋ–Ψ–Ω–Μ–Α―¹―²–Α, –Κ–Ψ―²–Ψ―Ä–Α―è –Ψ–±―΄―΅–Ϋ–Ψ –Ω―Ä–Ψ–Κ–Μ–Α–¥―΄–≤–Α–Β―²―¹―è –Φ–Β–Ε–¥―É –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Φ–Η –Ω–Μ–Α―¹―²–Η–Ϋ–Α–Φ–Η. –Γ ―³–Ψ―Ä–Φ–Ψ–Ι ―¹–Μ–Β–¥―É–Β―² –Ψ–±―Ä–Α―â–Α―²―¨―¹―è –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ –Ψ―¹―²–Ψ―Ä–Ψ–Ε–Ϋ–Ψ –≤–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β –Η–Ζ–≥–Η–±–Ψ–≤ –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η-–Ψ―¹–Ϋ–Ψ–≤―΄. –ü–Ψ –Ψ–Κ–Ψ–Ϋ―΅–Α–Ϋ–Η–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―É –Ω–Β―Ä–Β–¥ –¥–Β–Φ–Ψ–Ϋ―²–Α–Ε–Ψ–Φ –Ψ―΅–Η―â–Α―é―² –Ψ―² –Ψ―¹―²–Α―²–Κ–Ψ–≤ –Κ―Ä–Α―¹–Κ–Η. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―² ―Ä–Α–Ζ–±–Α–≤–Η―²–Β–Μ–Η –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Κ―Ä–Α―¹–Ψ–Κ.
–ï―¹–Μ–Η –Κ―Ä–Α―¹–Κ–Α –Ϋ–Α–Μ–Η–Ω–Α–Β―², ―Ö―Ä―É–Ω–Κ–Η–Ι –Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι –Φ–Ψ–Ε–Β―² ―²―Ä–Β―¹–Ϋ―É―²―¨, –Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ―΄ ―Ä–Α–Ζ–Ψ―Ä–≤–Α―²―¨―¹―è. –ë–Β–Ϋ–Ζ–Η–Ϋ, –Α ―²–Α–Κ–Ε–Β ―²–Ψ–Μ―É–Ψ–Μ –Η –Κ–Β―²–Ψ–Ϋ―΄ –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ―΄ –Ω―Ä–Η–Φ–Β–Ϋ―è―²―¨―¹―è –¥–Μ―è –Ψ―΅–Η―¹―²–Κ–Η ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ. –Γ–Μ–Β–¥―É–Β―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ ―ç―²–Α–Ϋ–Ψ–Μ –Η–Μ–Η ―¹–Φ–Β―¹–Η ―ç―²–Α–Ϋ–Ψ–Μ/―ç―²–Η–Μ–Α―Ü–Β―²–Α―² –≤ ―¹–Ψ–Ψ―²–Ϋ–Ψ―à–Β–Ϋ–Η–Η 80:20. –î–Μ―è –Ψ―΅–Η―¹―²–Κ–Η –Φ–Ψ–Ε–Ϋ–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Φ―è–≥–Κ―É―é ―â–Β―²–Κ―É –Η–Μ–Η –Μ―¨–Ϋ―è–Ϋ―É―é ―²―Ä―è–Ω–Κ―É. –û–±―²–Η―Ä–Ψ―΅–Ϋ–Α―è ―à–Β―Ä―¹―²―¨ –Η –Ε–Β―¹―²–Κ–Η–Β –Ψ–±―²–Η―Ä–Ψ―΅–Ϋ―΄–Β ―²―Ä―è–Ω–Κ–Η –Ϋ–Β –Ω―Ä–Η–≥–Ψ–¥–Ϋ―΄. –ü–Ψ―¹–Μ–Β –Ψ―΅–Η―¹―²–Κ–Η –Η –Ω–Β―Ä–Β–¥ ―É–Κ–Μ–Α–¥―΄–≤–Α–Ϋ–Η–Β–Φ –≤ ―¹―²–Α–Ω–Β–Μ―¨ –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―Ö–Ψ―Ä–Ψ―à–Ψ –Ω―Ä–Ψ–≤–Β―²―Ä–Η―²―¨.
–û―΅–Η―â–Β–Ϋ–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ϋ–Β–Μ―¨–Ζ―è ―Ö―Ä–Α–Ϋ–Η―²―¨ –Ϋ–Α ―¹–Ψ–Μ–Ϋ―Ü–Β. –†–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è ―¹―É―Ö–Ψ–Β, –Ω―Ä–Ψ―Ö–Μ–Α–¥–Ϋ–Ψ–Β –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η–Β. –û―²–Κ―Ä―΄―²–Ψ–Φ―É ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―é ―¹–Μ–Β–¥―É–Β―² –Ω―Ä–Β–¥–Ω–Ψ―΅–Β―¹―²―¨ ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Β –≤ ―É–Ω–Α–Κ–Ψ–≤–Κ–Β: –Κ–Α―Ä―²–Ψ–Ϋ–Ϋ–Ψ–Ι –Κ–Ψ―Ä–Ψ–±–Κ–Β –Η ―². –Ω. –ï―¹–Μ–Η –¥–Μ―è ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ψ―¹―²–Α―é―²―¹―è –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β, ―²–Ψ ―¹–Μ–Β–¥―É–Β―² –Ψ–±–≤–Β―Ä–Ϋ―É―²―¨ –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―¹ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ, –Ϋ–Β –Ω―Ä–Ψ–Ω―É―¹–Κ–Α―é―â–Η–Φ ―¹–≤–Β―² –Η –Θ–Λ-–Μ―É―΅–Η. –ï―¹–Μ–Η –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―¹–Κ–Μ–Α–¥―΄–≤–Α―é―²―¹―è –≤ ―¹―²–Α–Ω–Β–Μ―¨, ―²–Ψ ―¹–Μ–Β–¥―É–Β―² –Ω―Ä–Β–¥―É―¹–Φ–Ψ―²―Ä–Β―²―¨ –Ω―Ä–Ψ–Κ–Μ–Α–¥–Κ–Η –≤–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β ―¹–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ.
–‰–Ζ-–Ζ–Α ―É―¹–Α–¥–Κ–Η –¥–Ψ–Μ–≥–Ψ ―Ö―Ä–Α–Ϋ―è―â–Η–Β―¹―è ―³–Ψ―Ä–Φ―΄ ―¹―²–Α–Ϋ–Ψ–≤―è―²―¹―è ―²–Ψ–Ϋ―¨―à–Β, –Ω–Ψ―ç―²–Ψ–Φ―É –Η―Ö ―Ä–Α–Ζ–Φ–Β―Ä―΄ –Φ–Ψ–≥―É―² ―¹―²–Α―²―¨ –Φ–Β–Ϋ―¨―à–Β –≥–Α―Ä–Α–Ϋ―²–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö –Ω―Ä–Β–¥–Β–Μ―¨–Ϋ―΄―Ö –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Ι. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è ―²–Ψ–Μ―¨–Κ–Ψ –Κ ―²–Ψ–Μ―â–Η–Ϋ–Β ―¹–Μ–Ψ―è ―³–Ψ―Ä–Φ―΄. –ï–Β –¥–Ψ–Ω―É―¹–Κ–Η –Ϋ–Β –Φ–Β–Ϋ―è―é―²―¹―è. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² ―É―¹–Α–¥–Κ–Α –≤―¹–Β―Ö ―³–Ψ―Ä–Φ –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Α ―Ü–≤–Β- ―²–Ψ–¥–Β–Μ–Β–Ϋ–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Β―¹–Μ–Η –Ψ–Ϋ –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α–Μ―¹―è –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –Η–Ζ –Ψ–¥–Ϋ–Ψ–Ι –Ω–Α―Ä―²–Η–Η –Η ―Ö―Ä–Α–Ϋ–Η–Μ―¹―è –Ω―Ä–Η ―¹―²–Α–Ϋ–¥–Α―Ä―²–Ϋ―΄―Ö ―É―¹–Μ–Ψ–≤–Η―è―Ö, ―²–Ψ ―ç―²–Η–Φ–Η ―³–Ψ―Ä–Φ–Α–Φ–Η –Φ–Ψ–Ε–Ϋ–Ψ –Ω–Β―΅–Α―²–Α―²―¨. –ù–Ψ –Β―¹–Μ–Η –≤ –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Β ―Ü–≤–Β- ―²–Ψ–¥–Β–Μ–Β–Ϋ–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ψ–¥–Ϋ–Α –Η–Ζ –Ϋ–Η―Ö –Ϋ–Ψ–≤–Α―è, ―²–Ψ ―ç―²–Α ―³–Ψ―Ä–Φ–Α –±―É–¥–Β―² ―²–Ψ–Μ―â–Β –¥―Ä―É–≥–Η―Ö. –Δ–Α–Κ–Ψ–Ι –Κ–Ψ–Φ–Ω–Μ–Β–Κ―² –Ϋ–Β–Μ―¨–Ζ―è –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –¥–Μ―è –Ω–Β―΅–Α―²–Η. –Γ ―É―΅–Β―²–Ψ–Φ ―ç―²–Η―Ö –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ―¹―²–Β–Ι ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Φ–Ψ–Ε–Ϋ–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –¥–Μ―è –Ω–Ψ–≤―²–Ψ―Ä–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η. –î―Ä―É–≥–Η―Ö –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Η–Ι –Ϋ–Β –≤–Ψ–Ζ–Ϋ–Η–Κ–Α–Β―², –Β―¹–Μ–Η ―É―¹–Μ–Ψ–≤–Η―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è, –Κ―Ä–Α―¹–Κ–Α, –Ψ―΅–Η―¹―²–Κ–Α –Η ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η–Β –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ―΄.
6.6. –ù–Ψ–≤―΄–Β ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Κ–Η –Ω―Ä–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
6.6.1. –ü―Ä―è–Φ–Ψ–Β –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄
–ù–Α –≤―΄―¹―²–Α–≤–Κ–Β –î―Ä―É–Ω–Α 1995 –≤–Ω–Β―Ä–≤―΄–Β –±―΄–Μ–Α –Ω―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ–Α ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―è, –Κ–Ψ―²–Ψ―Ä–Α―è –≤ –Κ―Ä–Α―²―΅–Α–Ι―à–Η–Ι ―¹―Ä–Ψ–Κ –Ω–Ψ–Μ―É―΅–Η–Μ–Α ―à–Η―Ä–Ψ–Κ–Ψ–Β ―Ä–Α―¹–Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ–Β–Ϋ–Η–Β –Η –Ω―Ä–Η–Ζ–Ϋ–Α–Ϋ–Η–Β –Η–Ζ–≥–Ψ―²–Ψ–≤–Η―²–Β–Μ–Β–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, βÄî –Ω―Ä―è–Φ–Ψ–Β –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η-
–†–Η―¹. 6.30. –û–±―΄―΅–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―Ä–Φ―΄ ―¹ –Ϋ–Β–≥–Α―²–Η–≤–Α
―Ä–Ψ–≤–Α–Ϋ–Η–Β. –™–Α–Κ–Ψ–Ι ―É―¹–Ω–Β―Ö –Μ–Β–≥–Κ–Ψ –Ψ–±―ä―è―¹–Ϋ―è–Β―²―¹―è. –£ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Ω―Ä–Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Η –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―² –Ω–Β―Ä–Β–Ϋ–Ψ―¹ –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Ι –Κ–Ψ–Ω–Η–Η –Φ–Α―²–Ψ–≤–Ψ–≥–Ψ –Ϋ–Β–≥–Α―²–Η–≤–Α –Ϋ–Α ―³–Ψ―Ä–Φ―É, –Κ–Ψ―²–Ψ―Ä–Α―è –¥–Ψ–Μ–Ε–Ϋ–Α ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α―²―¨―¹―è. –≠―²–Α –Φ–Α―²–Ψ–≤–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –Ψ―¹―²–Α–Ϋ–Β―²―¹―è –Η –≤ –±―É–¥―É―â–Β–Φ ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
–£–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Ω–Ψ–Μ–Ϋ–Ψ–Ι –Ω–Β―Ä–Β–¥–Α―΅–Η –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η–Η, –Ω–Ψ–Μ―É―΅–Β–Ϋ–Ϋ–Ψ–Ι –Ω―Ä–Η ―ç–Μ–Β–Κ―²―Ä–Ψ–Ϋ–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Η –Ζ–Α–Μ–Ψ–Ε–Β–Ϋ–Ϋ–Ψ–Ι –Ϋ–Α –Φ–Α―²–Ψ–≤–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β, –≤–Β―¹―¨–Φ–Α –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Α, –Ω–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É ―²―Ä–Β–±―É–Β―² –≤―΄―¹–Ψ–Κ–Ψ–Ι ―²–Ψ―΅–Ϋ–Ψ―¹―²–Η.
–≠―²–Η –Ω―Ä–Ψ–±–Μ–Β–Φ―΄ –Κ–Α―΅–Β―¹―²–≤–Α ―Ä–Β―à–Α–Β―² –Ω―Ä―è–Φ–Ψ–Β –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–Β –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ω―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ–Η―è ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η –Γ–Δ–† (–Κ–Ψ–Φ–Ω―¨―é―²–Β―ÄβÄî―³–Ψ―Ä–Φ–Α). –£ –Ψ―²–Μ–Η―΅–Η–Β –Ψ―² –Ψ–±―΄―΅–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –Η–Ζ–Ψ–±―Ä–Α–Ζ–Η―²–Β–Μ―¨–Ϋ–Α―è –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―è –Η–Μ–Η –≤―΄–≤–Ψ–¥ ―Ä–Β–Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Ψ–Ϋ–Ϋ―΄―Ö –¥–Α–Ϋ–Ϋ―΄―Ö –Ω–Β―Ä–Β–Ϋ–Ψ―¹–Η―²―¹―è –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ϋ–Α –Ω–Μ–Α―¹―²–Η–Ϋ―É, –Η–Φ–Β―é―â―É―é ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ―¨―à –Κ –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–Φ―É –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―é ―¹–Μ–Ψ–Ι.
–ü―Ä–Η ―ç―²–Ψ–Φ ―Ä–Β–Μ―¨–Β―³ ―¹–Ψ–Ζ–¥–Α–Β―²―¹―è –Ϋ–Β –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Φ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ, –Α –Ω―É―²–Β–Φ ―É–¥–Α–Μ–Β–Ϋ–Η―è ―¹–Μ–Ψ―è –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –≤―΄―¹–Ψ–Κ–Ψ–Ι –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²–Η ―ç–Ϋ–Β―Ä–≥–Η–Η.

–†–Η―¹. 6.31. –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―Ä–Φ―΄ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Μ–Α–Ζ–Β―Ä–Α
1 –Δ–Μ–Ψ―²–Ϋ–Ψ―¹―²―¨ ―ç–Ϋ–Β―Ä–≥–Η–Η ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ψ–Κ–Ψ–Μ–Ψ 3 –î–Ε / –Φ2. –î–Μ―è ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―è: –Ψ–±―΄―΅–Ϋ―΄–Β –Ψ―³―¹–Β―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―²―Ä–Β–±―É―é―² –Ψ–Κ–Ψ–Μ–Ψ 10 –€–î–Ε/―¹–Φ2, ―²–Β―Ä–Φ–Η―΅–Β―¹–Κ–Η–Β –Ψ―³―¹–Β―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ βÄî –Φ–Β–Ϋ–Β–Β 0,1 –î–Ε/―¹–Φ2. –î–Μ―è –¥–Ψ―¹―²–Η–Ε–Β–Ϋ–Η―è –≤―΄―¹–Ψ–Κ–Ψ–Ι –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –Ψ–Κ–Ψ–Μ–Ψ 30 –£―² ―ç–Ϋ–Β―Ä–≥–Η–Η –Μ–Α–Ζ–Β―Ä–Α –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É.
–î–Μ―è ―΅–Η―¹―²–Ψ–≥–Ψ ―É–¥–Α–Μ–Β–Ϋ–Η―è
―¹–Μ–Ψ―è ―²―Ä–Β–±―É–Β―²―¹―è –≤―΄―¹–Ψ–Κ–Α―è –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²―¨ ―ç–Ϋ–Β―Ä–≥–Η–Η (–Ψ–Κ–Ψ–Μ–Ψ 0,5 –€–£―²/―¹–Φ2). –ß–Β–Φ
–≤―΄―à–Β ―ç–Ϋ–Β―Ä–≥–Η―è, ―²–Β–Φ ―΅–Η―â–Β ―É–¥–Α–Μ–Β–Ϋ–Η–Β. –£ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ϋ–Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä, –Ϋ–Α―Ö–Ψ–¥―è―â–Η–Ι―¹―è
–Ω–Ψ–¥ ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ―΄–Φ ―¹–Μ–Ψ–Β–Φ, –Μ–Α–Ζ–Β―Ä –Ϋ–Β –Ψ–Κ–Α–Ζ―΄–≤–Α–Β―² –Ϋ–Η–Κ–Α–Κ–Ψ–≥–Ψ –≤–Μ–Η―è–Ϋ–Η―è, ―²–Α–Κ –Κ–Α–Κ –Ψ–Ϋ ―ç–Φ–Η―²–Η―Ä―É–Β―²
–≤ –Η–Ϋ―³―Ä–Α–Κ―Ä–Α―¹–Ϋ–Ψ–Φ –¥–Η–Α–Ω–Α–Ζ–Ψ–Ϋ–Β, –Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä ―΅―É–≤―¹―²–≤–Η―²–Β–Μ–Β–Ϋ –≤ –Θ–Λ-–¥–Η–Α–Ω–Α–Ζ–Ψ–Ϋ–Β. –†–Β–Ζ―É–Μ―¨―²–Α
―²–Ψ–Φ ―è–≤–Μ―è–Β―²―¹―è –Η–Ϋ―²–Β–≥―Ä–Α–Μ―¨–Ϋ–Α―è –Φ–Α―¹–Κ–Α ―¹ ―Ä–Β–Ζ–Κ–Η–Φ–Η –Κ―Ä–Α―è–Φ–Η, –Κ–Ψ―²–Ψ―Ä–Α―è ―¹–Ψ–¥–Β―Ä–Ε–Η―² –≤―¹―é –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é
–Η –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ ―¹–≤―è–Ζ–Α–Ϋ–Α ―¹ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι.
–ö–Α–Κ ―Ä–Α–±–Ψ―²–Α―é―² ―ç―²–Η –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄? –¦–Α–Ζ–Β―Ä–Ϋ―΄–Β –Η―¹―²–Ψ―΅–Ϋ–Η–Κ–Η –Φ–Ψ–≥―É―² –±―΄―²―¨ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ–Η:
–Μ–Α–Ζ–Β―Ä ―¹ ―²–≤–Β―Ä–¥―΄–Φ –Α–Κ―²–Η–≤–Ϋ―΄–Φ –≤–Β―â–Β―¹―²–≤–Ψ–Φ, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä: –Μ–Α–Ζ–Β―Ä YAG;
–Μ–Α–Ζ–Β―Ä ―¹ –Α–Κ―²–Η–≤–Ϋ―΄–Φ –≤–Β―â–Β―¹―²–≤–Ψ–Φ –≤ –≥–Α–Ζ–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ–Ψ–Φ ―¹–Ψ―¹―²–Ψ―è–Ϋ–Η–Η, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä: –Μ–Α–Ζ–Β―Ä ―¹ –≥–Β–Μ–Η–Β–Φ –Η –Ϋ–Β–Ψ–Ϋ–Ψ–Φ;
–Ω–Ψ–Μ―É–Ω―Ä–Ψ–≤–Ψ–¥–Ϋ–Η–Κ–Ψ–≤―΄–Ι –Μ–Α–Ζ–Β―Ä, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä: –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Β –¥–Η–Ψ–¥―΄.
–ö–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―¹ ―É―΅–Β―²–Ψ–Φ –Ψ―¹–Ψ–±―΄―Ö ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι –Ω―Ä–Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β –Μ–Α–Ζ–Β―Ä–Ψ–Φ ―¹–Μ–Ψ―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –Μ–Α–Ζ–Β―Ä YAG (Barco, Schepers/ –û–≥–Α–Ι–Ψ, –£–Β―²―Ü–Β–Μ―¨).
–ö―Ä–Α―²–Κ–Ψ–Β –Ψ–Ω–Η―¹–Α–Ϋ–Η–Β ―Ä–Β–Ε–Η–Φ–Α ―Ä–Α–±–Ψ―²―΄: –¦–Α–Ζ–Β―Ä YAG ―¹ –Ϋ–Α―΅–Α–Μ―¨–Ϋ–Ψ–Ι –Φ–Ψ―â–Ϋ–Ψ―¹―²―¨―é –Ϋ–Β –±–Ψ–Μ–Β–Β 60 –£―² –Φ–Ψ–¥―É–Μ–Η―Ä―É–Β―² –≤ –ê–û–€ (–Α–Κ―É―¹―²–Η–Κ–Ψ-–Ψ–Ω―²–Η- ―΅–Β―¹–Κ–Ψ–Φ –Φ–Ψ–¥―É–Μ―è―²–Ψ―Ä–Β) –Η–Ζ–Ψ–±―Ä–Α–Ζ–Η―²–Β–Μ―¨–Ϋ―É―é –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é ―¹ ―¹–Ψ–±―¹―²–≤–Β–Ϋ–Ϋ―΄–Φ–Η –Κ–Ψ–Μ–Β–±–Α–Ϋ–Η―è–Φ–Η, –Ω―Ä–Η―΅–Β–Φ –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Η―¹―²–Ψ―΅–Ϋ–Η–Κ–Α –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è –Φ–Ψ–Ε–Ϋ–Ψ –Ω–Ψ–Μ―É―΅–Η―²―¨ ―³–Ψ–Κ―É―¹ –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β –Φ–Ψ―â–Ϋ–Ψ―¹―²―¨―é –¥–Ψ 30 –£―².
–£–Α–Μ ―¹ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι, ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ –≤―Ä–Α―â–Β–Ϋ–Η―è –¥–Ψ 2000 –Ψ–±/–Φ–Η–Ϋ.
–†–Η―¹. 6.32. –û–Ω―²–Η―΅–Β―¹–Κ–Α―è ―¹–Η―¹―²–Β–Φ–Α –Μ–Α–Ζ–Β―Ä–Α YAG
–ü―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Φ–Ψ–Ε–Ϋ–Ψ –Ω–Ψ–≤―΄―¹–Η―²―¨ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –¥–≤―É―Ö–Μ―É―΅–Β–≤–Ψ–Ι ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η, ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Ψ–Ι ―³–Η―Ä–Φ–Ψ–Ι Barco Graphics/BSL, –Ω―Ä–Η –Κ–Ψ―²–Ψ―Ä–Ψ–Ι –≤ –ê–û–€ –Η―¹―Ö–Ψ–¥–Ϋ―΄–Ι –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Ι –Μ―É―΅ ―Ä–Α―¹–Ω–Α–¥–Α–Β―²―¹―è –Ϋ–Α –¥–≤–Α –Μ―É―΅–Α ―¹ –Η–¥–Β–Ϋ―²–Η―΅–Ϋ―΄–Φ–Η –Ω–Α―Ä–Α–Φ–Β―²―Ä–Α–Φ–Η. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Ω―Ä–Η –Ψ–¥–Ϋ–Ψ–Μ―É―΅–Β–≤–Ψ–Ι ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η –Φ–Ψ–Ε–Ϋ–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –Ψ–Κ–Ψ–Μ–Ψ 16 –£―² –Ω―Ä–Η 2100 dpi ―¹ 2000 –Ψ–±/–Φ–Η–Ϋ, –¥–Μ―è –¥–≤–Ψ–Ι–Ϋ–Ψ–≥–Ψ –Μ―É―΅–Α –Ψ―¹―²–Α–Β―²―¹―è –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è –Φ–Ψ―â–Ϋ–Ψ―¹―²―¨ –Μ–Α–Ζ–Β―Ä–Α.
–£ –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é ―É–Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –Ϋ–Α―Ä―è–¥―É ―¹ –Ψ–Ω―²–Η―΅–Β―¹–Κ–Η–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ, –≤―Ö–Ψ–¥―è―² ―ç–Κ―¹–Ω–Ψ–Ζ–Η―Ü–Η–Ψ–Ϋ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä –Η–Ζ ―É–≥–Ψ–Μ―¨–Ϋ–Ψ–≥–Ψ –≤–Ψ–Μ–Ψ–Κ–Ϋ–Α –Η–Μ–Η –Ω–Ψ–¥―Ö–Ψ–¥―è―â–Η–Ι –≤–Ψ–Ζ–¥―É―à–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä –¥–Μ―è –≥–Η–Μ―¨–Ζ, ―²–Α–Κ –Κ–Α–Κ –±–Μ–Α–≥–Ψ–¥–Α―Ä―è –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η ycrai ―é–≤–Κ–Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Α –Ζ–Α–Φ–Α ia ―Ü–Η–Μ―à ―â―Ä–Α; ―Ä–Α–±–Ψ―΅–Α―è crai i- ―Ü–Η―è ―¹ –Ψ–±―¹–Μ―É–Ε–Η–≤–Α―é―â–Η–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ ―¹ –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Ψ–Ι –¥–Μ―è ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Η–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ –Η –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Μ–Β–Ϋ–Η―è –Η–Ζ–Ψ–±―Ä–Α–Ζ–Η―²–Β–Μ―¨–Ϋ―΄―Ö –¥–Α–Ϋ–Ϋ―΄―Ö; –≤–Α–Κ―É―É–Φ–Ϋ–Α―è ―¹–Η―¹―²–Β–Φ–Α, –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α―é―â–Α―è ―É–Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –≤–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―Ü–Β―¹―¹–Α ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è; ―¹–Η―¹―²–Β–Φ–Α –≤―΄―²―è–Ε–Κ–Η/–≤―¹–Α―¹―΄–≤–Α–Ϋ–Η―è –Ψ―²―Ö–Ψ–¥–Ψ–≤ –Ϋ–Α –Φ–Β―¹―²–Α―Ö –Η―Ö –≤–Ψ–Ζ–Ϋ–Η–Κ–Ϋ–Ψ–≤–Β–Ϋ–Η―è –≤–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β –Ζ–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Η–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―¹ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β–Φ.
–ö–Α―΅–Β―¹―²–≤–Ψ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Ϋ―΄―Ö ―Ü–Η―³―Ä–Ψ–≤―΄–Φ –Φ–Β―²–Ψ–¥–Ψ–Φ, –Ζ–Α–≤–Η―¹–Η―², –≤ ―΅–Α―¹―²–Ϋ–Ψ―¹―²–Η, –Ψ―² –Α–¥―Ä–Β―¹–Α―Ü–Η–Η, ―Ä–Α–Ζ–≤–Β―Ä―²–Κ–Η –Η –≥―Ä–Α–¥–Α―Ü–Η–Η –≤ ―¹–Β―Ä―΄―Ö ―²–Ψ–Ϋ–Α―Ö. –ê–¥―Ä–Β―¹–Α―Ü–Η―è βÄî ―ç―²–Ψ ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨ –Μ–Α–Ζ–Β―Ä–Α –±―΄―²―¨ ―É–Ω―Ä–Α–≤–Μ―è–Β–Φ―΄–Φ –Ϋ–Ψ –≤―¹–Β–Ι ―¹–Ψ–≤–Ψ–Κ―É–Ω–Ϋ–Ψ―¹―²–Η ―¹–≤–Ψ–Η―Ö –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Ψ–Ϋ–Ϋ―΄―Ö –Ω―Ä–Η–Ζ–Ϋ–Α–Κ–Ψ–≤. –†–Α–Ζ–≤–Β―Ä―²–Κ–Α –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―²―¹―è –≤–Β–Μ–Η―΅–Η–Ϋ–Ψ–Ι –Ω–Η–Κ―¹–Β–Μ–Ψ–≤ –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Φ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Η (―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ–Ψ–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Ψ―Ä–Ψ–Φ RIP) –Η ―³–Ψ–Κ―É―¹–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Φ –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Φ –Μ―É―΅–Ψ–Φ, –Κ–Ψ―²–Ψ―Ä―΄–Β –¥–Ψ–Μ–Ε–Ϋ―΄ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Ψ–≤–Α―²―¨ –¥―Ä―É–≥ –¥―Ä―É–≥―É.
–î–Μ―è ―Ö–Ψ―Ä–Ψ―à–Β–Ι ―Ä–Α―¹―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α–Ι ―Ä–Α–±–Ψ―²―΄ –≤ –Κ–Α―΅–Β―¹―²–≤–Β –Α–±―¹–Ψ–Μ―é―²–Ϋ–Ψ–≥–Ψ –Φ–Η–Ϋ–Η–Φ―É–Φ–Α –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄ 100 –≥―Ä–Α–¥–Α―Ü–Η–Ι –≤ ―¹–Β―Ä―΄―Ö ―²–Ψ–Ϋ–Α―Ö, ―²–Α–Κ –Κ–Α–Κ ―΅–Β–Φ –±–Ψ–Μ―¨―à–Β –Μ–Α–Ζ–Β―Ä–Ϋ―΄―Ö ―²–Ψ―΅–Β–Κ ―¹–Ψ–Ζ–¥–Α―é―² ―Ä–Α―¹―²―Ä–Ψ–≤―É―é ―²–Ψ―΅–Κ―É, ―²–Β–Φ –Μ―É―΅―à–Β ―Ä–Α–Ζ–≤–Β―Ä―²–Κ–Α –Η, ―²–Α–Κ–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, –Κ–Α―΅–Β―¹―²–≤–Ψ.
–ö–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ―΄–Β –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Α ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η CTP ―Ä–Α―¹–Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ―è―é―²―¹―è –Η –Ϋ–Α –Ψ―²–¥–Β–Μ–Ψ―΅–Ϋ―΄–Β –Ω―Ä–Ψ―Ü–Β―¹―¹―΄, –Ω–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Η –Ω–Ψ―¹–Μ–Β –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è ―¹―É―â–Β―¹―²–≤―É―é―² –Ϋ–Β–Κ–Ψ―²–Ψ―Ä―΄–Β –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ―΄–Β –Ψ―²–Μ–Η―΅–Η―è –Ψ―² –Ψ–±―΄―΅–Ϋ–Ψ–Ι –Ψ―²–¥–Β–Μ–Κ–Η ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Κ–Ψ―²–Ψ―Ä―΄–Β –≤–Μ–Η―è―é―² –Ϋ–Α –Κ–Α―΅–Β―¹―²–≤–Ψ –Η –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ―¹―²―¨ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η.
I –™―Ä–Β–Ε–¥–Β –≤―¹–Β–≥–Ψ –Ω―Ä–Η –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –Ϋ–Β –Ϋ―É–Ε–Ϋ–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –≤–Α–Κ―É―É–Φ–Ϋ―É―é –Ω–Μ–Β–Ϋ–Κ―É, ―΅―²–Ψ –Φ–Ψ–≥–Μ–Ψ –±―΄ –Ω―Ä–Η–≤–Β―¹―²–Η –Κ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι ―³–Η–Μ―¨―²―Ä–Α―Ü–Η–Η ―¹–≤–Β―²–Α –Θ–Λ-–Μ–Α–Φ–Ω.
–ü―Ä–Η –Ψ–±―΄―΅–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η ―ç―²–Α –Ω–Μ–Β–Ϋ–Κ–Α –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α –¥–Μ―è –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–≥–Ψ –Κ–Ψ–Ϋ―²–Α–Κ―²–Α ―¹ –Φ–Α―²–Ψ–≤―΄–Φ –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ, –Κ–Ψ―²–Ψ―Ä―΄–Ι –¥–Ψ–Μ–Ε–Β–Ϋ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α―²―¨―¹―è.
–î–Β―³–Β–Κ―²―΄ –≤–Α–Κ―É―É–Φ–Α,
–Κ–Ψ―²–Ψ―Ä―΄–Β ―΅–Α―¹―²–Ψ –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―² –Ω―Ä–Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β –Η –Ω―Ä–Ψ―è–≤–Μ―è―é―²―¹―è –≤ –≤–Η–¥–Β –Ϋ–Β–Ω―Ä–Ψ–Ω–Β- ―΅–Α―²–Α–Ϋ–Ϋ―΄―Ö
–Κ–Ψ–Ω–Η–Ι, –Ϋ–Β–≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄.
–€–Α―²–Ψ–≤―΄–Ι –Ϋ–Β–≥–Α―²–Η–≤ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² –¥–Η―³―³―É–Ζ–Ϋ―É―é/ ―Ä–Α―¹―¹–Β―è–Ϋ–Ϋ―É―é –Ω–Β―Ä–Β–¥–Α―΅―É –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É.
–£―¹–Β –Η–Ζ–≤–Β―¹―²–Ϋ―΄–Β –Η―¹―²–Ψ―΅–Ϋ–Η–Κ–Η –¥–Β―³–Β–Κ―²–Ψ–≤, –Κ–Α–Κ:
–Ω―΄–Μ―¨,
―¹–≥–Η–±―΄ –Ω–Μ–Β–Ϋ–Κ–Η,
–Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Α―è –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²―¨ –Η–Ζ-–Ζ–Α –Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ϋ–Β–≥–Α―²–Η–≤–Α,
–¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η―è –Η–Ζ-–Ζ–Α –Η–Ζ–Φ–Β–Ϋ–Β–Ϋ–Η―è –≤–Μ–Α–Ε–Ϋ–Ψ―¹―²–Η
–≤–Ψ–Ζ–¥―É―Ö–Α,
–¥–Β―³–Β–Κ―²―΄ –Ω–Ψ–Κ―Ä―΄―²–Η―è –Φ–Α―²–Ψ–≤–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η
―É―¹―²―Ä–Α–Ϋ―è―é―²―¹―è –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Γ –™ –†.
–≥
–Π–Η―³―Ä–Ψ–≤–Α―è ―²–Β―Ö–Ϋ–Η–Κ–Α –Η–Φ–Β–Β―² –±–Ψ–Μ―¨―à–Η–Β –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η. –ù–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β –Ω―Ä–Ψ―΅–Ϋ–Ψ –Ζ–Α–Κ―Ä–Β–Ω–Μ―è―é―²―¹―è ―²–Α–Κ–Ε–Β –Η –±–Ψ–Μ–Β–Β –Φ–Β–Μ–Κ–Η–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄. –ü―Ä–Ψ–±–Β–Μ―΄ –Η –≤―¹–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄, –≥–¥–Β ―΅–Β―Ä–Β–¥―É–Β―²―¹―è –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö –Η –Ϋ–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö ―É―΅–Α―¹―²–Κ–Ψ–≤, –Η–Φ–Β―é―² ―΅–Β―²–Κ―É―é –¥–Η―³―³–Β―Ä–Β–Ϋ―Ü–Η–Α―Ü–Η―é. –ö–Α–Κ –≥–Ψ–≤–Ψ―Ä―è―² ―¹–Ω–Β―Ü–Η–Α–Μ–Η―¹―²―΄, –Ϋ–Β―² –Ϋ–Α―²–Β–Κ–Α–Ϋ–Η–Ι.
–¦–Α–Ζ–Β―Ä–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–ü―Ä–Ψ―è–≤–Μ–Β–Ϋ–Η–Β
–€–Ψ–Ε–Ϋ–Ψ –Κ–Ψ–Ϋ―¹―²–Α―²–Η―Ä–Ψ–≤–Α―²―¨, ―΅―²–Ψ ―Ü–Η―³―Ä–Ψ–≤–Α―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Η–Φ–Β–Β―² –±–Ψ–Μ–Β–Β –Ϋ–Η–Ζ–Κ–Ψ–Β ―Ä–Α―¹―²–Α―¹–Κ–Η–≤–Α–Ϋ–Η–Β, ―΅–Β–Φ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α, –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Ϋ–Α―è –Ψ–±―΄―΅–Ϋ―΄–Φ ―¹–Ω–Ψ―¹–Ψ–±–Ψ–Φ.
–Π–Η―³―Ä–Ψ–≤–Α―è ―¹ ―³–Ψ―Ä–Φ–Α!
–û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–Γ―É―à–Κ–Α/ I'WWVl –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α
–™–Ψ―²–Ψ–≤–Α―è ―³–Ψ―Ä–Φ–Α
–†–Η―¹. 6.33. –ü–Ψ–Μ–Ϋ―΄–Ι ―Ä–Α–±–Ψ―΅–Η–Ι –Ω―Ä–Ψ―Ü–Β―¹―¹ –Ω―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Γ–Δ–†
–Γ–≤–Β―²–Μ―΄–Β ―É―΅–Α―¹―²–Κ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Ψ―¹―²–Α―é―²―¹―è ―¹–≤–Β―²–Μ―΄–Φ–Η (1%-―è ―Ä–Α―¹―²―Ä–Ψ–≤–Α―è ―²–Ψ―΅–Κ–Α –Φ–Ψ–Ε–Β―² –Β–Ψ ―¹―²–Α–±–Η–Μ―¨–Ϋ―΄–Φ –Κ–Α―΅–Β―¹―²–≤–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α―²―¨―¹―è –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β), –Α ―²–Β–Φ–Ϋ―΄–Β ―É―΅–Α―¹―²–Κ–Η βÄî –±–Ψ–Μ–Β–Β –Ψ―²–Κ―Ä―΄―²―΄–Φ–Η (―Ä–Α―¹―²―Ä–Ψ–≤―΄–Ι –Ω–Β―Ä–Β―Ö–Ψ–¥ –Ψ―² 75 –Κ 100% –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –≤―΄―à–Β). –‰–Ϋ―²–Β―Ä–≤–Α–Μ ―²–Ψ–Ϋ–Ψ–≤―΄―Ö –≥―Ä–Α–¥–Α―Ü–Η–Ι 4-–Κ―Ä–Α―¹–Ψ―΅–Ϋ–Ψ–Ι ―Ä–Β–Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è –±–Ψ–Μ―¨―à–Β.
–£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Κ―Ä–Η–≤–Α―è ―Ä–Ψ―¹―²–Α ―²–Ψ–Ϋ–Ψ–≤―΄―Ö –≥―Ä–Α–¥–Α―Ü–Η–Ι –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ ―¹–Ψ–Κ―Ä–Α―â–Α–Β―²―¹―è. –ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Γ–Δ–† –≤―΄―¹–Ψ–Κ–Α―è –Μ–Η–Ϋ–Η–Α- ―²―É―Ä–Α ―Ä–Α―¹―²―Ä–Α –Φ–Ψ–Ε–Β―² –±―¨–Ω ―¨ ―Ä–Β–Α–Μ–Η–Ζ–Ψ–≤–Α–Ϋ–Α, –Ω―Ä–Η―΅–Β–Φ –Ζ–¥–Β―¹―¨ –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Η―è –Ψ–Ω―Ä–Β–¥–Β–Μ―è―é―²―¹―è ―¹–Ω–Ψ―¹–Ψ–±–Ψ–Φ –Ω–Β―΅–Α―²–Η, –Α –Ϋ–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι.
6.6.2. –Δ–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―è –Γ–Δ–† –Ϋ–Α –Ω―Ä–Α–Κ―²–Η–Κ–Β
–ü–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²–Β–Μ–Η ―ç―²–Ψ–Ι ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η, –Ϋ–Β―¹–Φ–Ψ―²―Ä―è –Ϋ–Α –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –Ω–Ψ–≤―΄―à–Β–Ϋ–Η–Β –Κ–Α―΅–Β―¹―²–≤–Α, –¥–Ψ–Μ–Ε–Ϋ―΄ –Η–Φ–Β―²―¨ –≤ –≤–Η–¥―É, ―΅―²–Ψ ―Ü–Η―³―Ä–Ψ–≤–Ψ–Ι ―Ä–Α–±–Ψ―΅–Η–Ι –Ω―Ä–Ψ―Ü–Β―¹―¹ –Ω―Ä–Β–¥―ä―è–≤–Μ―è–Β―² –Η–Ϋ―΄–Β ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è –Κ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―é –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –¥–Μ―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η.
–Β ―Ü
–± ―΅ –≤
–≤ –Ψ –Η: –Ω< –Δ[ Hi –Η
> ―²―¹
HI
―΅–≥
–Μ―¹ ―΅–Α
Ml
–Μ―É –Ω―É ―Ä–Ψ
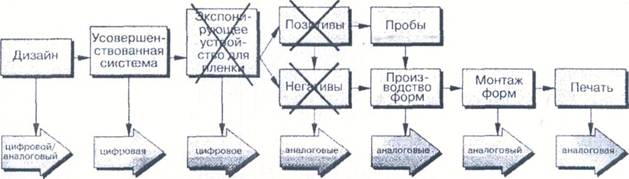
–†–Η―¹. 6.34. –Π–Η―³―Ä–Ψ–≤–Ψ–Ι ―Ä–Α–±–Ψ―΅–Η–Ι –Ω―Ä–Ψ―Ü–Β―¹―¹ ―¹ –Γ–Δ–†
―¹
–Ψ–± –Ϋ―΄
COI –≤ –Η –î–£1
―΅–Α―²
–£ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹
―¹–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ―΄–Φ ―¹–Ψ―¹―²–Ψ―è–Ϋ–Η–Β–Φ ―²–Β―Ö–Ϋ–Η–Κ–Η –≤ –Ψ–±–Μ–Α―¹―²–Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Μ–Α–Ζ–Β―Ä–Ψ–Φ –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è,
–≥–Μ–Α–≤–Ϋ―΄–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, ―²–Ψ–Ϋ–Κ–Η–Β –Ω–Μ–Α―¹―²–Η–Ϋ―΄ (―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι –¥–Ψ 1,7 –Φ–Φ). –ü―Ä–Η –±–Ψ–Μ–Β–Β ―²–Ψ–Μ―¹―²―΄―Ö
–Ω–Μ–Α―¹―²–Η–Ϋ–Α―Ö –Η―Ö –Φ–Α―¹―¹–Α –Ψ–≥―Ä–Α–Ϋ–Η―΅–Η–≤–Α–Β―² ―΅–Η―¹–Μ–Ψ –Ψ–±–Ψ―Ä–Ψ―²–Ψ–≤ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α, ―². –Β.
–Ω–Μ–Α―¹―²–Η–Ϋ–Α ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 2,54 –Φ–Φ –Φ–Ψ–Ε–Β―² –≤―΄–¥–Β―Ä–Ε–Η–≤–Α―²―¨ –Ϋ–Α–≥―Ä―É–Ζ–Κ―É –≤ 1000 –Ψ–±/–Φ–Η–Ϋ. –ü―Ä–Η –Ψ–¥–Ϋ–Ψ-
–Μ―É―΅–Β–≤–Ψ–Φ ―Ä–Β–Ε–Η–Φ–Β ―ç―²–Ψ –Ψ–Ζ–Ϋ–Α―΅–Α–Β―² –¥–≤–Ψ–Ι–Ϋ―É―é –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Μ–Α–Ζ–Β―Ä–Ψ–Φ,
–Ω–Ψ―ç―²–Ψ–Φ―É –≤–Ψ–Ζ–Ϋ–Η–Κ–Α–Β―² –≤–Ψ–Ω―Ä–Ψ―¹ ―Ä–Β–Ϋ―²–Α–±–Β–Μ―¨–Ϋ–Ψ―¹―²–Η. –Δ–Α–Κ–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, –≤―΄―à–Β―É–Ω–Ψ–Φ―è–Ϋ―É―²–Α―è
―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―è –¥–≤–Ψ–Ι–Ϋ–Ψ–≥–Ψ –Μ―É―΅–Α ―è–≤–Μ―è–Β―²―¹―è ―Ö–Ψ―Ä–Ψ―à–Β–Ι –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨―é ―¹–Ψ–Κ―Ä–Α―â–Β–Ϋ–Η―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ
–≤―Ä–Β–Φ–Β–Ϋ–Η –Η –Ω―Ä–Η –±–Ψ–Μ–Β–Β ―²–Ψ–Μ―¹―²–Ψ–Φ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Β.
–£–Α–Ε–Ϋ―΄–Φ ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Β–Φ –Κ ―Ä–Β–Ε–Η–Φ―É –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Μ–Α–Ζ–Β―Ä–Ψ–Φ ―è–≤–Μ―è–Β―²―¹―è –Η–Ϋ―²–Β–≥―Ä–Α―Ü–Η―è –≤ ―¹―É―â–Β―¹―²–≤―É―é―â–Η–Β ―¹–Η―¹―²–Β–Φ―΄ –Ω―Ä–Β–¥–Ω―Ä–Η―è―²–Η―è.
