пїњ
пїњ


–Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є (–њ–ї–Њ—Б–Ї–Њ–≤—Л—А—Г–±–љ–Њ–є) –њ—А–µ—Б—Б MY-1050AP
–Ш–љ—Б—В—А—Г–Ї—Ж–Є—П –њ–Њ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є

1. –Т–≤–µ–і–µ–љ–Є–µ
1.1.¬† –Ю—Б–љ–Њ–≤–љ—Л–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є
¬†¬† MY1050A-P вАУ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є –њ—А–µ—Б—Б —Б —Б–µ–Ї—Ж–Є–µ–є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П, –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ –і–ї—П –Њ–±—А–∞–±–Њ—В–Ї–Є –±—Г–Љ–∞–≥–Є –Є –Ї–∞—А—В–Њ–љ–∞. –Ю—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В –≤—Л—Б–µ—З–Ї—Г, –±–Є–≥–Њ–≤–Ї—Г –Є —Е–Њ–ї–Њ–і–љ–Њ–µ —В–Є—Б–љ–µ–љ–Є–µ –і–ї—П –Ї–Њ—А–Њ–±–Њ—З–љ–Њ–≥–Њ –Ї–∞—А—В–Њ–љ–∞, –≥–Њ—Д—А–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –Ї–∞—А—В–Њ–љ–∞, —Г–њ–∞–Ї–Њ–≤–Њ—З–љ–Њ–є –±—Г–Љ–∞–≥–Є. –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В ¬†–Є–і–µ–∞–ї—М–љ–Њ –њ–Њ–і—Е–Њ–і–Є—В –і–ї—П –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ —Г–њ–∞–Ї–Њ–≤–Ї–Є –Є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Њ—Д–Њ—А–Љ–ї–µ–љ–Є—П –њ—А–Њ–і—Г–Ї—Ж–Є–Є.¬†¬†
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–∞ –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–Љ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–Њ–Љ –Є —Б–µ–Ї—Ж–Є–µ–є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П. –Т—Б–µ —Д—Г–љ–Ї—Ж–Є–Є, –Ј–∞–≥—А—Г–Ј–Ї–∞ –ї–Є—Б—В–Њ–≤, –≤—Л—А—Г–±–Ї–∞, —Г–і–∞–ї–µ–љ–Є–µ –Њ–±–ї–Њ—П, –њ–Њ–і–∞—З–∞, –≤—Л–њ–Њ–ї–љ—П—О—В—Б—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є. –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б–љ–∞—Й–µ–љ–∞ –Є–љ—В–µ—А—Д–µ–є—Б–Њ–Љ –і–ї—П –Њ—В–Њ–±—А–∞–ґ–µ–љ–Є—П –≤—Б–µ—Е —А–∞–±–Њ—З–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤: —Б–Ї–Њ—А–Њ—Б—В–Є —А–∞–±–Њ—В—Л, –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Л—Е –ї–Є—Б—В–Њ–≤, –Њ–±—Й–µ–≥–Њ –≤—А–µ–Љ–µ–љ–Є —А–∞–±–Њ—В—Л –Є —Г—Б–ї–Њ–≤–Є–є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞. –Ю—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –њ–Њ—Б—В–Њ—П–љ–љ—Л–є –Љ–Њ–љ–Є—В–Њ—А–Є–љ–≥ –≤—Е–Њ–і–љ—Л—Е –Є –≤—Л—Е–Њ–і–љ—Л—Е –і–∞–љ–љ—Л—Е –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞ —Б –≤—Л–≤–Њ–і–Њ–Љ –Є–љ—Д–Њ—А–Љ–∞—Ж–Є–Є –Њ –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–Є—Е —Б–±–Њ—П—Е –≤ —А–∞–±–Њ—В–µ, –Њ–±–ї–µ–≥—З–∞—О—Й–µ–є –і–Є–∞–≥–љ–Њ—Б—В–Є–Ї—Г –Є –њ—А–Њ—Ж–µ—Б—Б —Г–њ—А–∞–≤–ї–µ–љ–Є—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–Љ –њ—А–µ—Б—Б–Њ–Љ - –∞–≤—В–Њ–Љ–∞—В–Њ–Љ.¬†
–Ю—Б–љ–Њ–≤–љ–Њ–є –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В—Б—П –і–∞—В—З–Є–Ї–Њ–Љ-–њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї–µ–Љ, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—О—Й–Є–Љ¬† –њ–ї–∞–≤–љ—Г—О —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї—Г —Б–Ї–Њ—А–Њ—Б—В–Є, –Є, –Ї–∞–Ї —А–µ–Ј—Г–ї—М—В–∞—В, –њ–ї–∞–≤–љ—Г—О —А–∞–±–Њ—В—Г, –љ–Є–Ј–Ї–Є–є —Г—А–Њ–≤–µ–љ—М —А–∞–±–Њ—З–µ–≥–Њ —И—Г–Љ–∞ –Є —Н–Ї–Њ–љ–Њ–Љ–Є—О —Н–ї–µ–Ї—В—А–Њ—Н–љ