–ü―Ä–Η–≤―è–Ζ–Κ–Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄, –Ϋ–Ψ –Ϋ–Β―Ü–Β–Μ–Β―¹–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ―΄ –Η –Ϋ–Β–Ω―Ä–Α–Κ―²–Η―΅–Ϋ―΄. –Γ–Η―¹―²–Β–Φ―΄ –¥–Ψ–Μ–Ε–Ϋ―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α―²―¨, ―΅―²–Ψ–±―΄ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Β –Ω―Ä–Β–Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―è –¥–Α–Ϋ–Ϋ―΄―Ö –Ω―Ä–Ψ–≤–Ψ–¥–Η–Μ–Η―¹―¨ ―ç―³―³–Β–Κ―²–Η–≤–Ϋ–Ψ, –±–Β–Ζ –Η―¹–Κ–Α–Ε–Β–Ϋ–Η–Ι –Η –Ω–Ψ―²–Β―Ä―¨ –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η–Η. –™–Α―Ä–Α–Ϋ―²–Η―è ―²–Ψ–≥–Ψ, ―΅―²–Ψ ―Ä–Α–±–Ψ―²–Α –Η–Ζ –Α―Ä―Ö–Η–≤–Α –¥–Α–Ϋ–Ϋ―΄―Ö –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –Ϋ–Β–Ψ–¥–Ϋ–Ψ–Κ―Ä–Α―²–Ϋ–Ψ –Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Α ―¹ –Ψ–¥–Η–Ϋ–Α–Κ–Ψ–≤―΄–Φ –Κ–Α―΅–Β―¹―²–≤–Ψ–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Ψ―Ä–Ψ–Φ RIP, –Ϋ–Α―Ä―è–¥―É ―¹ ―Ö–Ψ―Ä–Ψ―à–Η–Φ ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Β–Φ –¥–Α–Ϋ–Ϋ―΄–Φ–Η –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ ―ç–Μ–Β–Φ–Β–Ϋ―²–Α―Ä–Ϋ―΄–Φ ―É―¹–Μ–Ψ–≤–Η―è–Φ ―Ü–Η―³―Ä–Ψ–≤–Ψ–≥–Ψ ―Ä–Α–±–Ψ―΅–Β–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α.
–Π–Η―³―Ä–Ψ–≤―΄–Β –Ω―Ä–Ψ–±―΄ –≤ ―Ü–Η―³―Ä–Ψ–≤–Ψ–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β ―²–Α–Κ–Ε–Β –Η–≥―Ä–Α―é―² ―Ü–Β–Ϋ―²―Ä–Α–Μ―¨–Ϋ―É―é ―Ä–Ψ–Μ―¨.
–Δ–Ψ–Μ―¨–Κ–Ψ ―²–Α–Φ, –≥–¥–Β –¥–Β–Ι―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ –≥–Α―Ä–Α–Ϋ―²–Η―Ä―É–Β―²―¹―è, ―΅―²–Ψ ―Ü–Η―³―Ä–Ψ–≤―΄–Β –Ω―Ä–Ψ–±―΄ –Ω–Ψ ―³–Ψ―Ä–Φ–Β, ―Ä–Α–Ζ–Φ–Β―Ä–Α–Φ, ―Ü–≤–Β―²–Ϋ–Ψ―¹―²–Η –Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η ―Ä–Β–Ω―Ä–Ψ–¥―É―Ü–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ϋ–Α–Η–±–Ψ–Μ–Β–Β –Ω―Ä–Η–±–Μ–Η–Ε–Β–Ϋ―΄ –Κ –Ζ–Α–Κ–Α–Ζ–Α–Ϋ–Ϋ–Ψ–Ι –Κ–Μ–Η–Β–Ϋ―²–Ψ–Φ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η, –Β―¹―²―¨ ―à–Α–Ϋ―¹ –Ω–Ψ–Μ–Ϋ–Ψ–≥–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η―è –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤ ―Ü–Η―³―Ä–Ψ–≤–Ψ–≥–Ψ ―¹–Ω–Ψ―¹–Ψ–±–Α –Ω–Β―΅–Α―²–Η.
–ö ―¹–Ψ–Ε–Α–Μ–Β–Ϋ–Η―é, –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―Ü–Η―³―Ä–Ψ–≤―΄―Ö –Ω―Ä–Ψ–± –≤ –Ψ–±―΄―΅–Ϋ―΄―Ö ―Ü–Η―³―Ä–Ψ–≤―΄―Ö ―¹–Η―¹―²–Β–Φ–Α―Ö –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Α –Η–Ζ-–Ζ–Α –Ψ―Ä–Η–Β–Ϋ―²–Α―Ü–Η–Η, –≥–Μ–Α–≤–Ϋ―΄–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, –Ϋ–Α 4-–Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è. –ù–Β―¹–Φ–Ψ―²―Ä―è –Ϋ–Α ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―Ü–≤–Β―²–Α, –Ω–Β―Ä–Β–¥–Α―΅–Α –Φ–Ϋ–Ψ–≥–Η―Ö ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄―Ö ―Ü–≤–Β―²–Ψ–≤ ―΅―Ä–Β–Ζ–≤―΄―΅–Α–Ι–Ϋ–Ψ ―²―Ä―É–¥–Ϋ–Α –Η –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –Ω―Ä–Η–±–Μ–Η–Ζ–Η―²–Β–Μ―¨–Ϋ–Ψ ―Ä–Β–Α–Μ–Η–Ζ–Ψ–≤–Α–Ϋ–Α ―²–Ψ–Μ―¨–Κ–Ψ ―¹ –±–Ψ–Μ―¨―à–Η–Φ–Η –Ζ–Α―²―Ä–Α―²–Α–Φ–Η. –ï―¹–Μ–Η –≤–Ζ―è―²―¨ –Β―â–Β –Η –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ –Φ–Ψ–¥―É–Μ–Η―Ä―É–Β–Φ―΄―Ö –Κ―Ä–Η–≤―΄―Ö ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η―è ―²–Ψ–Ϋ–Α, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ω–Ψ–Μ―É―΅–Α―é―²―¹―è –Η–Ζ ―¹–Α–Φ―΄―Ö ―Ä–Α–Ζ–Ϋ–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ―΄―Ö –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄―Ö ―¹―É–±―¹―²―Ä–Α―²–Ψ–≤, –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –≤–Ψ –≤―¹–Β–Ι ―¹–Ψ–≤–Ψ–Κ―É–Ω–Ϋ–Ψ―¹―²–Η (―³–Ψ―Ä–Φ–Α, –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Α, –≥–Η–Μ―¨–Ζ–Α), ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ, –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Κ―Ä–Α―¹–Ψ–Κ (–Θ–Λ, –≤–Ψ–¥–Α, ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―¨) ―¹–Ψ ―¹–≤–Ψ–Η–Φ–Η ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è–Φ–Η –Κ ―¹―²–Ψ–Ι–Κ–Ψ―¹―²–Η ―Ü–≤–Β―²–Ψ–≤–Ψ–≥–Ψ ―²–Ψ–Ϋ–Α (–≥–Ψ–Μ―É–±–Α―è –Ϋ–Β ―²–Α–Κ–Α―è –≥–Ψ–Μ―É–±–Α―è, –Ω―É―Ä–Ω―É―Ä–Ϋ–Α―è –Ϋ–Β ―²–Α–Κ–Α―è –Ω―É―Ä–Ω―É―Ä–Ϋ–Α―è –Η ―². –¥.), ―²–Ψ –≤–Β―¹―¨ –Κ–Ψ–Φ–Ω–Μ–Β–Κ―¹ ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι –Κ ―Ü–Η―³―Ä–Ψ–≤–Ψ–Ι –Ω―Ä–Ψ–±–Ϋ–Ψ–Ι ―¹–Η―¹―²–Β–Φ–Β ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è –Ψ―΅–Β–≤–Η–¥–Ϋ―΄–Φ.
6.6.3. –ü–Β―Ä―¹–Ω–Β–Κ―²–Η–≤―΄
–Γ–Δ–† βÄî ―ç―²–Ψ –Ϋ–Β –±―É–¥―É―â–Β–Β, –Γ–Δ–† βÄî ―ç―²–Ψ ―Ä–Β–Α–Μ―¨–Ϋ–Ψ―¹―²―¨, –Ψ–± ―ç―²–Ψ–Φ ―¹–≤–Η–¥–Β―²–Β–Μ―¨―¹―²–≤―É–Β―² –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ―΄―Ö ―¹–Η―¹―²–Β–Φ. –Γ–Δ–† –≤―΄–≤–Ψ–¥–Η―² –≤–Ω–Β―Ä–Β–¥ –Κ–Α―΅–Β―¹―²–≤–Ψ ―³–Μ–Β–Κ- ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Η ―è–≤–Μ―è–Β―²―¹―è –Φ–Ψ―â–Ϋ―΄–Φ –Ω–Β―Ä–Β–Μ–Ψ–Φ–Ψ–Φ –≤ –Η–Φ–Β―é―â–Η―Ö―¹―è ―Ä–Α–±–Ψ―΅–Η―Ö ―¹―²―Ä―É–Κ―²―É―Ä–Α―Ö. –Γ –™–† ―è–≤–Μ―è–Β―²―¹―è –¥–≤–Η–Ε–Η―²–Β–Μ–Β–Φ –Ϋ–Ψ–≤–Ψ–≥–Ψ –Ω–Ψ–±–Β–¥–Ϋ–Ψ–≥–Ψ ―à–Β―¹―²–≤–Η―è ―¹–Ω–Ψ―¹–Ψ–±–Α –Ω–Β―΅–Α―²–Η, –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ –Ϋ–Α―Ö–Ψ–¥―è―â–Β–≥–Ψ―¹―è –≤ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β ―Ä–Ψ―¹―²–Α.
–Γ–Δ–† –Ϋ–Α –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ―΄―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ–Α―Ö βÄî ―ç―²–Ψ –±―É–¥―É―â–Β–Β –Η–Μ–Η ―É–Ε–Β ―Ä–Β–Α–Μ―¨–Ϋ–Ψ―¹―²―¨? –ü–Β―Ä–≤―΄–Β ―¹–Β―Ä―¨–Β–Ζ–Ϋ―΄–Β ―à–Α–≥–Η ―¹–¥–Β–Μ–Α–Ϋ―΄. –Γ–Κ–Ψ―Ä–Ψ –Ψ–± ―ç―²–Ψ–Φ –Φ–Ψ–Ε–Ϋ–Ψ –±―É–¥–Β―² –±–Ψ–Μ―¨―à–Β ―É―¹–Μ―΄―à–Α―²―¨.
6.7. –ë–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η
6.7.1. –†–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Φ –Μ―É―΅–Ψ–Φ
6.7.1.1.¬† –‰―¹―²–Ψ―Ä–Η―è
–£ 1970 –≥–Ψ–¥―É –Θ. –£–Β―²―Ü–Β–Μ―¨ –Η―¹―¹–Μ–Β–¥–Ψ–≤–Α–Μ –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ–±―Ä–Β–Ζ–Η–Ϋ–Β–Ϋ–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Μ–Α–Ζ–Β―Ä–Α –Γ02. –Γ–Ϋ–Α―΅–Α–Μ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Μ–Η―¹―¨ ―Ä–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Φ–Β―²–Α–Μ–Μ–Η―΅–Β―¹–Κ–Η―Ö –Φ–Α―¹–Ψ–Κ. –Γ–Β–≥–Ψ–¥–Ϋ―è ―ç―²–Ψ―² ―¹–Ω–Ψ―¹–Ψ–± –Ϋ–Β –Ω―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è, –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Ι –Μ―É―΅ –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –Ω–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä―É –Η –Ϋ–Α –Ϋ―É–Ε–Ϋ―΄―Ö ―É―΅–Α―¹―²–Κ–Α―Ö –≤–Κ–Μ―é―΅–Α–Β―²―¹―è –Η –≤―΄–Κ–Μ―é―΅–Α–Β―²―¹―è, ―΅―²–Ψ–±―΄ –Ω–Ψ–Μ―É―΅–Η―²―¨ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β. –Γ–Ϋ–Α―΅–Α–Μ–Α –¥–Μ―è ―ç―²–Ψ–≥–Ψ ―¹–Η–Ϋ―Ö―Ä–Ψ–Ϋ–Ϋ–Ψ ―¹ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η–Μ–Ψ―¹―¨ ―¹―΅–Η―²―΄–≤–Α–Ϋ–Η–Β –Ω–Μ–Β–Ϋ–Κ–Η (―¹–Ω–Ψ―¹–Ψ–± ―¹–Κ–Α–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è). –ù–Ψ –≤ –Ω–Ψ―¹–Μ–Β–¥–Ϋ–Η–Β –≥–Ψ–¥―΄ ―É―²–≤–Β―Ä–¥–Η–Μ―¹―è –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é ―Ü–Η―³―Ä–Ψ–≤–Ψ–Ι –Ω–Β―Ä–Β–Ϋ–Ψ―¹ –¥–Α–Ϋ–Ϋ―΄―Ö (–Γ–Δ–†: –Κ–Ψ–Φ–Ω―¨―é―²–Β―ÄβÄî―³–Ψ―Ä–Φ–Α).
6.7.1.2. –û–±–Μ–Α―¹―²–Η –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è
–ë–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ―΄–Β ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄,
–≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Φ –Μ―É―΅–Ψ–Φ, –Ϋ–Α―Ö–Ψ–¥―è―² ―¹–≤–Ψ–Β –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β –Ω―Ä–Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Η ―²–Α–Κ–Ψ–Ι
–Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η, –Κ–Α–Κ –Ψ–±–Ψ–Η, ―É–Ω–Α–Κ–Ψ–≤–Κ–Α, –¥–Β–Κ–Ψ―Ä–Α―²–Η–≤–Ϋ–Α―è –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―è, ―¹–Α–Μ―³–Β―²–Κ–Η, –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ,
―ç―²–Η–Κ–Β―²–Κ–Η, –±–Μ–Α–Ϋ–Κ–Η, –Μ–Η–Ϋ–Ψ–≤–Α–Ϋ–Ϋ–Α―è –±―É–Φ–Α–≥–Α –Η –¥―Ä. –€–Ψ–Ε–Ϋ–Ψ –Ω–Β―΅–Α―²–Α―²―¨ –Ψ–¥–Ϋ–Ψ–Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄–Β –Η –Φ–Ϋ–Ψ–≥–Ψ–Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄–Β
–Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è. –†–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Φ –Μ―É―΅–Ψ–Φ, –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è
–Κ–Α–Κ –¥–Μ―è ―à―²―Ä–Η―Ö–Ψ–≤―΄―Ö, ―²–Α–Κ –Η –¥–Μ―è ―Ä–Α―¹―²―Ä–Ψ–≤―΄―Ö –Ω–Ψ–Μ―É―²–Ψ–Ϋ–Ψ–≤―΄―Ö –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Ι –¥–Ψ 36 –Μ–Η–Ϋ/―¹–Φ.
6.7.1.3. –ü―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Φ –Μ―É―΅–Ψ–Φ βÄî –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ―΄–Ι –Ω―Ä–Ψ―Ü–Β―¹―¹
–ü–Ψ―¹―²–Α–≤–Κ–Α ―¹―²–Β―Ä–Ε–Ϋ–Β–Ι . ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤
¬Μ :VN βÄΔ -
–ö–Α–Μ–Α–Ϋ–¥―Ä
'–Ι–Θ –·*
–û–±–¥–Η―Ä–Κ–Α ―¹―²–Α―Ä–Ψ–≥–Ψ –Ω–Ψ–Κ―Ä―΄―²–Η―è
–Θ―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ k&U? ―¹–Φ–Β―à–Η–≤–Α–Ϋ–Η―è
–ü–Β―¹–Κ–Ψ―¹―²―Ä―É–Ι–Ϋ–Α―è " –Ψ―΅–Η―¹―²–Κ–Α
–•
–ù–Α–Ϋ–Β―¹–Β–Ϋ–Η–Β –Μ–Η–Ω–Κ–Ψ–≥–Ψ –Ω–Ψ–¥―¹–Μ–Ψ―è
–Γ–Φ–Β―à–Η–≤–Α―é―â–Η–Β ... –Ω–Ψ–¥―à–Η–Ω–Ϋ–Η–Κ–Η
―²
–ù–Α–Ϋ–Β―¹–Β–Ϋ–Η–Β ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–≥–Ψ –Ω–Ψ–Κ―Ä―΄―²–Η―è
–ù–Α–Φ–Ψ―²–Κ–Α ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Ι –Μ–Β–Ϋ―²―΄/ –±–Α–Ϋ–¥–Α–Ε–Α

–Γ–Κ–Α–Ϋ–Β―Ä
–†–Β–Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Ψ–Ϋ–Ϋ―΄–Ι –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä
–Ε
1?
"■ Q
–ü―Ä–Ψ―Ü–Β―¹―¹–Ψ―Ä RIP
–≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–£―É–Μ–Κ–Α–Ϋ–Η–Ζ–Α―Ü–Η―è
–†–Α–Ζ–Φ–Ψ―²–Κ–Α ' J1'. –±–Α–Ϋ–¥–Α–Ε–Α
–û–±―²–Α―΅–Η–≤–Α–Ϋ–Η–Β /―É –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η
–®–Μ–Η―³–Ψ–≤–Α–Ϋ–Η–Β –Ω–Ψ–Κ―Ä―΄―²–Η―è ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α
–ö–Ψ–Ϋ―²―Ä–Ψ–Μ―¨ ―è^ ―Ä–Α–Ζ–Φ–Β―Ä–Ψ–≤, –Κ–Α―΅–Β―¹―²–≤–Α ¬Μ –Η ―²–≤–Β―Ä–¥–Ψ―¹―²–Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η
–ü―Ä―è–Φ–Ψ–Β ―³–Ψ–≤–Α–Ϋ–Η–Β –Μ–Α–Ζ–Β―Ä–Ψ–Φ
–û―΅–Η―¹―²–Κ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α
–û―²–Ω―Ä–Α–≤–Κ–Α
–≥¬†¬†¬†¬†¬†¬†¬†¬† –ü―Ä–Ψ–¥―É–Κ―Ü–Η―è: –Ψ–±–Ψ–Η, ―É–Ω–Α–Κ–Ψ–≤–Κ–Α,
–¥–Β–Κ–Ψ―Ä–Α―²–Η–≤–Ϋ–Α―è –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―è, ―¹–Α–Μ―³–Β―²–Κ–Η, vuvy^jy ―ç―²–Η–Κ–Β―²–Κ–Η, –Μ–Η–Ϋ–Ψ–≤–Α–Ϋ–Ϋ–Α―è –±―É–Φ–Α–≥–Α, –±–Μ–Α–Ϋ–Κ–Η
–†–Η―¹. 6.35. –Γ―Ö–Β–Φ–Α―²–Η―΅–Β―¹–Κ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ–Ψ–Ι ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄
6.7.1.4.¬† –†–Β–Ω―Ä–Ψ–¥―É―Ü–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β
–ù–Α―΅–Α–Μ–Ψ–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ ―è–≤–Μ―è–Β―²―¹―è ―¹–Ψ–Ζ–¥–Α–Ϋ–Η–Β –Ψ–±―Ä–Α–Ζ―Ü–Α –Η–Μ–Η –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è. –ü―Ä–Β–Ε–¥–Β –≤―¹–Β–≥–Ψ ―ç―²–Ψ―² –Ψ―Ä–Η–≥–Η–Ϋ–Α–Μ ―¹–Κ–Α–Ϋ–Η―Ä―É–Β―²―¹―è, –Α –Ζ–Α―²–Β–Φ –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α–Β―²―¹―è –≤ ―Ü–Η―³―Ä–Ψ–≤–Ψ–Φ –≤–Η–¥–Β –Ϋ–Α ―Ä–Α–±–Ψ―΅–Β–Ι ―¹―²–Α–Ϋ―Ü–Η–Η, –Ψ―¹–Ϋ–Α―â–Β–Ϋ–Ϋ–Ψ–Ι –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Ψ–Φ, ―Ä–Β―²―É―à–Η―Ä―É–Β―²―¹―è, –¥–Ψ–±–Α–≤–Μ―è―é―²―¹―è ―à―Ä–Η―³―²―΄, –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ―Ü–≤–Β―²–Ψ–¥–Β–Μ–Β–Ϋ–Η–Β. –‰–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α–Β―²―¹―è ―Ü–Η―³―Ä–Ψ–≤–Ψ–Ι –Ψ―Ä–Η–≥–Η–Ϋ–Α–Μ –¥–Μ―è –Ω–Β―΅–Α―²–Η. –½–Α―²–Β–Φ ―ç―²–Ψ―² ―³–Α–Ι–Μ ―Ä–Α―¹―²―Ä–Η―Ä―É–Β―²―¹―è –Ϋ–Α ―Ä–Α–±–Ψ―΅–Β–Ι ―¹―²–Α–Ϋ―Ü–Η–Η RIP –Η –Ω–Β―Ä–Β–¥–Α–Β―²―¹―è –Ϋ–Α –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä, ―É–Ω―Ä–Α–≤–Μ―è―é―â–Η–Ι ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Ψ–Ι –¥–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
6.7.1.5.¬† –‰–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Β ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄
–†–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―¹–Ψ―¹―²–Ψ―è―² –Η–Ζ ―¹―²–Β―Ä–Ε–Ϋ―è, –Ϋ–Α –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ψ–±―΄―΅–Ϋ–Ψ –Ϋ–Α–Ϋ–Ψ―¹–Η―²―¹―è ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Β –Ω–Ψ–Κ―Ä―΄―²–Η–Β –Ψ―² 3 –¥–Ψ 10 –Φ–Φ. –£ –Κ–Α―΅–Β―¹―²–≤–Β ―¹―²–Β―Ä–Ε–Ϋ―è, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è ―Ü–Β–Μ―¨–Ϋ―΄–Ι ―¹―²–Α–Μ―¨–Ϋ–Ψ–Ι –Κ–Ψ―Ä–Ω―É―¹ –Η–Μ–Η –≥–Η–Μ―¨–Ζ–Α. –ü―Ä–Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Η ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –Ω―Ä–Β–Ε–¥–Β –≤―¹–Β–≥–Ψ, ―¹―²–Β―Ä–Ε–Β–Ϋ―¨ –Ω–Ψ–¥–≥–Ψ―²–Α–≤–Μ–Η–≤–Α–Β―²―¹―è –Κ –Ψ–±―Ä–Β―ç–Η–Ϋ–Η–≤–Α–Ϋ–Η―é. –ï―¹–Μ–Η ―¹―²–Β―Ä–Ε–Β–Ϋ―¨ ―É–Ε–Β –Η–Φ–Β–Β―² ―¹―²–Α―Ä–Ψ–Β ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Β –Ω–Ψ–Κ―Ä―΄―²–Η–Β, –Ψ–Ϋ–Ψ –Ψ–±–¥–Η―Ä–Α–Β―²―¹―è, –Α –Ζ–Α―²–Β–Φ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―¹―²–Β―Ä–Ε–Ϋ―è –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α–Β―²―¹―è –Ω–Β―¹–Κ–Ψ―¹―²―Ä―É–Ι–Ϋ―΄–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ. –ù–Α ―¹–Μ–Β–¥―É―é―â–Β–Φ ―ç―²–Α–Ω–Β –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Ϋ–Α–Ϋ–Ψ―¹–Η―²―¹―è –Κ–Μ–Β–Β–≤–Ψ–Ι ―¹–Μ–Ψ–Ι –¥–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è ―¹―Ü–Β–Ω–Μ–Β–Ϋ–Η―è, –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ω–Ψ–¥–±–Η―Ä–Α–Β―²―¹―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―¹–Ψ―¹―²–Α–≤–Α ―Ä–Β–Ζ–Η–Ϋ―΄ –Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α, –Η–Ζ –Κ–Ψ―²–Ψ―Ä–Ψ–≥–Ψ ―¹–Ψ―¹―²–Ψ–Η―² –Κ–Ψ―Ä–Ω―É―¹ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α. –½–Α―²–Β–Φ –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Α―è ―Ä–Β–Ζ–Η–Ϋ–Α –≤ –≤–Η–¥–Β ―É–Ζ–Κ–Η―Ö –Ω–Ψ–Μ–Ψ―¹ –Η–Μ–Η ―à–Η―Ä–Ψ–Κ–Η―Ö –Μ–Β–Ϋ―² –Ϋ–Α–Φ–Α―²―΄–≤–Α–Β―²―¹―è –Ϋ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä. –£ –Α–≤―²–Ψ–Κ–Μ–Α–≤–Α―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Η―Ä―É―é―²―¹―è –Ω―Ä–Η 4βÄî10 –±–Α―Ä–Α―Ö –≤ –Α―²–Φ–Ψ―¹―³–Β―Ä–Β –Ω–Α―Ä–Α –Η–Μ–Η –≥–Ψ―Ä―è―΅–Β–≥–Ψ –≤–Ψ–Ζ–¥―É―Ö–Α. –ü―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Α―Ü–Η–Η, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ ―΅–Α―¹–Ψ–≤. –ü―Ä–Η –≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Α―Ü–Η–Η –Ω–Ψ–Μ–Η–Φ–Β―Ä ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¹―è –Φ―è–≥–Κ–Η–Φ –Η ―²–Β―΅–Β―² –≤ –Ω―Ä–Ψ–Φ–Β–Ε―É―²–Κ–Η –Φ–Β–Ε–¥―É –≤–Η―²–Κ–Α–Φ–Η –Ϋ–Α–Φ–Ψ―²–Κ–Η. –ü–Ψ–Μ―É―΅–Α–Β―²―¹―è –Ψ–¥–Ϋ–Ψ―Ä–Ψ–¥–Ϋ–Ψ–Β, –±–Β―¹―à–Ψ–≤–Ϋ–Ψ–Β –Ω–Ψ–Κ―Ä―΄―²–Η–Β. –ü–Ψ―¹–Μ–Β –≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Α―Ü–Η–Η, –Κ–Ψ–≥–¥–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –Ψ―Ö–Μ–Α–Ε–¥–Β–Ϋ―΄, –±–Α–Ϋ–¥–Α–Ε ―¹–Ϋ–Η–Φ–Α–Β―²―¹―è, ―Ü–Η–Μ–Η–Ϋ–¥―Ä –Ψ–±―²–Α―΅–Η–≤–Α–Β―²―¹―è, –Α –Ζ–Α―²–Β–Φ ―à–Μ–Η―³―É–Β―²―¹―è. –ü―Ä–Β–Ε–¥–Β ―΅–Β–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä –Ϋ–Α–Ω―Ä–Α–≤–Μ―è–Β―²―¹―è –¥–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨ –Κ–Α―΅–Β―¹―²–≤–Α. I–ü―Ä–Ψ–≤–Β―Ä―è―é―²―¹―è ―Ä–Α–Ζ–Φ–Β―Ä―΄, –Κ–Α―΅–Β―¹―²–≤–Ψ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η, –≤―Ä–Α―â–Β–Ϋ–Η–Β –Η ―²–≤–Β―Ä–¥–Ψ―¹―²―¨.
–ê–Μ―¨―²–Β―Ä–Ϋ–Α―²–Η–≤–Ϋ–Ψ
–≤―É–Μ–Κ–Α–Ϋ–Η–Ζ–Α―Ü–Η–Η –Ϋ–Β–Κ–Ψ―²–Ψ―Ä―΄–Β ―Ä–Β–Ζ–Η–Ϋ―΄ –Ϋ–Α–Ϋ–Ψ―¹―è―²―¹―è –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Μ–Η―²―¨―è. –ù–Α–Ϋ–Β―¹–Β–Ϋ–Ϋ―΄–Ι ―²–Α–Κ–Η–Φ
–Ψ–±―Ä–Α–Ζ–Ψ–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ –Ζ–Α―²–≤–Β―Ä–¥–Β–≤–Α–Β―² –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ϋ–Α ―¹―²–Β―Ä–Ε–Ϋ–Β. –ü―Ä–Η ―ç―²–Ψ–Φ ―¹–Ω–Ψ―¹–Ψ–±–Β
–Ϋ–Α–Ϋ–Β―¹–Β–Ϋ–Η―è –Ω–Ψ–Κ―Ä―΄―²–Η―è ―²–Α–Κ–Ε–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―à–Μ–Η―³–Ψ–≤–Α–Ϋ–Η–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α. –Γ –Ω–Ψ–Φ–Ψ―â―¨―é –¥–≤―É―Ö ―ç―²–Η―Ö
―¹–Ω–Ψ―¹–Ψ–±–Ψ–≤ –Φ–Ψ–Ε–Ϋ–Ψ –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α―²―¨ ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –Μ―é–±–Ψ–≥–Ψ –¥–Η–Α–Φ–Β―²―Ä–Α.
6.7.1.6. –™―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ–Α―è ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α
–î–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ―΄―Ö ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –Μ–Α–Ζ–Β―Ä―΄ –Γ02. –¦–Α–Ζ–Β―Ä –Γ–û2 ―¹–Ψ―¹―²–Ψ–Η―² –Η–Ζ –Ψ–¥–Ϋ–Ψ–Ι –Η–Μ–Η –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Η―Ö ―²―Ä―É–±–Ψ–Κ –Η–Ζ –Κ–≤–Α―Ä―Ü–Β–≤–Ψ–≥–Ψ ―¹―²–Β–Κ–Μ–Α, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ζ–Α–Ω–Ψ–Μ–Ϋ–Β–Ϋ―΄ –≥–Α–Ζ–Ψ–Φ –Γ02. –™–Α–Ζ –Γ02 –Α–Κ―²–Η–≤–Η―Ä―É–Β―²―¹―è –≤―΄―¹–Ψ–Κ–Η–Φ –Ϋ–Α–Ω―Ä―è–Ε–Β–Ϋ–Η–Β–Φ –Η–Μ–Η –≤―΄―¹–Ψ–Κ–Ψ–Ι ―΅–Α―¹―²–Ψ―²–Ψ–Ι. –ü―Ä–Η –Ω–Ψ―¹–Μ–Β–¥―É―é―â–Β–Ι –¥–Β–Ζ–Α–Κ―²–Η–≤–Α―Ü–Η–Η –Φ–Ψ–Μ–Β–Κ―É–Μ―΄ –Γ02 ―ç–Φ–Η―²–Η―Ä―É―é―² –Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β. –≠―²–Ψ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β ―É―¹–Η–Μ–Η–≤–Α–Β―²―¹―è –≤ ―Ä–Β–Ζ–Ψ–Ϋ–Α―²–Ψ―Ä–Β, ―¹–Β―Ä–¥―Ü–Β–≤–Η–Ϋ–Β –Μ–Α–Ζ–Β―Ä–Α, –Η ―³–Ψ―Ä–Φ–Η―Ä―É–Β―²―¹―è –≤ –Ω–Α―Ä–Α–Μ–Μ–Β–Μ―¨–Ϋ―΄–Ι –Ω―É―΅–Ψ–Κ. –û―²–≤–Ψ–¥–Ϋ–Ψ–Β –Ζ–Β―Ä–Κ–Α–Μ–Ψ ―Ä–Β–Ζ–Ψ–Ϋ–Α―²–Ψ―Ä–Α –Ω–Ψ–Μ―É–Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ–Ψ–Β –Η –Ω―Ä–Ψ–Ω―É―¹–Κ–Α–Β―² ―΅–Α―¹―²―¨ –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –Ζ–Α―²–Β–Φ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –¥–Μ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α. –‰―¹–Ω―É―¹–Κ–Α–Β–Φ–Ψ–Β –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–Β –Η–Ζ–Μ―É―΅–Β–Ϋ–Η–Β ―¹–Η―¹―²–Β–Φ–Ψ–Ι –Ζ–Β―Ä–Κ–Α–Μ –Ϋ–Α–Ω―Ä–Α–≤–Μ―è–Β―²―¹―è –Ϋ–Α –Μ–Η–Ϋ–Ζ―É, –Κ–Ψ―²–Ψ―Ä–Α―è ―³–Ψ–Κ―É―¹–Η―Ä―É–Β―² –Μ―É―΅ –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –≤–Α–Μ–Η–Κ–Α. –€–Η–Ϋ–Η–Φ–Α–Μ―¨–Ϋ―΄–Ι –¥–Η–Α–Φ–Β―²―Ä ―³–Ψ–Κ―É―¹–Α ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ψ―² 50 –¥–Ψ 100 –Φ–Κ–Φ, ―΅―²–Ψ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É–Β―² –Φ–Α–Κ―¹–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Ι ―Ä–Α–Ζ–≤–Β―Ä―²–Κ–Β. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Φ–Ψ―â–Ϋ–Ψ―¹―²–Η –Μ–Α–Ζ–Β―Ä–Α –Η –Ω–Α―Ä–Α–Φ–Β―²―Ä–Ψ–≤ ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Α –≥–Μ―É–±–Η–Ϋ–Α –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ―² –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Η―Ö –Φ–Η–Κ―Ä–Ψ–Φ–Β―²―Ä–Ψ–≤ –¥–Ψ –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Η―Ö ―¹–Α–Ϋ―²–Η–Φ–Β―²―Ä–Ψ–≤.
–¦–Α–Ζ–Β―Ä–Ϋ―΄–Φ –Μ―É―΅–Ψ–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ –≤―΄–Ε–Η–≥–Α–Β―²―¹―è –Η –Η―¹–Ω–Α―Ä―è–Β―²―¹―è –≤ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β, –Ω–Ψ–¥–Ψ–±–Ϋ–Ψ–Φ ―¹―É–±–Μ–Η–Φ–Α―Ü–Η–Η/–≤–Ψ–Ζ- –≥–Ψ–Ϋ–Κ–Β. –ü―Ä–Η ―ç―²–Ψ–Φ –Φ–Ψ–≥―É―² –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―²―¨ ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―΄ –≤ –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ ―²―΄―¹―è―΅ –≥―Ä–Α–¥―É―¹–Ψ–≤ –Π–Β–Μ―¨―¹–Η―è. –û–±―Ä–Α–Ζ―É―é―â–Η–Β―¹―è –≥–Α–Ζ–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ―΄–Β –Ψ―²―Ö–Ψ–¥―΄ –Η ―΅–Α―¹―²–Η―Ü―΄ –¥–Ψ–Μ–Ε–Ϋ―΄ –Ψ―²―¹–Α―¹―΄–≤–Α―²―¨―¹―è –Η ―³–Η–Μ―¨―²―Ä–Ψ–≤–Α―²―¨―¹―è.
–£–Ψ –≤―Ä–Β–Φ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –≤–Α–Μ –≤―Ä–Α―â–Α–Β―²―¹―è –Ω–Ψ–¥ –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Φ –Μ―É―΅–Ψ–Φ. –£ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –¥–Α–Ϋ–Ϋ―΄–Φ–Η –Μ–Α–Ζ–Β―Ä–Ϋ―΄–Ι –Μ―É―΅ –≤–Κ–Μ―é―΅–Α–Β―²―¹―è –Η –≤―΄–Κ–Μ―é―΅–Α–Β―²―¹―è –≤ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―΄―Ö –Φ–Β―¹―²–Α―Ö. –£–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Η –≤―΄–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Μ–Α–Ζ–Β―Ä–Α –Φ–Ψ–Ε–Β―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨―¹―è –¥–≤―É–Φ―è ―¹–Ω–Ψ―¹–Ψ–±–Α–Φ–Η. –£–Ψ-–Ω–Β―Ä–≤―΄―Ö, –Μ–Α–Ζ–Β―Ä –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –Ω―É–Μ―¨―¹–Η―Ä―É―é―â–Η–Φ, –Β―¹–Μ–Η –Ψ–Ϋ –≤–Κ–Μ―é―΅–Α–Β―²―¹―è –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –≤―΄―¹–Ψ–Κ–Η–Φ –Ϋ–Α–Ω―Ä―è–Ε–Β–Ϋ–Η–Β–Φ –Η–Μ–Η –≤―΄―¹–Ψ–Κ–Ψ–Ι ―΅–Α―¹―²–Ψ―²–Ψ–Ι,

–ö–Ψ–Ϋ–Β―΅–Ϋ–Ψ–Β –Θ―΅–Α―¹―²–Κ–Η –û―²–≤–Ψ–¥–Ϋ–Ψ–Β –ü–Ψ–¥–≤–Η–Ε–Ϋ―΄–Ι –Ω–Ψ–Μ–Ζ―É–Ϋ –Ζ–Β―Ä–Κ–Α–Μ–Ψ ―É―¹–Η–Μ–Η―²–Β–Μ―è –Ζ–Β―Ä–Κ–Α–Μ–Ψ *βÄî¬Μ-
–ü–Ψ–≤–Ψ―Ä–Ψ―²–Ϋ–Ψ–Β –Ζ–Β―Ä–Κ–Α–Μ–Ψ
–£–Α–Μ
–†–Η―¹. 6.36. –Γ―Ö–Β–Φ–Α ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –¥–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è
–†–Η―¹. 6.37. –Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –¥–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è: ―¹–Μ–Β–≤–Α –Ϋ–Α―Ö–Ψ–¥–Η―²―¹―è –Μ–Α–Ζ–Β―Ä –Γ02 –Η ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Β, ―¹–Ω―Ä–Α–≤–Α βÄî ―¹―²–Α–Ϋ–Η–Ϋ–Α –Φ–Α―à–Η–Ϋ―΄
–≤–Ψ-–≤―²–Ψ―Ä―΄―Ö, –Ψ–Ϋ –Φ–Ψ–Ε–Β―² –Ω―Ä–Η–≤–Ψ–¥–Η―²―¨―¹―è –≤ –¥–Β–Ι―¹―²–≤–Η–Β –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ. –£–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –Η–Ζ–≤–Ϋ–Β ―΅–Β―Ä–Β–Ζ –Φ–Ψ–¥―É–Μ―è―²–Ψ―Ä. –Γ–Η―¹―²–Β–Φ―΄ Cw –Η–Φ–Β―é―² –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Ψ –±–Ψ–Μ–Β–Β ―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ–Ι ―Ä–Α–±–Ψ―²―΄ –Η –Φ–Ψ–≥―É―² –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –±―΄―¹―²―Ä–Β–Β –Ω–Β―Ä–Β–Κ–Μ―é―΅–Α―²―¨―¹―è –≤ –Ω―É–Μ―¨―¹–Η―Ä―É―é―â–Η―Ö ―¹–Η―¹―²–Β–Φ–Α―Ö. –ù–Ψ –Φ–Ψ―â–Ϋ–Ψ―¹―²―¨ ―¹–Η―¹―²–Β–Φ Cw –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Α 200 –£―², ―²–Ψ–≥–¥–Α –Η–Φ–Β–Μ–Η―¹―¨ –Φ–Ψ–¥―É–Μ―è―²–Ψ―Ä―΄ ―²–Ψ–Μ―¨–Κ–Ψ ―¹ ―²–Α–Κ–Ψ–Ι –Φ–Ψ―â–Ϋ–Ψ―¹―²―¨―é.
–£ ―²–Ψ –≤―Ä–Β–Φ―è –Κ–Α–Κ –≤–Α–Μ –≤―΄–Ω–Ψ–Μ–Ϋ―è–Β―² –≤―Ä–Α―â–Α―²–Β–Μ―¨–Ϋ–Ψ–Β –¥–≤–Η–Ε–Β–Ϋ–Η–Β, –Μ―É―΅ –Μ–Α–Ζ–Β―Ä–Α –Φ–Β–¥–Μ–Β–Ϋ–Ϋ–Ψ –Ω–Ψ –Ψ―¹–Η –¥–≤–Η–Ε–Β―²―¹―è –Κ –≤–Α–Μ―É, ―΅―²–Ψ–±―΄ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –Ϋ–Α–Ϋ–Ψ―¹–Η–Μ–Ψ―¹―¨ –Ϋ–Α –≤–Α–Μ –≤ –≤–Η–¥–Β ―¹–Ω–Η―Ä–Α–Μ–Η. –Ξ–Ψ–¥-―¹–Ω–Η―Ä–Α–Μ–Η –≤―΄–±–Η―Ä–Α–Β―²―¹―è ―¹–≤–Ψ–±–Ψ–¥–Ϋ–Ψ –Η, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ψ–Κ–Ψ–Μ–Ψ 50 –Φ–Κ–Φ. –Θ–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Β –Μ–Α–Ζ–Β―Ä–Ψ–Φ –Η ―¹–Η–Ϋ―Ö―Ä–Ψ–Ϋ–Η–Ζ–Α―Ü–Η―è –≤–Α–Μ–Α –Η –Μ–Α–Ζ–Β―Ä–Α –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―è―²―¹―è ―¹ –Ω–Ψ–Φ–Ψ―â―¨―é –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Α. –ù–Α –Ω–Ψ―¹–Μ–Β–¥–Ϋ–Β–Ι ―¹―²―É–Ω–Β–Ϋ–Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –≤–Α–Μ –Ψ―΅–Η―â–Α–Β―²―¹―è –Ψ―² –Ψ―¹―²–Α―²–Κ–Ψ–≤ –Ψ–±–Ε–Η–≥–Α –Ϋ–Α –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η.
–ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―²–Α–Κ–Ψ–Ι –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ–Ψ–Ι ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –Φ–Ψ–Ε–Ϋ–Ψ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ―è―²―¨ –±–Β―¹―à–Ψ–≤–Ϋ―΄–Β –Η –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄. –€–Ψ–Ε–Ϋ–Ψ ―²–Α–Κ–Ε–Β –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α―²―¨ ―³–Ψ―Ä–Φ–Ϋ―΄–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –¥–Μ–Η–Ϋ–Ψ–Ι –±–Ψ–Μ–Β–Β 6 –Φ –Η –¥–Η–Α–Φ–Β―²―Ä–Ψ–Φ 500 –Φ–Φ.
–‰―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ―΄–Β –¥–Μ―è –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Μ–Α–Ζ–Β―Ä―΄ –Γ–û2 –≤ ―Ü–Β–Μ―è―Ö –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η –¥–Ψ–Μ–Ε–Ϋ―΄ ―ç–Κ―¹–Ω–Μ―É–Α―²–Η―Ä–Ψ–≤–Α―²―¨―¹―è ―¹ –Ζ–Α–Κ―Ä―΄―²―΄–Φ –Κ–Ψ―Ä–Ω―É―¹–Ψ–Φ, ―΅―²–Ψ–±―΄ –Ϋ–Η –Μ―É―΅–Η –Μ–Α–Ζ–Β―Ä–Α, –Ϋ–Η ―ç–Φ–Η―¹―¹–Η–Η, –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―â–Η–Β –Ω―Ä–Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β, –Ϋ–Β –≤―΄―Ö–Ψ–¥–Η–Μ–Η –Ϋ–Α―Ä―É–Ε―É.
6.7.1.7. –ü–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α
–ü―Ä–Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Η
–Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö –Μ–Α–Ζ–Β―Ä–Ψ–Φ, ―Ä–Β―΅―¨ –Η–¥–Β―² –Η–Μ–Η –Ψ ([―é―Ä–Φ–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α―Ö –Η –≥–Η–Μ―¨–Ζ–Α―Ö,
–Η–Μ–Η –Ψ –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ–Α―Ö, –Κ–Ψ―²–Ψ―Ä―΄–Β –Φ–Ψ–Ϋ―²–Η―Ä―É―é―²―¹―è –Ϋ–Α –Ϋ–Ψ―¹–Η―²–Β–Μ―¨-–Ψ―¹–Ϋ–Ψ–≤―É –¥–Μ―è –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è.
–Π–Η–Μ–Η–Ϋ–¥―Ä―΄ –Η
–†–Η―¹. 6.38. –£–Α–Μ―΄ –¥–Μ―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Μ–Α–Ζ–Β―Ä–Α
–≥–Η–Μ―¨–Ζ―΄ –Η–Φ–Β―é―² –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤ –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ ―³–Ψ―Ä–Φ–Α–Φ–Η: –Ω―Ä–Ψ―¹―²–Ψ–Β –Ψ–±―Ä–Α―â–Β–Ϋ–Η–Β, ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η–Β –Η―Ä–Η–≤–Ψ–¥–Κ–Η, –Ψ―²―¹―É―²―¹―²–≤–Η–Β ―Ä–Α―¹―²―è–Ε–Β–Ϋ–Η–Ι –Η–Μ–Η –¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η–Ι –Ω―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β –Ϋ–Α –Κ―Ä―É–≥–Μ–Ψ–Φ –Ω―Ä–Β–¥–Φ–Β―²–Β, –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ–Ψ–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –±–Β–Ζ ―à–≤–Ψ–≤ –Η ―². –¥.
–ù–Β―Ä–Β–¥–Κ–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ―΄–Β –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Β –Ω–Ψ–Κ―Ä―΄―²–Η―è ―¹–Ψ―¹―²–Ψ―è―² –Η–Ζ 20 –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö –Κ–Ψ–Φ–Ω–Ψ–Ϋ–Β–Ϋ―²–Ψ–≤. –û―¹–Ϋ–Ψ–≤–Ϋ―΄–Φ–Η ―¹–Ψ―¹―²–Α–≤–Ϋ―΄–Φ–Η ―΅–Α―¹―²―è–Φ–Η ―è–≤–Μ―è―é―²―¹―è: –Ω–Ψ–Μ–Η–Φ–Β―Ä―΄, –Ϋ–Α–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ–Η, –Ω–Μ–Α―¹―²–Η―³–Η–Κ–Α―²–Ψ―Ä―΄, –¥–Ψ–±–Α–≤–Κ–Η, –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α―é―â–Η–Β ―²–Β–Κ―É―΅–Β―¹―²―¨ (–Η–Ϋ–Η―Ü–Η–Α―²–Ψ―Ä―΄, ―É―¹–Κ–Ψ―Ä–Η―²–Β–Μ–Η), –Ω–Η–≥–Φ–Β–Ϋ―²―΄ –Η –Κ―Ä–Α―¹–Η―²–Β–Μ–Η. –ù–Α–Η–±–Ψ–Μ–Β–Β ―΅–Α―¹―²–Ψ –≤―¹―²―Ä–Β―΅–Α―é―â–Η–Β―¹―è –Ω–Ψ–Μ–Η–Φ–Β―Ä―΄: ―ç―²–Η–Μ–Β–Ϋ- –Ω―Ä–Ψ–Ω–Η–Μ–Β–Ϋ–Ψ–≤―΄–Ι –Κ–Α―É―΅―É–Κ KPDM, –Α–Κ―Ä–Η–Μ–Ϋ–Η―²―Ä–Η–Μ–±―É―²–Α- –¥–Η–Ψ–Ϋ–Ψ–≤―΄–Ι –Κ–Α―É―΅―É–Κ NBR, –Ϋ–Α―²―É―Ä–Α–Μ―¨–Ϋ―΄–Ι –Κ–Α―É―΅―É–Κ NR –Η ―¹–Η–Μ–Η–Κ–Ψ–Ϋ–Ψ–≤―΄–Ι –Κ–Α―É―΅―É–Κ Q. –£ –Κ–Α―΅–Β―¹―²–≤–Β –Ϋ–Α–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ–Β–Ι ―΅–Α―¹―²–Ψ –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è ―¹–Α–Ε–Α –Η–Μ–Η –Φ–Β–Μ, –≤ –Κ–Α―΅–Β―¹―²–≤–Β –Η–Ϋ–Η―Ü–Η–Α―²–Ψ―Ä–Ψ–≤ –Η ―É―¹–Κ–Ψ―Ä–Η―²–Β–Μ–Β–Ι βÄî ―¹–Β―Ä–Α, –Α–Φ–Η–¥―΄ –Η –Ω–Β―Ä–Β–Κ–Η―¹–Η. –Δ―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è, –Ω―Ä–Β–¥―ä―è–≤–Μ―è–Β–Φ―΄–Β –Κ ―¹–Φ–Β―¹―è–Φ, –Φ–Ϋ–Ψ–≥–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ―΄: –Ψ–¥–Ϋ–Ψ―Ä–Ψ–¥–Ϋ–Ψ―¹―²―¨, –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Α―è ―²–≤–Β―Ä–¥–Ψ―¹―²―¨, –≤―΄―¹–Ψ–Κ–Α―è ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²―¨ –Κ –Η―¹―²–Η―Ä–Α–Ϋ–Η―é, –Ω―Ä–Η–≥–Ψ–¥–Ϋ–Ψ―¹―²―¨ –¥–Μ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η (–Ψ–±―²–Α―΅–Η–≤–Α–Ϋ–Η–Β, ―à–Μ–Η―³–Ψ–≤–Α–Ϋ–Η–Β), –¥–Μ―è –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²―¨ –Κ –Ω–Β―΅–Α―²–Ϋ―΄–Φ –Κ―Ä–Α―¹–Κ–Α–Φ –Η –Η―Ö –Κ–Ψ–Φ–Ω–Ψ–Ϋ–Β–Ϋ―²–Α–Φ (―¹–Ω–Η―Ä―², ―¹–Μ–Ψ–Ε–Ϋ―΄–Ι ―ç―³–Η―Ä, –Κ–Β―²–Ψ–Ϋ―΄, –≤–Ψ–¥–Α –Η –Α–Μ–Η―³–Α―²–Η―΅–Β―¹–Κ–Η–Β ―É–≥–Μ–Β–≤–Ψ–¥–Ψ―Ä–Ψ–¥―΄), –Α ―²–Α–Κ–Ε–Β ―Ö–Ψ―Ä–Ψ―à–Α―è ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨ –≤–Ψ―¹–Ω―Ä–Η―è―²–Η―è –Η –Ω–Β―Ä–Β–¥–Α―΅–Η –Κ―Ä–Α―¹–Κ–Η (―¹–Φ–Α―΅–Η–≤–Α–Β–Φ–Ψ―¹―²―¨).
6.7.1.8. –†–Β–Μ―¨–Β―³
166

–†–Β–Μ―¨–Β―³ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Ϋ―΄―Ö ―¹ –Ω–Ψ–Φ–Ψ―â―¨―é –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –Ω―Ä–Η–Ϋ―Ü–Η–Ω–Η–Α–Μ―¨–Ϋ–Ψ –Ψ―²–Μ–Η―΅–Α–Β―²―¹―è –Ψ―² ―Ä–Β–Μ―¨–Β―³–Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä- –Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö q>opM. I la ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ–Α―Ö –±–Ψ–Κ–Ψ–≤―΄–Β –≥―Ä–Α–Ϋ–Η –Ω–Β―΅–Α―²–Α―é―â–Β–Ι ―²–Ψ―΅–Κ–Η –Ω–Ψ―¹―²–Β–Ω–Β–Ϋ–Ϋ–Ψ ―Ä–Α―¹―Ö–Ψ–¥―è―²―¹―è –Ψ―² –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –¥–Ψ –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η―è ―Ä–Β–Μ―¨–Β―³–Α (―¹–Φ. ―Ä–Η―¹. 6.39, –Α). –≠―²–Α ―³–Ψ―Ä–Φ–Α ―Ä–Β–Μ―¨–Β―³–Α –Ϋ–Β–Η–Ζ–±–Β–Ε–Ϋ–Ψ –Ω–Ψ–Μ―É―΅–Α–Β―²―¹―è –Ω―Ä–Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Η ―³–Ψ―Ä–Φ―΄, –≤ ―΅–Α―¹―²–Ϋ–Ψ―¹―²–Η –Ω―Ä–Η –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α. –£ –Ω―Ä–Ψ―²–Η–≤–Ψ–Ω–Ψ–Μ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Φ ―³–Ψ―Ä–Φ–Α–Φ ―³–Ψ―Ä–Φ―É ―Ä–Β–Μ―¨–Β―³–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö –Μ–Α–Ζ–Β―Ä–Ψ–Φ, –Φ–Ψ–Ε–Ϋ–Ψ ―¹–≤–Ψ–±–Ψ–¥–Ϋ–Ψ –≤―΄–±–Η―Ä–Α―²―¨. –ù–Ψ –Ψ–±―΄―΅–Ϋ–Ψ –Ω―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Ϋ–Α―è –Ϋ–Α ―Ä–Η―¹. 6.39, –± ―³–Ψ―Ä–Φ–Α, –Ω―Ä–Η –Κ–Ψ―²–Ψ―Ä–Ψ–Ι –±–Ψ–Κ–Ψ–≤–Α―è –≥―Ä–Α–Ϋ―¨ ―¹–Ω―É―¹–Κ–Α–Β―²―¹―è ―¹–≤–Β―Ä―Ö―É ―¹–Ϋ–Α―΅–Α–Μ–Α –≤–Β―Ä―²–Η–Κ–Α–Μ―¨–Ϋ–Ψ, –Α –≤–Ϋ–Η–Ζ―É –Ω–Ψ―¹―²–Β–Ω–Β–Ϋ–Ϋ–Ψ ―Ä–Α―¹―à–Η―Ä―è–Β―²―¹―è. –≠―²–Α ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―Ä–Β–Μ―¨–Β―³–Α –Η–Φ–Β–Β―² –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Ψ –≤ ―²–Ψ–Φ, ―΅―²–Ψ –¥–Α–Ε–Β –Ω–Ψ―¹–Μ–Β –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–≥–Ψ ―¹―Ä–Ψ–Κ–Α ―¹–Μ―É–Ε–±―΄ –≤–Α–Μ–Α, ―¹–≤―è–Ζ–Α–Ϋ–Ϋ–Ψ–≥–Ψ ―¹ –Ϋ–Β–Κ–Ψ―²–Ψ―Ä―΄–Φ –Η–Ζ–Ϋ–Ψ―¹–Ψ–Φ, –Ϋ–Β –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η―è ―²–Ψ–Ϋ–Α. –î―Ä―É–≥–Η–Φ –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Ψ–Φ ―ç―²–Ψ–Ι (|―é―Ä–Φ―΄ ―Ä–Β–Μ―¨–Β―³–Α ―è–≤–Μ―è–Β―²―¹―è –Β–≥–Ψ ―Ä–Α―¹―à–Η―Ä–Β–Ϋ–Η–Β –≤–Ϋ–Η–Ζ―É. –û–Ϋ–Ψ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―É―é ―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤, ―²–Α–Κ –Κ–Α–Κ –≤–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Ψ–Ϋ–Η –Ϋ–Β ―Ä–Α–Ζ–¥–Α–≤–Μ–Η–≤–Α―é―²―¹―è.
¬ß ¬Ϊ–Η
–Γ―Ä–Α–≤–Ϋ–Β–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Μ–Α–Ζ–Β―Ä–Ψ–Φ
–Λ–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä
–†–Η―¹. 6.39. –Γ―Ä–Α–≤–Ϋ–Β–Ϋ–Η–Β ―Ä–Β–Μ―¨–Β―³–Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ (–Α) –Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Μ–Α–Ζ–Β―Ä–Ψ–Φ (–±)
![]()
–¦–Α–Ζ–Β―Ä–Ϋ–Ψ–Β
–≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –±
977,
6.7.1.9. –Γ―Ä–Α–≤–Ϋ–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Μ–Α–Ζ–Β―Ä–Ψ–Φ, –Η ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄
–Δ–Α–±–Μ–Η―Ü–Α 6.2
|
|
–Λ–Ψ―²–Ψ –Ω–Ψ–Μ–Η –Φ–Β―Ä–Ϋ–Α―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α |
–ü–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è –Μ–Α–Ζ–Β―Ä–Ψ–Φ |
|
–€–Α–Κ―¹–Η –Φ–Α–Μ―¨–Ϋ–Α―è –Μ–Η–Ϋ–Η–Α―²―É―Ä–Α |
60 –Μ–Η–Ϋ/fcm |
36 –Μ–Η–Ϋ/–§–Φ |
|
–ü–Β―΅–Α―²―¨ |
–ö–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ϋ–Β –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ–Α―è, –±–Β―¹―à–Ψ–≤–Ϋ–Α―è |
–ë–Β―¹–Κ–Ψ–Ϋ–Β―΅1–≤―è, –±–Β―¹―à–Ψ–≤–Ϋ–Α―è |
|
–ü–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ |
–™–Μ–Α–¥–Κ–Α―è |
–ù–Β–Φ–Ϋ–Ψ–≥–Ψ ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Α―è |
|
–ü–Β―Ä–Β–¥–Α―΅–Α –Κ―Ä–Α―¹–Κ–Η |
–û―΅–Β–Ϋ―¨ ―Ö–Ψ―Ä–Ψ―à–Α―è |
–Ξ–Ψ―Ä–Ψ―à–Α―è |
|
–‰–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Β: –Ω―Ä–Ψ―Ü–Β―¹―¹ |
–ö–Ψ–Φ–Ω–Μ–Β–Κ―¹–Ϋ―΄–Ι –Η –¥–Ψ―Ä–Ψ –≥–Ψ―¹―²–Α ―è–¥–Η–Ι |
–ü―Ä–Ψ―¹―²–Ψ–Ι |
|
–‰–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Β: ―¹―²―É–Ω–Β–Ϋ–Η –Ω―Ä–Ψ―Ü–Β―¹―¹–Α |
–€–Ϋ–Ψ–≥–Ψ ―¹―²―É–Ω–Β–Ϋ–Β –Ι |
–û–¥–Ϋ–Α ―¹―²―É–Ω–Β–Ϋ―¨ |
|
–‰–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ –Η–Β: –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ |
–û–Κ–Ψ–Μ–Ψ 24 ―΅ |
–û–Κ–Ψ–Μ–Ψ 3 ―΅ |
|
–Θ–≤–Β–Μ–Η―΅–Β–Ϋ–Η–Β ―²–Ψ–Ϋ–Α –Ω―Ä–Η –Η–Ζ–Ϋ–Ψ―¹–Β |
–î–Α |
–ù–Β―² |
|
–Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β |
–ü―Ä–Ψ―¹―²–Α―è –Η –±―¨―é―²―Ä–Α―è |
–Γ–Μ–Ψ–Ε–Ϋ–Α―è –Η –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Α―è |
|
–Π–Β–Ϋ–Α –Ζ–Α –Β–¥–Η–Ϋ–Η―Ü―É –Ω–Μ–Ψ―â–Α–¥–Η |
–ù–Η–Ε–Β |
–£―΄―à–Β |
6.7.1.10. –î―Ä―É–≥–Η–Β –≤–Α–Μ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Μ–Α–Ζ–Β―Ä–Ψ–Φ
–™―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Μ–Α–Ζ–Β―Ä–Ψ–Φ –Γ02 –Ω―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è –Ϋ–Β ―²–Ψ–Μ―¨–Κ–Ψ –¥–Μ―è –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ―΄―Ö ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Ϋ–Ψ –Η –≤ –¥―Ä―É–≥–Η―Ö –Ψ–±–Μ–Α―¹―²―è―Ö.
–ê–Ϋ–Η–Μ–Ψ–Κ―¹–Ψ–≤―΄–Β –≤–Α–Μ―΄
–†–Α―¹―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –≤–Α–Μ―΄ ―¹ –Ω–Ψ–Κ―Ä―΄―²–Η–Β–Φ –Η–Ζ –Ψ–Κ–Η―¹–Η ―Ö―Ä–Ψ–Φ–Α, ―²–Α–Κ –Ϋ–Α–Ζ―΄–≤–Α–Β–Φ―΄–Β –Α–Ϋ–Η–Μ–Ψ–Κ―¹–Ψ–≤―΄–Β –≤–Α–Μ―΄, ―¹–Μ―É–Ε–Α―² –≤ –Ω–Ψ–Μ–Η–≥―Ä–Α―³–Η―΅–Β―¹–Κ–Ψ–Ι –Ω―Ä–Ψ–Φ―΄―à–Μ–Β–Ϋ–Ϋ–Ψ―¹―²–Η –≤ –Κ–Α―΅–Β―¹―²–≤–Β –≤–Α–Μ–Ψ–≤ –¥–Μ―è –Ω–Β―Ä–Β–Ϋ–Ψ―¹–Α –Κ―Ä–Α―¹–Κ–Η –Η/–Η–Μ–Η –Ω–Ψ–¥–Α―é―â–Η―Ö –≤–Α–Μ–Ψ–≤. –£ –Ϋ–Α―¹―²–Ψ―è―â–Β–Β –≤―Ä–Β–Φ―è ―ç―²–Η –≤–Α–Μ―΄ –≥―Ä–Α–≤–Η―Ä―É―é―²―¹―è –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Μ–Α–Ζ–Β―Ä–Ψ–Φ –Γ02, –Ω―Ä–Η―΅–Β–Φ –Φ–Ψ–Ε–Β―² –¥–Ψ―¹―²–Η–≥–Α―²―¨―¹―è –Μ–Η–Ϋ–Η–Α―²―É―Ä–Α –¥–Ψ 400 –Μ–Η–Ϋ / ―¹–Φ.
–Π–Η–Μ–Η–Ϋ–¥―Ä―΄ –≥–Μ―É–±–Ψ–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η
–ù–Α―Ä―è–¥―É ―¹ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α–Φ–Η –≥–Μ―É–±–Ψ–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Η–Ζ –Φ–Β–¥–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è ―²–Α–Κ–Ε–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –≥–Μ―É–±–Ψ–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Η–Ζ ―ç–Μ–Α―¹―²–Ψ–Φ–Β―Ä–Ψ–≤. –û–¥–Ϋ–Ψ–Ι –Η–Ζ –Ψ–±–Μ–Α―¹―²–Β–Ι –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è ―è–≤–Μ―è–Β―²―¹―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ –Ψ–±–Ψ–Β–≤ –Η–Ζ –Ω–Β–Ϋ–Ψ–Ω–Μ–Α―¹―²–Α, –Ω―Ä–Η –Κ–Ψ―²–Ψ―Ä–Ψ–Φ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –Α–Κ―Ä–Η–Μ–Ψ–≤―΄–Β –Η –Ω–Ψ–Μ–Η–≤–Η–Ϋ–Η–Μ―Ö–Μ–Ψ―Ä–Η–¥–Ϋ―΄–Β –Ω–Α―¹―²―΄. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Ω―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è –Ψ―΅–Β–Ϋ―¨ ―²–≤–Β―Ä–¥―΄–Ι –Ω–Ψ–Μ–Η–Φ–Β―Ä ―¹ ―²–≤–Β―Ä–¥–Ψ―¹―²―¨―é –≤―΄―à–Β 100 –Ω–Ψ ―à–Κ–Α–Μ–Β –¦.
–ù–Α–Ω―Ä–Α–≤–Μ―è―é―â–Η–Β –Η –Ω–Ψ–≤–Ψ―Ä–Ψ―²–Ϋ―΄–Β –≤–Α–Μ–Η–Κ–Η
–£ –±―É–Φ–Α–Ε–Ϋ–Ψ–Ι –Η –Ω–Ψ–Μ–Η–≥―Ä–Α―³–Η―΅–Β―¹–Κ–Ψ–Ι –Ω―Ä–Ψ–Φ―΄―à–Μ–Β–Ϋ–Ϋ–Ψ―¹―²–Η –¥–Μ―è –Ω―Ä–Ψ–≤–Ψ–¥–Κ–Η –±―É–Φ–Α–≥–Η –Η –Ω–Μ–Β–Ϋ–Κ–Η –Η–Ζ –Η―¹–Κ―É―¹―¹―²–≤–Β–Ϋ–Ϋ―΄―Ö –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Η–Β –Η –Ω–Ψ–≤–Ψ―Ä–Ψ―²–Ϋ―΄–Β –≤–Α–Μ–Η–Κ–Η –Η–Ζ ―Ä–Β–Ζ–Η–Ϋ―΄. –î–Μ―è ―²–Ψ–≥–Ψ ―΅―²–Ψ–±―΄ –Η –Ω―Ä–Η –≤―΄―¹–Ψ–Κ–Ψ–Ι ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η –Μ–Β–Ϋ―²―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ ―΅–Η―¹―²―É―é –Ω―Ä–Ψ–≤–Ψ–¥–Κ―É, –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –≤–Α–Μ–Η–Κ–Η ―¹–Ψ ―¹―²―Ä―É–Κ―²―É―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é. –Γ―²―Ä―É–Κ―²―É―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―ç―²–Η―Ö –≤–Α–Μ–Η–Κ–Ψ–≤, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Μ–Α–Ζ–Β―Ä–Ψ–Φ –Γ–û?.
–£–Α–Μ―΄ –¥–Μ―è ―²–Η―¹–Ϋ–Β–Ϋ–Η―è
–ü–Ψ―¹–Μ–Β–¥–Ϋ–Β–Ι ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Κ–Ψ–Ι –≤ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β –≤–Α–Μ–Ψ–≤, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö –Μ–Α–Ζ–Β―Ä–Ψ–Φ, ―è–≤–Μ―è―é―²―¹―è –≤–Α–Μ―΄ –¥–Μ―è ―²–Η―¹–Ϋ–Β–Ϋ–Η―è –Η–Ζ ―Ä–Β–Ζ–Η–Ϋ―΄ –Η–Μ–Η ―¹–Η–Μ–Η–Κ–Ψ–Ϋ–Α. –≠―²–Η –≤–Α–Μ―΄ –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è –≤ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Ψ–±–Μ–Α―¹―²―è―Ö, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, –¥–Μ―è ―Ö–Ψ–Μ–Ψ–¥–Ϋ–Ψ–≥–Ψ ―²–Η―¹–Ϋ–Β–Ϋ–Η―è –±―É–Φ–Α–≥–Η –Η–Μ–Η –≥–Ψ―Ä―è―΅–Β–≥–Ψ ―²–Η―¹–Ϋ–Β–Ϋ–Η―è –Ω–Μ–Β–Ϋ–Κ–Η –Η–Ζ –Η―¹–Κ―É―¹―¹―²–≤–Β–Ϋ–Ϋ―΄―Ö –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤. –ü–Ψ–Κ―Ä―΄―²–Η–Β –≤–Α–Μ–Ψ–≤ –Η–Φ–Β–Β―², –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –≤―΄―¹–Ψ–Κ―É―é ―²–≤–Β―Ä–¥–Ψ―¹―²―¨ 90¬Α –Ω–Ψ ―à–Κ–Α–Μ–Β –ê –Η –±–Ψ–Μ–Β–Β.
–ü–Β―Ä―¹–Ω–Β–Κ―²–Η–≤–Α
–ü–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Μ–Α–Ζ–Β―Ä–Ψ–Φ –Γ02> –Η–Φ–Β―é―² –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Φ–Η ―³–Ψ―Ä–Φ–Α–Φ–Η –Ψ–¥–Η–Ϋ –±–Ψ–Μ―¨―à–Ψ–Ι –Ϋ–Β–¥–Ψ―¹―²–Α―²–Ψ–Κ. –‰―Ö ―Ä–Α–Ζ―Ä–Β―à–Α―é―â–Α―è ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨ –Ψ–≥―Ä–Α–Ϋ–Η―΅–Η–≤–Α–Β―²―¹―è 36 –Μ–Η–Ϋ/―¹–Φ, –≤ ―²–Ψ –≤―Ä–Β–Φ―è –Κ–Α–Κ –Ω―Ä–Η ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Β ―¹–Β–≥–Ψ–¥–Ϋ―è –¥–Ψ―¹―²–Η–≥–Α–Β―²―¹―è –Μ–Η–Ϋ–Η–Α―²―É―Ä–Α –¥–Ψ 60 –Μ–Η–Ϋ/―¹–Φ. –ù–Ψ–≤―΄–Β ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Κ–Η –Η–Φ–Β―é―² ―Ü–Β–Μ―¨―é –Ω–Ψ–≤―΄―¹–Η―²―¨ ―Ä–Α–Ζ―Ä–Β―à–Α―é―â―É―é ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö –Μ–Α–Ζ–Β―Ä–Ψ–Φ. –ù–Ψ –¥–Μ―è ―ç―²–Ψ–≥–Ψ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄ –Ϋ–Ψ–≤―΄–Β –Η―¹―²–Ψ―΅–Ϋ–Η–Κ–Η –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è, ―²–Α–Κ –Κ–Α–Κ ―³–Ψ–Κ―É―¹–Η―Ä–Ψ–≤–Κ–Α –Μ–Α–Ζ–Β―Ä–Α –Γ02 –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Α. –‰–Φ–Β―é―²―¹―è –≤ –≤–Η–¥―É –Κ–Ψ–Ϋ―Ü–Β–Ω―Ü–Η–Η –Μ–Α–Ζ–Β―Ä–Ψ–≤ ―¹ ―²–≤–Β―Ä–¥―΄–Φ –Α–Κ―²–Η–≤–Ϋ―΄–Φ –≤–Β―â–Β―¹―²–≤–Ψ–Φ –Η ―¹ –¥–Η–Ψ–¥–Α–Φ–Η. –ù–Β–Ψ–±―Ö–Ψ–¥–Η–Φ ―²–Α–Κ–Ε–Β –Ω–Ψ–¥–±–Ψ―Ä –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ –Κ –Ϋ–Ψ–≤―΄–Φ –Η―¹―²–Ψ―΅–Ϋ–Η–Κ–Α–Φ –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–≥–Ψ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è. –ü–Β―Ä–≤―΄–Β –Μ–Α–±–Ψ―Ä–Α―²–Ψ―Ä–Ϋ―΄–Β –Ψ–±―Ä–Α–Ζ―Ü―΄ –Ω–Ψ–Κ–Α–Ζ–Α–Μ–Η, ―΅―²–Ψ ―¹ –Ϋ–Ψ–≤―΄–Φ–Η –Η―¹―²–Ψ―΅–Ϋ–Η–Κ–Α–Φ–Η –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è ―¹―²–Α–Μ–Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄ –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Μ–Α–Ζ–Β―Ä–Ψ–Φ, ―¹ ―Ä–Α–Ζ―Ä–Β―à–Α―é―â–Β–Ι ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨―é –≤ –Ω–Ψ–Μ―É―²–Ψ–Ϋ–Α―Ö –¥–Ψ 60 –Μ–Η–Ϋ/―¹–Φ.
6.7.2. –ë–Β―¹―à–Ψ–≤–Ϋ―΄–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄
–Δ–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―è –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –±–Β―¹―à–Ψ–≤–Ϋ―΄―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Φ–Α–Μ–Ψ–Η–Ζ–≤–Β―¹―²–Ϋ–Α. –ü–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –±–Β―¹―à–Ψ–≤–Ϋ–Α―è –≤ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Η –¥–≤–Η–Ε–Β–Ϋ–Η―è –≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β, –Ω–Ψ―ç―²–Ψ–Φ―É –≤ –Ω–Β―Ä–≤―É―é –Ψ―΅–Β―Ä–Β–¥―¨ –Ψ–Ϋ–Α –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –¥–Μ―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Ι, ―²―Ä–Β–±―É―é―â–Η―Ö –±–Β―¹―à–Ψ–≤–Ϋ–Ψ–Ι –Η –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η. –û–Ϋ–Α –Κ–Ψ–Ϋ–Κ―É―Ä–Η―Ä―É–Β―² ―¹ ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Φ–Η –Ω–Β―΅–Α―²–Ϋ―΄–Φ–Η ―³–Ψ―Ä–Φ–Α–Φ–Η, –≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Φ–Η –Μ–Α–Ζ–Β―Ä–Ψ–Φ, –≤ ―²–Α–Κ–Η―Ö ―¹―³–Β―Ä–Α―Ö –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è, –Κ–Α–Κ: –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β –Ψ–±–Ψ–Β–≤, –Ψ–±–Β―Ä―²–Ψ―΅–Ϋ–Ψ–Ι –±―É–Φ–Α–≥–Η, –±―É–Φ–Α–Ε–Ϋ―΄―Ö ―¹–Α–Μ―³–Β―²–Ψ–Κ. –ö―Ä–Ψ–Φ–Β ―²–Ψ–≥–Ψ, ―Ä–Α―¹―à–Η―Ä―è–Β―²―¹―è –Β–Β –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β –≤ ―¹―³–Β―Ä–Β –≥–Η–±–Κ–Ψ–Ι ―É–Ω–Α–Κ–Ψ–≤–Κ–Η, ―²–Α–Κ –Κ–Α–Κ ―¹ –Ϋ–Β–¥–Α–≤–Ϋ–Β–≥–Ψ –≤―Ä–Β–Φ–Β–Ϋ–Η –Η ―É―¹―²–Ψ–Ι―΅–Η–≤―΄–Ι –Κ ―¹–Μ–Ψ–Ε–Ϋ―΄–Φ ―ç―³–Η―Ä–Α–Φ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä –Φ–Ψ–Ε–Β―² ―¹–Ω–Μ–Α–≤–Μ―è―²―¨―¹―è ―¹ –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ–Ψ–Ι –±–Β―¹―à–Ψ–≤–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι.
–û―¹–Ψ–±–Ψ–Β –≤–Ϋ–Η–Φ–Α–Ϋ–Η–Β ―ç―²–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β –Ω―Ä–Η–¥–Α–Β―²―¹―è –≤ ―¹–≤―è–Ζ–Η ―¹ ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Β–Ι ¬Ϊ–Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä βÄî –≥–Η–Μ―¨–Ζ–Α¬Μ, –Κ–Ψ―²–Ψ―Ä–Α―è –≤–Ω–Β―Ä–≤―΄–Β –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Η–Μ–Α –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Ϋ–Β–Ω―Ä–Β―Ä―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–≥–Ψ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
–î–Μ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –±–Β―¹―à–Ψ–≤–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι qjop- –Φ―΄ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄: –≥–Η–Μ―¨–Ζ–Α-–Ψ―¹–Ϋ–Ψ–≤–Α –Η ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Ι –¥–Μ―è ―ç―²–Ψ–≥–Ψ –Φ–Β―²–Ψ–¥–Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä. –£ –Κ–Α―΅–Β―¹―²–≤–Β –≥–Η–Μ―¨–Ζ―΄-–Ψ―¹–Ϋ–Ψ–≤―΄ –Φ–Ψ–≥―É―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨―¹―è –Κ–Α–Κ –Ϋ–Η–Κ–Β–Μ–Β–≤―΄–Β –≥–Η–Μ―¨–Ζ―΄, –≥–Η–Μ―¨–Ζ―΄ ―¹ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι-–Ψ―¹–Ϋ–Ψ–≤–Ψ–Ι –€–Α–Ι–Μ–Α―Ä –Η –ö–Β–≤–Μ–Α―Ä –Η –≥–Η–Μ―¨–Ζ―΄ GFK. –£–Α–Ε–Ϋ–Ψ, ―΅―²–Ψ–±―΄ –Ψ–Ϋ–Η, –Κ–Α–Κ –Η –≤―¹–Β –¥―Ä―É–≥–Η–Β –≥–Η–Μ―¨–Ζ―΄-–Ψ―¹–Ϋ–Ψ–≤―΄ –¥–Μ―è ―³–Ψ―Ä–Φ, –Ω–Ψ–¥―Ö–Ψ–¥–Η–Μ–Η –¥–Μ―è –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ–Ψ–Ι ―¹–Η―¹―²–Β–Φ―΄ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤. –û–±―Ä–Α–±–Α―²―΄–≤–Α–Β–Φ―΄–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä –Ω–Ψ―¹―²–Α–≤–Μ―è–Β―²―¹―è –≤ –≤–Η–¥–Β –Ω–Μ–Α―¹―²–Η–Ϋ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 3,4 –Φ–Φ. –Γ –Ψ–±–Β–Η―Ö ―¹―²–Ψ―Ä–Ψ–Ϋ –Ψ–Ϋ –Ζ–Α―â–Η―â–Β–Ϋ –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –€–Α–Ι–Μ–Α―Ä, –Κ–Ψ―²–Ψ―Ä–Α―è ―è–≤–Μ―è–Β―²―¹―è –Ω―Ä–Β–Ω―è―²―¹―²–≤–Η–Β–Φ –≤–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α, –Ω–Ψ―ç―²–Ψ–Φ―É –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ ―¹–Ϋ―è―²–Α –Ω–Β―Ä–Β–¥ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι.
–ü–Β―Ä–Β–¥ –Ϋ–Α―΅–Α–Μ–Ψ–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –Ϋ―É–Ε–Ϋ–Ψ –¥–Α―²―¨ ―¹–Μ–Β–¥―É―é―â–Η–Β ―¹–≤–Β–¥–Β–Ϋ–Η―è:
–¥–Η–Α–Φ–Β―²―Ä –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ–Ψ–≥–Ψ –≤–Ψ–Ζ–¥―É―à–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α;
–¥–Η–Α–Ω–Α–Ζ–Ψ–Ϋ –¥–Α–≤–Μ–Β–Ϋ–Η―è;
–¥–Μ–Η–Ϋ–Α –≥–Η–Μ―¨–Ζ―΄;
―à–Η―Ä–Η–Ϋ–Α –Ω–Β―΅–Α―²–Α–Ϋ–Η―è;
―à―²―Ä–Η―Ö–Ψ–≤–Α―è –Η–Μ–Η ―Ä–Α―¹―²―Ä–Ψ–≤–Α―è –Ω–Β―΅–Α―²―¨.
–ü–Ψ―¹–Μ–Β –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Μ–Β–Ϋ–Η―è –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η–Η –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α–Β―²―¹―è –≥–Η–Μ―¨–Ζ–Α-–Ψ―¹–Ϋ–Ψ–≤–Α, –Κ–Ψ―²–Ψ―Ä–Α―è ―¹–Μ―É–Ε–Η―² –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –Η –Κ–Α–Κ –Ψ―¹–Ϋ–Ψ–≤–Α, –Η –Κ–Α–Κ –≥–Η–Μ―¨–Ζ–Α-―Ä–Α–Ω–Ω–Ψ―Ä―². –ü―Ä–Η ―ç―²–Ψ–Φ –Ψ―¹–Ψ–±–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –Ω―Ä–Η–¥–Α–Β―²―¹―è –≤―Ä–Α―â–Β–Ϋ–Η―é –±–Β–Ζ –±–Η–Β–Ϋ–Η―è –Η ―²–Ψ―΅–Ϋ–Ψ–Φ―É –¥–Η–Α–Φ–Β―²―Ä―É –≥–Η–Μ―¨–Ζ―΄, ―²–Α–Κ –Κ–Α–Κ ―ç―²–Ψ ―è–≤–Μ―è–Β―²―¹―è –Ω―Ä–Β–¥–Ω–Ψ―¹―΄–Μ–Κ–Ψ–Ι –¥–Μ―è –Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è.
–£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ω–Β―΅–Α―²–Ϋ–Ψ–≥–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è (–Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―Ä–Α―¹―²―Ä–Ψ–≤–Α―è –Ω–Β―΅–Α―²―¨) ―²―Ä–Β–±―É–Β―²―¹―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―¹–Ψ ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤–Ψ–Ι, –Κ–Ψ―²–Ψ―Ä–Α―è ―²–Α–Κ–Ε–Β ―à–Μ–Η―³―É–Β―²―¹―è –¥–Μ―è –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄, ―΅―²–Ψ–±―΄ –¥–Ψ–Ω―É―¹–Κ–Η –Ω–Ψ –≤―΄―¹–Ψ―²–Β –±―΄–Μ–Η –Φ–Η–Ϋ–Η–Φ–Α–Μ―¨–Ϋ―΄–Φ–Η –Η–Μ–Η ―¹–Ψ–≤―¹–Β–Φ –Η―¹–Κ–Μ―é―΅–Β–Ϋ―΄.
–ü–Ψ―¹–Μ–Β –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η―è ―²–Ψ―΅–Ϋ―΄―Ö ―Ä–Α–Ζ–Φ–Β―Ä–Ψ–≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –≤―΄–Ω–Ψ–Μ–Ϋ–Η―²―¨ ―¹–Μ–Β–¥―É―é―â–Η–Β ―Ä–Α–±–Ψ―΅–Η–Β –Ψ–Ω–Β―Ä–Α―Ü–Η–Η:
1.¬†¬† –ù–Α–Ϋ–Β―¹–Β–Ϋ–Η–Β –Μ–Η–Ω–Κ–Ψ–≥–Ψ ―¹–Μ–Ψ―è
–£ ―Ä–Α–Φ–Κ–Α―Ö –Φ–Β―²–Ψ–¥–Α ―Ä–Α―¹–Ω―΄–Μ–Β–Ϋ–Η―è –Ϋ–Α –≥–Η–Μ―¨–Ζ―É –Ϋ–Α–Ϋ–Ψ―¹–Η―²―¹―è –Μ–Η–Ω–Κ–Η–Ι ―¹–Μ–Ψ–Ι, –Κ–Ψ―²–Ψ―Ä―΄–Ι –≥–Α―Ä–Α–Ϋ―²–Η―Ä―É–Β―² –Ω–Ψ―¹–Μ–Β–¥―É―é―â–Β–Β –Ω―Ä–Ψ―΅–Ϋ–Ψ–Β ―¹–Ψ–Β–¥–Η–Ϋ–Β–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―¹ –≥–Η–Μ―¨–Ζ–Ψ–Ι.
2.¬†¬†¬† –†–Β–Ζ–Κ–Α ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α
–û―¹–Ϋ–Ψ–≤―΄–≤–Α―è―¹―¨ –Ϋ–Α –¥–Α–Ϋ–Ϋ―΄―Ö –¥–Μ–Η–Ϋ―΄ –Η ―à–Η―Ä–Η–Ϋ―΄ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è, ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Α―è –Ω–Β―΅–Α ―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –≤―΄―Ä–Β–Ζ–Α–Β―²―¹―è ―²–Ψ―΅–Ϋ–Ψ –Ω–Ψ ―Ä–Α–Ζ–Φ–Β―Ä–Α–Φ –Ϋ–Α ―¹―²–Ψ–Μ–Β, ―΅―²–Ψ–±―΄ –≤ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Η –¥–≤–Η–Ε–Β–Ϋ–Η―è ―¹―²―΄–Κ–Ψ–≤―΄–Β –Κ―Ä–Α―è ―³–Ψ―Ä–Φ―΄ –±―΄–Μ–Η –Ϋ–Α–Μ–Ψ–Ε–Β–Ϋ―΄ –¥―Ä―É–≥ –Ϋ–Α –¥―Ä―É–≥–Α.
3.¬†¬† –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–Γ–Μ–Β–¥―É―é―â–Β–Ι ―Ä–Α–±–Ψ―΅–Β–Ι –Ψ–Ω–Β―Ä–Α―Ü–Η–Β–Ι ―è–≤–Μ―è–Β―²―¹―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄. –ï–Β ―¹–Μ–Β–¥―É–Β―² –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¨ –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ ―²―â–Α―²–Β–Μ―¨–Ϋ–Ψ, –Ω–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –≤–Ψ –≤―Ä–Β–Φ―è ―ç―²–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―²―¹―è –≤―΄―¹–Ψ―²–Α ―Ä–Β–Μ―¨–Β―³–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―²–Ψ–Μ―â–Η–Ϋ―΄ ―¹―²–Β–Ϋ–Ψ–Κ –≥–Η–Μ―¨–Ζ―΄ –Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι –≤ –¥–Α–Ϋ–Ϋ–Ψ–Φ ―¹–Μ―É―΅–Α–Β ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤―΄ –Η–Ζ–Φ–Β–Ϋ―è–Β―²―¹―è ―²–Α–Κ–Ε–Β –Η ―²–Ψ–Μ―â–Η–Ϋ–Α ―¹–Μ–Ψ―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α, –Κ–Ψ―²–Ψ―Ä–Α―è –≤–Ψ –≤―Ä–Β–Φ―è ―ç―²–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –¥–Ψ–Μ–Ε–Ϋ–Α ―²–Ψ―΅–Ϋ–Ψ ―¹–Ψ–±–Μ―é–¥–Α―²―¨―¹―è.
4.¬†¬†¬† –ü–Μ–Α–≤–Μ–Β–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α
–ü―Ä–Β–Ε–¥–Β ―΅–Β–Φ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―¹―²―΄–Κ –≤ ―¹―²―΄–Κ –Ψ–±–Φ–Α―²―΄–≤–Α–Β―²―¹―è –≤–Ψ–Κ―Ä―É–≥ –≥–Η–Μ―¨–Ζ―΄, ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ–Ψ–Ι –Φ–Β–Ε–¥―É ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ―΄–Φ–Η ―³–Μ–Α–Ϋ―Ü–Α–Φ–Η, ―¹ –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―³–Ψ―Ä–Φ―΄ ―É–¥–Α–Μ―è–Β―²―¹―è –Ω–Μ–Β–Ϋ–Κ–Α –€–Α–Ι–Μ–Α―Ä. –ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ψ–±―΄―΅–Ϋ–Ψ–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –≥–Β―Ä–Φ–Β―²–Η―΅–Β―¹–Κ–Η –Ζ–Α–Κ―Ä―΄–≤–Α–Β―²―¹―è –Ζ–Α–Ζ–Ψ―Ä –Φ–Β–Ε–¥―É –≥–Η–Μ―¨–Ζ–Ψ–Ι –Η ―³–Ψ―Ä–Φ–Ψ–Ι, ―΅―²–Ψ–±―΄ ―΅–Β―Ä–Β–Ζ ―É–Ε–Β ―É–Ω–Ψ–Φ―è–Ϋ―É―²―΄–Β ―³–Μ–Α–Ϋ―Ü―΄ –Φ–Ψ–Ε–Ϋ–Ψ –±―΄–Μ–Ψ ―¹–Ψ–Ζ–¥–Α―²―¨ –≤–Α–Κ―É―É–Φ, –Ω―Ä–Η–Ε–Η–Φ–Α―é―â–Η–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä –Κ –≥–Η–Μ―¨–Ζ–Β. –ü–Ψ―¹–Μ–Β ―É–¥–Α–Μ–Β–Ϋ–Η―è –Ω–Μ–Β–Ϋ–Κ–Η –€–Α–Ι–Μ–Α―Ä ―¹ –Μ–Η―Ü–Β–≤–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –≥–Η–Μ―¨–Ζ–Α ―¹ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–Φ, –Ϋ–Α―Ö–Ψ–¥―è―â–Η–Φ―¹―è –Ω–Ψ–¥ –≤–Α–Κ―É―É–Φ–Ψ–Φ, –Ω–Ψ–Φ–Β―â–Α–Β―²―¹―è –≤ –Ω–Μ–Α–≤–Η–Μ―¨–Ϋ―É―é –Ω–Β―΅―¨, –≥–¥–Β –Ω–Ψ–¥ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β–Φ –≤–Α–Κ―É―É–Φ–Α –Η ―²–Β–Ω–Μ–Α –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –Κ–Α–Κ –Ω―Ä–Η–Μ–Η–Ω–Α–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α –Κ –≥–Η–Μ―¨–Ζ–Β, ―²–Α–Κ –Η ―¹–Ω–Μ–Α–≤–Μ–Β–Ϋ–Η–Β ―¹―²―΄–Κ–Ψ–≤―΄―Ö –Κ―Ä–Α–Β–≤. –ü―Ä–Η ―ç―²–Ψ–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β, –Ω―Ä–Β–Ε–¥–Β –≤―¹–Β–≥–Ψ, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α ―²–Β–Κ―É―΅–Β―¹―²―¨ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α, ―΅―²–Ψ–±―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ –±–Β―¹―à–Ψ–≤–Ϋ–Ψ–Β ―¹–Ψ–Β–¥–Η–Ϋ–Β–Ϋ–Η–Β ―¹―²―΄–Κ–Ψ–≤―΄―Ö –Κ―Ä–Α–Β–≤.
5.¬†¬†¬† –®–Μ–Η―³–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α
–ü–Ψ―¹–Μ–Β –Ψ―Ö–Μ–Α–Ε–¥–Β–Ϋ–Η―è –Η –Ϋ–Β–Κ–Ψ―²–Ψ―Ä–Ψ–≥–Ψ –≤―΄―¹―²–Α–Η–≤–Α–Ϋ–Η―è –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Α ―à–Μ–Η―³―É–Β―²―¹―è –¥–Ψ –Ψ–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―Ä–Α–Ζ–Φ–Β―Ä–Α (–Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η). –®–Μ–Η―³–Ψ–≤–Α–Ϋ–Η–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Β―Ü–Η–Ζ–Η–Ψ–Ϋ–Ϋ–Ψ–≥–Ψ –Κ―Ä―É–≥–Μ–Ψ―à–Μ–Η―³–Ψ–≤–Α–Μ―¨–Ϋ–Ψ–≥–Ψ ―¹―²–Α–Ϋ–Κ–Α, ―É–Ω―Ä–Α–≤–Μ―è–Β–Φ–Ψ–≥–Ψ –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–Ι ―¹–Η―¹―²–Β–Φ–Ψ–Ι ―¹ –¥–≤―É–Φ―è –≥–Ψ–Μ–Ψ–≤–Κ–Α–Φ–Η. –ù–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Β –¥–Μ―è ―à–Μ–Η―³–Ψ–≤–Α–Ϋ–Η―è –¥–Α–Ϋ–Ϋ―΄–Β ―¹―΅–Η―²―΄–≤–Α―é―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―ç–Μ–Β–Κ―²―Ä–Ψ–Ϋ–Ϋ–Ψ–Ι –Μ–Η–Ϋ–Β–Ι–Κ–Η ―¹ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Ϋ―΄―Ö –Ϋ–Β–≥–Α―²–Η–≤–Ψ–≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–≥–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Η –≤–≤–Ψ–¥―è―²―¹―è –≤ –±–Α–Ϋ–Κ –¥–Α–Ϋ–Ϋ―΄―Ö –Μ–Α–Ζ–Β―Ä–Α, ―΅―²–Ψ–±―΄ –Ω―Ä–Η –Ω–Ψ―¹–Μ–Β–¥―É―é―â–Β–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –¥–Μ–Η–Ϋ–Α –Ϋ–Β–≥–Α―²–Η–≤–Ψ–≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Ψ–≤–Α–Μ–Α –¥–Μ–Η–Ϋ–Β –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
6.¬†¬† –≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α
–ü–Ψ―¹–Μ–Β ―²–Ψ–≥–Ψ –Κ–Α–Κ –Ω–Ψ–Μ―É–≥–Ψ―²–Ψ–≤–Α―è –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ–Α―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Ψ―²―à–Μ–Η―³–Ψ–≤–Α–Ϋ–Α –¥–Ψ –Ϋ―É–Ε–Ϋ–Ψ–≥–Ψ ―Ä–Α–Ζ–Φ–Β―Ä–Α, –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –≤ ―Ä–Ψ―²–Α―Ü–Η–Ψ–Ϋ–Ϋ–Ψ–Φ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β. –ù–Α–Μ–Ψ–Ε–Β–Ϋ–Ϋ―΄–Ι 1:1 –Ϋ–Β–≥–Α―²–Η–≤ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―²–Ψ―΅–Ϋ–Ψ –Ϋ–Α―²―è–Ϋ―É―²–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η –€–Α–Ι–Μ–Α―Ä –≤–Φ–Β―¹―²–Β ―¹ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –Φ–Η–Φ–Ψ ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä―É―é―â–Β–≥–Ψ –Κ–Α–Ϋ–Α–Μ–Α, –Ω―Ä–Η―΅–Β–Φ –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä―É―é―â–Β–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –Φ–Ψ–Ε–Β―² –±―΄―²―¨ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι. –£–Α–Ε–Ϋ–Ψ, ―΅―²–Ψ–±―΄ –≤ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Η–Β –Η–Ζ ―²–≤–Β―Ä–¥–Ψ–≥–Ψ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α ―¹–Ψ–Ζ–¥–Α–≤–Α–Μ–Ψ―¹―¨ –Ϋ–Α –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ–Β. –ü―Ä–Η –Ϋ–Α–Μ–Ψ–Ε–Β–Ϋ–Η–Η –Ϋ–Β–≥–Α―²–Η–≤–Α ―²―Ä–Β–±―É–Β―²―¹―è ―΅―Ä–Β–Ζ–≤―΄―΅–Α–Ι–Ϋ–Ψ ―²–Ψ–Ϋ–Κ–Ψ–Β ―΅―É―²―¨–Β, –Ω―Ä–Η―΅–Β–Φ –≤―¹–Ω–Ψ–Φ–Ψ–≥–Α―²–Β–Μ―¨–Ϋ―΄–Β –Κ―Ä–Β―¹―²―΄ –Ϋ–Α –Ϋ–Β–≥–Α―²–Η–≤–Β ―¹–Ω–Ψ―¹–Ψ–±―¹―²–≤―É―é―² ―²–Ψ―΅–Ϋ–Ψ–Φ―É –Φ–Α–Ϋ–Η–Ω―É–Μ–Η―Ä–Ψ–≤–Α–Ϋ–Η―é. –Δ–Ψ–Μ―¨–Κ–Ψ –Ϋ–Β–≥–Α―²–Η–≤, –Ϋ–Α–Μ–Ψ–Ε–Β–Ϋ–Ϋ―΄–Ι –Ω–Ψ–¥ –Α–±―¹–Ψ–Μ―é―²–Ϋ–Ψ –Ω―Ä―è–Φ―΄–Φ ―É–≥–Μ–Ψ–Φ –Κ –Ψ―¹–Η, –≥–Α―Ä–Α–Ϋ―²–Η―Ä―É–Β―² ―²–Ψ―΅–Ϋ–Ψ–Β ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η–Β –Ω―Ä–Η–≤–Ψ–¥–Κ–Η.
7.¬†¬† –£―΄–Φ―΄–≤–Α–Ϋ–Η–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Α
–≠–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –≤―΄–Φ―΄–≤–Α–Β―²―¹―è –≤ ―Ä–Ψ―²–Α―Ü–Η–Ψ–Ϋ–Ϋ–Ψ–Φ –≤―΄–Φ―΄–≤–Ϋ–Ψ–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≤―Ä–Α―â–Α―é―â–Η―Ö―¹―è ―â–Β―²–Ψ–Κ –Η –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α, ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Ψ–≥–Ψ –¥–Μ―è ―ç―²–Η―Ö ―Ü–Β–Μ–Β–Ι, –Ω―Ä–Η―΅–Β–Φ –Ϋ–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä –¥–Ψ–Μ–Ε–Β–Ϋ –±―΄―²―¨ –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é –≤―΄–Φ―΄―².
8.¬†¬† –Γ―É―à–Κ–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄
–ü–Ψ―¹–Μ–Β ―²―â–Α―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―É–¥–Α–Μ–Β–Ϋ–Η―è –Ψ―¹―²–Α―²–Κ–Ψ–≤ –≤―΄–Φ―΄–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α―¹―²–≤–Ψ―Ä–Α –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Ω–Ψ–Φ–Β―â–Α–Β―²―¹―è –≤ ―¹―É―à–Η–Μ―¨–Ϋ―É―é –Ω–Β―΅―¨ –¥–Μ―è –≤―΄―¹―É―à–Η–≤–Α–Ϋ–Η―è.
9.¬†¬†¬† –û―²–¥–Β–Μ–Κ–Α
–£ –Φ–Α―à–Η–Ϋ–Β –¥–Μ―è –Ψ―²–¥–Β–Μ–Ψ―΅–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Ω–Ψ–¥–≤–Β―Ä–≥–Α–Β―²―¹―è –Ψ–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β –¥–Μ―è –¥–Ψ―¹―²–Η–Ε–Β–Ϋ–Η―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι ―¹―²–Β–Ω–Β–Ϋ–Η –Ω–Ψ–Μ–Η–Φ–Β―Ä–Η–Ζ–Α―Ü–Η–Η –±–Β―¹―à–Ψ–≤–Ϋ–Ψ–Ι –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ–Ψ–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
10. –ü―Ä–Ψ–±–Ϋ–Α―è –Ω–Β―΅–Α―²―¨
–£ ―Ä–Α–Φ–Κ–Α―Ö –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―è –Κ–Α―΅–Β―¹―²–≤–Α –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≥–Ψ―²–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ―è―é―² –Ω―Ä–Ψ–±–Ϋ―΄–Ι –Ψ―²―²–Η―¹–Κ, –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ϋ–Α–Ω―Ä–Α–≤–Μ―è–Β―²―¹―è –Κ–Μ–Η–Β–Ϋ―²―É,
–Α ―²–Α–Κ–Ε–Β –Ψ―¹―²–Α–Β―²―¹―è –≤ –Α―Ä―Ö–Η–≤–Β ―É –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―è –¥–Μ―è –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―è.
–ù–Α –Ω―Ä–Ψ―Ü–Β―¹―¹ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –±–Β―¹―à–Ψ–≤–Ϋ–Ψ–Ι ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –±–Ψ–Μ―¨―à–Ψ–Β –≤–Μ–Η―è–Ϋ–Η–Β –Ψ–Κ–Α–Ζ―΄–≤–Α–Β―² ―Ä―É―΅–Ϋ–Α―è ―Ä–Α–±–Ψ―²–Α. –ö–Α–Ε–¥–Α―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―É–Ϋ–Η–Κ–Α–Μ―¨–Ϋ–Α –Η ―²―Ä–Β–±―É–Β―² –Ψ―¹–Ψ–±–Ψ–≥–Ψ –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―è –Κ–Α―΅–Β―¹―²–≤–Α. –ü―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Α ―²–Α–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄:
―²–Ψ―΅–Ϋ–Ψ–Β ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η–Β –Ω―Ä–Η–≤–Ψ–¥–Κ–Η;
–≤―΄―¹–Ψ–Κ–Α―è ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Η;
–≤―Ä–Α―â–Β–Ϋ–Η–Β –±–Β–Ζ –±–Η–Β–Ϋ–Η―è;
―²–≤–Β―Ä–¥–Α―è –Ψ–¥–Ϋ–Ψ―Ä–Ψ–¥–Ϋ–Α―è –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨;
–≤―΄―¹–Ψ–Κ–Ψ–Β –Κ–Α―΅–Β―¹―²–≤–Ψ –Ω–Β―΅–Α―²–Η;
–Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ―΄–Ι ―¹―Ä–Ψ–Κ ―¹–Μ―É–Ε–±―΄.
–ß―²–Ψ –Κ–Α―¹–Α–Β―²―¹―è ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η ¬Ϊ–Κ–Ψ–Φ–Ω―¨―é―²–Β―Äβ³Δ–≥–Η–Μ―¨–Ζ–Α¬Μ, –Κ–Α–Κ –Ω–Ψ–Κ–Α–Ζ–Α–Μ–Η –Ω–Β―Ä–≤―΄–Β ―Ä–Β–Ζ―É–Μ―¨―²–Α―²―΄, ―Ü–Η―³―Ä–Ψ–≤–Ψ–Β ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –≥–Η–Μ―¨–Ζ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –Ω–Ψ–≤―΄―¹–Η–Μ–Ψ –Κ–Α―΅–Β―¹―²–≤–Ψ. –ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Μ–Β–Ϋ–Ϋ―΄―Ö –¥–Α–Ϋ–Ϋ―΄―Ö (―΅–Β―Ä–Β–Ζ ISDN –Η–Μ–Η –¥–Η―¹–Κ–Β―²―΄) –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –Ϋ–Α–Ϋ–Ψ―¹–Η―²―¹―è –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ϋ–Α –±–Β―¹–Κ–Ψ–Ϋ–Β―΅–Ϋ―É―é ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―É―é –Ω–Β―΅–Α―²–Ϋ―É―é ―³–Ψ―Ä–Φ―É, –Ω–Ψ―ç―²–Ψ–Φ―É –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Α –Ω―Ä―è–Φ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Μ–Α–Ζ–Β―Ä–Ψ–Φ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –≤ –Ω–Ψ–Μ–Ϋ–Ψ–Ι –Φ–Β―Ä–Β –Ψ―²–Ϋ–Ψ―¹―è―²―¹―è –Η –Κ –±–Β―¹―à–Ψ–≤–Ϋ―΄–Φ –Ω–Β―΅–Α―²–Ϋ―΄–Φ ―³–Ψ―Ä–Φ–Α–Φ.
6.8. –€–Ψ–Ϋ―²–Α–Ε –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄
6.8.1. –£–≤–Β–¥–Β–Ϋ–Η–Β
1–Μ–Α–≤–Ϋ―΄–Φ ―É―¹–Μ–Ψ–≤–Η–Β–Φ –≤―΄―¹–Ψ–Κ–Ψ–Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι ―³–Μ–Β–Κ―¹–Ψ–≥- ―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η ―è–≤–Μ―è–Β―²―¹―è –Φ–Ψ–Ϋ―²–Α–Ε ―³–Ψ―Ä–Φ―΄ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –Η–Μ–Η –≥–Η–Μ―¨–Ζ–Β ―¹ ―²–Ψ―΅–Ϋ―΄–Φ ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η–Β–Φ –Ω―Ä–Η–≤–Ψ–¥–Κ–Η. –£–Β―¹–Κ–Α―è –Ω―Ä–Η―΅–Η–Ϋ–Α –≤―΄―²–Β―¹–Ϋ–Β–Ϋ–Η―è ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Φ–Η –Ω–Β―΅–Α―²–Ϋ―΄–Φ–Η ―³–Ψ―Ä–Φ–Α–Φ–Η –Ζ–Α–Κ–Μ―é―΅–Α–Β―²―¹―è –≤ –Η―Ö –Ω―Ä–Ψ―¹―²–Ψ–Φ –Η ―²–Ψ―΅–Ϋ–Ψ–Φ –Φ–Ψ–Ϋ―²–Α–Ε–Β. –ë–Μ–Α–≥–Ψ–¥–Α―Ä―è ―Ä–Α–Ζ–Φ–Β―Ä–Ψ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ–Ι –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β-–Ψ―¹–Ϋ–Ψ–≤–Β ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ω―Ä–Β–≤–Ψ―¹―Ö–Ψ–¥―è―² ―Ä–Α–Ϋ–Β–Β –Ω―Ä–Η–Φ–Β–Ϋ―è–≤―à–Η–Β―¹―è ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Β ―³–Ψ―Ä–Φ―΄ –Ω–Ψ ―²–Α–Κ–Η–Φ –Ω–Ψ–Κ–Α–Ζ–Α―²–Β–Μ―è–Φ, –Κ–Α–Κ ―Ä–Α―¹―²―è–Ε–Β–Ϋ–Η–Β –Η –¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η―è.
–€–Ψ–Ϋ―²–Α–Ε ―³–Ψ―Ä–Φ―΄ –Ϋ–Α –Ψ―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β –Ψ–Ω―Ä–Α–≤–¥–Α–Ϋ ―²–Ψ–Μ―¨–Κ–Ψ –≤ –Η―¹–Κ–Μ―é―΅–Η―²–Β–Μ―¨–Ϋ―΄―Ö ―¹–Μ―É―΅–Α―è―Ö –Η–Ζ- –Ζ–Α –≤―΄―¹–Ψ–Κ–Η―Ö ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι –Κ –Ω–Ψ–≤―΄―à–Β–Ϋ–Η―é –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η. –€–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ –≤–Α–Ε–Ϋ―΄―Ö –Ϋ–Ψ–≤–Ψ–≤–≤–Β–¥–Β–Ϋ–Η–Ι –≤ ―²–Β―Ö–Ϋ–Η–Κ–Β –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ –Κ–Α―¹–Α–Β―²―¹―è –¥–Α–Μ―¨–Ϋ–Β–Ι―à–Β–≥–Ψ ―¹–Ϋ–Η–Ε–Β–Ϋ–Η―è –≤―Ä–Β–Φ–Β–Ϋ–Η –Ϋ–Α–Μ–Α–¥–Κ–Η –Ω―Ä–Η ―¹–Φ–Β–Ϋ–Β –Ζ–Α–Κ–Α–Ζ–Ψ–≤. –ö –Ϋ–Η–Φ –Ψ―²–Ϋ–Ψ―¹―è―²―¹―è, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –¥–Μ―è –±―΄―¹―²―Ä–Ψ–Ι –Η –Ω―Ä–Ψ―¹―²–Ψ–Ι ―¹–Φ–Β–Ϋ―΄ ―³–Ψ―Ä–Φ–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ –Η–Μ–Η –≥–Η–Μ―¨–Ζ, ―΅―²–Ψ –Η–Φ–Β–Β―² ―²–Α–Κ–Ψ–Β –Ε–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β, –Κ–Α–Κ –Η –Φ–Ψ–Ϋ―²–Α–Ε ―³–Ψ―Ä–Φ –≤–Ϋ–Β –Φ–Α―à–Η–Ϋ―΄ –Ω–Β―Ä–Β–¥ –Ϋ–Α―΅–Α–Μ–Ψ–Φ –≤―΄–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η―è –Ζ–Α–Κ–Α–Ζ–Α.
–≠―²–Α ―²–Β–Ϋ–¥–Β–Ϋ―Ü–Η―è –Ϋ–Α–±–Μ―é–¥–Α–Β―²―¹―è –≤–Ψ –≤―¹–Β―Ö ―¹―³–Β―Ä–Α―Ö –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è ―¹–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ–Ι ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η, –Ϋ–Α―΅–Η–Ϋ–Α―è ―¹ ―É–Ζ–Κ–Ψ―³–Ψ―Ä–Φ–Α―²–Ϋ–Ψ–Ι ―ç―²–Η–Κ–Β―²–Ψ―΅–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η, –≥–Η–±–Κ–Ψ–Ι ―É–Ω–Α–Κ–Ψ–≤–Κ–Η –Ϋ–Α –Φ–Α―à–Η–Ϋ–Α―Ö ―¹ ―Ü–Β–Ϋ―²―Ä–Α–Μ―¨–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ –Η–Μ–Η –Φ–Α―à–Η–Ϋ–Α―Ö ―¹–Β–Κ―Ü–Η–Ψ–Ϋ–Ϋ–Ψ–≥–Ψ –Ω–Ψ―¹―²―Ä–Ψ–Β–Ϋ–Η―è –Η –Ζ–Α–Κ–Α–Ϋ―΅–Η–≤–Α―è –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β–Φ –Ϋ–Α –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Β. –£ –Κ–Ψ–Ϋ–Κ―É―Ä–Β–Ϋ―²–Ϋ–Ψ–Ι –±–Ψ―Ä―¨–±–Β ―¹ –¥―Ä―É–≥–Η–Φ–Η ―¹–Ω–Ψ―¹–Ψ–±–Α–Φ–Η –Ω–Β―΅–Α―²–Η, ―²–Α–Κ–Η–Φ–Η, –Κ–Α–Κ –≥–Μ―É–±–Ψ–Κ–Α―è –Η–Μ–Η –Ψ―³―¹–Β―²–Ϋ–Α―è –Ω–Β―΅–Α―²―¨, –Ψ―¹–Ψ–±–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –Ω―Ä–Η–Ψ–±―Ä–Β―²–Α–Β―² –Φ–Ψ–Ϋ―²–Α–Ε –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
6.8.2. –û―¹–Ϋ–Ψ–≤―΄ –Φ–Ψ–Ϋ―²–Α–Ε–Α
6.8.2.1. –Θ–Κ–Α–Ζ–Α–Ϋ–Η―è –Ω–Ψ –Φ–Ψ–Ϋ―²–Α–Ε―É –Η –Φ–Α–Κ–Β―²―É
–î–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è –±–Ψ–Μ–Β–Β ―ç―³―³–Β–Κ―²–Η–≤–Ϋ–Ψ–≥–Ψ –Ω–Μ–Α–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Η ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ–Φ –¥–Ψ –Ω―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η―è –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―¹–Μ–Β–¥―É–Β―² –≤―΄–Ω–Ψ–Μ–Ϋ–Η―²―¨ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―É―é –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ―É―é ―Ä–Α–±–Ψ―²―É.
–û–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–≥–Ψ –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Α ―³–Ψ―Ä–Φ–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ –Η–Μ–Η –≥–Η–Μ―¨–Ζ –Η –Η―Ö ―¹–≤–Ψ–Β–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Α―è –Ω–Ψ–¥–≥–Ψ―²–Ψ–≤–Κ–Α ―è–≤–Μ―è–Β―²―¹―è –Ω–Β―Ä–≤–Β–Ι―à–Β–Ι –Ζ–Α–¥–Α―΅–Β–Ι –Ψ―Ä–≥–Α–Ϋ–Η–Ζ–Α―Ü–Η–Η ―Ä–Α–±–Ψ―²―΄. –†–Α―¹–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ω–Ψ ―³–Ψ―Ä–Φ–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α–Φ –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―²―¨ –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―΄–Φ. –î–Μ―è ―ç―²–Ψ–≥–Ψ ―²―Ä–Β–±―É–Β―²―¹―è ―¹–Ψ–Ζ–¥–Α–Ϋ–Η–Β ―è―¹–Ϋ–Ψ–≥–Ψ –Η ―΅–Β―²–Κ–Ψ–≥–Ψ –Φ–Α–Κ–Β―²–Α. –û–Ϋ –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –≤―΄–Ω–Ψ–Μ–Ϋ–Β–Ϋ –≤ –≤–Η–¥–Β ―΅–Β―Ä―²–Β–Ε–Α, ―¹–¥–Β–Μ–Α–Ϋ–Ϋ–Ψ–≥–Ψ –≤―Ä―É―΅–Ϋ―É―é, –Ω–Ψ–Μ―É―΅―à–Β –Ω–Ψ–¥–≥–Ψ―²–Ψ–≤–Η―²―¨ ―²–Α–Κ–Ψ–Ι –Φ–Α–Κ–Β―² –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Η―¹―²–Β–Φ―΄ CAD, –Κ–Ψ―²–Ψ―Ä–Α―è –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α–Β―² –Φ–Α–Κ–Β―² –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β ―Ü–Η―³―Ä–Ψ–≤–Ψ–Ι –±–Α–Ζ―΄ –¥–Α–Ϋ–Ϋ―΄―Ö –¥–Ψ–Ϋ–Β- ―΅–Α―²–Ϋ―΄―Ö –Ω―Ä–Ψ―Ü–Β―¹―¹–Ψ–≤. –£–Ψ –Φ–Ϋ–Ψ–≥–Η―Ö ―¹–Μ―É―΅–Α―è―Ö –Φ–Α–Κ–Β―² –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Μ―è–Β―²―¹―è ―²–Α–Κ–Ε–Β –≤ –≤–Η–¥–Β ―Ü–Η―³―Ä–Ψ–≤―΄―Ö –¥–Α–Ϋ–Ϋ―΄―Ö.
–ù–Α―Ä―è–¥―É ―¹ –Ψ–±―â–Η–Φ–Η –¥–Α–Ϋ–Ϋ―΄–Φ–Η –Ζ–Α–Κ–Α–Ζ–Α βÄî –¥–Μ–Η–Ϋ–Α ―Ä–Α–Ω–Ω–Ψ―Ä―²–Α, ―²–Ψ–Μ―â–Η–Ϋ–Α ―³–Ψ―Ä–Φ―΄, –¥–Α–Ϋ–Ϋ―΄–Β –Φ–Α―à–Η–Ϋ―΄ –Η ―². –Ω. βÄî –±–Ψ–Μ―¨―à–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –Η–Φ–Β–Β―² –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―è –Ψ ―Ä–Α―¹―¹―²–Ψ―è–Ϋ–Η–Η –Ψ―² ―³–Ψ―Ä–Φ―΄ –¥–Ψ –Κ―Ä–Α―è ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α, –Φ–Β–Ε–¥―É ―ç–Μ–Β–Φ–Β–Ϋ―²–Α–Φ–Η –Ω―Ä–Η–≤–Ψ–¥–Κ–Η –Ϋ–Α ―³–Ψ―Ä–Φ–Β.
–Γ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ―΄–Β –¥–Ψ–Ω–Β―΅–Α―²–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄ –Η–Φ–Β―é―² –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Β–Ι –≥–Β–Ϋ–Β―Ä–Η―Ä–Ψ–≤–Α―²―¨ –Η ―Ä–Α–Ζ–Φ–Β―â–Α―²―¨ –Η―Ö, –≤ –Η–¥–Β–Α–Μ―¨–Ϋ–Ψ–Φ ―¹–Μ―É―΅–Α–Β ―ç―²–Ψ –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –Ω–Ψ ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ–Η―é ―¹ –¥–Η–Ζ–Α–Ι–Ϋ–Β―Ä–Ψ–Φ. –ß–Β–Φ –Μ―É―΅―à–Β –Ψ―Ä–≥–Α–Ϋ–Η–Ζ–Ψ–≤–Α–Ϋ–Α –Κ–Ψ–Φ–Φ―É–Ϋ–Η–Κ–Α―Ü–Η―è –Φ–Β–Ε–¥―É –Ϋ–Η–Φ –Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ–Φ, ―²–Β–Φ –Ϋ–Α–¥–Β–Ε–Ϋ–Β–Β –Ω―Ä–Ψ―²–Β–Κ–Α–Β―² –≤–Β―¹―¨ –Ω―Ä–Ψ―Ü–Β―¹―¹ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α.
–≠―²–Ψ ―²–Α–Κ–Ε–Β –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ ―ç–Μ–Β–Φ–Β–Ϋ―²–Α–Φ –Ϋ–Α –Φ–Α–Κ–Β―²–Β, ―Ä–Α―¹–Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Η–Β –Η –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ―΄–Ι –Φ–Ψ–Ϋ―²–Α–Ε –Κ–Ψ―²–Ψ―Ä―΄―Ö –Η–Φ–Β–Β―² –±–Ψ–Μ―¨―à–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –¥–Μ―è –Ω–Β―΅–Α―²–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α. –½–¥–Β―¹―¨ ―¹–Μ–Β–¥―É–Β―² –Ϋ–Α–Ζ–≤–Α―²―¨, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, –Φ–Β―²–Κ–Η ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ω―Ä–Η–≤–Ψ–¥–Κ–Η, ―ç–Μ–Β–Φ–Β–Ϋ―²―΄ –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―è –Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Η―è –Μ–Β–Ϋ―²―΄.
–£ ―Ü–Η―³―Ä–Ψ–≤–Ψ–Φ –¥–Ψ–Ω–Β―΅–Α―²–Α–Β–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β –≤–Κ–Μ―é―΅–Β–Ϋ–Η–Β ―¹–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ―΄―Ö ―¹–Η―¹―²–Β–Φ –Φ–Ψ–Ϋ―²–Α–Ε–Α ―è–≤–Μ―è–Β―²―¹―è ―Ä–Α–Ζ―É–Φ–Ϋ―΄–Φ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η–Β–Φ. –ë–Β–Ζ –Ζ–Α―²―Ä–Α―² –≤―Ä–Β–Φ–Β–Ϋ–Η –Ϋ–Α –≤–≤–Ψ–¥ –¥–Α–Ϋ–Ϋ―΄―Ö –≤―Ä―É―΅–Ϋ―É―é –≤―¹–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Β –¥–Α–Ϋ–Ϋ―΄–Β –Ζ–Α–Κ–Α–Ζ–Α –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―²―¹―è –≤ –Ω–Α–Ϋ–Β–Μ―¨ –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η―è –Η, ―²–Α–Κ–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, ―¹–Ψ–Κ―Ä–Α―â–Α―é―² –≤―Ä–Β–Φ―è –Ϋ–Α–Μ–Α–¥–Κ–Η –Ω―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄.
6.8.2.2. –†–Β–Ε–Η–Φ ―Ä–Α–±–Ψ―²―΄
–£―Ä–Β–Φ―è, –≤―΄―¹–Ψ–Κ–Η–Β ―Ä–Α―¹―Ö–Ψ–¥―΄, –Α ―²–Α–Κ–Ε–Β ―¹―²―Ä–Β–Φ–Μ–Β–Ϋ–Η–Β –Κ –Ψ–Ω―²–Η–Φ–Η–Ζ–Α―Ü–Η–Η –Ω―Ä–Ψ―Ü–Β―¹―¹–Ψ–≤ –≤–Ϋ―É―²―Ä–Η –Ω―Ä–Β–¥–Ω―Ä–Η―è―²–Η―è –Ω―Ä–Β–¥―ä―è–≤–Μ―è―é―² –Κ –Φ–Ψ–Ϋ―²–Α–Ε―É ―³–Ψ―Ä–Φ―΄ –≤―΄―¹–Ψ–Κ–Η–Β ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è, –≤ ―²–Ψ–Φ ―΅–Η―¹–Μ–Β –Κ ―²–Β―Ö–Ϋ–Η–Κ–Β –Η –Ω–Β―Ä―¹–Ψ–Ϋ–Α–Μ―É. –€–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Β –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η–Β –Η –≤―¹–Β –≤―¹–Ω–Ψ–Φ–Ψ–≥–Α―²–Β–Μ―¨–Ϋ―΄–Β ―¹―Ä–Β–¥―¹―²–≤–Α ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤―΄–≤–Α―é―²―¹―è ―¹ ―Ä–Α–±–Ψ―΅–Β–Ι ―¹―²―Ä―É–Κ―²―É―Ä–Ψ–Ι –Ζ–Α–Κ–Α–Ζ–Α.
–ü―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η –Φ–Α―¹―¹–Η–≤–Ϋ―΄―Ö ―³–Ψ―Ä–Φ–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ –≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β –Ϋ―É–Ε–Ϋ–Ψ ―Ä–Α―¹–Ω–Ψ–Μ–Α–≥–Α―²―¨ –Μ–Ψ–≥–Η―¹―²–Η–Κ–Ψ–Ι ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä–Ψ–≤–Κ–Η –Η –Ψ―²–¥–Β–Μ―¨–Ϋ―΄–Φ –Ϋ–Α–±–Ψ―Ä–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤. –ü―Ä–Η –Ψ–±―Ä–Α―â–Β–Ϋ–Η–Η ―¹ ―²–Α–Κ–Η–Φ–Η ―²―è–Ε–Β–Μ―΄–Φ–Η –¥–Β―²–Α–Μ―è–Φ–Η –Φ–Α―à–Η–Ϋ―΄ (–Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ ―¹–Ψ―² –Κ–Η–Μ–Ψ–≥―Ä–Α–Φ–Φ–Ψ–≤) –Ψ―¹–Ψ–±–Ψ–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –Η–Φ–Β–Β―² ―²–Ψ―΅–Ϋ–Α―è –Η ―É–Φ–Β–Μ–Α―è ―Ä–Α–±–Ψ―²–Α.
–û–±―Ä–Α―â–Β–Ϋ–Η–Β ―¹ –≥–Η–Μ―¨–Ζ–Α–Φ–Η ―¹―Ä–Α–≤–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ –Ω―Ä–Ψ―¹―²–Ψ, ―²–Α–Κ –Κ–Α–Κ –Η―Ö –Φ–Α―¹―¹–Α –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –Φ–Β–Ϋ―¨―à–Β. –ï―¹–Μ–Η –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –Ψ―¹–Ϋ–Α―â–Β–Ϋ–Ψ ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Φ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ, ―²–Ψ –Ϋ–Β ―²―Ä–Β–±―É–Β―²―¹―è –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤.
–ü–Ψ―¹–Μ–Β ―É–¥–Α–Μ–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄, –Α ―²–Α–Κ–Ε–Β –Ψ―¹―²–Α―²–Κ–Ψ–≤ –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –Ω–Ψ―¹–Μ–Β –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä –Η–Μ–Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ –≥–Η–Μ―¨–Ζ―΄ ―¹–Μ–Β–¥―É–Β―² ―²―â–Α―²–Β–Μ―¨–Ϋ–Ψ –Ψ―΅–Η―¹―²–Η―²―¨ –Ψ―² –Ε–Η―Ä–Α. –ü–Ψ–≤–Α―è –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ―è―è –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α –Ϋ–Α–Ϋ–Ψ―¹–Η―²―¹―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―Ö–Α―Ä–Α–Κ―²–Β―Ä–Α –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –Ω–Ψ –≤―¹–Β–Ι –Ω–Μ–Ψ―â–Α–¥–Η –Η–Μ–Η ―²–Ψ–Μ―¨–Κ–Ψ –Φ–Β―¹―²–Α–Φ–Η, –Ω―Ä–Η―΅–Β–Φ ―¹–Μ–Β–¥―É–Β―² –Η–Ζ–±–Β–≥–Α―²―¨ –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―è ―¹–Κ–Μ–Α–¥–Ψ–Κ –Η –≤–Ψ–Ζ–¥―É―à–Ϋ―΄―Ö –Ω―É–Ζ―΄―Ä―¨–Κ–Ψ–≤.
–≠―²―É ―Ä–Α–±–Ψ―΅―É―é –Ψ–Ω–Β―Ä–Α―Ü–Η―é ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨ –≤–Ϋ–Β –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α, ―΅―²–Ψ–±―΄ –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Β–≥–Ψ –Φ–Ψ―â–Ϋ–Ψ―¹―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –¥–Μ―è ―¹–Α–Φ–Ψ–≥–Ψ –Φ–Ψ–Ϋ―²–Α–Ε–Α ―³–Ψ―Ä–Φ. 'Ib –Ε–Β ―¹–Α–Φ–Ψ–Β –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ ―Ä–Α–±–Ψ―²–Α–Φ, –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η–Φ―΄–Φ –Ϋ–Α ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –Η–Μ–Η –≥–Η–Μ―¨–Ζ–Β, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –Ζ–Α–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Β –Κ―Ä–Α–Β¬Μ, –Ψ–±–Β―Ä―²―΄–≤–Α–Ϋ–Η–Β –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι –¥–Μ―è ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Η―Ä–Ψ–≤–Κ–Η –Η–Μ–Η ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―è.
–£ ―²–Ψ –≤―Ä–Β–Φ―è –Κ–Α–Κ –Ψ–Ω–Η―¹–Α–Ϋ–Ϋ―΄–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β–Ϋ–Ϋ―΄–Β ―¹―²―É–Ω–Β–Ϋ–Η ―²―Ä–Β–±―É―é―² –Φ–Η–Ϋ–Η–Φ―É–Φ ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄―Ö –Ζ–Ϋ–Α–Ϋ–Η–Ι –Η –≤―΄–Ω–Ψ–Μ–Ϋ―è―é―²―¹―è –Ω–Ψ–¥―¹–Ψ–±–Ϋ―΄–Φ–Η ―Ä–Α–±–Ψ―΅–Η–Φ–Η, –¥–Μ―è –Φ–Ψ–Ϋ―²–Α–Ε–Α ―³–Ψ―Ä–Φ―΄ ―²―Ä–Β–±―É–Β―²―¹―è ―¹–Ω–Β―Ü–Η–Α–Μ–Η―¹―² ―¹ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Φ –Ψ–Ω―΄―²–Ψ–Φ. –ü–Ψ―¹–Μ–Β ―¹–Ϋ―è―²–Η―è –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –±―É–Φ–Α–≥–Η ―¹ –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä –Η–Μ–Η –≥–Η–Μ―¨–Ζ―É –Ϋ–Α–Κ–Μ–Α–¥―΄–≤–Α―é―²―¹―è –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―¹ –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι-–Ψ―¹–Ϋ–Ψ–≤–Ψ–Ι ―²–Ψ―΅–Ϋ–Ψ –Η –±–Β–Ζ –Η―¹–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Ι. –½–¥–Β―¹―¨ ―²–Α–Κ–Ε–Β ―¹–Μ–Β–¥―É–Β―² –Η–Ζ–±–Β–≥–Α―²―¨ –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―è –≤–Ψ–Ζ–¥―É―à–Ϋ―΄―Ö –Ω―É–Ζ―΄―Ä―¨–Κ–Ψ–≤, ―΅―²–Ψ–±―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ –Α–±―¹–Ψ–Μ―é―²–Ϋ–Ψ –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ–Β ―³–Η–Κ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―³–Ψ―Ä–Φ―΄ –≤–Ψ –≤―Ä–Β–Φ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è.
–ù–Α―Ä―è–¥―É ―¹ –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η–Β–Φ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ ―¹―É―â–Β―¹―²–≤―É–Β―² –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ –Α–Μ―¨―²–Β―Ä–Ϋ–Α―²–Η–≤, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä: ―³–Η–Κ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Φ–Α–≥–Ϋ–Η―²–Ϋ–Ψ–≥–Ψ ―¹―Ü–Β–Ω–Μ–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ –Ϋ–Α ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ–Ι –Φ–Β―²–Α–Μ–Μ–Η―΅–Β―¹–Κ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤–Β. –ù–Ψ ―²–Α–Κ–Η–Β –Η–Μ–Η –Ω–Ψ–¥–Ψ–±–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –≤―¹–Β ―Ä–Β–Ε–Β –Η ―Ä–Β–Ε–Β.
–ü―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β ―¹–Μ–Ψ–Ε–Ϋ―΄―Ö –Ζ–Α–Κ–Α–Ζ–Ψ–≤ ―¹ –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Η–Φ–Η ―³–Ψ―Ä–Φ–Α–Φ–Η –Ϋ–Α –Κ–Α–Ε–¥–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –Η–Μ–Η –≥–Η–Μ―¨–Ζ–Β ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è ―¹–¥–Β–Μ–Α―²―¨ –Ω―Ä–Ψ–±–Ϋ―΄–Ι –Ψ―²―²–Η―¹–Κ –≤ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β, –Β―¹–Μ–Η –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² ―²–Β―Ö–Ϋ–Η–Κ–Α. –ü―Ä–Η ―ç―²–Ψ–Φ ―¹–Μ–Β–¥―É–Β―² ―É–Κ–Α–Ζ–Α―²―¨ –Ϋ–Α ―²–Ψ, ―΅―²–Ψ ―²–Α–Κ–Ψ–Ι –Ψ―²―²–Η―¹–Κ –¥–Α–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Ω–Ψ–Μ―É―΅–Η―²―¨ –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é ―²–Ψ–Μ―¨–Κ–Ψ –Ψ –Ω―Ä–Η–≤–Ψ–¥–Κ–Β –Η –Ω–Ψ–Μ–Ϋ–Ψ―²–Β –Ω–Β―΅–Α―²–Α―é―â–Η―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤.
–≠―²–Ψ―² –Ψ―²―²–Η―¹–Κ –Ϋ–Β –Φ–Ψ–Ε–Β―² ―¹―Ä–Α–≤–Ϋ–Η―²―¨―¹―è ―¹ –Ω―Ä–Ψ–±–Ψ–Ι –Ϋ–Α –Φ–Α―à–Η–Ϋ–Β –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―²–Η―Ä–Α–Ε–Α, –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Μ―è―é―â–Β–Ι –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é –Ψ –Κ―Ä–Α―¹–Κ–Α―Ö. –Δ–Α–Κ–Η–Β –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Η―è –Ψ–±―É―¹–Μ–Ψ–≤–Μ–Β–Ϋ―΄ –Ϋ–Α–Κ–Α―²–Ψ–Φ –Κ―Ä–Α―¹–Κ–Η –≤―Ä―É―΅–Ϋ―É―é, –Ω–Α―Ä–Α–Φ–Β―²―Ä–Α–Φ–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η―è, –Α ―²–Α–Κ–Ε–Β –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ.
6.8.2.3. –†–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η
–ü–Ψ―΅―²–Η –≤–Ψ –≤―¹–Β―Ö ―¹―³–Β―Ä–Α―Ö –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³- ―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –≤―¹–Β –±–Ψ–Μ―¨―à–Β ―É―²–≤–Β―Ä–Ε–¥–Α―é―²―¹―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –Κ–Ψ–Ϋ―Ü–Β–Ω―Ü–Η–Η ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Ι –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η –¥–Μ―è ―³–Ψ―Ä–Φ―΄. –£ –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ―¹―²–Η –Ψ–Ϋ–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄ –Ω―Ä–Η ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Β –Ϋ–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ―΄ –Η –Ω―Ä–Η –Ψ―΅–Β–Ϋ―¨ –≤―΄―¹–Ψ–Κ–Η―Ö ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è―Ö –Κ –Κ–Α―΅–Β―¹―²–≤―É –Ω–Β―΅–Α―²–Η.
–ü―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η ―³–Ψ―Ä–Φ–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ –Η–Μ–Η –≥–Η–Μ―¨–Ζ –Η–Ζ –Φ–Β―²–Α–Μ–Μ–Α –Η–Μ–Η –Ω–Μ–Α―¹―²–Φ–Α―¹―¹―΄ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α―è ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²―¨ –¥–Ψ―¹―²–Η–≥–Α–Β―²―¹―è –Ω―Ä–Ψ―â–Β –≤―¹–Β–≥–Ψ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≥―É–±―΅–Α―²–Ψ–Ι –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄.
–û–Ϋ–Α –Ϋ–Α–Ϋ–Ψ―¹–Η―²―¹―è –≤―Ä―É―΅–Ϋ―É―é –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Η–Μ–Η –≥–Η–Μ―¨–Ζ―΄ –Η, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ψ–±–Ϋ–Ψ–≤–Μ―è–Β―²―¹―è –Ω―Ä–Η –Ϋ–Ψ–≤–Ψ–Φ –Ζ–Α–Κ–Α–Ζ–Β. –û–Ϋ–Α ―è–≤–Μ―è–Β―²―¹―è –≤–Α–Ε–Ϋ–Ψ–Ι ―¹–Ψ―¹―²–Α–≤–Ϋ–Ψ–Ι ―΅–Α―¹―²―¨―é ―²–Α–Κ –Ϋ–Α–Ζ―΄–≤–Α–Β–Φ–Ψ–Ι ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η ―²–Ψ–Ϋ–Κ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, ―²–Β–Ϋ–¥–Β–Ϋ―Ü–Η–Η –Κ –≤―¹–Β –±–Ψ–Μ–Β–Β ―²–Ψ–Ϋ–Κ–Η–Φ –Η ―²–≤–Β―Ä–¥―΄–Φ ―³–Ψ―Ä–Φ–Α–Φ –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –¥–Μ―è –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è –≤―΄―¹–Ψ–Κ–Ψ–≥–Ψ –Κ–Α―΅–Β―¹―²–≤–Α –Ω―Ä–Η –Ϋ–Β–±–Ψ–Μ―¨―à–Ψ–Φ ―Ä–Α―¹―²–Α―¹–Κ–Η–≤–Α–Ϋ–Η–Η –≤ ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Η.
–½–¥–Β―¹―¨ ―¹–Μ–Β–¥―É–Β―² ―É–Κ–Α–Ζ–Α―²―¨, ―΅―²–Ψ –Ω―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ―΄–Β –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Α –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Β ―²–Ψ–Ϋ–Κ–Η―Ö ―³–Ψ―Ä–Φ. –ë–Μ–Α–≥–Ψ–¥–Α―Ä―è ―É–Φ–Β–Ϋ―¨―à–Β–Ϋ–Η―é –Φ–Α―¹―¹―΄, ―Ä–Α–±–Ψ―΅–Η–Β –Ω―Ä–Ψ―Ü–Β―¹―¹―΄ ―É–Ω―Ä–Ψ―â–Α―é―²―¹―è, –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –¥–Μ―è ―³–Ψ―Ä–Φ –±–Ψ–Μ―¨―à–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α―²–Α. –ü–Ψ–Μ–Ψ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –≤–Μ–Η―è–Ϋ–Η–Β –Ψ―²–Φ–Β―΅–Β–Ϋ–Ψ ―²–Α–Κ–Ε–Β –Η –≤ –Ψ―²–Ϋ–Ψ―à–Β–Ϋ–Η–Η –Ω―Ä–Η–≤–Ψ–¥–Κ–Η. –û–Ϋ–Ψ –Ζ–Α–Κ–Μ―é―΅–Α–Β―²―¹―è –≤ –Ϋ–Β–Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–Φ ―É–¥–Μ–Η–Ϋ–Β–Ϋ–Η–Η –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―²–Ψ–Ϋ–Κ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ω―Ä–Η –Ϋ–Α–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Η –Ϋ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä.
–ù–Α–Ϋ–Β―¹–Β–Ϋ–Η–Β –≥―É–±―΅–Α―²–Ψ–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ω―²―΄ ―²―Ä–Β–±―É–Β―² –±–Ψ–Μ―¨―à–Ψ–≥–Ψ ―É–Φ–Β–Ϋ–Η―è –Η ―²―â–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η, ―΅―²–Ψ–±―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ―΄–Ι –Η ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ―΄–Ι ―ç―³―³–Β–Κ―² ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²–Η. –ü–Ψ–Μ–Ψ―¹―΄ –Μ–Β–Ϋ―²―΄ –¥–Ψ–Μ–Ε–Ϋ―΄ –Ϋ–Α–Κ–Μ–Α–¥―΄–≤–Α―²―¨―¹―è –±–Β–Ζ ―¹–Η–Μ―¨–Ϋ–Ψ–≥–Ψ –Ϋ–Α―²―è–Ε–Β–Ϋ–Η―è ―¹―²―΄–Κ –≤ ―¹―²―΄–Κ –±–Β–Ζ –Ω–Β―Ä–Β–Κ―Ä―΄–≤–Α–Ϋ–Η―è. 1–Α–Κ–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, –¥–Α–Ε–Β ―Ä–Α―¹―²―Ä–Ψ–≤―΄–Β ―É―΅–Α―¹―²–Κ–Η ―¹ –≤―΄―¹–Ψ–Κ–Ψ–Ι –Μ–Η–Ϋ–Η–Α―²―É―Ä–Ψ–Ι ―Ä–Α–Ζ–Φ–Β―â–Α―é―²―¹―è –Ω–Α ―²–Α–Κ–Η―Ö ―à–≤–Α―Ö –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Η –Ϋ–Β –Ω―Ä–Η–≤–Ψ–¥―è―² –Κ –¥–Β―³–Β–Κ―²–Α–Φ –Ϋ–Α –Ψ―²―²–Η―¹–Κ–Α―Ö –≤–Ψ –≤―Ä–Β–Φ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è.
–ï―¹–Μ–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ―¹ ―²–≤–Β―Ä–¥–Ψ–Ι, –Ϋ–Β―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι, ―²–Ψ ―¹–Ε–Η–Φ–Α–Β–Φ―΄–Ι ―¹–Μ–Ψ–Ι, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ϋ–Α―Ö–Ψ–¥–Η―²―¹―è –Ω–Ψ–¥ –Μ–Β–Ϋ―²–Ψ–Ι. –î–Μ―è ―ç―²–Ψ–≥–Ψ ―¹―É―â–Β―¹―²–≤―É―é―² ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η.
–ü–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –Ω–Ψ–Κ―Ä―΄―²–Α ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Φ ―¹–Μ–Ψ–Β–Φ –Η–Μ–Η ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Φ –Η―¹–Κ―É―¹―¹―²–≤–Β–Ϋ–Ϋ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ, ―²–≤–Β―Ä–¥–Ψ―¹―²―¨ –Η ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨ –≤–Ψ–Ζ–≤―Ä–Α―²–Α –≤ –Η―¹―Ö–Ψ–¥–Ϋ–Ψ–Β –Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Η–Β –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ–Α ―¹ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ―΄–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ –Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι. –ö―Ä–Ψ–Φ–Β ―²–Ψ–≥–Ψ, –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ –≥–Η–Μ―¨–Ζ―΄ –Φ–Ψ–Ε–Β―² –±―΄―²―¨ ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Ι. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –≤–Η–¥―΄ ―Ä–Β–Ζ–Η–Ϋ―΄ –Η –Η―¹–Κ―É―¹―¹―²–≤–Β–Ϋ–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄, –Η–Φ–Β―é―â–Η–Β –≥―É–±―΅–Α―²―É―é –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―¹ –Ω–Ψ―Ä–Η―¹―²–Ψ–Ι ―¹―²―Ä―É–Κ―²―É―Ä–Ψ–Ι.
–£ –Μ―é–±–Ψ–Φ ―¹–Μ―É―΅–Α–Β ―²–Α–Κ–Ψ–Β ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Β –Ω–Ψ–Κ―Ä―΄―²–Η–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―²―Ä–Β–±―É–Β―² –±–Β―Ä–Β–Ε–Ϋ–Ψ–≥–Ψ –Ψ–±―Ä–Α―â–Β–Ϋ–Η―è. –€–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Ψ–Β –Η–Μ–Η ―Ö–Η–Φ–Η―΅–Β―¹–Κ–Ψ–Β –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―Ä–Β–Ζ–Κ–Α –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –Ϋ–Α –Ϋ–Β–Ι –Η–Μ–Η –Ψ―΅–Η―¹―²–Κ–Α ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ―è–Φ–Η –Φ–Ψ–Ε–Β―² –Η–Ζ–Φ–Β–Ϋ–Η―²―¨ ―¹―²―Ä―É–Κ―²―É―Ä―É –Η –Ω–Β―΅–Α―²–Ϋ―΄–Β ―¹–≤–Ψ–Ι―¹―²–≤–Α.
–£–Α–Ε–Ϋ―΄–Φ ―è–≤–Μ―è–Β―²―¹―è ―²–Α–Κ–Ε–Β ―¹–Ψ–≤–Φ–Β―¹―²–Η–Φ–Ψ―¹―²―¨ –≥–Η–Μ―¨–Ζ―΄ –Η –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄, ―²–Α–Κ –Κ–Α–Κ –¥–Μ―è –Η―Ö –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è ―¹–Α–Φ―΄–Β ―Ä–Α–Ζ–Ϋ–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ―΄–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ –Η –Κ–Μ–Β―è―â–Η–Β –≤–Β―â–Β―¹―²–≤–Α ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ–Η –Κ–Α―΅–Β―¹―²–≤–Α–Φ–Η.
6.8.2.4. –†–Α–Ζ–Φ–Β―â–Β–Ϋ–Η–Β ―³–Ψ―Ä–Φ
–†–Β―à–Α―é―â–Β–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –¥–Μ―è ―Ä–Α–Ζ–Φ–Β―â–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ϋ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –Η–Μ–Η –≥–Η–Μ―¨–Ζ–Β –Η–Φ–Β–Β―² –Φ–Α–Κ–Β―² –Ζ–Α–Κ–Α–Ζ–Α.
–ü―Ä–Η ―Ä–Α–±–Ψ―²–Β ―¹ –Ω–Ψ–≤―²–Ψ―Ä―è―é―â–Η–Φ―¹―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β–Φ, –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ–Α―Ö –±–Ψ–Μ―¨―à–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α―²–Α, ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è ―Ä–Α―¹–Ω–Ψ–Μ–Α–≥–Α―²―¨ –Ψ―²–¥–Β–Μ―¨–Ϋ―΄–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è ―¹–Ψ ―¹–Φ–Β―â–Β–Ϋ–Η–Β–Φ –≤ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Η –Ψ–±–Κ–Α―²―΄–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ. –™–Α–Κ–Ψ–Β ―Ä–Α–Ζ–Φ–Β―â–Β–Ϋ–Η–Β –Ϋ–Β –Ω―Ä–Η–≤–Ψ–¥–Η―² –Ω―Ä–Η –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Φ ―É–¥–Β–Μ―¨–Ϋ–Ψ–Φ –¥–Α–≤–Μ–Β–Ϋ–Η–Η –Ω–Β―΅–Α―²–Η –≤ –Φ–Α―à–Η–Ϋ–Β –Κ –≤–Η–±―Ä–Α―Ü–Η―è–Φ.
–£ –Μ―é–±–Ψ–Φ ―¹–Μ―É―΅–Α–Β ―¹–Μ–Β–¥―É–Β―² ―¹–Ψ–±–Μ―é–¥–Α―²―¨ –≤―¹–Β ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è, –Ω―Ä–Β–¥―ä―è–≤–Μ―è–Β–Φ―΄–Β –Κ –Ψ―²–¥–Β–Μ–Ψ―΅–Ϋ―΄–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α–Φ. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ –Ψ―²–¥–Β–Μ–Ψ―΅–Ϋ―΄–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α–Φ –≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―à―²–Α–Ϋ―Ü–Β–≤–Α–Ϋ–Η–Β, ―²–Η―¹–Ϋ–Β–Ϋ–Η–Β –Η–Μ–Η –Ϋ–Α―Ä–Β–Ζ–Κ–Α –Ω–Α–Ζ–Ψ–≤, –Α ―²–Α–Κ–Ε–Β –Κ ―²–Α–Κ–Η–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α–Φ, –Κ–Α–Κ ―Ä–Β–Ζ–Κ–Α –Η –Μ–Α–Φ–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β. –ü―Ä–Η –Φ–Ϋ–Ψ–≥–Ψ–Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄―Ö –Ζ–Α–Κ–Α–Ζ–Α―Ö ―Ä–Α–Ζ–Φ–Β―â–Β–Ϋ–Η–Β –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄―Ö –Φ–Β―²–Ψ–Κ –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―² ―¨ –Η–¥–Β–Ϋ―²–Η―΅–Ϋ―΄–Φ –¥–Μ―è –≤―¹–Β―Ö –Κ―Ä–Α―¹–Ψ–Κ –Ψ–¥–Ϋ–Ψ–≥–Ψ –Ω–Ψ–≤―²–Ψ―Ä―è―é―â–Β–≥–Ψ―¹―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è.
–ü–Ψ–Ϋ―è―²–Ϋ–Α―è –Φ–Α―Ä–Κ–Η―Ä–Ψ–≤–Κ–Α ―³–Ψ―Ä–Φ –≤ –Ψ―²–Ϋ–Ψ―à–Β–Ϋ–Η–Η –Κ―Ä–Α―¹–Κ–Η, –Ϋ–Ψ–Φ–Β―Ä–Α –Ω–Ψ–≤―²–Ψ―Ä―è―é―â–Β–≥–Ψ―¹―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –Η ―². –Ω. –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ –Ψ–±–Μ–Β–≥―΅–Α–Β―² ―Ä–Α–±–Ψ―²―É –≤–Ψ –≤―Ä–Β–Φ―è –Φ–Ψ–Ϋ―²–Α–Ε–Α ―³–Ψ―Ä–Φ –Η –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –Η–Ζ–±–Β–Ε–Α―²―¨ –Ω―Ä–Ψ―¹―²–Ψ–Β–≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ―΄ –Η–Ζ-–Ζ–Α –Ϋ–Β–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–Ι –Ω–Ψ–¥–≥–Ψ―²–Ψ–≤–Κ–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α.
–ù–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ–Α―Ö, ―Ä–Α–±–Ψ―²–Α―é―â–Η―Ö ―¹ –±–Ψ–Μ―¨―à–Ψ–Ι ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨―é, ―¹–Μ–Β–¥―É–Β―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ ―¹ –Ϋ–Α–Η–±–Ψ–Μ―¨―à–Β–Ι –¥–Μ–Η–Ϋ–Ψ–Ι ―Ä–Α–Ω–Ω–Ψ―Ä―²–Α. –ù–Β–±–Ψ–Μ―¨―à–Ψ–Β –Ω―Ä–Ψ–≥–Η–±–Α–Ϋ–Η–Β –Η–Ψ–¥ –¥–Α–≤–Μ–Β–Ϋ–Η–Β–Φ –Η ―¹–Ω–Ψ–Κ–Ψ–Ι–Ϋ―΄–Ι ―Ö–Ψ–¥ –Φ–Α―à–Η–Ϋ―΄, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ψ–Ω―Ä–Α–≤–¥―΄–≤–Α―é―² –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Ι –¥–Μ―è ―ç―²–Ψ–≥–Ψ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄–Ι –Ϋ–Α–±–Ψ―Ä –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ.
–ü―Ä–Η ―É–Ζ–Κ–Ψ―³–Ψ―Ä–Φ–Α―²–Ϋ–Ψ–Ι ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η ―É―¹–Η–Μ–Η–≤–Α–Β―²―¹―è ―²–Β–Ϋ–¥–Β–Ϋ―Ü–Η―è ―²–Ψ–Μ―¨–Κ–Ψ –Κ –Ψ–¥–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β –Ϋ–Α –Κ–Α–Ε–¥–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –Η–Μ–Η –≥–Η–Μ―¨–Ζ–Β (―Ü–Β–Μ―¨–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄), –Κ–Ψ―²–Ψ―Ä–Α―è –Φ–Ψ–Ε–Β―² –±―΄―²―¨ ―Ä–Α―¹―¹―΅–Η―²–Α–Ϋ–Α –Η –Ϋ–Α –Ω–Ψ–≤―²–Ψ―Ä―è―é―â–Η–Β―¹―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è. –û―¹–Ϋ–Ψ–≤–Ϋ–Α―è –Ω―Ä–Η―΅–Η–Ϋ–Α –Ζ–Α–Κ–Μ―é―΅–Α–Β―²―¹―è –≤ –±–Ψ–Μ–Β–Β –±―΄―¹―²―Ä–Ψ–Φ –Φ–Ψ–Ϋ―²–Α–Ε–Β ―³–Ψ―Ä–Φ –Η –±–Ψ–Μ–Β–Β ―²–Ψ―΅–Ϋ–Ψ–Ι –Ω―Ä–Η–≤–Ψ–¥–Κ–Β.
6.8.3. –Δ–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Φ–Ψ–Ϋ―²–Α–Ε–Α
–£―Ä–Β–Φ–Β–Ϋ–Α, –Κ–Ψ–≥–¥–Α –¥–Μ―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –±―΄–Μ–Α ―Ö–Α―Ä–Α–Κ―²–Β―Ä–Ϋ–Α –Ϋ–Β―¹–Ψ–≤–Β―Ä―à–Β–Ϋ–Ϋ–Α―è –Ω―Ä–Η–≤–Ψ–¥–Κ–Α, ―΅–Α―¹―²–Ψ ―¹ –Ϋ–Β–Η–Ζ–±–Β–Ε–Ϋ―΄–Φ–Η –¥–Ψ–Ω―É―¹–Κ–Α–Φ–Η, –¥–Α–≤–Ϋ–Ψ –Ω―Ä–Ψ―à–Μ–Η. –Γ–Β–≥–Ψ–¥–Ϋ―è –Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²–Β–Μ―¨ –Ω―Ä–Β–¥―ä―è–≤–Μ―è–Β―² –≤―΄―¹–Ψ―΅–Α–Ι―à–Η–Β ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è –Κ ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η―é –Ω―Ä–Η–≤–Ψ–¥–Κ–Η –Ϋ–Α –Ω―Ä–Ψ―²―è–Ε–Β–Ϋ–Η–Η –≤―¹–Β–≥–Ψ ―²–Η―Ä–Α–Ε–Α. –ß―²–Ψ–±―΄ ―É―¹―²–Ψ―è―²―¨ –≤ –Κ–Ψ–Ϋ–Κ―É―Ä–Β–Ϋ―²–Ϋ–Ψ–Ι –±–Ψ―Ä―¨–±–Β ―¹ –≥–Μ―É–±–Ψ–Κ–Ψ–Ι –Ω–Β―΅–Α―²―¨―é, ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α ―²–Ψ―΅–Ϋ–Α―è –Ω―Ä–Η–≤–Ψ–¥–Κ–Α –Ω―Ä–Η –Φ–Ϋ–Ψ–≥–Ψ–Κ―Ä–Α―¹–Ψ―΅–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η ―¹ –Ω–Ψ–≤―²–Ψ―Ä―è―é―â–Η–Φ–Η―¹―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è–Φ–Η.
–Γ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β –Φ–Α―à–Η–Ϋ―΄ ―¹–Β–Κ―Ü–Η–Ψ–Ϋ–Ϋ–Ψ–≥–Ψ –Ω–Ψ―¹―²―Ä–Ψ–Β–Ϋ–Η―è –Ψ―¹–Ϋ–Α―â–Β–Ϋ―΄ –Α–≤―²–Ψ–Φ–Α―²–Η―΅–Β―¹–Κ–Η–Φ ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Β–Φ –Ω―Ä–Η–≤–Ψ–¥–Κ–Η –Η –Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―² –¥–Ψ–±–Η―²―¨―¹―è ―²–Ψ―΅–Ϋ–Ψ―¹―²–Η –Ω―Ä–Η–≤–Ψ–¥–Κ–Η ¬±0,005 –Φ–Φ –Μ–Α–Ε–Β –Ω―Ä–Η –≥–Η–±–Κ–Ψ–Φ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Β. –ù–Α –Φ–Α―à–Η–Ϋ–Α―Ö ―¹ ―Ü–Β–Ϋ―²―Ä–Α–Μ―¨–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ ―ç―²–Α ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Β―â–Β –≤―΄―à–Β.
6.8.3.1. –†–Α–Ζ–≤–Β―Ä―²–Κ–Α –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α
–ö–Α–Ε–¥―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä, –Κ–Ψ―²–Ψ―Ä―΄–Ι –≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β –Ω―Ä–Η–≤–Ψ–¥–Η―²―¹―è –≤ –¥–Β–Ι―¹―²–≤–Η–Β –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ζ―É–±―΅–Α―²–Ψ–≥–Ψ –Κ–Ψ–Μ–Β―¹–Α, ―Ä–Α―¹―¹―΅–Η―²–Α–Ϋ –Ϋ–Α –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―É―é –¥–Μ–Η–Ϋ―É ―Ä–Α–Ω–Ω–Ψ―Ä―²–Α –Η–Μ–Η –Ψ―²―²–Η―¹–Κ–Α. –≠―²–Ψ―² ―²–Β–Ψ―Ä–Β―²–Η―΅–Β―¹–Κ–Η–Ι ―Ä–Α–Ζ–Φ–Β―Ä ―Ä–Α–Ζ–≤–Β―Ä―²–Κ–Η –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –¥–Ψ―¹―²–Η–≥–Α–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–Ι –Ϋ–Α–Κ–Μ–Β–Ι–Κ–Η ―³–Ψ―Ä–Φ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä, –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι –Η –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Ψ–Ι.
–î–Μ―è ―ç―²–Ψ–≥–Ψ –¥–Ψ–Μ–Ε–Β–Ϋ –±―΄―²―¨ –Η–Ζ–≤–Β―¹―²–Β–Ϋ ―²–Α–Κ –Ϋ–Α–Ζ―΄–≤–Α–Β–Φ―΄–Ι ―Ä–Ψ―¹―², –≤ –Κ―Ä–Α–Ι–Ϋ–Β–Φ ―¹–Μ―É―΅–Α–Β, –Ψ –Φ–Ψ–Ϋ―²–Α–Ε–Β ―³–Ψ―Ä–Φ―΄ –Φ–Ψ–Ε–Ϋ–Ψ ―¹–Ω―Ä–Α–≤–Η―²―¨―¹―è –≤ –†―É–Κ–Ψ–≤–Ψ–¥―¹―²–≤–Β –Ω–Ψ ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η–Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ―΄.
–ï―¹–Μ–Η ―Ä–Α―¹―¹―²–Ψ―è–Ϋ–Η–Β –Φ–Β–Ε–¥―É –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Η ―²–Β–Ψ―Ä–Β―²–Η―΅–Β―¹–Κ–Η–Φ ―É―Ä–Ψ–≤–Ϋ–Β–Φ ―Ä–Α–Ζ–≤–Β―Ä―²–Κ–Η –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―², –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, 3 –Φ–Φ, ―²–Ψ –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄ ―¹–Μ–Β–¥―É―é―â–Η–Β –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η–Η:
―³–Ψ―Ä–Φ–Α 2,54 + –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α 0,55 = 3,09 –Φ–Φ
–Η–Μ–Η
―³–Ψ―Ä–Φ–Α 2,84 + –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α 0,20 = 3,04 –Φ–Φ.
–ü―Ä–Β–≤―΄―à–Β–Ϋ–Η–Β –Ϋ–Α 0,09 –Η–Μ–Η 0,04 –Φ–Φ –≤ ―ç―²–Η―Ö –Ω―Ä–Η–Φ–Β―Ä–Α―Ö –Ψ―¹–Ϋ–Ψ–≤–Α–Ϋ–Ψ –Ϋ–Α –Ψ–Ω―΄―²–Ϋ―΄―Ö –Ζ–Ϋ–Α―΅–Β–Ϋ–Η―è―Ö –Η –¥–Ψ–Μ–Ε–Ϋ–Ψ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α―²―¨ ―²–Ψ―΅–Ϋ―É―é ―Ä–Α–Ζ–≤–Β―Ä―²–Κ―É –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α. –£ ―¹–Μ―É―΅–Α–Β –±–Ψ–Μ―¨―à–Η―Ö –Ψ―²–Κ–Μ–Ψ–Ϋ–Β–Ϋ–Η–Ι –≤–Ϋ–Η–Ζ –Η–Μ–Η –≤–≤–Β―Ä―Ö –Ζ―É–±―΅–Α―²―΄–Β –Κ–Ψ–Μ–Β―¹–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ―΄ –Ϋ–Β –Φ–Ψ–≥–Μ–Η –±―΄ –≤―Ä–Α―â–Α―²―¨―¹―è –Ϋ–Α–¥–Μ–Β–Ε–Α―â–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, ―΅―²–Ψ –Ω―Ä–Η–≤–Β–Μ–Ψ –±―΄ –Κ –Ϋ–Β–Ω–Ψ–Μ–Α–¥–Κ–Α–Φ –Ω―Ä–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Η.
–ï―¹–Μ–Η –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≥–Η–Μ―¨–Ζ―΄, ―²–Ψ ―¹–Μ–Β–¥―É–Β―² –Ω―Ä–Η–Ϋ–Η–Φ–Α―²―¨ –≤–Ψ –≤–Ϋ–Η–Φ–Α–Ϋ–Η–Β, ―΅―²–Ψ –Ψ–Ϋ–Α –≤ –Κ–Α–Ε–¥–Ψ–Φ ―¹–Μ―É―΅–Α–Β –¥–Ψ–Μ–Ε–Ϋ–Α –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α―²―¨―¹―è –¥–Μ―è –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–≥–Ψ –¥–Η–Α–Φ–Β―²―Ä–Α –≤–Ψ–Ζ–¥―É―à–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –≤ –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η–Η ―¹ ―³–Ψ―Ä–Φ–Ψ–Ι –Η –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι. –ù–Α–Ω―Ä–Η–Φ–Β―Ä, –Ω―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 1,14 –Φ–Φ –Ϋ–Α –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Β –≤ 0,38 –Φ–Φ –Ω–Ψ–Μ―É―΅–Α–Β―²―¹―è –Ϋ–Β–¥–Ψ–Κ–Ψ–Ω–Η―Ä–Ψ–≤–Κ–Α –≥–Η–Μ―¨–Ζ―΄ –Ω―Ä–Η–Φ–Β―Ä–Ϋ–Ψ –≤ 1,50 –Φ–Φ.
–î–Μ―è –±–Ψ–Μ–Β–Β ―ç―³―³–Β–Κ―²–Η–≤–Ϋ–Ψ–≥–Ψ ―Ä–Α–±–Ψ―΅–Β–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ω―Ä–Η ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Φ ―¹–Ω–Ψ―¹–Ψ–±–Β –Ω–Β―΅–Α―²–Η ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è –Ϋ–Α–Η–±–Ψ–Μ–Β–Β ―¹―²–Α–Ϋ–¥–Α―Ä―²–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η―è –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –Α ―²–Α–Κ–Ε–Β ―²–Β―Ö–Ϋ–Η–Κ–Η –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è –Η –Ω–Ψ–¥–Κ–Μ–Α–¥–Κ–Η. –≠―²–Ψ –Ψ–Ζ–Ϋ–Α―΅–Α–Β―² –Ϋ–Β–±–Ψ–Μ―¨―à–Ψ–Ι –≤―΄–±–Ψ―Ä ―²–Ψ–Μ―â–Η–Ϋ―΄ ―³–Ψ―Ä–Φ –Η –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄, –Β―¹–Μ–Η ―ç―²–Ψ –¥–Ψ–Ω―É―¹―²–Η–Φ–Ψ ―¹―²―Ä―É–Κ―²―É―Ä–Ψ–Ι –Ζ–Α–Κ–Α–Ζ–Α –Η ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ–Η ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è–Φ–Η –Κ –Ω–Β―΅–Α―²–Α–Ϋ–Η―é. –§―¹–Μ–Η –≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β –¥–Μ―è –Ω―Ä–Η–≤–Ψ–¥–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è –Ζ―É–±―΅–Α―²―΄–Β –Κ–Ψ–Μ–Β―¹–Α, ―²–Ψ –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ―¹ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―΄–Φ ―à–Α–≥–Ψ–Φ ―Ä–Α–Ω–Ω–Ψ―Ä―²–Α, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä 10 –Η–Μ–Η 5 –Φ–Φ. –Δ–Α–Κ–Η–Β –Ζ–Ϋ–Α―΅–Β–Ϋ–Η―è, –Κ–Α–Κ, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, –¥–Μ–Η–Ϋ–Α ―Ä–Α–Ω–Ω–Ψ―Ä―²–Α 472,3 –Φ–Φ, –Ϋ–Β –Φ–Ψ–≥―É―² –±―΄―²―¨ ―Ä–Β–Α–Μ–Η–Ζ–Ψ–≤–Α–Ϋ―΄.
–î–Μ–Η–Ϋ–Α –Ψ―²―²–Η―¹–Κ–Α –Ω–Ψ –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α, –Κ–Ψ―²–Ψ―Ä–Α―è –±―΄–Μ–Α –±―΄ –Ω―Ä–Η–Β–Φ–Μ–Β–Φ–Α –¥–Μ―è –Ζ–Α–Κ–Α–Ζ–Ψ–≤ ―¹ –±–Ψ–Μ―¨―à–Ψ–Ι –¥–Μ–Η–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Α―²–Α, ―è–≤–Μ―è–Β―²―¹―è –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Ψ–Φ –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ, –Ψ―¹–Ϋ–Α―â–Β–Ϋ–Ϋ―΄―Ö –Ω―Ä―è–Φ―΄–Φ –Ω―Ä–Η–≤–Ψ–¥–Ψ–Φ –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤, ―². –Β. ―Ä–Α–±–Ψ―²–Α―é―â–Η―Ö –±–Β–Ζ –Ζ―É–±―΅–Α―²―΄―Ö –Κ–Ψ–Μ–Β―¹.
–ù–Α ―²–Α–Κ–Η―Ö –Φ–Α―à–Η–Ϋ–Α―Ö –¥–Μ–Η–Ϋ–Α ―Ä–Α–Ω–Ω–Ψ―Ä―²–Α –Φ–Ψ–Ε–Β―² –Ψ–Ω―Ä–Β–¥–Β–Μ―è―²―¨―¹―è ―¹–≤–Ψ–±–Ψ–¥–Ϋ–Ψ –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ ―ç–Μ–Β–Κ―²―Ä–Ψ–Ϋ–Ϋ–Ψ–≥–Ψ ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è –Ω―Ä–Η–≤–Ψ–¥–Ψ–Φ. –Δ–Ψ–≥–¥–Α –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –¥–Η–Α–Φ–Β―²―Ä–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Η–Μ–Η –≥–Η–Μ―¨–Ζ―΄, –Α ―²–Α–Κ–Ε–Β qjop- –Φ―΄ –Η –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Β–Ϋ–Ϋ–Ψ –¥–Ψ―¹―²–Η–≥–Α–Β―²―¹―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α―è –¥–Μ–Η–Ϋ–Α –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α. –£ ―ç―²–Ψ–Φ ―¹–Μ―É―΅–Α–Β –Ϋ–Β―² –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ―¹―²–Η –Ω―Ä–Η–Ϋ–Η–Φ–Α―²―¨ –≤–Ψ –≤–Ϋ–Η–Φ–Α–Ϋ–Η–Β –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―΄–Ι ―Ä–Ψ―¹―².
–î–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ–≥–Ψ –Ψ–±–Κ–Α―²―΄–≤–Α–Ϋ–Η―è –≤―¹–Β –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄–Β –Ψ―²–Κ–Μ–Ψ–Ϋ–Β–Ϋ–Η―è –Ψ―² –Ζ–Α–¥–Α–Ϋ–Ϋ―΄―Ö ―Ä–Α–Ζ–Φ–Β―Ä–Ψ–≤ ―¹–Μ–Β–¥―É–Β―² –¥–Β―Ä–Ε–Α―²―¨ –≤ ―É–Ζ–Κ–Η―Ö –Ω―Ä–Β–¥–Β–Μ–Α―Ö. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ–Ψ –≤―¹–Β–Φ –Κ–Ψ–Φ–Ω–Ψ–Ϋ–Β–Ϋ―²–Α–Φ: ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ―É ―Ü–Η–Μ–Η–Ϋ–¥―Ä―É, –≥–Η–Μ―¨–Ζ–Β, –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Β –Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β. –ß–Β–Φ –±–Ψ–Μ―¨―à–Β –Ψ―²–Κ–Μ–Ψ–Ϋ–Β–Ϋ–Η―è –Ψ―² –Ζ–Α–¥–Α–Ϋ–Ϋ―΄―Ö –≤–Β–Μ–Η―΅–Η–Ϋ –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö ―¹–Μ–Ψ–Β–≤, ―²–Β–Φ –±–Ψ–Μ―¨―à–Β ―Ä–Η―¹–Κ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –Ψ–±―â–Β–≥–Ψ –Ψ―²–Κ–Μ–Ψ–Ϋ–Β–Ϋ–Η―è –Ψ―² –¥–Η–Α–Ω–Α–Ζ–Ψ–Ϋ–Α –¥–Ψ–Ω―É―¹–Κ–Ψ–≤. –ü–Ψ―ç―²–Ψ–Φ―É –Ψ―΅–Β–Ϋ―¨ –≤–Α–Ε–Ϋ–Ψ, ―΅―²–Ψ–±―΄ ―²–Ψ–Μ―â–Η–Ϋ–Α –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö –¥–Β―²–Α–Μ–Β–Ι ―²–Ψ―΅–Ϋ–Ψ –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Μ–Α―¹―¨ ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Φ–Β―Ä–Ψ–Φ.
–ù–Α―Ä―è–¥―É ―¹ –Ψ–±―â–Η–Φ –¥–Η–Α–Φ–Β―²―Ä–Ψ–Φ ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –±–Ψ–Μ―¨―à–Ψ–Β –≤–Ϋ–Η–Φ–Α–Ϋ–Η–Β –¥–Ψ–Μ–Ε–Ϋ–Ψ ―É–¥–Β–Μ―è―²―¨―¹―è –≤―Ä–Α―â–Β–Ϋ–Η―é ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –±–Β–Ζ –±–Η–Β–Ϋ–Η―è, –Ω–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Ψ–Ϋ–Ψ –≤ –≤―΄―¹–Ψ–Κ–Ψ–Ι –Φ–Β―Ä–Β –Ψ―²–≤–Β―²―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ζ–Α ―¹–Ω–Ψ–Κ–Ψ–Ι–Ϋ―΄–Ι ―Ö–Ψ–¥ –Φ–Α―à–Η–Ϋ―΄ –Η ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ–Β –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β.
6.8.4. –ü―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è –Ω―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ
6.8.4.1. –€–Ψ–Ϋ―²–Α–Ε –≤―Ä―É―΅–Ϋ―É―é
–€–Ψ–Ϋ―²–Α–Ε –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –≤―Ä―É―΅–Ϋ―É―é –Ω―Ä–Β–¥―¹―²–Α–≤–Μ―è–Β―² ―¹–Ψ–±–Ψ–Ι ―¹–Α–Φ―΄–Ι ―¹―²–Α―Ä―΄–Ι –Η –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –Ω―Ä–Ψ―¹―²–Ψ–Ι ―¹–Ω–Ψ―¹–Ψ–± –Ϋ–Α–Ϋ–Β―¹–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä. –û–Ϋ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –±–Β–Ζ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è –≤ –Φ–Α―à–Η–Ϋ–Β –Η–Μ–Η –≤–Ϋ–Β –Φ–Α―à–Η–Ϋ―΄. –ü–Β―Ä–≤–Ψ–Β –Ω―Ä–Β–¥–Ω–Ψ–Μ–Α–≥–Α–Β―² –Ω–Ψ–Μ–Ϋ―É―é –Ψ―¹―²–Α–Ϋ–Ψ–≤–Κ―É –Φ–Α―à–Η–Ϋ―΄, ―΅―²–Ψ –Φ–Ψ–Ε–Β―² –Ω―Ä–Β–¥―¹―²–Α–≤–Μ―è―²―¨ –Ω―Ä–Ψ–±–Μ–Β–Φ―É –Ω―Ä–Η ―¹–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ―΄―Ö ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η―è―Ö –Κ –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Φ―É –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η―é –Φ–Ψ―â–Ϋ–Ψ―¹―²–Η. –ü–Ψ ―ç―²–Ψ –Ϋ–Β–Η–Ζ–±–Β–Ε–Ϋ–Ψ –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ–Α―Ö, –≤ –Κ–Ψ―²–Ψ―Ä―΄―Ö –Ϋ–Β–≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Α (–Η–Μ–Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Α ―¹ –≤―΄―¹–Ψ–Κ–Η–Φ–Η –Ζ–Α―²―Ä–Α―²–Α–Φ–Η) –≤―΄–Β–Φ–Κ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α.
–ü―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –≤―Ä―É―΅–Ϋ―É―é –≤ –Κ–Α―΅–Β―¹―²–≤–Β –Ψ―Ä–Η–Β–Ϋ―²–Η―Ä–Α ―¹–Μ―É–Ε–Η―² –Ϋ–Α―΅–Β―Ä―΅–Β–Ϋ–Ϋ–Α―è, –Ϋ–Α―¹–Β―΅–Β–Ϋ–Ϋ–Α―è –Η–Μ–Η –≤―΄–≥―Ä–Α–≤–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Α―è –Μ–Η–Ϋ–Η―è –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Η–Μ–Η –≥–Η–Μ―¨–Ζ―΄, –Κ–Ψ―²–Ψ―Ä–Α―è –Ω―Ä–Ψ―Ö–Ψ–¥–Η―² –Ω–Α―Ä–Α–Μ–Μ–Β–Μ―¨–Ϋ–Ψ –Ψ―¹–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α. –û–Ω–Β―Ä–Α―²–Ψ―Ä –¥–Ψ–Μ–Ε–Β–Ϋ ―Ä–Α―¹–Ω–Ψ–Μ–Ψ–Ε–Η―²―¨ ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β–Φ―É―é ―³–Ψ―Ä–Φ>―¹–Ω–Ψ–¥ –Ω―Ä―è–Φ―΄–Φ ―É–≥–Μ–Ψ–Φ –Κ –Ϋ–Β–Ι. –î–Μ―è –±–Ψ–Κ–Ψ–≤–Ψ–Ι –Ψ―Ä–Η–Β–Ϋ―²–Α―Ü–Η–Η, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―¹–Μ―É–Ε–Α―² ―Ä–Α–Ζ–Φ–Β―Ä–Ϋ―΄–Β –Μ–Η–Ϋ–Η–Η.
–î–Μ―è ―ç―²–Ψ–≥–Ψ –≤–Η–¥–Α –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ϋ–Β–Ψ–±―è–Ζ–Α―²–Β–Μ―¨–Ϋ―΄ –Ω―Ä–Η- –≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β –Φ–Β―²–Κ–Η –Ϋ–Α ―³–Ψ―Ä–Φ–Β, –Ψ–Ϋ –Φ–Ψ–Ε–Β―² –Ψ―Ä–Η–Β–Ϋ―²–Η―Ä–Ψ–≤–Α―²―¨―¹―è –Ω–Ψ –Ω–Β―΅–Α―²–Ϋ–Ψ–Φ―É –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―é –Η–Μ–Η –Κ―Ä–Α―è–Φ ―³–Ψ―Ä–Φ―΄, –Β―¹–Μ–Η –Ψ–Ϋ–Η ―²–Ψ―΅–Ϋ–Ψ –Ψ–±―Ä–Β–Ζ–Α–Ϋ―΄.
–€–Ψ–Ϋ―²–Α–Ε ―³–Ψ―Ä–Φ―΄ –≤―Ä―É―΅–Ϋ―É―é ―Ü–Β–Μ–Β―¹–Ψ–Ψ–±―Ä–Α–Ζ–Β–Ϋ –Ω―Ä–Η –Ψ–¥–Ϋ–Ψ–Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄―Ö –Ζ–Α–Κ–Α–Ζ–Α―Ö –Η–Μ–Η –Ζ–Α–Κ–Α–Ζ–Α―Ö, –Ϋ–Β ―²―Ä–Β–±―É―é―â–Η―Ö ―²–Ψ―΅–Ϋ–Ψ–≥–Ψ ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η―è –Ω―Ä–Η–≤–Ψ–¥–Κ–Η. –û–Ϋ –Ω―Ä–Α–≤–Ψ–Φ–Β―Ä–Β–Ϋ ―²–Α–Κ–Ε–Β, –Β―¹–Μ–Η –Ϋ–Α –Κ–Α–Ε–¥–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―¹–Β–Κ―Ü–Η–Η –Φ–Ψ–Ϋ―²–Η―Ä―É–Β―²―¹―è ―²–Ψ–Μ―¨–Κ–Ψ –Ψ–¥–Ϋ–Α ―Ü–Β–Μ―¨–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α, –Α –Ϋ–Β –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ –Φ–Β–Μ–Κ–Η―Ö ―³–Ψ―Ä–Φ, ―΅―²–Ψ ―΅–Α―¹―²–Ψ –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –Ω―Ä–Η ―É–Ζ–Κ–Ψ―Ä―É–Μ–Ψ–Ϋ–Ϋ–Ψ–Ι –Η ―ç―²–Η–Κ–Β―²–Ψ―΅–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η.
–Γ–Μ–Β–¥―É–Β―² –Ζ–Α–Φ–Β―²–Η―²―¨, ―΅―²–Ψ –Φ–Β―²–Ψ–¥ –Φ–Ψ–Ϋ―²–Α–Ε–Α –≤―Ä―É―΅–Ϋ―É―é –Η–Φ–Β–Β―² –Ϋ–Β–Κ–Ψ―²–Ψ―Ä―΄–Β –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Η―è. –€–Ψ–Ϋ―²–Α–Ε ―³–Ψ―Ä–Φ –±–Ψ–Μ―¨―à–Η―Ö ―Ä–Α–Ζ–Φ–Β―Ä–Ψ–≤ –Ζ–Α―²―Ä―É–¥–Ϋ–Η―²–Β–Μ–Β–Ϋ –Η ―²―Ä–Β–±―É–Β―² –±–Ψ–Μ―¨―à–Ψ–≥–Ψ –Ψ–Ω―΄―²–Α –Η ―¹–Ϋ–Ψ―Ä–Ψ–≤–Κ–Η.
–ö–Α–Κ –Η –Μ―é–±–Α―è –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²―¨
–Ψ―² ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²–Β–Ι –Ω–Β―Ä―¹–Ψ–Ϋ–Α–Μ–Α, ―ç―²–Ψ –Ψ–Ζ–Ϋ–Α―΅–Α–Β―² –Ϋ–Β―²–Ψ―΅–Ϋ–Ψ―¹―²–Η –Ω―Ä–Η –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η–Η –Ψ–Ε–Η–¥–Α–Β–Φ―΄―Ö
–Ζ–Α―²―Ä–Α―² –≤―Ä–Β–Φ–Β–Ϋ–Η –Η –Ω―Ä–Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η –≤–Ψ―¹–Ω―Ä–Ψ–Η–Ζ–≤–Β–¥–Β–Ϋ–Η―è –Φ–Ψ–Ϋ―²–Α–Ε–Α.
6.8.4.2. –Γ–Η―¹―²–Β–Φ―΄ –Ω―Ä–Η–≤–Ψ–¥–Κ–Η
–≠―²–Η ―¹–Η―¹―²–Β–Φ―΄ –Φ–Ψ–Ϋ―²–Α–Ε–Α ―Ä–Α–±–Ψ―²–Α―é―² –≤ –¥–≤–Α ―ç―²–Α–Ω–Α –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –¥–≤―É―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤: ―¹–≤–Β―Ä–Μ–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α, –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ–Ψ–Ι ―à–Η–Ϋ―΄ ―¹ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Φ–Η –Η–Ω –Η―³―²–Α- –Φ–Η –¥–Μ―è –Φ–Ψ–Ϋ―²–Α–Ε–Α ―³–Ψ―Ä–Φ―΄ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β.
–ù–Α –Ω–Β―Ä–≤–Ψ–Φ ―ç―²–Α–Ω–Β –Ω―Ä–Η ―¹–≤–Β―Ä–Μ–Β–Ϋ–Η–Η –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄ –¥–≤–Α ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―¹–Ω–Ψ―¹–Ψ–±–Α.
–ü―Ä–Η –Ω–Β―Ä–≤–Ψ–Φ –Ϋ–Α –Ϋ–Β–≥–Α―²–Η–≤–Α―Ö –Η –Ϋ–Β―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –Ω–Μ–Α―¹―²–Η–Ϋ–Α―Ö ―¹–≤–Β―Ä–Μ–Η–Μ―¨–Ϋ―΄–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ –Ϋ–Α –Κ―Ä–Ψ–Φ–Κ–Β –¥–Β–Μ–Α–Β―²―¹―è ―Ä―è–¥ –Ψ―²–≤–Β―Ä―¹―²–Η–Ι. –£–Ψ –≤―Ä–Β–Φ―è ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –Ϋ–Β–≥–Α―²–Η–≤ –Η –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Α―è –Ω–Μ–Α―¹―²–Η–Ϋ–Α ―¹–Κ―Ä–Β–Ω–Μ―è―é―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄―Ö ―à―²–Η―³―²–Ψ–≤. –ü–Ψ –Ψ–Κ–Ψ–Ϋ―΅–Α–Ϋ–Η–Η –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –Κ–Α–Ε–¥–Α―è –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Α ―Ü–≤–Β―²–Ψ–¥–Β–Μ–Β–Ϋ–Ϋ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Η–Φ–Β–Β―² –Η–¥–Β–Ϋ―²–Η―΅–Ϋ―΄–Β –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β –Ψ―²–≤–Β―Ä―¹―²–Η―è.
–ê–Μ―¨―²–Β―Ä–Ϋ–Α―²–Η–≤–Ψ–Ι ―è–≤–Μ―è–Β―²―¹―è –≤―²–Ψ―Ä–Ψ–Ι –Φ–Β―²–Ψ–¥. –ù–Α –Ψ―²–Φ–Β―΅–Β–Ϋ–Ϋ―΄―Ö –Φ–Β―¹―²–Α―Ö –≥–Ψ―²–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –≤―΄―¹–≤–Β―Ä–Μ–Η–≤–Α―é―²―¹―è –Ψ―²–≤–Β―Ä―¹―²–Η―è, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―ç―²–Ψ –Φ–Ψ–≥―É―² –±―΄―²―¨ –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β –Κ―Ä–Β―¹―²―΄, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ω―Ä–Η ―ç–Κ―¹–Ω–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –≥–Β–Ϋ–Β―Ä–Η―Ä―É―é―²―¹―è –Ϋ–Β–≥–Α―²–Η–≤–Ψ–Φ. –Γ–Α–Φ–Ψ ―¹–≤–Β―Ä–Μ–Β–Ϋ–Η–Β –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ, –Κ–Ψ―²–Ψ―Ä–Ψ–Β ―¹–Ϋ–Α―΅–Α–Μ–Α ―²–Ψ―΅–Ϋ–Ψ –Ϋ–Α―Ü–Β–Μ–Η–≤–Α–Β―²―¹―è –Ϋ–Α –Ϋ―É–Ε–Ϋ–Ψ–Β –Φ–Β―¹―²–Ψ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≤–Η–¥–Β–Ψ–Κ–Α–Φ–Β―Ä―΄, –Α –Ζ–Α―²–Β–Φ ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Φ ―¹–≤–Β―Ä–Μ–Ψ–Φ –¥–Β–Μ–Α–Β―² –Ψ―²–≤–Β―Ä―¹―²–Η–Β.
–£―²–Ψ―Ä–Ψ–Ι ―ç―²–Α–Ω –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄―Ö ―¹–Η―¹―²–Β–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –≤ –Φ–Α―à–Η–Ϋ–Β –Η–Μ–Η –≤–Ϋ–Β –Φ–Α―à–Η–Ϋ―΄.
–Γ–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ–Ϋ–Α―è ―¹ –≥–Β–Ψ–Φ–Β―²―Ä–Η–Β–Ι –Η –Η–Ϋ―²–Β―Ä–≤–Α–Μ–Ψ–Φ –Φ–Β–Ε–¥―É –≤―΄―¹–≤–Β―Ä–Μ–Β–Ϋ–Ϋ―΄–Φ–Η –Ϋ–Α ―³–Ψ―Ä–Φ–Β –Ψ―²–≤–Β―Ä―¹―²–Η―è–Φ–Η –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ–Α―è ―à–Η–Ω–Α ―É–Κ―Ä–Β–Ω–Μ―è–Β―²―¹―è –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –Ω–Α―Ä–Α–Μ–Μ–Β–Μ―¨–Ϋ–Ψ –Ψ―¹–Η. –Δ–Β–Ω–Β―Ä―¨ ―³–Ψ―Ä–Φ–Α –Φ–Ψ–Ε–Β―² –±―΄―²―¨ ―²–Ψ―΅–Ϋ–Ψ –Ϋ–Α–¥–Β―²–Α –Ϋ–Α –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β ―à―²–Η―³―²―΄ ―à–Η–Ϋ―΄ –Η ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Α –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β ―¹ –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Ψ―²–≤–Β―Ä―¹―²–Η―è –Ψ―¹―²–Α―é―²―¹―è –Ϋ–Α ―³–Ψ―Ä–Φ–Β –Η –≤–Ψ –≤―Ä–Β–Φ―è –Ω–Ψ―¹–Μ–Β–¥―É―é―â–Β–≥–Ψ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―²–Η―Ä–Α–Ε–Α, –Β–Β –Φ–Ψ–Ε–Ϋ–Ψ ―¹–Ϋ―è―²―¨ ―¹ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α, ―Ö―Ä–Α–Ϋ–Η―²―¨ –Ϋ–Α ―¹–Κ–Μ–Α–¥–Β, –Α –Ζ–Α―²–Β–Φ –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –¥–Μ―è –¥―Ä―É–≥–Η―Ö –Ζ–Α–Κ–Α–Ζ–Ψ–≤ –Η –Φ–Ψ–Ϋ―²–Η―Ä–Ψ–≤–Α―²―¨ ―²–Α–Κ–Η–Φ –Ε–Β ―¹–Ω–Ψ―¹–Ψ–±–Ψ–Φ ―¹ ―²–Ψ–Ι –Ε–Β ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨―é.
–ü―Ä–Η ―Ä–Α–Ζ―ä–Β–¥–Η–Ϋ–Β–Ϋ–Η–Η ―Ä–Α–±–Ψ―΅–Η―Ö ―ç―²–Α–Ω–Ψ–≤ ―¹–≤–Β―Ä–Μ–Β–Ϋ–Η―è –Η –Φ–Ψ–Ϋ―²–Α–Ε–Α ―¹―É―â–Β―¹―²–≤―É–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Ω―Ä–Ψ–Η–Ζ–≤–Β―¹―²–Η –Φ–Ψ–Ϋ―²–Α–Ε –≤ ―Ä–Α–Φ–Κ–Α―Ö –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄. –≠―²–Ψ –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –≤–Ϋ–Β ―²–Η–Ω–Ψ–≥―Ä–Α―³–Η–Η, –Ϋ–Α –Ω―Ä–Β–¥- –Ω―Ä–Η―è―²–Η–Η-–Η–Ζ–≥–Ψ―²–Ψ–≤–Η―²–Β–Μ–Β.
–ü―Ä–Η ―ç―²–Ψ–Φ –Φ–Β―²–Ψ–¥–Β –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ω―Ä–Ψ–±–Μ–Β–Φ–Α―²–Η―΅–Ϋ―΄–Φ ―è–≤–Μ―è–Β―²―¹―è ―²–Ψ, ―΅―²–Ψ' –Φ–Β–Ε–¥―É –¥–≤―É–Φ―è ―ç―²–Α–Ω–Α–Φ–Η ―²―Ä–Β–±―É–Β―²―¹―è –Ψ―΅–Β–Ϋ―¨ ―²–Ψ―΅–Ϋ–Ψ–Β ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ–Η–Β, ―²–Α–Κ –Κ–Α–Κ –Φ–Ψ–≥―É―² –≤–Κ―Ä–Α―¹―²―¨―¹―è –Ϋ–Β―²–Ψ―΅–Ϋ–Ψ―¹―²–Η, –Κ–Ψ―²–Ψ―Ä―΄–Β –Φ–Ψ–≥―É―² –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²―¨ –Ψ―à–Η–±–Κ―É –Ω―Ä–Η–≤–Ψ–¥–Κ–Η –Ϋ–Α –Ψ―²―²–Η―¹–Κ–Β.
–Π–Β–Μ–Β―¹–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ–Ψ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β ―ç―²–Ψ–Ι ―²–Β―Ö–Ϋ–Η–Κ–Η –Ω―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β –Ω–Ψ –Ψ–¥–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Β –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―É―é ―¹–Β–Κ―Ü–Η―é, –Α ―²–Α–Κ–Ε–Β –Ω―Ä–Η ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Ϋ–Α ―É–Ζ–Κ–Ψ–Φ –Ω–Ψ–Μ–Ψ―²–Ϋ–Β. –Γ–Μ–Ψ–Ε–Ϋ―΄–Β –Ζ–Α–Κ–Α–Ζ―΄ ―¹ –±–Ψ–Μ―¨―à–Η–Φ –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Ψ–Φ –Ω–Ψ–≤―²–Ψ―Ä―è―é―â–Η―Ö―¹―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Ι, ―²―Ä–Β–±―É―é―â–Η–Β ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Η―Ö ―³–Ψ―Ä–Φ, –Η–Ζ-–Ζ–Α ―²–Β―Ö–Ϋ–Η―΅–Β―¹–Κ–Η―Ö –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Η–Ι –Ω―Ä–Η ―Ä–Α–Ζ–Φ–Β―â–Β–Ϋ–Η–Η –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ–Ψ–Ι ―à–Η–Ϋ―΄ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –±―΄–≤–Α–Β―² –Ϋ–Β–≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ ―Ä–Β–Α–Μ–Η–Ζ–Ψ–≤–Α―²―¨.
6.8.4.3. –½–Β―Ä–Κ–Α–Μ―¨–Ϋ―΄–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α
–€–Ψ–Ϋ―²–Α–Ε –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ζ–Β―Ä–Κ–Α–Μ―¨–Ϋ―΄―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤ –¥–Ψ –≤–≤–Ψ–¥–Α –Ω–Β―Ä–≤―΄―Ö ―¹–Η―¹―²–Β–Φ ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η –Ζ–Α–Ϋ–Η–Φ–Α–Μ –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η –≤–Β–¥―É―â–Β–Β –Φ–Β―¹―²–Ψ ―¹―Ä–Β–¥–Η ―É―¹―²―Ä–Ψ–Ι―¹―²–≤ –¥–Μ―è –Φ–Ψ–Ϋ―²–Α–Ε–Α. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ–Α–Κ –Κ ―¹―³–Β―Ä–Β –≥–Η–±–Κ–Ψ–Ι ―É–Ω–Α–Κ–Ψ–≤–Κ–Η, ―²–Α–Κ –Η –Κ –Φ–Α―à–Η–Ϋ–Α–Φ –±–Ψ–Μ―¨―à–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α―²–Α, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, –¥–Μ―è –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α –Η –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è.
–‰―Ö ―Ä–Β–Ε–Η–Φ ―Ä–Α–±–Ψ―²―΄ –Φ–Ψ–Ε–Ϋ–Ψ –Ψ–Ω–Η―¹–Α―²―¨ ―¹–Μ–Β–¥―É―é―â–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ: ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α ―¹–Ψ―¹―²–Ψ―è―² –Η–Ζ –±–Ψ–Μ―¨―à–Ψ–≥–Ψ –Ω―Ä–Η–Ε–Η–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Η –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è, –≤ –Κ–Ψ―²–Ψ―Ä–Ψ–Β –≤―¹―²–Α–≤–Μ―è–Β―²―¹―è ―³–Ψ―Ä–Φ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä. –ù–Α–¥ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β―²―¹―è –Ω–Ψ–Μ―É–Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ–Ψ–Β –Ζ–Β―Ä–Κ–Α–Μ–Ψ, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –¥–Α–Β―² –Ψ–Ω–Β―Ä–Α―²–Ψ―Ä―É –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―³–Ψ–Κ―É―¹–Η―Ä–Ψ–≤–Α―²―¨ –≤―΄―¹―à―É―é ―²–Ψ―΅–Κ―É –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Η –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―É―é ―²–Ψ―΅–Κ―É –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –Ω―Ä–Η–Ε–Η–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α.
–ù–Α –Ω―Ä–Η–Ε–Η–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β ―É–Κ―Ä–Β–Ω–Μ―è–Β―²―¹―è –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Ι –Μ–Η―¹―², –Ϋ–Α –Κ–Ψ―²–Ψ―Ä–Ψ–Φ ―²–Ψ―΅–Ϋ–Ψ –Ϋ–Α―΅–Β―Ä―΅–Β–Ϋ―΄ –≤―¹–Β ―Ä–Α–Ζ–Φ–Β―Ä―΄, –Κ–Ψ–Ϋ―²―É―Ä―΄, –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β –Φ–Β―²–Κ–Η –Ζ–Α–Κ–Α–Ζ–Α. –ù–Α –Ϋ–Β–Κ–Ψ―²–Ψ―Ä―΄―Ö –Φ–Α―à–Η–Ϋ–Α―Ö ―ç―²–Ψ―² –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Ι –Μ–Η―¹―² –Φ–Ψ–Ε–Ϋ–Ψ –Ϋ–Α―΅–Β―Ä―²–Η―²―¨ ―¹–Ϋ–Α―΅–Α–Μ–Α –Ϋ–Α –±–Μ–Α–Ϋ–Κ–Β –≤ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Β –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―à―²–Η―³―²–Α.
–ü―Ä–Α–≤–Η–Μ―¨–Ϋ―΄–Ι ―É–≥–Ψ–Μ
–Ϋ–Α–±–Μ―é–¥–Β–Ϋ–Η―è –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –Ψ–Ω–Β―Ä–Α―²–Ψ―Ä―É –Ω―Ä–Ψ–Β―Ü–Η―Ä–Ψ–≤–Α―²―¨ ―΅–Β―Ä–Β–Ζ –Ω–Ψ–Μ―É–Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ–Ψ–Β –Ζ–Β―Ä–Κ–Α–Μ–Ψ
–Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Ι –Μ–Η―¹―² –Ϋ–Α –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨ ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –Η–Μ–Η –Ϋ–Α –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ―é―é –Μ–Η–Ω–Κ―É―é –Μ–Β–Ϋ―²―É.
–ü―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β –Φ–Β―²–Κ–Η ―³–Ψ―Ä–Φ―΄ –Η–Μ–Η ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Α―è –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―è (–Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –Η–Μ–Η ―²–Ψ―΅–Ϋ–Ψ
–Ψ–±―Ä–Β–Ζ–Α–Ϋ–Ϋ―΄–Β –Κ―Ä–Α―è ―³–Ψ―Ä–Φ―΄) ―Ä–Α–Ζ–Φ–Β―â–Α―é―²―¹―è –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –Ω―Ä–Ψ–Β–Κ―Ü–Η–Β–Ι, –Α –Ζ–Α―²–Β–Φ
–Φ–Ψ–Ϋ―²–Η―Ä―É–Β―²―¹―è ―³–Ψ―Ä–Φ–Α.
–ö–Ψ–≥–¥–Α –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ―΄ –≤―¹–Β ―³–Ψ―Ä–Φ―΄, –≤ –Ω―Ä–Β–¥–Β–Μ–Α―Ö –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω―Ä–Ψ–±–Ϋ–Α―è –Ω–Β―΅–Α―²―¨. –î–Μ―è ―ç―²–Ψ–≥–Ψ ―³–Ψ―Ä–Φ―΄ –≤―Ä―É―΅–Ϋ―É―é –Ζ–Α–Κ–Α―²―΄–≤–Α―é―²―¹―è –Κ―Ä–Α―¹–Κ–Ψ–Ι –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―Ä―É―΅–Ϋ–Ψ–≥–Ψ –≤–Α–Μ–Η–Κ–Α, ―Ä–Β–≥―É–Μ–Η―Ä―É–Β―²―¹―è –Κ–Ψ–Ϋ―²–Α–Κ―² –Φ–Β–Ε–¥―É ―³–Ψ―Ä–Φ–Ϋ―΄–Φ –Η –Ω―Ä–Η–Ε–Η–Φ–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α–Φ–Η.
–€–Ψ–Ϋ―²–Α–Ε ―³–Ψ―Ä–Φ –¥–Μ―è ―¹–Μ–Β–¥―É―é―â–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Κ―Ä–Α―¹–Ψ–Κ –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Φ –Μ–Η―¹―²–Ψ–Φ, –Ϋ–Ψ –Ψ–Ω–Β―Ä–Α―²–Ψ―Ä –Φ–Ψ–Ε–Β―² ―²–Α–Κ–Ε–Β –Ψ―Ä–Η–Β–Ϋ―²–Η―Ä–Ψ–≤–Α―²―¨―¹―è –Ω–Ψ –Ω―Ä–Ψ–±–Ϋ–Ψ–Φ―É –Ψ―²―²–Η―¹–Κ―É –Ω–Β―Ä–≤–Ψ–Ι –Κ―Ä–Α―¹–Κ–Η –Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Β–≥–Ψ –¥–Μ―è ―Ä–Α–Ζ–Φ–Β―â–Β–Ϋ–Η―è ―¹–Μ–Β–¥―É―é―â–Η―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ.
–ü―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Ψ–Φ –Ζ–Β―Ä–Κ–Α–Μ―¨–Ϋ―΄―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤ ―è–≤–Μ―è–Β―²―¹―è –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Φ–Ψ–Ϋ―²–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ –¥–Μ―è –Φ–Ϋ–Ψ–≥–Ψ–Κ―Ä–Α―¹–Ψ―΅–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η, –Ϋ–Α –Κ–Ψ―²–Ψ―Ä―΄―Ö –Ψ―²―¹―É―²―¹―²–≤―É―é―² –Ω―Ä–Η- –≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β –Κ―Ä–Β―¹―²―΄ –Η–Μ–Η –¥―Ä―É–≥–Η–Β –≤―¹–Ω–Ψ–Φ–Ψ–≥–Α―²–Β–Μ―¨–Ϋ―΄–Β ―¹―Ä–Β–¥―¹―²–≤–Α, –Κ–Ψ―²–Ψ―Ä―΄–Β –¥–Ψ–Μ–Ε–Ϋ―΄ ―É–¥–Α–Μ―è―²―¨―¹―è –Ω–Β―Ä–Β–¥ –Ω–Β―Ä–≤―΄–Φ ―²–Η―Ä–Α–Ε–Ψ–Φ, ―΅―²–Ψ–±―΄ –Ψ–Ϋ–Η –Ϋ–Β –Ω–Β―΅–Α―²–Α–Μ–Η―¹―¨.
–€–Ψ–Ϋ―²–Α–Ε ―¹–Μ–Η―à–Κ–Ψ–Φ –±–Ψ–Μ―¨―à–Η―Ö ―³–Ψ―Ä–Φ –Ω―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η –Ζ–Β―Ä–Κ–Α–Μ―¨–Ϋ―΄―Ö ―¹–Η―¹―²–Β–Φ –Ψ–Ω–Η―¹–Α–Ϋ–Ϋ–Ψ–Ι –≤―΄―à–Β –Κ–Μ–Α―¹―¹–Η―΅–Β―¹–Κ–Ψ–Ι –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η –¥–Ψ―¹―²–Α―²–Ψ―΅–Ϋ–Ψ –Ζ–Α―²―Ä―É–¥–Ϋ–Η―²–Β–Μ–Β–Ϋ, ―²–Α–Κ –Κ–Α–Κ –≤–Ζ–≥–Μ―è–¥ –Ψ–Ω–Β―Ä–Α―²–Ψ―Ä–Α –¥–Ψ–Μ–Ε–Β–Ϋ –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ–Ϋ–Α―Ö–Ψ–¥–Η―²―¨―¹―è –≤―΄―à–Β –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄―Ö –Φ–Β―²–Ψ–Κ –≤ –Ζ–Β―Ä–Κ–Α–Μ–Β, –Α ―³–Ψ―Ä–Φ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –¥–≤–Η–≥–Α―²―¨―¹―è –Ϋ–Α–¥ –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι.
–Γ–Μ–Β–¥―É–Β―² ―²–Α–Κ–Ε–Β ―É―΅–Η―²―΄–≤–Α―²―¨ –¥–≤–Α –¥―Ä―É–≥–Η―Ö ―³–Α–Κ―²–Ψ―Ä–Α: –Ψ―¹–Ψ–±―΄–Β ―¹–≤–Ψ–Ι―¹―²–≤–Α –Η –≥–Β–Ψ–Φ–Β―²―Ä–Η―é –Ω–Ψ–Μ―É–Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ–Ψ–≥–Ψ –Ζ–Β―Ä–Κ–Α–Μ–Α, –≥–Μ–Α–≤–Ϋ―΄–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ –Ψ―²―à–Μ–Η―³–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι ―¹―²–Β–Κ–Μ―è–Ϋ–Ϋ–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ―΄, ―²―Ä–Β–±―É―é―â–Β–Ι –¥–Μ―è –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–≥–Ψ –Κ–Α―΅–Β―¹―²–≤–Α –Φ–Ψ–Ϋ―²–Α–Ε–Α –Φ–Ϋ–Ψ–≥–Ψ–Μ–Β―²–Ϋ–Β–≥–Ψ –Ψ–Ω―¨–≥–≥–Α –Ψ–Ω–Β―Ä–Α―²–Ψ―Ä–Α. –≠―²–Ψ –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –≤–Α–Ε–Ϋ–Ψ –Ω–Ψ―²–Ψ–Φ―É, ―΅―²–Ψ –Κ–Α–Ε–¥―΄–Ι –Ψ–Ω–Β―Ä–Α―²–Ψ―Ä –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―² ―¹–≤–Ψ–Ι ―¹–Ψ–±―¹―²–≤–Β–Ϋ–Ϋ―΄–Ι ―É–≥–Ψ–Μ –Ϋ–Α–±–Μ―é–¥–Β–Ϋ–Η―è, ―΅―²–Ψ –¥–Ψ–Μ–Ε–Ϋ–Ψ ―É―΅–Η―²―΄–≤–Α―²―¨―¹―è –≤―²–Ψ―Ä―΄–Φ –Ψ–Ω–Β―Ä–Α―²–Ψ―Ä–Ψ–Φ –Ω―Ä–Η –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Β–Ϋ–Η–Η –Ϋ–Α―΅–Α―²–Ψ–≥–Ψ –Φ–Ψ–Ϋ―²–Α–Ε–Α.
–ö–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –Ϋ–Α –Ψ–Ω―²–Η―΅–Β―¹–Κ–Η―Ö ―¹–Η―¹―²–Β–Φ–Α―Ö –Ϋ―É–Ε–Ϋ–Ψ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨ –Ω―Ä–Ψ–±–Ϋ―É―é –Ω–Β―΅–Α―²―¨, ―΅―²–Ψ –Ω―Ä–Η–≤–Ψ–¥–Η―² –Κ –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ―΄–Φ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄–Φ –Ζ–Α―²―Ä–Α―²–Α–Φ –≤―Ä–Β–Φ–Β–Ϋ–Η.
–£–Α–Ε–Ϋ–Ψ–Β –Ϋ–Ψ–≤–Ψ–≤–≤–Β–¥–Β–Ϋ–Η–Β –Η –¥–Α–Μ―¨–Ϋ–Β–Ι―à–Β–Β ―¹–Ψ–≤–Β―Ä―à–Β–Ϋ―¹―²–≤–Ψ–≤–Α–Ϋ–Η–Β –Φ–Ϋ–Ψ–≥–Ψ–Ψ–±―Ä–Α–Ζ–Η―è ―ç―²–Η―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤ –Ω―Ä–Β–¥―¹―²–Α–≤–Μ―è―é―² ―¹–Ψ–±–Ψ–Ι –¥–Ψ! ―é–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ –Η–Ϋ―²–Β–≥―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β –Κ–Α–Φ–Β―Ä―΄ –Η –Φ–Ψ–Ϋ–Η―²–Ψ―Ä―΄, –Κ–Ψ―²–Ψ―Ä―΄–Β –¥–Α―é―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Κ–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ζ–Β―Ä–Κ–Α–Μ―¨–Ϋ–Ψ–≥–Ψ –Φ–Ψ–Ϋ―²–Α–Ε–Α –Η ―²–Β―Ö–Ϋ–Η–Κ–Η –Κ–Α–Φ–Β―Ä―΄.
6.8.4.4. –Γ–Η―¹―²–Β–Φ―΄ ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η
–€–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α, –Ψ―¹–Ϋ–Α―â–Β–Ϋ–Ϋ―΄–Β –Κ–Α–Φ–Β―Ä–Α–Φ–Η, ―¹–Β–≥–Ψ–¥–Ϋ―è –Φ–Ψ–Ε–Ϋ–Ψ –Ϋ–Α–Ι―²–Η –≤–Ψ –≤―¹–Β―Ö –Ψ–±–Μ–Α―¹―²―è―Ö –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è ―¹–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ–Ι ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η. –£―¹–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α ―Ä–Α–±–Ψ―²–Α―é―² –Ω–Ψ –Ω―Ä–Η–Ϋ―Ü–Η–Ω―É, –Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―â–Β–Φ―É ―²–Ψ―΅–Ϋ–Ψ ―³–Ψ–Κ―É―¹–Η―Ä–Ψ–≤–Α―²―¨ –Ϋ–Α ―³–Ψ―Ä–Φ–Β –Η–Φ–Β―é―â–Η–Β―¹―è –Ω―Ä–Η-
–†–Η―¹. 6.40. –€–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è ―É–Ζ–Κ–Ψ―³–Ψ―Ä–Φ–Α―²–Ϋ–Ψ–Ι ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η. –ö–Α–Φ–Β―Ä―΄ ―é―¹―²–Η―Ä―É―é―²―¹―è –≤―Ä―É―΅–Ϋ―É―é
–≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β –Φ–Β―²–Κ–Η, –Ω–Β―Ä–Β–Ϋ–Ψ―¹–Η―²―¨ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β ―¹ –Κ–Α–Φ–Β―Ä―΄ –Ϋ–Α –Φ–Ψ–Ϋ–Η―²–Ψ―Ä, –Α –Ζ–Α―²–Β–Φ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ϋ–Α―Ö–Ψ–¥―è―â–Β–≥–Ψ―¹―è –Ϋ–Α –Φ–Ψ–Ϋ–Η―²–Ψ―Ä–Β –Κ―Ä–Β―¹―²–Α ―Ä–Α–Ζ–Φ–Β―â–Α―²―¨ ―³–Ψ―Ä–Φ―É. -
–ë–Μ–Α–≥–Ψ–¥–Α―Ä―è –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η ―É–≤–Β–Μ–Η―΅–Β–Ϋ–Η―è –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è, –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Ι –Ω–Ψ–¥―¹–≤–Β―²–Κ–Β –Η ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Α–Ϋ–Η―é –Κ–Ψ–Ϋ―²―Ä–Α―¹―²–Α –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è –¥–Ψ―¹―²–Η–≥–Α–Β―²―¹―è ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Φ–Ψ–Ϋ―²–Α–Ε–Α ¬±0,01 –Φ–Φ. –≠―²–Α ―²–Β―Ö–Ϋ–Η–Κ–Α –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ ―΅―Ä–Β–Ζ–≤―΄―΅–Α–Ι–Ϋ–Ψ –Φ–Β–Μ–Κ–Η–Β –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄–Β –Φ–Β―²–Κ–Η –≤ –≤–Η–¥–Β –Κ–Ψ–Μ–Β―Ü –Η–Μ–Η ―²–Ψ―΅–Β–Κ –¥–Η–Α–Φ–Β―²―Ä–Ψ–Φ –Φ–Β–Ϋ–Β–Β 0,5 –Φ–Φ.
–ü―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Α–Φ–Η ―ç―²–Η―Ö ―²–Α–Κ –Ϋ–Α–Ζ―΄–≤–Α–Β–Φ―΄―Ö –Φ–Η–Κ―Ä–Ψ–Φ–Β―²–Ψ–Κ ―è–≤–Μ―è―é―²―¹―è: –Ϋ–Β–±–Ψ–Μ―¨―à–Α―è –Ω–Ψ―²―Ä–Β–±–Ϋ–Ψ―¹―²―¨ –≤ –Ω–Μ–Ψ―â–Α–¥–Η ―³–Ψ―Ä–Φ―΄, –Η―Ö ―²–Ψ―΅–Ϋ–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β –Ϋ–Α –Φ–Ψ–Ϋ–Η―²–Ψ―Ä–Β, –Α ―²–Α–Κ–Ε–Β –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Ψ―¹―²–Α–≤–Μ―è―²―¨ –Η―Ö –Ϋ–Α ―³–Ψ―Ä–Φ–Β –≤–Ψ –≤―Ä–Β–Φ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è –Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –¥–Μ―è –Ω–Ψ–≤―²–Ψ―Ä–Ϋ―΄―Ö –Ζ–Α–Κ–Α–Ζ–Ψ–≤. –€–Ψ–Ϋ―²–Α–Ε –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –±–Β–Ζ –Κ–Α–Κ–Η―Ö-–Μ–Η–±–Ψ –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄―Ö –Φ–Β―²–Ψ–Κ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Η―¹―²–Β–Φ ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Β–Ϋ ―²–Ψ–Μ―¨–Κ–Ψ –≤ –Η―¹–Κ–Μ―é―΅–Η―²–Β–Μ―¨–Ϋ―΄―Ö ―¹–Μ―É―΅–Α―è―Ö.
–€–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄ ―¹
–Κ–Α–Φ–Β―Ä–Α–Φ–Η –¥–Β–Μ―è―²―¹―è –Ϋ–Α –¥–≤–Β –≥―Ä―É–Ω–Ω―΄. –ö –Ω–Β―Ä–≤–Ψ–Ι –≥―Ä―É–Ω–Ω–Β –Ψ―²–Ϋ–Ψ―¹―è―²―¹―è –Κ–Α–Φ–Β―Ä―΄ ―¹ ―Ä―É―΅–Ϋ–Ψ–Ι
―é―¹―²–Η―Ä–Ψ–≤–Κ–Ψ–Ι. –û–Ϋ–Η ―É–Κ―Ä–Β–Ω–Μ―è―é―²―¹―è –Ϋ–Α ―²―Ä–Α–≤–Β―Ä―¹–Β, –Ϋ–Α―Ö–Ψ–¥―è―â–Β–Ι―¹―è –Ϋ–Α–¥ ―³–Ψ―Ä–Φ–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ,
–Ω–Α―Ä–Α–Μ–Μ–Β–Μ―¨–Ϋ–Ψ –Β–≥–Ψ –Ψ―¹–Η. –î–Μ―è –Κ–Α–Ε–¥–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄ –¥–≤–Β –Κ–Α–Φ–Β―Ä―΄,
–Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, –¥–Μ―è ―΅–Β―²―΄―Ä–Β―Ö ―³–Ψ―Ä–Φ –Ω–Ψ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―é –Ψ―¹–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α ―ç―²–Ψ –Ψ–Ζ–Ϋ–Α―΅–Α–Β―² –≤–Ψ―¹–Β–Φ―¨
–Κ–Α–Φ–Β―Ä.
–ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Η–Ζ–Φ–Β―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –Η –¥–Α–Ϋ–Ϋ―΄―Ö –Φ–Α–Κ–Β―²–Α –≤―¹–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Β –Κ–Α–Φ–Β―Ä―΄ –Ω–Β―Ä–Β–Φ–Β―â–Α―é―²―¹―è –≤ –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ―É―é –Ω–Ψ–Ζ–Η―Ü–Η―é –Η ―³–Η–Κ―¹–Η―Ä―É―é―²―¹―è. –ü―Ä–Α–≤–Η–Μ―¨–Ϋ–Α―è –Ω–Ψ–Ζ–Η―Ü–Η―è –≤ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Η –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –≤―΄–±–Η―Ä–Α–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Φ–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Ψ–Ι –≥–Ψ–Μ–Ψ–≤–Κ–Η –≥―Ä–Α–¥―É–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Κ―Ä―É–≥–Α, –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ω―Ä–Η–Κ―Ä–Β–Ω–Μ―è–Β―²―¹―è –Κ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α–Φ. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Α –Η –Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Η―è –Ϋ–Α―¹–Β―΅–Β–Κ
–Φ–Ψ–Ε–Ϋ–Ψ, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, ―É―¹―²–Α–Ϋ–Ψ–≤–Η–≥―¨ ―΅–Β―²―΄―Ä–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―¹ ―Ä–Α–Ζ–Ϋ–Η―Ü–Β–Ι –≤ 90¬Α –Η–Μ–Η ―à–Β―¹―²―¨ –≤ 60¬Α. –ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Κ–Α–Ε–¥–Ψ–Ι –≥–Ψ–Μ–Ψ–≤–Κ–Η –≥―Ä–Α–¥―É–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Κ―Ä―É–≥–Α –Φ–Ψ–Ε–Ϋ–Ψ ―Ä–Β–Α–Μ–Η–Ζ–Ψ–≤–Α―²―¨ –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –¥–Β–Μ–Β–Ϋ–Η–Ι, –Η―Ö –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Η―è –¥–Ψ–Μ–Ε–Ϋ―΄ ―É―΅–Η―²―΄–≤–Α―²―¨―¹―è –¥–Ψ –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ω―Ä–Η –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Η –Φ–Α–Κ–Β―²–Α.
–£ ―¹–Η―¹―²–Β–Φ–Α―Ö –≤―²–Ψ―Ä–Ψ–Ι –≥―Ä―É–Ω–Ω―΄ –Κ–Α–Φ–Β―Ä―΄ –Ω–Β―Ä–Β–¥–≤–Η–≥–Α―é―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹―²―É–Ω–Β–Ϋ―΅–Α―²―΄―Ö –¥–≤–Η–≥–Α―²–Β–Μ–Β–Ι. –Δ–Ψ–Μ―¨–Κ–Ψ –¥–≤–Β –Κ–Α–Φ–Β―Ä―΄ –Ω–Β―Ä–Β–Φ–Β―â–Α―é―²―¹―è –Ϋ–Α ―²―Ä–Α–≤–Β―Ä―¹–Β, ―Ä–Α―¹–Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Ϋ–Ψ–Ι –Ϋ–Α–¥ ―³–Ψ―Ä–Φ–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ –Ω–Α―Ä–Α–Μ–Μ–Β–Μ―¨–Ϋ–Ψ –Ψ―¹–Η. –£–≤–Ψ–¥ –¥–Α–Ϋ–Ϋ―΄―Ö ―É–Ω―Ä–Α–≤–Μ―è–Β―² –¥–≤–Η–Ε–Β–Ϋ–Η–Β–Φ –Κ–Α–Φ–Β―Ä –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –¥–Α–Ϋ–Ϋ―΄–Φ–Η –Φ–Α–Κ–Β―²–Α –Κ –Ϋ―É–Ε–Ϋ–Ψ–Ι –Ω–Ψ–Ζ–Η―Ü–Η–Η –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄―Ö –Φ–Β―²–Ψ–Κ. –£―Ä–Α―â–Β–Ϋ–Η–Β ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –≤ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Η –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η –Φ–Ψ–Ε–Β―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨―¹―è –Κ–Α–Κ –Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ –Ψ–Ω–Η―¹–Α–Ϋ–Ϋ–Ψ–Ι –≤―΄―à–Β –Φ–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Ψ–Ι –≥–Ψ–Μ–Ψ–≤–Κ–Η –≥―Ä–Α–¥―É–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Κ―Ä―É–≥–Α, ―²–Α–Κ –Η –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―ç–Μ–Β–Κ―²―Ä–Η―΅–Β―¹–Κ–Ψ–≥–Ψ ―¹―²―É–Ω–Β–Ϋ―΅–Α―²–Ψ–≥–Ψ –¥–≤–Η–≥–Α―²–Β–Μ―è. –ü–Ψ―¹–Μ–Β–¥–Ϋ–Η–Ι –¥–Α–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―Ä–Α–Ζ–Φ–Β―â–Β–Ϋ–Η―è –Κ–Α–Φ–Β―Ä –≤ –Μ―é–±–Ψ–Φ –Φ–Β―¹―²–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –±–Β–Ζ –Κ–Α–Κ–Η―Ö-–Μ–Η–±–Ψ –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ–Η–Ι.
–€–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η, ―É–Ω―Ä–Α–≤–Μ―è–Β–Φ―΄–Β –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Ψ–Φ, –Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―² –≤–≤–Ψ–¥–Η―²―¨ –¥–Α–Ϋ–Ϋ―΄–Β ―¹–Μ–Ψ–Ε–Ϋ―΄―Ö, –Φ–Ϋ–Ψ–≥–Ψ–Κ―Ä–Α―¹–Ψ―΅–Ϋ―΄―Ö –Ζ–Α–Κ–Α–Ζ–Ψ–≤ ―¹ –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ–Φ –Ψ―²–¥–Β–Μ―¨–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –≤ –Ζ–Α–Ω–Ψ–Φ–Η–Ϋ–Α―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ. –Δ–Α–Κ–Η–Β ―¹–Η―¹―²–Β–Φ―΄ –Φ–Ψ–≥―É―² –Ω–Ψ–¥–Κ–Μ―é―΅–Α―²―¨―¹―è –Κ –¥–Ψ–Ω–Β―΅–Α―²–Ϋ―΄–Φ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α–Φ. –ë–Β–Ζ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –≤–Φ–Β―à–Α―²–Β–Μ―¨―¹―²–≤–Α –¥–Α–Ϋ–Ϋ―΄–Β –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ω–Ψ―¹―²―É–Ω–Α―é―² –≤ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –Η ―¹–Ψ–Κ―Ä–Α―â–Α―é―² –≤―Ä–Β–Φ―è –Β–≥–Ψ –Ϋ–Α―¹―²―Ä–Ψ–Ι–Κ–Η. –î–Α–Ϋ–Ϋ―΄–Β, –≤–Ϋ–Β―¹–Β–Ϋ–Ϋ―΄–Β –≤ –Ζ–Α–Ω–Ψ–Φ–Η–Ϋ–Α―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ, –Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―² ―²–Ψ―΅–Ϋ–Ψ –≤–Ψ―¹–Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨ –Ζ–Α–Κ–Α–Ζ, –Α ―²–Α–Κ–Ε–Β –±―΄―¹―²―Ä–Ψ –≤―΄–Ω–Ψ–Μ–Ϋ―è―²―¨ ―Ä–Β–Φ–Ψ–Ϋ―² –Η–Μ–Η –Ω–Β―Ä–Β―É―¹―²–Α–Ϋ–Ψ–≤–Κ―É ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α.
–î–Μ―è –¥–Α–Μ―¨–Ϋ–Β–Ι―à–Β–Ι –Ψ–Ω―²–Η–Φ–Η–Ζ–Α―Ü–Η–Η ―ç―²–Η―Ö –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤ –Η–Φ–Β―é―²―¹―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β ―ç–Μ–Β–Φ–Β–Ϋ―²―΄. –€–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Ι ―¹―²–Ψ–Μ –Ϋ–Α–¥ –Ω–Β―΅–Α―²–Ϋ―΄–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ, –Ϋ–Α –Κ–Ψ―²–Ψ―Ä–Ψ–Φ –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Φ–Ψ–Ε–Β―² –¥–≤–Η–≥–Α―²―¨―¹―è –Ϋ–Α–¥ –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι, –¥–Α–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Ω―Ä–Ψ―¹―²–Ψ–≥–Ψ –Φ–Α–Ϋ–Η–Ω―É–Μ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –¥–Α–Ε–Β –±–Ψ–Μ―¨―à–Η–Φ–Η –Η ―²―è–Ε–Β–Μ―΄–Φ–Η ―³–Ψ―Ä–Φ–Α–Φ–Η.
–Θ―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è –Ζ–Α–Φ–Β–Ϋ―΄ –≥–Η–Μ―¨–Ζ –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –Ω―Ä–Η–Φ–Β–Ϋ―è―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –Ψ–¥–Η–Ϋ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä –¥–Μ―è –±―΄―¹―²―Ä–Ψ–Ι –Ζ–Α–Φ–Β–Ϋ―΄ –≥–Η–Μ―¨–Ζ―΄ –≤–Ϋ―É―²―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–≥–Ψ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α.
–ü―Ä–Ψ–±–Ψ–Ω–Β―΅–Α―²–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –Φ–Ψ–Ε–Β―² ―É–Ω―Ä–Α–≤–Μ―è―²―¨―¹―è –±–Β–Ζ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄―Ö –Ζ―É–±―΅–Α―²―΄―Ö –Κ–Ψ–Μ–Β―¹ –Κ–Α–Κ –≤―Ä―É―΅–Ϋ―É―é, ―²–Α–Κ –Η ―¹―²―É–Ω–Β–Ϋ―΅–Α―²―΄–Φ –¥–≤–Η–≥–Α―²–Β–Μ–Β–Φ, –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨ –Ω―Ä–Ψ–±–Ϋ–Ψ–Β –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β –¥–Μ―è –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―è –Ω―Ä–Η–≤–Ψ–¥–Κ–Η –Ϋ–Α ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Φ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Β–Φ–Ψ–Φ –Φ–Α―²–Β―Ä–Η–Α–Μ–Β.
6.8.5. –€–Ψ–Ϋ―²–Α–Ε –≤ ―¹―³–Β―Ä–Β –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α
–†–Η―¹. 6.41. –€–Ψ–Ϋ―²–Α–Ε–Ϋ–Α―è ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –¥–Μ―è ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η ―¹―Ä–Β–¥–Ϋ–Β–≥–Ψ –Η –±–Ψ–Μ―¨―à–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α―²–Α. –Θ–Ω―Ä–Α–≤–Μ―è–Β–Φ–Α―è –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Ψ–Φ ―¹–Η―¹―²–Β–Φ–Α –Κ–Α–Φ–Β―Ä ―¹ ―ç–Μ–Β–Κ―²―Ä–Ψ–Ϋ–Ϋ―΄–Φ –≥―Ä–Α–¥―É–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Φ –Κ―Ä―É–≥–Ψ–Φ –Η –Ω―Ä–Ψ–±–Ψ–Ω–Β―΅–Α―²–Ϋ―΄–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ
–ü―Ä–Η
–Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β ―É–Ω–Α–Κ–Ψ–≤–Κ–Η –Η–Ζ –Ζ–Α–Ω–Β―΅–Α―²–Α–Ϋ–Ϋ–Ψ–≥–Ψ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Η–Φ ―¹–Ω–Ψ―¹–Ψ–±–Ψ–Φ –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α
―¹―É―â–Β―¹―²–≤―É―é―² –¥–≤–Β ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―΅–Β―¹–Κ–Η–Β –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η: ―¹ –Ψ–¥–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄, –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι,
–Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Ϋ―΄–Ι
–¥–Μ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α, –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ –Ζ–Α–Ω–Β―΅–Α―²–Α–Ϋ. –½–Α―²–Β–Φ
–Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ –Ζ–Α–Ω–Β―΅–Α―²–Α–Ϋ–Ϋ―΄–Ι –Ω–Ψ–Κ―Ä–Ψ–≤–Ϋ―΄–Ι ―¹–Μ–Ψ–Ι –Ϋ–Α ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Β –¥–Μ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α
–≥–Ψ―³―Ä–Κ–Α―Ä―²–Ψ–Ϋ–Α –Ϋ–Α–Κ–Μ–Β–Η–≤–Α–Β―²―¹―è –Ϋ–Α –≥–Ψ―³―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―É―é –±―É–Φ–Α–≥―É. –ü–Ψ―ç―²–Ψ–Φ―É ―¹–Ω–Ψ―¹–Ψ–± –Ϋ–Α–Ζ―΄–≤–Α–Β―²―¹―è
–Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ―΄–Φ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η–Β–Φ. –£―²–Ψ―Ä–Α―è –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―¹–Ψ―¹―²–Ψ–Η―² –≤ ―²–Ψ–Φ, ―΅―²–Ψ
–Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α―é―²―¹―è –Μ–Η―¹―²―΄ –≥–Ψ―²–Ψ–≤–Ψ–≥–Ψ –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α. –ü–Ψ―ç―²–Ψ–Φ―É ―¹–Ω–Ψ―¹–Ψ–± –Ϋ–Α–Ζ―΄–≤–Α–Β―²―¹―è –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ―΄–Φ
–Ω–Β―΅–Α―²–Α–Ϋ–Η–Β–Φ.
6.8.5.1. –ü―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–Β –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η–Β –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α

–†–Η―¹. 6.42. –ü–Μ–Ψ―¹–Κ–Ψ–Β –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ –¥–Μ―è –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α. –ö–Α–Φ–Β―Ä―΄, ―É–Ω―Ä–Α–≤–Μ―è–Β–Φ―΄–Β ―¹―²―É–Ω–Β–Ϋ―΅–Α―²―΄–Φ –¥–≤–Η–≥–Α―²–Β–Μ–Β–Φ, –Η –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Ι ―¹―²–Ψ–Μ, –Ω–Β―Ä–Β–¥–≤–Η–≥–Α―é―â–Η–Ι―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―ç–Μ–Β–Κ―²―Ä–Η―΅–Β―¹―²–≤–Α
–ü―Ä–Η–Φ–Β–Ϋ―è–Β–Φ―΄–Β –¥–Μ―è –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ―΄–Β –Φ–Α―à–Η–Ϋ―΄, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―² –Ω–Ψ ―¹–≤–Ψ–Β–Ι –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η ―²–Β–Φ, –Κ–Ψ―²–Ψ―Ä―΄–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―é―²―¹―è –≤ ―¹―³–Β―Ä–Β ―É–Ω–Α–Κ–Ψ–≤–Κ–Η. –ü–Ψ―ç―²–Ψ–Φ―É ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É–Β―² –Η ―²–Β―Ö–Ϋ–Η–Κ–Α –Φ–Ψ–Ϋ―²–Α–Ε–Α. –ü–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ω―Ä―è–Φ–Ψ –Φ–Ψ–Ϋ―²–Η―Ä―É―é―²―¹―è –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä. –£ –Κ–Α―΅–Β―¹―²–≤–Β –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄―Ö ―É―¹―²―Ä–Ψ–Ι―¹―²–≤ –¥–Μ―è ―ç―²–Ψ–≥–Ψ –Ω―Ä–Η–Φ–Β–Ϋ―è―é―²―¹―è –Ζ–Β―Ä–Κ–Α–Μ―¨–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄ –Η ―¹–Η―¹―²–Β–Φ―΄ ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η. –ü―Ä–Η ―ç―²–Ψ–Φ –¥–Ψ–Μ–Ε–Ϋ–Α ―É―΅–Η―²―΄–≤–Α―²―¨―¹―è ―Ä–Α–±–Ψ―΅–Α―è ―à–Η―Ä–Η–Ϋ–Α –Φ–Α―à–Η–Ϋ –¥–Μ―è –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –≤ 2,50 –Φ. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É ―²–Β―Ö–Ϋ–Η–Κ–Α –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ω–Ψ–¥―Ä–Ψ–±–Ϋ–Ψ –Ψ–Ω–Η―¹–Α–Ϋ–Α –≤ –Ω―Ä–Β–¥―΄–¥―É―â–Η―Ö –≥–Μ–Α–≤–Α―Ö, –Φ―΄ –Ϋ–Β –±―É–¥–Β–Φ –±–Ψ–Μ―¨―à–Β –Ψ―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―²―¨―¹―è –Ϋ–Α –Ϋ–Β–Ι.
6.8.5.2. –ù–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Β –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η–Β –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α
–î–Μ―è –Ω―Ä–Η–Φ–Β–Ϋ―è―é―â–Η―Ö―¹―è –Ω―Ä–Η –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Φ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η–Η –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α –Μ–Η―¹―²–Ψ–≤―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Α―è –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Α―è ―²–Β―Ö–Ϋ–Η–Κ–Α.
–†–Α–Ζ–Φ–Β―Ä –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ –Η –≤–Η–¥ –Ω–Ψ―¹―²―Ä–Ψ–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ –Ϋ–Β –Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―² –≤―΄–Ϋ–Η–Φ–Α―²―¨ ―³–Ψ―Ä–Φ–Ϋ―΄–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –Η–Ζ –Φ–Α―à–Η–Ϋ―΄ –Η –Ω–Ψ–Φ–Β―â–Α―²―¨ –Η―Ö –≤ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Α –≤–Ϋ–Β –Φ–Α―à–Η–Ϋ―΄. –€–Ψ–Ϋ―²–Α–Ε –Ω―Ä―è–Φ–Ψ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –Ω―Ä–Η –Ψ―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β –Η–Ζ-–Ζ–Α ―¹―²―Ä–Β–Φ–Μ–Β–Ϋ–Η―è –Κ ―¹–Ψ–Κ―Ä–Α―â–Β–Ϋ–Η―é –≤―Ä–Β–Φ–Β–Ϋ–Η –Ϋ–Α–Μ–Α–¥–Κ–Η –Η –Ω―Ä–Ψ–±–Μ–Β–Φ –Ω―Ä–Η –Φ–Α–Ϋ–Η–Ω―É–Μ–Η―Ä–Ψ–≤–Α–Ϋ–Η–Η –Ϋ–Β―Ü–Β–Μ–Β―¹–Ψ–Ψ–±―Ä–Α–Ζ–Β–Ϋ. –£―¹–Μ–Β–¥―¹―²–≤–Η–Β ―É–Κ–Α–Ζ–Α–Ϋ–Ϋ―΄―Ö ―É―¹–Μ–Ψ–≤–Η–Ι ―É―²–≤–Β―Ä–¥–Η–Μ―¹―è ―¹–Μ–Β–¥―É―é―â–Η–Ι ―Ä–Β–Ε–Η–Φ ―Ä–Α–±–Ψ―²―΄: –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –¥–Μ―è –Κ–Α–Ε–¥–Ψ–Ι –Κ―Ä–Α―¹–Κ–Η –Φ–Ψ–Ϋ―²–Η―Ä―É―é―²―¹―è –Ϋ–Α –Ψ―¹–Ϋ–Α―â–Β–Ϋ–Ϋ–Ψ–Ι ―¹–Ω―É―¹–Κ–Α–Β–Φ–Ψ–Ι –Ω–Μ–Α–Ϋ–Κ–Ψ–Ι –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β, –Κ–Ψ―²–Ψ―Ä–Α―è –Ϋ–Α―²―è–≥–Η–≤–Α–Β―²―¹―è –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä. –ö–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, ―ç―²–Α –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Α―è –Ψ―¹–Ϋ–Ψ–≤–Α –Η–Φ–Β–Β―² ―²–Ψ–Μ―â–Η–Ϋ―É –Ψ―² 0,20 –¥–Ψ 0,35 –Φ–Φ. –ß―²–Ψ–±―΄ –Ω―Ä–Ψ―΅–Ϋ–Ψ –Ϋ–Α―²―è–Ϋ―É―²―¨ –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ―É―é –Ψ―¹–Ϋ–Ψ–≤―É –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä, –Η–Φ–Β―é―²―¹―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄. –ù–Α–Η–±–Ψ–Μ–Β–Β ―à–Η―Ä–Ψ–Κ–Ψ ―Ä–Α―¹–Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ–Β–Ϋ–Α ―²–Β―Ö–Ϋ–Η–Κ–Α, –Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―â–Α―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨ –Φ–Ψ–Ϋ―²–Α–Ε –Κ―Ä–Α―è ―¹–Ψ ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Κ–Μ–Α–Ω–Α–Ϋ–Α –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Ω―É―¹–Κ–Α–Β–Φ–Ψ–Ι –Ω–Μ–Α–Ϋ–Κ–Η, –Α –Ζ–Α–¥–Ϋ–Β–≥–Ψ –Κ―Ä–Α―è βÄî –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω–Η―¹―²–Ψ–Ϋ–Ψ–≤. I [–Μ–Α–Ϋ–Κ–Α –Ϋ–Α–≤–Β―à–Η–≤–Α–Β―²―¹―è –Ϋ–Α ―¹–Ω–Β―Ü–Η–Α–Μ―¨- ¬Ϊ¬Μ –Ϋ–Ψ –Ω―Ä–Β–¥―É―¹–Φ–Ψ―²―Ä–Β–Ϋ–Ϋ―É―é –¥–Μ―è ―ç―²–Ψ- –≥–Ψ –Κ―Ä–Ψ–Φ–Κ―É ―¹–Ψ ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Κ–Μ–Α–Ω–Α–Ϋ–Α, ―²―É–≥–Ψ –Ϋ–Α―²―è–≥–Η–≤–Α–Β―²―¹―è –Ϋ–Α–Ζ–Α–¥ –Η –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ϋ–Α―²―è–Ε–Ϋ–Ψ–Ι ―Ä–Β–Ζ–Η–Ϋ―΄ –Ϋ–Α ―Ä–Α―¹―¹―²–Ψ―è–Ϋ–Η–Η ―¹–±–Ψ–Κ―É –Ψ―² 15 –¥–Ψ 20 ―¹–Φ –Ζ–Α–Ε–Η–Φ–Α–Β―²―¹―è ―¹–Ζ–Α–¥–Η. –î–Μ―è –Φ–Ψ–Ϋ―²–Α–Ε–Α ―³–Ψ―Ä–Φ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι –¥–Μ–Η–Ϋ―΄ –Φ–Ψ–Ε–Β―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨―¹―è –Ϋ–Α―²―è–Ε–Ϋ–Α―è ―Ä–Β–Ζ–Η–Ϋ–Α ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–Ι –¥–Μ–Η–Ϋ―΄.
–î―Ä―É–≥–Ψ–Ι –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨―é
―è–≤–Μ―è–Β―²―¹―è –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α, –Ψ―¹–Ϋ–Α―â–Β–Ϋ–Ϋ–Α―è –Ϋ–Α―²―è–Ε–Ϋ―΄–Φ–Η –Ω–Μ–Α–Ϋ–Κ–Α–Φ–Η ―¹ –Ψ–±–Β–Η―Ö ―¹―²–Ψ―Ä–Ψ–Ϋ,
–Κ–Ψ―²–Ψ―Ä–Α―è ―Ä–Α―¹–Ω–Ψ–Μ–Α–≥–Α–Β―²―¹―è –≤–Ψ–Κ―Ä―É–≥ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α, –Ϋ–Α–≤–Β―à–Η–≤–Α–Β―²―¹―è –Ϋ–Α –Κ―Ä–Ψ–Φ–Κ―É ―¹–Ψ ―¹―²–Ψ―Ä–Ψ–Ϋ―΄
–Κ–Μ–Α–Ω–Α–Ϋ–Α –Η –Ζ–Α–¥–Ϋ―é―é –Κ―Ä–Ψ–Φ–Κ―É –Η –Ζ–Α–Ε–Η–Φ–Α–Β―²―¹―è. –ù–Ψ ―ç―²–Α ―²–Β―Ö–Ϋ–Η–Κ–Α ―²―Ä–Β–±―É–Β―² –¥–Μ―è –Κ–Α–Ε–¥–Ψ–≥–Ψ
–Φ–Ψ–Ϋ―²–Α–Ε–Α –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ψ―¹–Ϋ–Ψ–≤―΄, –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é –Ψ–±―²―è–≥–Η–≤–Α―é―â–Β–Ι ―³–Ψ―Ä–Φ–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä. –ö―Ä–Ψ–Φ–Β
―²–Ψ–≥–Ψ, ―¹―É―â–Β―¹―²–≤―É―é―² –Ω–Β―΅–Α―²–Ϋ―΄–Β
–Φ–Α―à–Η–Ϋ―΄, ―³–Ψ―Ä–Φ–Ϋ―΄–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä―΄ –Κ–Ψ―²–Ψ―Ä―΄―Ö –Ψ―¹–Ϋ–Α―â–Β–Ϋ―΄ –≤–Α–Κ―É―É–Φ–Ϋ–Ψ–Ι ―¹–Η―¹―²–Β–Φ–Ψ–Ι, ―É–¥–Β―Ä–Ε–Η–≤–Α―é―â–Β–Ι
–Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―É―é –Ω–Μ–Β–Ϋ–Κ―É –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β. –‰–Ζ-–Ζ–Α –≤–Α–Κ―É―É–Φ–Ϋ―΄―Ö –Κ–Α–Ϋ–Α–Μ–Ψ–≤ –¥–Μ―è ―²–Α–Κ–Η―Ö –Φ–Α―à–Η–Ϋ
―²―Ä–Β–±―É–Β―²―¹―è –±–Ψ–Μ–Β–Β ―²–Ψ–Μ―¹―²–Α―è –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α.
–ü―Ä–Η –Φ–Ψ–Ϋ―²–Α–Ε–Β –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –≤―΄–Ω–Ψ–Μ–Ϋ―è―é―²―¹―è ―¹–Μ–Β–¥―É―é―â–Η–Β –Ψ–Ω–Β―Ä–Α―Ü–Η–Η: –¥–Μ―è –Ζ–Α–Κ–Α–Ζ–Α –≥–Ψ―²–Ψ–≤–Η―²―¹―è –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–≥–Ψ ―³–Ψ―Ä–Φ–Α―²–Α –Η –Ψ―¹–Ϋ–Α―â–Α–Β―²―¹―è –Ϋ–Α―²―è–Ε–Ϋ–Ψ–Ι –Ω–Μ–Α–Ϋ–Κ–Ψ–Ι. –ü–Β―Ä–Β–¥ –Φ–Ψ–Ϋ―²–Α–Ε–Ψ–Φ –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Ϋ–Α–Ϋ–Ψ―¹–Η―²―¹―è –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ―è―è –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α, ―¹ –Κ–Ψ―²–Ψ―Ä–Ψ–Ι ―É–¥–Α–Μ―è–Β―²―¹―è ―É–Ζ–Κ–Α―è –Ω–Ψ–Μ–Ψ―¹–Α –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –±―É–Φ–Α–≥–Η ―à–Η―Ä–Η–Ϋ–Ψ–Ι –≤ –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ ―¹–Α–Ϋ―²–Η–Φ–Β―²―Ä–Ψ–≤, ―΅―²–Ψ–±―΄ –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α –Φ–Ψ–≥–Μ–Α –Ω–Β―Ä–Β–¥–≤–Η–≥–Α―²―¨―¹―è –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ–Β, –Ϋ–Β –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―è―¹―¨ –Κ –Ϋ–Β–Ι. –½–Α―²–Β–Φ –Ω–Β―΅–Α―²–Ϋ–Α―è ―³–Ψ―Ä–Φ–Α ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β―²―¹―è –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ―É-–Ψ―¹–Ϋ–Ψ–≤―É, ―¹ –Κ–Ψ―²–Ψ―Ä–Ψ–Ι ―É–¥–Α–Μ―è―é―²―¹―è –Ψ―¹―²–Α―²–Κ–Η –Ζ–Α―â–Η―²–Ϋ–Ψ–Ι –±―É–Φ–Α–≥–Η, ―΅―²–Ψ–±―΄ ―³–Ψ―Ä–Φ–Α ―²–Β–Ω–Β―Ä―¨ –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é –Ω―Ä–Η–Κ–Μ–Β–Η–Μ–Α―¹―¨ –Κ –Ψ―¹–Ϋ–Ψ–≤–Β. –ü–Ψ―¹–Μ–Β ―²–Ψ–≥–Ψ –Κ–Α–Κ ―¹–Φ–Ψ–Ϋ―²–Η―Ä–Ψ–≤–Α–Ϋ―΄ –≤―¹–Β ―³–Ψ―Ä–Φ―΄, –Ϋ–Α –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―é―²―¹―è ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Η–Β –Ω–Η―¹―²–Ψ–Ϋ―΄. –î–Μ―è –Ω―Ä–Β–¥–Ψ―²–≤―Ä–Α―â–Β–Ϋ–Η―è –Ω―Ä–Ψ–Ϋ–Η–Κ–Ϋ–Ψ–≤–Β–Ϋ–Η―è –≤–Ψ–¥―΄ –Φ–Β–Ε–¥―É ―³–Ψ―Ä–Φ–Ψ–Ι –Η –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι –≤–Ψ –≤―Ä–Β–Φ―è –Ψ―΅–Η―¹―²–Κ–Η –Κ―Ä–Α―è ―³–Ψ―Ä–Φ―΄ ―¹–Κ–Μ–Β–Η–≤–Α―é―²―¹―è. –î–Μ―è –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ–≥–Ψ ―Ä–Α–Ζ–Φ–Β―â–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ–Β-–Ψ―¹–Ϋ–Ψ–≤–Β ―¹―É―â–Β―¹―²–≤―É―é―² ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η.
6.8.5.3. –€–Ψ–Ϋ―²–Α–Ε –≤―Ä―É―΅–Ϋ―É―é
–€–Ψ–Ϋ―²–Α–Ε–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –≤ –Ω–Μ–Ψ―¹–Κ–Ψ–Φ –≤–Η–¥–Β ―Ä–Α–Ζ–Φ–Β―â–Α–Β―²―¹―è –Ϋ–Α ―¹―²–Ψ–Μ–Β, –Ϋ–Α –Ω–Μ–Β–Ϋ–Κ―É-–Ψ―¹–Ϋ–Ψ–≤―É –Ϋ–Α–Ϋ–Ψ―¹―è―²―¹―è –≤―¹–Ω–Ψ–Φ–Ψ–≥–Α―²–Β–Μ―¨–Ϋ―΄–Β –Μ–Η–Ϋ–Η–Η –Η–Μ–Η –Ω–Ψ–¥ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―É―é –Ω–Μ–Β–Ϋ–Κ―É –Ω–Ψ–¥- –Κ–Μ–Α–¥―΄–≤–Α–Β―²―¹―è ―É–Κ–Ψ―Ä–Ψ―΅–Β–Ϋ–Ϋ―΄–Ι ―΅–Β―Ä―²–Β–Ε –¥–Μ―è –Ω–Ψ―¹–Μ–Β–¥―É―é―â–Β–Ι –≤―΄―¹–Β―΅–Κ–Η –Η –Ψ–±―Ä–Β–Ζ–Α. –ß–Β―Ä―²–Β–Ε ―É–Κ–Ψ―Ä–Α―΅–Η–≤–Α–Β―²―¹―è –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹–Ψ ―¹–Ω–Β―Ü–Η―³–Η–Κ–Α―Ü–Η–Β–Ι –Φ–Α―à–Η–Ϋ―΄, –Ω–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É ―³–Ψ―Ä–Φ–Α –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β ―É–¥–Μ–Η–Ϋ―è–Β―²―¹―è –Η–Ζ-–Ζ–Α –Η–Ζ–≥–Η–±–Α.
–ï―â–Β –Ψ–¥–Ϋ–Α –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Μ―è–Β―²―¹―è –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β–Φ –Ω–Ψ–Ζ–Η―²–Η–≤–Ϋ―΄―Ö –Ω–Μ–Β–Ϋ–Ψ–Κ. –≠―²–Η –Ω–Μ–Β–Ϋ–Κ–Η, –Κ–Ψ―²–Ψ―Ä―΄–Β ―¹–Ψ–¥–Β―Ä–Ε–Α―² ―²–Ψ―΅–Ϋ―É―é –Η–Ζ–Ψ–±―Ä–Α–Ζ–Η―²–Β–Μ―¨–Ϋ―É―é –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é –Φ–Ψ–Ϋ―²–Η―Ä―É–Β–Φ―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Φ–Ψ–Ϋ―²–Η―Ä―É―é―²―¹―è –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –Φ–Α–Κ–Β―²–Ψ–Φ –Η ―É–Κ–Μ–Α–¥―΄–≤–Α―é―²―¹―è –Ω–Ψ–¥ –Ω–Μ–Β–Ϋ–Κ―É-–Ψ―¹–Ϋ–Ψ–≤―É. –Δ–Β–Ω–Β―Ä―¨ –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ –Φ–Ψ–≥―É―² ―²–Ψ―΅–Ϋ–Ψ –Φ–Ψ–Ϋ―²–Η―Ä–Ψ–≤–Α―²―¨―¹―è –Ϋ–Α ―ç―²–Η―Ö –Ω–Μ–Β–Ϋ–Κ–Α―Ö. –î–Μ―è –Φ–Ψ–Ϋ―²–Α–Ε–Α –≤―Ä―É―΅–Ϋ―É―é ―Ä–Β–Κ–Ψ–Φ–Β–Ϋ–¥―É–Β―²―¹―è –Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ–Α―è –Μ–Η–Ω–Κ–Α―è –Μ–Η–≥–≥–Α, –Α ―²–Α–Κ–Ε–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Β ―¹―²–Ψ–Μ–Α ―¹ –Ω–Ψ–¥―¹–≤–Β―²–Κ–Ψ–Ι. –î–Μ―è ―ç―²–Ψ–≥–Ψ ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Α–Ϋ―΄ ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Β –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Β ―¹―²–Ψ–Μ―΄, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ω―Ä–Β–¥–Ψ―¹―²–Α–≤–Μ―è―é―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ ―¹–¥–Β–Μ–Α―²―¨ –Ω―Ä–Ψ–±–Ϋ―΄–Ι –Ψ―²―²–Η―¹–Κ –Ω–Β―Ä–≤–Ψ–Ι –Κ―Ä–Α―¹–Κ–Ψ–Ι –Ϋ–Α –Ω–Μ–Α―¹―²–Η–Ϋ–Β –Η–Ζ –Ω–Μ–Β–Κ―¹–Η–≥–Μ–Α―¹–Α. –ü–Ψ―¹–Μ–Β –Φ–Ψ–Ϋ―²–Α–Ε–Α ―³–Ψ―Ä–Φ–Α –Ζ–Α–Κ–Α―²―΄–≤–Α–Β―²―¹―è –Ω–Β―Ä–≤–Ψ–Ι –Κ―Ä–Α―¹–Κ–Ψ–Ι. –½–Α―²–Β–Φ –Ω–Μ–Α―¹―²–Η–Ϋ–Α –Η–Ζ –Ω–Μ–Β–Κ―¹–Η–≥–Μ–Α―¹–Α –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ–≥–Ψ –Φ–Β―Ö–Α–Ϋ–Η–Ζ–Φ–Α –Ω–Ψ–Φ–Β―â–Α–Β―²―¹―è –Ϋ–Α–¥ ―ç―²–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι –Η –Ω―Ä–Η–Ε–Η–Φ–Α–Β―²―¹―è –Κ –Ϋ–Β–Ι, ―΅―²–Ψ–±―΄ –Κ―Ä–Α―¹–Κ–Α ―¹ ―³–Ψ―Ä–Φ―΄ –±―΄–Μ–Α –Ω–Β―Ä–Β–Ϋ–Β―¹–Β–Ϋ–Α –Ϋ–Α –Ω–Μ–Α―¹―²–Η–Ϋ―É. –Γ–Μ–Β–¥―É―é―â–Η–Β –Κ―Ä–Α―¹–Κ–Η –¥–Ψ–Μ–Ε–Ϋ―΄ ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤―΄–≤–Α―²―¨―¹―è ―¹ –Ω–Β―Ä–≤–Ψ–Ι –Κ―Ä–Α―¹–Κ–Ψ–Ι.
6.8.5.4.¬† –Γ–Η―¹―²–Β–Φ―΄ –Ω―Ä–Η–≤–Ψ–¥–Κ–Η
–ü―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η ―¹–Η―¹―²–Β–Φ –Ω―Ä–Η–≤–Ψ–¥–Κ–Η –Ϋ–Α –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ–Α―Ö ―¹ –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Ψ–Ι, –Α ―²–Α–Κ–Ε–Β –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β –≤―΄―¹–≤–Β―Ä–Μ–Η–≤–Α―é―²―¹―è –Ψ―²–≤–Β―Ä―¹―²–Η―è. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–Β ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –Φ–Ψ–Ε–Β―² –Ω―Ä–Η–±–Μ–Η–Ε–Α―²―¨―¹―è –Κ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β –≤ –Μ―é–±–Ψ–Ι –Ω–Ψ–Ζ–Η―Ü–Η–Η. –≠―²–Ψ –Φ–Ψ–Ε–Ϋ–Ψ –Ψ―¹―É―â–Β―¹―²–≤–Η―²―¨ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω–Ψ–≤–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι –Κ–Α–Φ–Β―Ä―΄. –ü–Ψ―¹–Μ–Β –Ω–Ψ–≤–Ψ―Ä–Ψ―²–Α –Κ–Α–Φ–Β―Ä―΄ ―¹–≤–Β―Ä–Μ–Ψ ―²–Ψ―΅–Ϋ–Ψ ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β―²―¹―è –Ϋ–Α –Β–Β –Φ–Β―¹―²–Ψ.
–î―Ä―É–≥–Η–Β ―¹–Η―¹―²–Β–Φ―΄ ―Ä–Α–±–Ψ―²–Α―é―² ―¹ –Ω―Ä–Ψ―΅–Ϋ–Ψ –Ζ–Α―³–Η–Κ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Κ–Α–Φ–Β―Ä–Ψ–Ι –Η ―¹–≤–Β―Ä–Μ–Ψ–Φ. –ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄―Ö –Ψ–Ω―²–Η―΅–Β―¹–Κ–Η―Ö –Ω―Ä–Η–Ζ–Φ ―²–Ψ―΅–Ϋ–Ψ –Ϋ–Α–Φ–Β―΅–Α–Β―²―¹―è –Φ–Β―¹―²–Ψ ―¹–≤–Β―Ä–Μ–Β–Ϋ–Η―è. –½–Α―²–Β–Φ –≤ –≤―΄―¹–≤–Β―Ä–Μ–Β–Ϋ–Ϋ―΄–Β –Ψ―²–≤–Β―Ä―¹―²–Η―è –≤―¹―²–Α–≤–Μ―è―é―²―¹―è ―à―²–Η―³―²―΄ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–≥–Ψ ―Ä–Α–Ζ–Φ–Β―Ä–Α. –ü–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄ ―¹ –≤―΄―¹–≤–Β―Ä–Μ–Β–Ϋ–Ϋ―΄–Φ–Η –Ψ―²–≤–Β―Ä―¹―²–Η―è–Φ–Η –Φ–Ψ–≥―É―² –Ω―Ä–Ψ―¹―²–Ψ –Ϋ–Α―¹–Α–Ε–Η–≤–Α―²―¨―¹―è –Ϋ–Α ―à―²–Η―³―²―΄.
–ö–Α–Κ –Φ–Ψ–Ϋ―²–Α–Ε –≤―Ä―É―΅–Ϋ―É―é, ―²–Α–Κ –Η –Φ–Ψ–Ϋ―²–Α–Ε –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Η―¹―²–Β–Φ –Ω―Ä–Η–≤–Ψ–¥–Κ–Η ―¹–Η–Μ―¨–Ϋ–Ψ –Ψ–≥―Ä–Α–Ϋ–Η―΅–Β–Ϋ―΄ –≤ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –Η ―²–Ψ―΅–Ϋ–Ψ―¹―²–Η. –ü–Ψ–≤―΄―à–Β–Ϋ–Η―ë ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι –Κ–Μ–Η–Β–Ϋ―²–Ψ–≤ –Κ –Κ–Α―΅–Β―¹―²–≤―É, –Α ―²–Α–Κ–Ε–Β –±–Ψ–Μ–Β–Β –≤―΄―¹–Ψ- –Κ–Α―è ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Ϋ–Ψ–≤–Ψ–≥–Ψ –Ω–Ψ–Κ–Ψ–Μ–Β–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ―΄―Ö –Φ–Α―à–Η–Ϋ –≤ –Ψ―²–Ϋ–Ψ―à–Β–Ϋ–Η–Η ―¹–Ψ–±–Μ―é–¥–Β–Ϋ–Η―è –Ω―Ä–Η–≤–Ψ–¥–Κ–Η ―²―Ä–Β–±―É―é―² –±–Ψ–Μ–Β–Β –≤―΄―¹–Ψ–Κ–Ψ–≥–Ψ ―Ä–Α–Ζ–≤–Η―²–Η―è ―²–Β―Ö–Ϋ–Η–Κ–Η –Φ–Ψ–Ϋ―²–Α–Ε–Α.
6.8.5.5.¬† –½–Β―Ä–Κ–Α–Μ―¨–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄
–½–Β―Ä–Κ–Α–Μ―¨–Ϋ―΄–Β ―¹–Η―¹―²–Β–Φ―΄ ―Ä–Α–±–Ψ―²–Α―é―² –Ω–Ψ ―²–Ψ–Φ―É –Ε–Β –Ω―Ä–Η–Ϋ―Ü–Η–Ω―É, –Κ–Ψ―²–Ψ―Ä―΄–Ι –±―΄–Μ –Ψ–Ω–Η―¹–Α–Ϋ –≤ ―Ä–Α–Ζ–¥–Β–Μ–Β 6.8.4.3. –£–Φ–Β―¹―²–Ψ –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è –¥–Μ―è ―³–Ψ―Ä–Φ–Ϋ–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –≤ ―¹–Μ―É―΅–Α–Β –Φ–Ψ–Ϋ―²–Α–Ε–Α –¥–Μ―è –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η –Ψ–Ϋ–Η –Η–Φ–Β―é―² –≤―¹―²―Ä–Ψ–Β–Ϋ–Ϋ―΄–Ι –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ―΄–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä, –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²―¨ –Κ–Ψ―²–Ψ―Ä–Ψ–≥–Ψ –¥–Ψ–Μ–Ε–Ϋ–Α ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Ψ–≤–Α―²―¨ –Ψ–Κ―Ä―É–Ε–Ϋ–Ψ―¹―²–Η ―¹–Α–Φ–Ψ–≥–Ψ –±–Ψ–Μ―¨―à–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β.
–≠―²–Ψ―² ―Ü–Η–Μ–Η–Ϋ–¥―Ä –Η–Φ–Β–Β―² –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η–Β –¥–Μ―è –Ϋ–Α―²―è–Ε–Ϋ–Ψ–Ι –Ω–Μ–Α–Ϋ–Κ–Η, ―΅―²–Ψ–±―΄ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α –Φ–Ψ–≥–Μ–Α –Ϋ–Α―²―è–≥–Η–≤–Α―²―¨―¹―è ―²–Α–Κ –Ε–Β, –Κ–Α–Κ –Η –≤ –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Β. –ù–Α –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―é―²―¹―è –Ψ―²–¥–Β–Μ―¨–Ϋ―΄–Β –Ω–Β―΅–Α―²–Ϋ―΄–Β ―³–Ψ―Ä–Φ―΄, –Η –Ϋ–Α –Ω―Ä–Η–Ε–Η–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω―Ä–Ψ–±–Ϋ–Α―è –Ω–Β―΅–Α―²―¨ –≤―¹–Β–Φ–Η –Κ―Ä–Α―¹–Κ–Α–Φ–Η.
–ü―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Α ―ç―²–Η―Ö –Ψ–Ω―²–Η―΅–Β―¹–Κ–Η―Ö ―¹–Η―¹―²–Β–Φ –¥–Μ―è –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ζ–Α–Κ–Μ―é―΅–Α―é―²―¹―è –≤ ―²–Ψ–Φ, ―΅―²–Ψ ―¹―É―â–Β―¹―²–≤―É―é―â–Η–Ι –Φ–Ψ–Ϋ―²–Α–Ε –¥–Α–Ε–Β –±–Β–Ζ –Ω―Ä–Η–≤–Ψ–¥–Ψ―΅–Ϋ―΄―Ö –Κ―Ä–Β―¹―²–Ψ–≤ –Φ–Ψ–Ε–Ϋ–Ψ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²―¨ –Η–Μ–Η –Η–Ζ–Φ–Β–Ϋ–Η―²―¨. –ù–Β–¥–Ψ―¹―²–Α―²–Κ–Η –Ζ–Α–Κ–Μ―é―΅–Α―é―²―¹―è –≤ –Ψ―à–Η–±–Κ–Β –Ω–Α―Ä–Α–Μ–Μ–Α–Κ―¹―΄, –Κ–Ψ―²–Ψ―Ä–Α―è –≤–Ψ–Ζ–Ϋ–Η–Κ–Α–Β―² –Η–Ζ-–Ζ–Α ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―É–≥–Μ–Ψ–≤ –Ϋ–Α–±–Μ―é–¥–Β–Ϋ–Η―è ―΅–Β―Ä–Β–Ζ –Ω–Ψ–Μ―É–Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ–Ψ–Β –Ζ–Β―Ä–Κ–Α–Μ–Ψ.
6.8.5.6. –Γ–Η―¹―²–Β–Φ―΄ ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η
–£ –Ψ―²–Ϋ–Ψ―à–Β–Ϋ–Η–Η ―²–Ψ―΅–Ϋ–Ψ―¹―²–Η, –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –Η –Ω―Ä–Η–≥–Ψ–¥–Ϋ–Ψ―¹―²–Η –¥–Μ―è ―Ä–Β–Ω―Ä–Ψ–¥―É―Ü–Η―Ä–Ψ–≤–Α–Ϋ–Η―è ―¹–Η―¹―²–Β–Φ―΄ ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η –Ω―Ä–Β–¥―¹―²–Α–≤–Μ―è―é―² ―¹–Ψ–±–Ψ–Ι –≤―΄―¹―à–Η–Ι ―¹―²–Α–Ϋ–¥–Α―Ä―² ―²–Β―Ö–Ϋ–Η–Κ–Η –Φ–Ψ–Ϋ―²–Α–Ε–Α, –≤–Κ–Μ―é―΅–Α―è ―²–Α–Κ–Ε–Β –Φ–Ψ–Ϋ―²–Α–Ε –¥–Μ―è –Ϋ–Β–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ζ–Α–Ω–Β―΅–Α―²―΄–≤–Α–Ϋ–Η―è –≥–Ψ―³―Ä–Ψ–Κ–Α―Ä―²–Ψ–Ϋ–Α. –†–Α–Ζ–Μ–Η―΅–Α―é―²―¹―è –¥–≤–Α –≤–Η–¥–Α ―¹–Η―¹―²–Β–Φ ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η: ―¹ –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Ϋ–Ψ–Ι –Ω–Ψ–¥–¥–Β―Ä–Ε–Κ–Ψ–Ι –Η –±–Β–Ζ –Ϋ–Β–Β. –ü―Ä–Η–Ϋ―Ü–Η–Ω –¥–Β–Ι―¹―²–≤–Η―è ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É–Β―² ―¹–Η―¹―²–Β–Φ–Β ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η, –Ψ–Ω–Η―¹–Α–Ϋ–Ϋ–Ψ–Ι –≤ ―Ä–Α–Ζ–¥–Β–Μ–Β 6.8.4.4.
–‰–Φ–Β―é―²―¹―è ―Ä–Α–Ζ–Μ–Η―΅–Η―è: –Φ–Ψ–Ϋ―²–Α–Ε –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Μ–Η–±–Ψ –Ϋ–Α –Κ―Ä―É–≥–Μ–Ψ–Φ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β, –Μ–Η–±–Ψ –Ϋ–Α –Ω–Μ–Ψ―¹–Κ–Ψ–Φ –Φ–Ψ–Ϋ―²–Α–Ε–Ϋ–Ψ–Φ ―¹―²–Ψ–Μ–Β. –Γ―É―â–Β―¹―²–≤―É―é―² ―¹–Η―¹―²–Β–Φ―΄ ―¹ –Κ–Α–Φ–Β―Ä–Α–Φ–Η, –Ψ―¹–Ϋ–Α―â–Β–Ϋ–Ϋ―΄–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ, –Κ–Ψ―²–Ψ―Ä―΄–Β ―Ä–Α–±–Ψ―²–Α―é―² –±–Β–Ζ –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Ϋ–Ψ–Ι –Ω–Ψ–¥–¥–Β―Ä–Ε–Κ–Η, –Α ―²–Α–Κ–Ε–Β ―¹–Η―¹―²–Β–Φ―΄ ―¹ –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Ϋ–Ψ–Ι –Ω–Ψ–¥–¥–Β―Ä–Ε–Κ–Ψ–Ι. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Η –Κ –Ω–Μ–Ψ―¹–Κ–Ψ–Φ―É –Φ–Ψ–Ϋ―²–Α–Ε―É. –£ –Ω–Ψ–Μ―¨–Ζ―É –Κ―Ä―É–≥–Μ–Ψ–≥–Ψ –Φ–Ψ–Ϋ―²–Α–Ε–Α –≥–Ψ–≤–Ψ―Ä–Η―² ―³–Α–Κ―², ―΅―²–Ψ –Ω―Ä–Ψ–±–Μ–Β–Φ–Α ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―É–¥–Μ–Η–Ϋ–Β–Ϋ–Η–Ι ―Ü–Β–Μ―¨–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –¥–Μ―è –Ψ–¥–Ϋ–Ψ–Ι –Κ―Ä–Α―¹–Κ–Η, –Α ―²–Α–Κ–Ε–Β –Φ–Β–Μ–Κ–Η―Ö ―³–Ψ―Ä–Φ –¥–Μ―è –¥―Ä―É–≥–Ψ–Ι –Κ―Ä–Α―¹–Κ–Η, –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―â–Η―Ö –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ–Ψ–Φ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β, ―΅–Α―¹―²–Η―΅–Ϋ–Ψ –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Η―Ä―É–Β―²―¹―è.
–ù–Β–¥–Ψ―¹―²–Α―²–Ψ–Κ –Κ―Ä―É–≥–Μ–Ψ–≥–Ψ –Φ–Ψ–Ϋ―²–Α–Ε–Α –Ζ–Α–Κ–Μ―é―΅–Α–Β―²―¹―è –≤ ―Ä–Β–Ε–Η–Φ–Β ―Ä–Α–±–Ψ―²―΄. –ü–Ψ―¹–Κ–Ψ–Μ―¨–Κ―É –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α –≤ –Ω–Μ–Ψ―¹–Κ–Ψ–Φ –≤–Η–¥–Β –Ϋ–Α–Ϋ–Ψ―¹–Η―²―¹―è –Ϋ–Α –Ψ–±–Ψ―Ä–Ψ―²–Ϋ―É―é ―¹―²–Ψ―Ä–Ψ–Ϋ―É –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄, –Α –≤ –Κ―Ä―É–≥–Μ–Ψ–Φ –≤–Η–¥–Β –Φ–Ψ–Ϋ―²–Η―Ä―É–Β―²―¹―è –Ϋ–Α –Ω–Ψ–Μ–Η―ç―³–Η―Ä–Ϋ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Β, –≤–Ϋ―É―²―Ä–Η –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η –Φ–Ψ–Ε–Β―² –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―²―¨ –Ϋ–Α–Ω―Ä―è–Ε–Β–Ϋ–Η–Β, –Κ–Ψ―²–Ψ―Ä–Ψ–Β –Φ–Ψ–Ε–Β―² –Ω―Ä–Η–≤–Β―¹―²–Η –Κ –Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―é –≤–Ψ–Ζ–¥―É―à–Ϋ―΄―Ö –Ω―É–Ζ―΄―Ä―¨–Κ–Ψ–≤. –ï―¹–Μ–Η –Φ–Ψ–Ϋ―²–Α–Ε –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –≤ –Ω–Μ–Ψ―¹–Κ–Ψ–Φ –≤–Η–¥–Β, ―ç―²–Η –Ω―Ä–Ψ–±–Μ–Β–Φ―΄ –Ϋ–Β –≤–Ψ–Ζ–Ϋ–Η–Κ–Α―é―². –ü―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―¹–Η―¹―²–Β–Φ –Ω–Μ–Ψ―¹–Κ–Ψ–≥–Ψ –Φ–Ψ–Ϋ―²–Α–Ε–Α ―¹ komi ―à―é―²–Β―Ä–Ϋ–Ψ–Ι –Ω–Ψ–¥–¥–Β―Ä–Ε–Κ–Ψ–Ι –Φ–Ψ–Ε–Ϋ–Ψ ―Ä–Β―à–Α―²―¨ ―²–Α–Κ–Ε–Β –Η –Ω―Ä–Ψ–±–Μ–Β–Φ―΄ ―É–¥–Μ–Η–Ϋ–Β–Ϋ–Η–Ι ―Ü–Β–Μ―¨–Ϋ―΄―Ö –Η ―¹–Ψ―¹―²–Α–≤–Ϋ―΄―Ö ―³–Ψ―Ä–Φ.
6.8.6. –Γ–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η–Β―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ―΄
–ü–Β―Ä–≤–Ψ–Β –Ω―Ä–Ψ–Φ―΄―à–Μ–Β–Ϋ–Ϋ–Ψ–Β –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η―Ö―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ –Ω―Ä–Η―Ö–Ψ–¥–Η―²―¹―è –Ϋ–Α 1845 –≥–Ψ–¥. 1–Ψ–≥–¥–Α ―Ä–Β―Ü–Β–Ω―²―É―Ä–Α –≤–Κ–Μ―é―΅–Α–Μ–Α –Ϋ–Α―²―É―Ä–Α–Μ―¨–Ϋ―΄–Ι –Κ–Α―É―΅―É–Κ –Η ―¹–Φ–Ψ–Μ―΄ –¥–Μ―è –Φ–Β–¥–Η―Ü–Η–Ϋ―¹–Κ–Ψ–≥–Ψ –Ω–Μ–Α―¹―²―΄―Ä―è, –Ζ–Α–Ω–Α―²–Β–Ϋ―²–Ψ–≤–Α–Ϋ–Ϋ–Ψ–≥–Ψ –≤ –Γ–®–ê. –Γ–Β–≥–Ψ–¥–Ϋ―è―à–Ϋ―è―è ―Ä–Β―Ü–Β–Ω―²―É―Ä–Α –Η ―¹―³–Β―Ä―΄ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è –Ψ―΅–Β–Ϋ―¨ –Φ–Ϋ–Ψ–≥–Ψ–≥―Ä–Α–Ϋ–Ϋ―΄, ―². –Β. ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â―É―é―¹―è –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―é –Φ–Ψ–Ε–Ϋ–Ψ –Ϋ–Α–Ι―²–Η –Ω–Ψ―΅―²–Η –≤–Ψ –≤―¹–Β―Ö ―¹―³–Β―Ä–Α―Ö.
–ß―²–Ψ ―¹–Μ–Β–¥―É–Β―² –Ω–Ψ–Ϋ–Η–Φ–Α―²―¨ –Ω–Ψ–¥ ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η–Φ–Η―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Α–Φ–Η? –†–Β―΅―¨ –Η–¥–Β―² –Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α―Ö, –Κ–Ψ―²–Ψ―Ä―΄–Β ―¹–Ψ―Ö―Ä–Α–Ϋ―è―é―² ―¹–≤–Ψ―é –Μ–Η–Ω–Κ–Ψ―¹―²―¨ –Ϋ–Α –Ω―Ä–Ψ―²―è–Ε–Β–Ϋ–Η–Η –Ω―Ä–Β–¥–Ω–Ψ–Μ–Α–≥–Α–Β–Φ–Ψ–≥–Ψ ―¹―Ä–Ψ–Κ–Α ―¹–Μ―É–Ε–±―΄. –≠―²–Ψ –Ψ–Ζ–Ϋ–Α―΅–Α–Β―², ―΅―²–Ψ ―²–Α–Κ–Η–Β –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ –Η –Ω–Ψ –Ψ–Κ–Ψ–Ϋ―΅–Α–Ϋ–Η–Η –Ω―Ä–Ψ―Ü–Β―¹―¹–Α –Ω–Μ–Β–Ϋ–Κ–Ψ–Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―è –¥–Ψ–Μ–Ε–Ϋ―΄ –Η–Φ–Β―²―¨ ―¹–≤–Ψ―é ―¹–Ψ–±―¹―²–≤–Β–Ϋ–Ϋ―É―é –Μ–Η–Ω–Κ–Ψ―¹―²―¨.
6.8.6.1. –Ξ–Η–Φ–Η―΅–Β―¹–Κ–Η–Ι ―¹–Ψ―¹―²–Α–≤ ―Ä–Β―Ü–Β–Ω―²―É―Ä―΄ ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η―Ö―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤
–Γ–Β–≥–Ψ–¥–Ϋ―è –Η–Ζ–≤–Β―¹―²–Ϋ–Ψ –Φ–Ϋ–Ψ–Ε–Β―¹―²–≤–Ψ –±–Α–Ζ–Ψ–≤―΄―Ö –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–≤, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ϋ–Α―Ö–Ψ–¥―è―² –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β –¥–Μ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η―Ö―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―¹―³–Β―Ä―΄ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è, ―²–Β―Ö–Ϋ–Η–Κ–Η, –Ϋ–Α―Ö–Ψ–¥―è―â–Β–Ι―¹―è –≤ ―Ä–Α―¹–Ω–Ψ―Ä―è–Ε–Β–Ϋ–Η–Η –¥–Μ―è –≤―΄–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η―è –Ζ–Α–Κ–Α–Ζ–Α, –Η ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι –Κ ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Β–Φ―É―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ―É –¥–Ψ–Μ–Ε–Ϋ–Ψ –±―΄―²―¨ –Ω―Ä–Ψ–Η–Ζ–≤–Β–¥–Β–Ϋ–Ψ ―²–Ψ―΅–Ϋ–Ψ–Β ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Β―Ü–Β–Ω―²―É―Ä―΄.
–†–Β―Ü–Β–Ω―²―É―Ä–Α –Φ–Ψ–Ε–Β―² ―¹–Ψ―¹―²–Α–≤–Μ―è―²―¨―¹―è –Η–Ζ:
–Ε–Η–¥–Κ–Ψ–Ιq>a3bi (–¥–Η―¹–Ω–Β―Ä―¹–Η–Η);
―Ä–Α―¹―²–≤–Ψ―Ä–Α;
―Ä–Α―¹–Ω–Μ–Α–≤–Ψ–≤;
–Ω–Ψ―¹―Ä–Β–¥―¹―²–≤–Ψ–Φ ―Ä–Α–¥–Η–Ψ―Ö–Η–Φ–Η―΅–Β―¹–Κ–Ψ–≥–Ψ ―¹―à–Η–≤–Α–Ϋ–Η―è.
–ö–Ψ–Φ–Ω–Ψ–Ϋ–Β–Ϋ―²―΄ ―Ä–Β―Ü–Β–Ω―²―É―Ä―΄ ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é- ―â–Η―Ö―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ ―¹–Ψ―¹―²–Ψ―è―² –Η–Ζ:
–±–Α–Ζ–Ψ–≤―΄―Ö –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–≤;
―¹–Φ–Ψ–Μ;
–Ω–Μ–Α―¹―²–Η―³–Η–Κ–Α―²–Ψ―Ä–Ψ–≤ (―¹–Φ―è–≥―΅–Η―²–Β–Μ–Β–Ι);
–Ϋ–Α–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ–Β–Ι;
―¹―²–Α–±–Η–Μ–Η–Ζ–Α―²–Ψ―Ä–Ψ–≤.
–Γ–≤–Ψ–Ι―¹―²–≤–Α ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η―Ö―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ –Φ–Ψ–≥―É―² –Ψ–Ω―Ä–Β–¥–Β–Μ―è―²―¨―¹―è –Μ–Η–±–Ψ –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ―΄–Φ–Η ―¹–Φ–Ψ–Μ–Α–Φ–Η –Η –Ω–Μ–Α―¹―²–Η―³–Η–Κ–Α―²–Ψ―Ä–Α–Φ–Η, –Μ–Η–±–Ψ –Ω―Ä–Η–Φ–Β–Ϋ―è–Β–Φ―΄–Φ–Η –Φ–Ψ–Ϋ–Ψ–Φ–Β―Ä–Α–Φ–Η –≤ –±–Α–Ζ–Ψ–≤―΄―Ö –Ω–Ψ–Μ–Η–Φ–Β―Ä–Α―Ö. –≠―²–Ψ –Φ–Ψ–Ε–Ϋ–Ψ –Ω―Ä–Ψ–¥–Β–Φ–Ψ–Ϋ―¹―²―Ä–Η―Ä–Ψ–≤–Α―²―¨ –Ϋ–Α –¥–≤―É―Ö –Ω―Ä–Η–Φ–Β―Ä–Α―Ö. –†–Β―Ü–Β–Ω―²―É―Ä–Α –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Α–Κ―Ä–Η–Μ–Α―²–Α ―¹–Ψ―¹―²–Ψ–Η―², –≥–Μ–Α–≤–Ϋ―΄–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, –Η–Ζ―¹–Ψ- –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö –±–Α–Ζ–Ψ–≤―΄―Ö –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–≤, –≤ ―²–Ψ –≤―Ä–Β–Φ―è –Κ–Α–Κ ―Ä–Β―Ü–Β–Ω―²―É―Ä–Α –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Κ–Α―É―΅―É–Κ–Α ―¹–Ψ–¥–Β―Ä–Ε–Η―² –Ϋ–Α―Ä―è–¥―É ―¹ –±–Α–Ζ–Ψ–≤―΄–Φ –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–Φ –Κ–Ψ–Φ–Ω–Ψ–Ϋ–Β–Ϋ―²―΄ ―¹–Φ–Ψ–Μ, –Α ―Ä–Β―Ü–Β–Ω―²―É―Ä–Α ―Ä–Α―¹–Ω–Μ–Α–≤–Ψ–≤ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β SIS (―¹―²–Η―Ä–Ψ–Μ–Η–Ζ–Ψ–Ω―Ä–Β–Ϋ- ―¹―²–Η―Ä–Ψ–Μ) βÄî –Β―â–Β –Η –Ω–Μ–Α―¹―²–Η―³–Η–Κ–Α―²–Ψ―Ä―΄.
–£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―Ü–Β–Μ–Η –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è –Η –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ–Ι –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η –Ε–Η–Ζ–Ϋ–Η –≥–Ψ―²–Ψ–≤–Ψ–≥–Ψ –Ω―Ä–Ψ–¥―É–Κ―²–Α –Η –Β–≥–Ψ ―¹–Ω–Β―Ü–Η―³–Η–Κ–Α―Ü–Η–Η –±–Α–Ζ–Ψ–≤―΄–Β –Ω–Ψ–Μ–Η–Φ–Β―Ä―΄ –Φ–Ψ–Ε–Ϋ–Ψ –Κ–Μ–Α―¹―¹–Η―³–Η―Ü–Η―Ä–Ψ–≤–Α―²―¨ ―¹–Μ–Β–¥―É―é―â–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ:
–Ϋ–Α―²―É―Ä–Α–Μ―¨–Ϋ―΄–Ι –Κ–Α―É―΅―É–Κ;
–±―É―²–Η–Μ–Ψ–≤―΄–Ι –Κ–Α―É―΅―É–Κ;
–Ω–Ψ–Μ–Η–Η–Ζ–Ψ–±―É―²–Η–Μ–Β–Ϋ;
―¹–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä―΄ ―¹―²–Η―Ä–Ψ–Μ–Α –Η –±―É―²–Α–¥–Η–Ψ–Ϋ–Α;
SIS βÄî ―¹―²–Η―Ä–Ψ–Μ–Η–Ζ–Ψ–Ω―Ä–Β–Ϋ―¹―²–Η―Ä–Ψ–Μ –Η–Μ–Η SBS βÄî ―¹―²–Η―Ä–Ψ–Μ–±―É―²–Α–¥–Η–Ψ–Ϋ―¹―²–Η―Ä–Ψ–Μ;
–Ω–Ψ–Μ–Η–≤–Η–Ϋ–Η–Μ ―ç―³–Η―Ä;
–Ω–Ψ–Μ–Η–≤–Η–Ϋ–Η–Μ–Α―Ü–Β―²–Α―²;
–Ω–Ψ–Μ–Η–Α–Κ―Ä–Η–Μ–Α―²;
–Ω–Ψ–Μ–Η―¹–Η–Μ–Ψ–Κ―¹–Α–Ϋ–Ψ–≤―΄–Ι ―ç–Μ–Α―¹―²–Ψ–Φ–Β―Ä;
–Φ–Α―²–Β―Ä–Η–Α–Μ―΄, –Ψ―²–≤–Β―Ä–Ε–¥–Α―é―â–Η–Β―¹―è –Ω–Ψ–¥ –≤–Ψ–Ζ–¥–Β–Ι―¹―²–≤–Η–Β–Φ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è;
–±–Μ–Ψ–Κ-―¹–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä―΄ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β ―¹―²–Η―Ä–Ψ–Μ–Η–Ζ–Ψ–Ω―Ä–Β–Ϋ- ―¹―²–Η―Ä–Ψ–Μ–Α –Η–Μ–Η ―¹―²–Η―Ä–Ψ–Μ–±―É―²–Α–¥–Η–Ψ–Ϋ―¹―²–Η―Ä–Ψ–Μ–Α.
–‰―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ―΄–Β –±–Α–Ζ–Ψ–≤―΄–Β –Ω–Ψ–Μ–Η–Φ–Β―Ä―΄ –Η–Φ–Β―é―² –≤―è–Ζ–Κ–Ψ-―ç–Μ–Α―¹―²–Η―΅–Ϋ―΄–Β ―¹–≤–Ψ–Ι―¹―²–≤–Α –Η ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä―É –Ω–Β―Ä–Β―Ö–Ψ–¥–Α –≤ ―¹–Ψ―¹―²–Ψ―è–Ϋ–Η–Β ―¹―²–Β–Κ–Μ–Α –Δ G < –û ¬Α–Γ.
–û―¹―²–Α–Μ―¨–Ϋ―΄–Β ―¹–≤–Ψ–Ι―¹―²–≤–Α ―Ä–Β―Ü–Β–Ω―²―É―Ä―΄ ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η―Ö―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ –Φ–Ψ–Ε–Ϋ–Ψ ―¹―³–Ψ―Ä–Φ―É–Μ–Η―Ä–Ψ–≤–Α―²―¨ ―¹–Μ–Β–¥―É―é―â–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ:
―Ö–Ψ―Ä–Ψ―à–Β–Β ―¹–Φ–Α―΅–Η–≤–Α–Ϋ–Η–Β –Ϋ–Α –Ζ–Α–¥–Α–Ϋ–Ϋ―΄―Ö ―¹―É–±―¹―²―Ä–Α―²–Α―Ö;
–Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―΄–Β ―Ä–Β–Ψ–Μ–Ψ–≥–Η―΅–Β―¹–Κ–Η–Β ―¹–≤–Ψ–Ι―¹―²–≤–Α –Ϋ–Β–Ψ–±―Ä–Α–±–Ψ―²–Α–Ϋ–Ϋ–Ψ–Ι ―Ä–Β―Ü–Β–Ω―²―É―Ä―΄;
–Α–¥–≥–Β–Ζ–Η―è –Κ–Μ–Β―è―â–Β–≥–Ψ –≤–Β―â–Β―¹―²–≤–Α –Ϋ–Α –Ζ–Α–¥–Α–Ϋ–Ϋ―΄―Ö –Φ–Α- ―²–Β―Ä–Η–Α–Μ–Α―Ö-–Ψ―¹–Ϋ–Ψ–≤–Α―Ö;
–Κ–Ψ–≥–Β–Ζ–Η―è ―¹–Μ–Ψ―è –Κ–Μ–Β―è―â–Β–≥–Ψ –≤–Β―â–Β―¹―²–≤–Α;
–Μ–Η–Ω–Κ–Ψ―¹―²―¨(–Κ–Μ–Β–Ι–Κ–Ψ―¹―²―¨);
–Ω―Ä–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Ϋ–Α ―¹―Ä–Β–Ζ –Η ―²–Β―Ä–Φ–Ψ―¹―²–Ψ–Ι–Κ–Ψ―¹―²―¨;
–Ϋ–Β–Ω–Ψ–¥–≤–Β―Ä–Ε–Β–Ϋ–Ϋ–Ψ―¹―²―¨ ―¹―²–Α―Ä–Β–Ϋ–Η―é;
–Ϋ–Β–Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Α―è ―²–Β–Κ―É―΅–Β―¹―²―¨ ―¹–Μ–Ψ―è –Κ–Μ–Β―è―â–Β–≥–Ψ―¹―è –≤–Β―â–Β―¹―²–≤–Α.
–£―¹–Β ―ç―²–Η ―¹–≤–Ψ–Ι―¹―²–≤–Α –¥–Ψ―¹―²–Η–≥–Α―é―²―¹―è –≤―΄–±–Ψ―Ä–Ψ–Φ –Η –Κ–Ψ–Ϋ―Ü–Β–Ϋ―²―Ä–Α―Ü–Η–Β–Ι –Κ–Ψ–Φ–Ω–Ψ–Ϋ–Β–Ϋ―²–Ψ–≤ ―Ä–Β―Ü–Β–Ω―²―É―Ä―΄. –£–Ψ –Φ–Ϋ–Ψ–≥–Η―Ö ―¹–Μ―É―΅–Α―è―Ö –Φ–Ψ–Μ–Β–Κ―É–Μ―è―Ä–Ϋ–Α―è –Φ–Α―¹―¹–Α –Η ―¹―²–Β–Ω–Β–Ϋ―¨ ―¹―à–Η–≤–Α–Ϋ–Η―è –±–Α–Ζ–Ψ–≤―΄―Ö –Ω–Ψ–Μ–Η–Φ–Β―Ä–Ψ–≤ –Η–≥―Ä–Α―é―² ―Ä–Β―à–Α―é―â―É―é ―Ä–Ψ–Μ―¨ –¥–Μ―è –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄―Ö ―¹–≤–Ψ–Ι―¹―²–≤ –≥–Ψ―²–Ψ–≤–Ψ–Ι ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Β–Ι―¹―è –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η.
–ë–Μ–Α–≥–Ψ–¥–Α―Ä―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ ―¹–≤–Ψ–Ι―¹―²–≤–Α–Φ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―Ä–Β―Ü–Β–Ω―²―É―Ä –Κ–Μ–Β―è―â–Η―Ö –≤–Β―â–Β―¹―²–≤ ―¹―É―â–Β―¹―²–≤―É―é―² ―Ä–Α–Ζ–Ϋ–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ―΄–Β –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η –Η―Ö –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è.
–û―¹–Ϋ–Ψ–≤–Ϋ―΄–Φ–Η ―¹―³–Β―Ä–Α–Φ–Η –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è ―ç―²–Η―Ö –≤–Η–¥–Ψ–≤ ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η―Ö―¹―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤ ―è–≤–Μ―è―é―²―¹―è:
–Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α (–Ϋ–Α―΅–Η–Ϋ–Α―è ―¹ ―É–Ω–Α–Κ–Ψ–≤–Ψ―΅–Ϋ–Ψ–Ι –Η –¥–≤―É―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –Η –Ζ–Α–Κ–Α–Ϋ―΅–Η–≤–Α―è –Φ–Β–¥–Η―Ü–Η–Ϋ―¹–Κ–Η–Φ –Ω–Μ–Α―¹―²―΄―Ä–Β–Φ);
―¹–Α–Ϋ–Η―²–Α―Ä–Η―è –Η –≥–Η–≥–Η–Β–Ϋ–Α;
–Ζ–Α―â–Η―²–Ϋ–Α―è –Ω–Μ–Β–Ϋ–Κ–Α;
―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η–Β―¹―è ―ç―²–Η–Κ–Β―²–Κ–Η (–Ψ―² ―ç―²–Η–Κ–Β―²–Ψ–Κ –¥–Μ―è ―É–Κ–Α–Ζ–Α–Ϋ–Η―è ―Ü–Β–Ϋ―΄ –¥–Ψ –Ω―Ä–Β–¥–Ψ―Ö―Ä–Α–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄―Ö ―ç―²–Η–Κ–Β―²–Ψ–Κ).
–†―΄–Ϋ–Ψ–Κ ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Β–Ι―¹―è –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ ―Ä–Α–Ζ–≤–Η–≤–Α–Β―²―¹―è. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ–Α–Κ –Κ ―¹–Α–Φ–Ψ–Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α―é―â–Η–Φ―¹―è ―ç―²–Η–Κ–Β―²–Κ–Α–Φ, ―²–Α–Κ –Η –Κ ―Ä―΄–Ϋ–Κ―É –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄. –ü―Ä–Η ―ç―²–Ψ–Φ –Ω–Ψ ―ç–Κ–Ψ–Μ–Ψ–≥–Η―΅–Β―¹–Κ–Η–Φ –Α―¹–Ω–Β–Κ―²–Α–Φ –Ϋ–Α–±–Μ―é–¥–Α–Β―²―¹―è –Ω–Β―Ä–Β―Ö–Ψ–¥ –Ψ―² ―Ä–Β―Ü–Β–Ω―²―É―Ä―΄ ―¹ ―¹–Ψ–¥–Β―Ä–Ε–Α–Ϋ–Η–Β–Φ ―Ä–Α―¹―²–≤–Ψ―Ä–Η―²–Β–Μ–Β–Ι –Κ –¥–Η―¹–Ω–Β―Ä―¹–Η–Η.
–≠―²–Ψ―² –Ω–Β―Ä–Β―Ö–Ψ–¥ –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ ―É―¹–Ω–Β―à–Ϋ–Ψ –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –≤ ―¹―³–Β―Ä–Β ―ç―²–Η–Κ–Β―²–Ψ–Κ.
–†–Β–Κ–Μ–Α–Φ–Α
6.8.6.2. –û–Ω–Η―¹–Α–Ϋ–Η–Β ―¹–Η―¹―²–Β–Φ―΄ –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ ―³–Η―Ä–Φ―΄ tesa
–î–Μ―è ―É–¥–Ψ–≤–Μ–Β―²–≤–Ψ―Ä–Β–Ϋ–Η―è ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι, –Ω―Ä–Β–¥―ä―è–≤–Μ―è–Β–Φ―΄―Ö –Κ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ ―à–Η―Ä–Ψ–Κ–Η–Ι –≤―΄–±–Ψ―Ä ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄. –û―¹–Ϋ–Ψ–≤–Ϋ―΄–Φ–Η ―Ö–Α―Ä–Α–Κ―²–Β―Ä–Η―¹―²–Η–Κ–Α–Φ–Η ―è–≤–Μ―è―é―²―¹―è: –Ω―Ä–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Ω―Ä–Ψ―¹―²–Α―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Α –Η –±–Β–Ζ–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Ι –¥–Β–Φ–Ψ–Ϋ―²–Α–Ε –Ω–Ψ―¹–Μ–Β –Ω–Β―΅–Α―²–Α–Ϋ–Η―è.
–î–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è –±–Ψ–Μ–Β–Β
―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ–Ι –Ψ–±–Ψ―Ä–Ψ―²–Ϋ–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ω―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è ―²–Κ–Α–Ϋ–Β–≤–Α―è –Μ–Β–Ϋ―²–Α ―¹
–Ϋ–Α–Ϋ–Β―¹–Β–Ϋ–Η–Β–Φ ―²–Ψ–Μ―¹―²–Ψ–≥–Ψ ―¹–Μ–Ψ―è (tesaprint 52330).
–ü―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è ―²–Α–Κ–Ε–Β –Ψ―¹–Ϋ–Ψ–≤–Α –Η–Ζ –Φ―è–≥–Κ–Ψ–Ι –Ω–Μ–Β–Ϋ–Κ–Η, –Η–Φ–Β―é―â–Β–Ι –±–Ψ–Μ―¨―à―É―é ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Ω–Ψ ―²–Ψ–Μ―â–Η–Ϋ–Β
–Η ―Ä–Α–Ζ–Φ–Β―Ä–Ψ―É―¹―²–Ψ–Ι―΅–Η–≤–Ψ―¹―²–Η (tesaprint 52338/52350).
–î–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –Ϋ–Α –≥–Η–±
–Κ―É―é –Ω–Μ–Α―¹―²–Η–Ϋ―É (–¥–Μ―è –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ, –¥–Μ―è ―Ö―Ä–Α–Ϋ–Β–Ϋ–Η―è –≤ –Α―Ä―Ö–Η–≤–Β) ―¹―É―â–Β―¹―²–≤―É–Β―² –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―è
―¹ –Κ–Μ–Β―è―â–Β–Ι –Φ–Α―¹―¹–Ψ–Ι –¥–Μ―è –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―¹–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è (tesaprint 52332).
–î–Μ―è ―²–≤–Β―Ä–¥–Ψ–≥–Ψ ―¹–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ω―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄ –¥–Μ―è –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–≥–Ψ ―Ä–Ψ―¹―²–Α (tesaprint
52310/15/20/25).
―à

–†–Η―¹. 6.43. –î–Β―³–Ψ―Ä–Φ–Α―Ü–Η―è ―²–Ψ―΅–Κ–Η –Ω―Ä–Η ―²–≤–Β―Ä–¥–Ψ–Φ ―¹–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Η. –Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –¥–Α–≤–Μ–Β–Ϋ–Η―è ―¹–Μ–Β–≤–Α 80 –Φ–Κ–Φ, ―¹–Ω―Ä–Α–≤–Α 150 –Φ–Κ–Φ
–Η ―¹–Ε–Η–Φ–Α–Β–Φ―΄–Φ –Ω–Ψ–Κ―Ä―΄―²–Η–Β–Φ –Ϋ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Β/ –≥–Η–Μ―¨–Ζ–Β. –ß―²–Ψ–±―΄ –Ϋ–Β –Ϋ–Α―Ä―É―à–Η―²―¨ –Ω–Β―Ä–Β–¥–Α―΅―É –¥–Α–≤–Μ–Β–Ϋ–Η―è –Ψ―² ―³–Ψ―Ä–Φ―΄ –Κ –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Β ―¹–Μ–Β–¥―É–Β―² –Ω―Ä–Η–Φ–Β–Ϋ―è―²―¨ ―²–Ψ–Ϋ–Κ―É―é –Μ–Η–Ω–Κ―É―é –Μ–Β–Ϋ―²―É. –Λ–Η―Ä–Φ–Α tesa –Ω―Ä–Β–¥–Μ–Α–≥–Α–Β―² –¥–≤–Α –≤–Η–¥–Α –Ω―Ä–Ψ–¥―É–Κ―²–Α ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι –Α–¥–≥–Β–Ζ–Η–Β–Ι ―¹ –Κ–Α–Ε–¥–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ (–¥–Μ―è ―à–Β―Ä–Ψ―Ö–Ψ–≤–Α―²–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄ –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η ―¹―²–Ψ―Ä–Ψ–Ϋ–Α ―¹ –±–Ψ–Μ―¨―à–Β–Ι –Α–¥–≥–Β–Ζ–Η–Β–Ι) –Η ―¹ –Ψ–¥–Η–Ϋ–Α–Κ–Ψ–≤–Ψ–Ι –Α–¥–≥–Β–Ζ–Η–Β–Ι ―¹ –Ψ–±–Β–Η―Ö ―¹―²–Ψ―Ä–Ψ–Ϋ –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ―¹―²–Η (tesaprint
52307,52916 –Η 52310).
–ü―Ä–Η –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Η –≥―É–±―΅–Α―²–Ψ–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ (–Φ―è–≥–Κ–Ψ–Β –Ω–Β―΅–Α―²–Α–Ϋ–Η–Β) –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α, –±–Μ–Α–≥–Ψ–¥–Α―Ä―è ―¹–≤–Ψ–Η–Φ ―¹–≤–Ψ–Ι―¹―²–≤–Α–Φ ―¹–Ε–Η–Φ–Α–Ϋ–Η―è –Η –≤–Ψ–Ζ–≤―Ä–Α―²–Α –≤ –Η―¹―Ö–Ψ–¥–Ϋ–Ψ–Β ―¹–Ψ―¹―²–Ψ―è–Ϋ–Η–Β, –≤ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Φ–Β―Ä–Β –Ψ–Ω―Ä–Β–¥–Β–Μ―è–Β―² –Κ–Α―΅–Β―¹―²–≤–Ψ –Ω–Β―΅–Α―²–Η –Η ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è. –†–Α–Ζ–Μ–Η―΅–Ϋ–Α―è ―²–≤–Β―Ä–¥–Ψ―¹―²―¨ –Ω–Β–Ϋ–Ψ–Ω–Μ–Α―¹―²–Α ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι –Α–¥–≥–Β–Ζ–Η–Β–Ι –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –≤―΄–Ω–Ψ–Μ–Ϋ–Η―²―¨ –Ζ–Α–Κ–Α–Ζ –Ϋ–Α –Μ―é–±–Ψ–Β –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η–Β: ―Ä–Α―¹―²―Ä–Ψ–≤–Α―è –Ω–Β―΅–Α―²―¨ –Η–Μ–Η –Κ–Ψ–Φ–±–Η–Ϋ–Α―Ü–Η―è ―Ä–Α―¹―²―Ä–Α –Η –Ω–Μ–Ψ―â–Α–¥–Η (tesa Softprint 52382/502/504/506/508).
–†–Η―¹. 6.44. –î–Β―³–Ψ―Ä–Φ–Α―Ü–Η―è –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η –Ω―Ä–Η –Φ―è–≥–Κ–Ψ–Φ –Ω–Β―΅–Α―²–Α–Ϋ–Η–Η. –Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –¥–Α–≤–Μ–Β–Ϋ–Η―è ―¹–Μ–Β–≤–Α 80 –Φ–Κ–Φ, ―¹–Ω―Ä–Α–≤–Α 150 –Φ–Κ–Φ
–î–Μ―è –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è –≤―΄―¹–Ψ–Κ–Ψ–Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η –Ω―Ä–Η ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Η (–Ψ–±―΄―΅–Ϋ–Ψ –Ψ―² 42 –¥–Ψ 60 –Μ–Η–Ϋ/―¹–Φ) –Ϋ–Α ―Ä―΄–Ϋ–Κ–Β ―¹―É―â–Β―¹―²–≤―É―é―² ―¹–Μ–Β–¥―É―é―â–Η–Β –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η:
–ü―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β –Ψ―΅–Β–Ϋ―¨ ―²–Ψ–Ϋ–Κ–Η―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ϋ–Α ―³–Ψ―Ä–Φ–Ϋ―΄―Ö ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α―Ö –Η–Μ–Η –≥–Η–Μ―¨–Ζ–Α―Ö ―¹ ―¹–Ε–Η–Φ–Α–Β–Φ―΄–Φ –Ω–Ψ–Κ―Ä―΄―²–Η–Β–Φ (―Ä–Β–Ζ–Η–Ϋ–Α, –Ω–Ψ–Μ–Η―É―Ä–Β―²–Α–Ϋ –Η–Μ–Η –Ω–Β–Ϋ–Ψ–Ω–Μ–Α―¹―²), –Α ―²–Α–Κ–Ε–Β –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–Ι –≥―É–±―΅–Α―²–Ψ–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄. –î–Μ―è ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Φ–Β―²–Ψ–¥–Ψ–≤ ―³–Η―Ä–Φ–Ψ–Ι tesa ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Α–Ϋ–Α ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Α―è –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α.
–ü―Ä–Η ―¹–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Η –Ψ―΅–Β–Ϋ―¨ ―²–Ψ–Ϋ–Κ–Η―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä ―²–Ψ–Μ―â–Η–Ϋ–Ψ–Ι 0,76 –Η–Μ–Η 1,14 –Φ–Φ, –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α –Ϋ–Α―Ö–Ψ–¥–Η―²―¹―è –≤ –Ζ–Ψ–Ϋ–Β –Η–Ζ–Φ–Β–Ϋ–Β–Ϋ–Η―è –¥–Α–≤–Μ–Β–Ϋ–Η―è –Φ–Β–Ε–¥―É –Ω–Β―΅–Α―²–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ–Ψ–Ι
|
–ü―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η–Β |
–Δ–Ψ–Μ―â–Η–Ϋ–Α (–Φ–Φ) |
Tesaprint |
|
–ü―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Β ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄―Ö ―³–Ψ―Ä–Φ |
0,3 0,38 0,45 0,5 |
52330 52338 52345 52350 " |
|
–ü―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Β –Κ –≥–Η–±–Κ–Ψ–Ι –Ω–Μ–Α―¹―²–Η–Ϋ–Β |
0,1 0,15 0,2 0,25 0,3 0,32 0,38 0,5 |
52310, 52315, 52320, 52325, 52330, 52332 52350 |
|
–ü―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Β (―²–≤–Β―Ä–¥–Ψ–Β) ―³–Ψ―²–Ψ–Ω–Ψ- –Μ–Η–Φ–Β―Ä¬Ϊ–Ζ1–Ξ ―³–Ψ―Ä–Φ |
0,1 0,15 0,2 0,25 0,38 0,5 |
52310, 52315, 52320, 52325, 52338, 52350 |
|
–ü―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Β –Κ –≥–Η–Μ―¨–Ζ–Α–Φ |
|
–£–Β―¹―¨ –Α―¹―¹–Ψ―Ä―²–Η–Φ–Β–Ϋ―² ―³–Η―Ä–Φ―΄ tesa |
|
–ü―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Β ―²–Ψ–Ϋ–Κ–Η―Ö ―³–Ψ―²–Ψ–Ω–Ψ–Μ–Η–Φ–Β―Ä–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Ϋ–Α ―¹–Ε–Η–Φ–Α–Β–Φ―΄–Β –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η |
0,07 0,1 |
52307, 52310, 52916 |
|
–ü―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Β –¥–Μ―è –≤―΄―¹–Ψ–Κ–Ψ–Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η |
0,38 0,5 |
Softprint 52380, 52382 52500, 52502, 52504, 52506, 52508 |
–†–Β–Κ–Μ–Α–Φ–Α
6.8.6.3. –û–Ω–Η―¹–Α–Ϋ–Η–Β ―¹–Η―¹―²–Β–Φ―΄ ―³–Η―Ä–Φ―΄ Lohmann GmbH & Co. KG
–û―¹–Ϋ–Ψ–≤–Α –¥–Μ―è –Κ–Α ―΅–Β―¹―²–≤–Β–Ϋ–Ϋ―΄―Ö –Ψ―²―²–Η―¹–Κ–Ψ–≤
–Ξ–Ψ―Ä–Ψ―à–Ψ –Ω―Ä–Ψ–¥―É–Φ–Α–Ϋ–Ϋ–Α―è –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Α –Ω–Ψ–¥ ―³–Ψ―Ä–Φ―É ―è–≤–Μ―è–Β―²―¹―è –Ψ―¹–Ϋ–Ψ–≤–Ψ–Ι –¥–Μ―è –Ω―Ä–Β–≤–Ψ―¹―Ö–Ψ–¥–Ϋ–Ψ–≥–Ψ –Ω–Β―΅–Α―²–Ϋ–Ψ–≥–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―è. –ù–Α–Ω―Ä–Η–Φ–Β―Ä, ―¹–Ε–Η–Φ–Α–Β–Φ–Α―è –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α –¥–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ –¥–Α–Μ–Α ―Ä–Β―à–Α―é―â–Η–Ι –Η–Φ–Ω―É–Μ―¨―¹ –¥–Μ―è ―Ä–Β–Ζ–Κ–Ψ–≥–Ψ –Ω–Ψ–≤―΄―à–Β–Ϋ–Η―è –Κ–Α―΅–Β―¹―²–≤–Α –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η. –Λ–Η―Ä–Φ–Α LOHMANN ―²―Ä–Α–¥–Η―Ü–Η–Ψ–Ϋ–Ϋ–Ψ –Ω―Ä–Η–Ϋ–Η–Φ–Α–Μ–Α –≤ ―ç―²–Ψ–Φ ―É―΅–Α―¹―²–Η–Β.
–Γ―Ä–Β–¥–Η ―³–Η―Ä–Φ, –Ω―Ä–Β–¥–Μ–Α–≥–Α―é―â–Η―Ö ―¹–Η―¹―²–Β–Φ―΄ –¥–Μ―è –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄,
–†–Η―¹. 6.45. –ü―Ä–Ψ–≥―Ä–Α–Φ–Φ–Α Duplo –Η–Φ–Β–Β―² –Μ–Η–Ω–Κ―É―é –Μ–Β–Ϋ―²―É –¥–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ –¥–Μ―è –Μ―é–±–Ψ–≥–Ψ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è
–†–Η―¹. 6.46. ¬Ϊ–Γ–Ε–Η–Φ–Α–Β–Φ–Α―è¬Μ –Μ–Η–Ω–Κ–Α―è –Μ–Β–Ϋ―²–Α –¥–Α–Μ–Α ―Ä–Β―à–Α―é―â–Η–Ι –Η–Φ–Ω―É–Μ―¨―¹ –¥–Μ―è ―Ä–Β–Ζ–Κ–Ψ–≥–Ψ –Ω–Ψ–≤―΄―à–Β–Ϋ–Η―è –Κ–Α―΅–Β―¹―²–≤–Α –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η
LOHMANN –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ –≥―Ä―É–Ω–Ω–Β –≤―΄―¹―à–Β–≥–Ψ –Κ–Μ–Α―¹―¹–Α –≤ –ï–≤―Ä–Ψ–Ω–Β. –Γ―³–Β―Ä–Α ―¹–Η―¹―²–Β–Φ –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –Ϋ–Α –Ω―Ä–Ψ―²―è–Ε–Β–Ϋ–Η–Η 60 –Μ–Β―² –≤―΄―Ä–Α–±–Ψ―²–Α–Μ–Α –Ϋ–Ψ―É-―Ö–Α―É –Ω–Ψ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤―É –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄. –Λ–Η―Ä–Φ–Α –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―² –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–≥–Ψ –Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Η―è.
–ü―Ä–Ψ–≥―Ä–Α–Φ–Φ–Α Duplo –≤–Κ–Μ―é―΅–Α–Β―² –≤ ―¹–Β–±―è –Μ–Η–Ω–Κ―É―é –Μ–Β–Ϋ―²―É –¥–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ –¥–Μ―è –Μ―é–±–Ψ–≥–Ψ –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è. –û–Ϋ–Α –≤―΄–Ω–Ψ–Μ–Ϋ―è–Β―² ―¹–Μ–Β–¥―É―é―â–Η–Β –Ζ–Α–¥–Α―΅–Η:
–Ϋ–Α–¥–Β–Ε–Ϋ–Ψ–Β –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η–Β –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ;
–Ψ–Ω―²–Η–Φ–Η–Ζ–Α―Ü–Η―è –Ψ–±–Κ–Α―²―΄–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ―΄ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–Φ;
–Ω―Ä–Ψ–Ω–Ψ―Ä―Ü–Η–Ψ–Ϋ–Α–Μ―¨–Ϋ–Α―è ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²―¨;
―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –¥–Α–≤–Μ–Β–Ϋ–Η―è –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ ―³–Ψ―Ä–Φ–Ψ–Ι;
–Ω―Ä–Ψ―¹―²–Ψ–Ι, –±–Β–Ζ–Ψ―¹―²–Α―²–Ψ―΅–Ϋ―΄–Ι –¥–Β–Φ–Ψ–Ϋ―²–Α–Ε.
–ö―Ä–Ψ–Φ–Β ―²–Ψ–≥–Ψ, LOHMANN ―Ä–Α–Ζ―Ä–Α–±–Α―²―΄–≤–Α–Β―² –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –Ψ―¹–Ψ–±―΄―Ö ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι –Η–Ϋ–¥–Η–≤–Η–¥―É–Α–Μ―¨–Ϋ―΄–Β ―Ä–Β―à–Β–Ϋ–Η―è. –≠―²–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ–Ψ –≤―¹–Β–Φ ―¹–Η―¹―²–Β–Φ–Α–Φ –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ, –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η –Η –Ω–Μ–Α―¹―²–Η–Ϋ.
–Γ―²–Α–Ϋ–¥–Α―Ä―²–Ϋ–Α―è –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Α Duplo –≤–Κ–Μ―é―΅–Α–Β―² –≤ ―¹–Β–±―è ―¹–Μ–Β–¥―É―é―â―É―é –Μ–Η–Ω–Κ―É―é –Μ–Β–Ϋ―²―É –¥–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ:
Duplomont –¥–Μ―è ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ–≥–Ψ ―¹–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è: –Ψ―¹–Ϋ–Ψ–≤–Α –Η–Ζ –Ω–Β–Ϋ–Ψ–Ω–Μ–Α―¹―²–Α, ―É–Ω–Μ–Ψ―²–Ϋ–Β–Ϋ–Ϋ–Α―è ―¹ –Ψ–±–Β–Η―Ö ―¹―²–Ψ―Ä–Ψ–Ϋ –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι, ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄ –Ψ―² 0,38 –¥–Ψ1 –Φ–Φ –Η ―Ä–Α–Ζ–Μ–Η―΅–Ϋ–Ψ–Ι ―²–≤–Β―Ä–¥–Ψ―¹―²–Η (―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²―¨).
Duploflex –¥–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è –Ϋ–Α ―¹–Ε–Η–Φ–Α–Β–Φ―΄–Β –≥–Η–Μ―¨–Ζ―΄: ―²–Ψ–Μ―â–Η–Ϋ–Α –Ψ―² 0,1 –Η 0,2 –Φ–Φ ―¹ –Φ–Β–Ϋ―¨―à–Β–Ι –Α–¥–≥–Β–Ζ–Η–Β–Ι (–≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é –≥–Η–Μ―¨–Ζ).
Duplogol –¥–Μ―è ―²–≤–Β―Ä–¥–Ψ–≥–Ψ –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è: –Ω―Ä–Β–≤–Ψ―¹―Ö–Ψ–¥–Ϋ–Α―è ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨, ―Ö–Ψ―Ä–Ψ―à–Β–Β ―¹―Ü–Β–Ω–Μ–Β–Ϋ–Η–Β –Κ–Μ–Β―è―â–Β–≥–Ψ –≤–Β―â–Β―¹―²–≤–Α ―¹ –Ω–Μ–Β–Ϋ–Κ–Ψ–Ι-–Ψ―¹–Ϋ–Ψ–≤–Ψ–Ι, ―²–Ψ–Μ―â–Η–Ϋ–Α –Ψ―² 0,10 –¥–Ψ 0,38 –Φ–Φ ―¹ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Φ –Ψ–Κ―Ä–Α―à–Η–≤–Α–Ϋ–Η–Β–Φ.
Duplotex –¥–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄―Ö –Ω–Β―΅–Α―²–Ϋ―΄―Ö ―³–Ψ―Ä–Φ –Η –¥–Β–Κ–Β–Μ―¨–Ϋ―΄―Ö –Ω–Ψ–Μ–Ψ―²–Β–Ϋ: –Κ–Μ–Β―è―â–Β–Β –≤–Β―â–Β―¹―²–≤–Ψ –Ϋ–Α –Ψ―¹–Ϋ–Ψ–≤–Β –Κ–Α―É―΅―É–Κ–Α –Η–Μ–Η –Α–Κ―Ä–Η–Μ–Α―²–Α.
–Λ–Ψ―Ä–Φ–Α –Η –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Α –¥–Ψ–Μ–Ε–Ϋ―΄
–±―΄―²―¨ ―¹–Ψ–≥–Μ–Α―¹–Ψ–≤–Α–Ϋ―΄ –Ω–Ψ ―²–≤–Β―Ä–¥–Ψ―¹―²–Η –Η ―¹–Ε–Η–Φ–Α–Β–Φ–Ψ―¹―²–Η. –≠―²–Ψ –Ζ–Ϋ–Α―΅–Η―², ―΅―²–Ψ –Φ―è–≥–Κ–Α―è –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Α
―²–Ψ–Μ―¨–Κ–Ψ ―²–Ψ–≥–¥–Α –Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Η―Ä―É–Β―² –¥–Α–≤–Μ–Β–Ϋ–Η–Β, –Κ–Ψ–≥–¥–Α ―³–Ψ―Ä–Φ–Α ―²–≤–Β―Ä–Ε–Β –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Η –Ι–Μ–Η ―²–Α–Κ–Ψ–Ι –Ε–Β
―²–≤–Β―Ä–¥–Ψ―¹―²–Η, –Κ–Α–Κ –Ω–Ψ–¥–Μ–Ψ–Ε–Κ–Α.
–†–Β–Κ–Μ–Α–Φ–Α
6.8.6.4. –û–Ω–Η―¹–Α–Ϋ–Η–Β ―¹–Η―¹―²–Β–Φ―΄ ―³–Η―Ä–Φ―΄ 3 –€ Deutschland GmbH
–ù–Α–¥–Β–Ε–Ϋ–Ψ–Β –Κ–Α―΅–Β―¹―²–≤–Ψ –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―¹–Ω–Μ–Ψ―à–Ϋ–Ψ–≥–Ψ ―³–Ψ–Ϋ–Α, –Κ–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Η ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Η
–‰―¹―¹–Μ–Β–¥–Ψ–≤–Α–Ϋ–Η―è 1996 –≥–Ψ–¥–Α, –Ω―Ä–Ψ–≤–Β–¥–Β–Ϋ–Ϋ―΄–Β –Ω―Ä–Η –Ω–Ψ–¥–¥–Β―Ä–Ε–Κ–Β –†–Δ–ê, –Ω–Ψ–Κ–Α–Ζ―΄–≤–Α―é―², ―΅―²–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ―΄ –¥–Μ―è ―³–Ψ―Ä–Φ –Η –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄, –Α ―²–Α–Κ–Ε–Β –Η―Ö –≤–Ζ–Α–Η–Φ–Ψ–¥–Β–Ι―¹―²–≤–Η–Β –Ψ–Κ–Α–Ζ―΄–≤–Α―é―² ―Ä–Β―à–Α―é―â–Β–Β –≤–Μ–Η―è–Ϋ–Η–Β –Ϋ–Α –Κ–Α―΅–Β―¹―²–≤–Ψ –Ω–Β―΅–Α―²–Η. –†–Β–Ζ–Β―Ä–≤―΄ –Ψ–Ω―²–Η–Φ–Η–Ζ–Α―Ü–Η–Η ―¹–Κ―Ä―΄–≤–Α―é―²―¹―è, –Ω―Ä–Β–Ε–¥–Β –≤―¹–Β–≥–Ψ, –≤ –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²–Β. –Λ–Η―Ä–Φ–Α –½–€
Deutschland GmbH, –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Ι –Ω–Ψ―¹―²–Α–≤―â–Η–Κ ―ç―²–Ψ–Ι –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η, –Ω–Ψ–Μ–Ϋ―΄–Φ ―Ö–Ψ–¥–Ψ–Φ –≤–Β–¥–Β―² ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Κ–Η –Ϋ–Ψ–≤–Ψ–Ι –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η. –Γ–Η―¹―²–Β–Φ–Α―²–Η–Κ–Α –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ―΄ –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –¥–Μ―è –Ω―Ä–Η–Κ–Μ–Β–Η–≤–Α–Ϋ–Η―è ―³–Ψ―Ä–Φ ―³–Η―Ä–Φ―΄ 3 –€ Deutschland GmbH –Ω–Ψ–Μ–Ϋ–Ψ―¹―²―¨―é –Ψ―Ö–≤–Α―²―΄–≤–Α–Β―² –Ω–Ψ―΅―²–Η –≤―¹–Β ―¹―³–Β―Ä―΄. –ù–Ψ–≤–Α―è ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Κ–Α –Κ–Α―¹–Α–Β―²―¹―è –Μ–Β–Ϋ―²―΄ 3 –€ Cushion Mount 18 (―²–≤–Β―Ä–¥–Α―è) –Η 19 (–Φ―è–≥–Κ–Α―è), –Α ―²–Α–Κ–Ε–Β ―¹–Β―Ä–Η–Η –¥–Μ―è –Κ–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Ω–Β―΅–Α―²–Η. –Γ―³–Β―Ä–Α ―¹–Ω–Μ–Ψ―à–Ϋ–Ψ–≥–Ψ ―²–Ψ–Ϋ–Α ―²―Ä–Β–±―É–Β―² –±–Ψ–Μ–Β–Β ―²–≤–Β―Ä–¥–Ψ–Ι –Μ–Β–Ϋ―²―΄, ―΅―²–Ψ–±―΄ –¥–Ψ–±–Η―²―¨―¹―è –Φ–Α–Κ―¹–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Ι ―Ü–≤–Β―²–Ψ–≤–Ψ–Ι –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²–Η (―¹–Β―Ä–Η―è 18). –Γ –¥―É–≥–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ―΄, ―É―΅–Α―¹―²–Κ–Η ―¹ –Φ–Β–Μ–Κ–Η–Φ–Η –Ω–Ψ–Μ―É―²–Ψ–Ϋ–Ψ–≤―΄–Φ–Η .―²–Ψ―΅–Κ–Α–Φ–Η ―²―Ä–Β–±―É―é―² –±–Ψ–Μ–Β–Β –Φ―è–≥–Κ–Ψ–Ι –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –≤–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β ―Ä–Α–Ζ–¥–Α–≤–Μ–Η–≤–Α–Ϋ–Η―è ―²–Ψ―΅–Β–Κ (―¹–Β―Ä–Η―è'19).
–ù–Α ―Ä–Η―¹. 6.47. –¥–Α–Ϋ –Ψ–±–Ζ–Ψ―Ä –≤―¹–Β―Ö ―¹―³–Β―Ä –Ω―Ä–Η–Φ–Β–Ϋ–Β–Ϋ–Η―è –Η ―Ä–Β―à–Β–Ϋ–Η―è ―³–Η―Ä–Φ―΄ –½–€:
 S^g         CL i-e-g
Srasca ¬ß–≥–Α$–·¬†¬†¬†¬† ¬ß ¬Ϊ 5 –ô
^–Κ―Ö―à ^ i- X m¬†¬† ^ –Κ I £Q
–Ψ―Ö―³–Ψ o;¬Ϊo¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† o;,o
5 ―³ ―¹; –Α 2 0> ^¬†¬†¬†¬† St'iQ
7: ―¹; ―¹ s¬†¬†¬†¬†¬†¬† 7: –≥; ―¹ s
"ens –Η ―¹ –Κ 2¬†¬†¬†¬†¬†¬†¬† <2 ―¹ –Ψ; 2
–û^―΅―΅ –û ―¹; ―΅ *¬†¬†¬† –û–Β―΅–Μ
–ü―Ä–Η–Φ–Β―Ä―΄ –Ψ―²―²–Η―¹–Κ–Ψ–≤ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―¹–Η―¹―²–Β–Φ –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄
–†–Η―¹ 6.48. –Γ–Η―¹―²–Β–Φ―΄ –Μ–Η–Ω–Κ–Ψ–Ι –Μ–Β–Ϋ―²―΄ –¥–Μ―è –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è ―³–Ψ―Ä–Φ –≤ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Ι –Ω–Β―΅–Α―²–Η ―³–Η―Ä–Φ―΄ 3 –€
¬†–ù–Α ―Ä–Η―¹. 6.48 –Ω–Ψ–Κ–Α–Ζ–Α–Ϋ–Α ―¹–Η―¹―²–Β–Φ–Α―²–Η–Κ–Α –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η ―³–Η―Ä–Φ―΄ 3 –€, –Κ–Ψ―²–Ψ―Ä–Α―è –Ψ―Ö–≤–Α―²―΄–≤–Α–Β―² –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―é –≤―΄―¹–Ψ–Κ–Ψ–Ι –Η –Ϋ–Η–Ζ–Κ–Ψ–Ι –Ω–Μ–Ψ―²–Ϋ–Ψ―¹―²–Η –Η –Ϋ–Α–Η–±–Ψ–Μ–Β–Β ―Ä–Α―¹–Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ–Β–Ϋ–Ϋ–Ψ–Ι ―²–Ψ–Μ―â–Η–Ϋ―΄ –¥–Μ―è –Ω–Β―΅–Α―²–Α–Ϋ–Η―è ―¹–Ω–Μ–Ψ―à–Ϋ–Ψ–≥–Ψ ―³–Ψ–Ϋ–Α, –Α ―²–Α–Κ–Ε–Β –Κ–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Η ―Ä–Α―¹―²―Ä–Ψ–≤–Ψ–Ι –Ω–Β―΅–Α―²–Η –Ϋ–Α –≤―¹–Β―Ö –Ϋ–Α–Η–±–Ψ–Μ–Β–Β ―Ä–Α―¹–Ω―Ä–Ψ―¹―²―Ä–Α–Ϋ–Β–Ϋ–Ϋ―΄―Ö –Φ–Α―²–Β―Ä–Η–Α–Μ–Α―Ö –¥–Μ―è ―³–Ψ―Ä–Φ.
οΜΩ–û–Γ–Δ–ê–¦–‰–Γ–§ –£–û–ü–†–û–Γ–Ϊ?
–ù–ê–®–‰ –Γ–ü–ï–Π–‰–ê–¦–‰–Γ–Δ–Ϊ –ü–†–û–ö–û–ù–Γ–Θ–¦–§–Δ–‰–†–Θ–°–Δ –£–ê–Γ
–€–ï–ù–°
 –£―΄―¹–Β―΅–Ϋ–Ψ–Β –ë–Ψ–±–Η–Ϋ–Ψ―Ä–Β–Ζ–Κ–Η –¦–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η –Δ–Η―¹–Ϋ–Η–Μ―¨–Ϋ–Ψ–Β –®–Β–Μ–Κ–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Β –Λ–Ψ―Ä–Φ–Ϋ–Ψ–Β
–£―΄―¹–Β―΅–Ϋ–Ψ–Β –ë–Ψ–±–Η–Ϋ–Ψ―Ä–Β–Ζ–Κ–Η –¦–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η –Δ–Η―¹–Ϋ–Η–Μ―¨–Ϋ–Ψ–Β –®–Β–Μ–Κ–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Β –Λ–Ψ―Ä–Φ–Ϋ–Ψ–Β
–Λ–¦–ï–ö–Γ–û–™–†–ê–Λ–Γ–ö–û–ï –û–ë–û–†–Θ–î–û–£–ê–ù–‰–ï
–ö–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η―è ―¹―²–Α–Ϋ–Κ–Ψ–≤ –î–Ψ–Ω. ―¹–Β–Κ―Ü–Η–Η –ö–Ψ–Ϋ―²–Α–Κ―²―΄ –Η –Γ–Β―Ä–≤–Η―¹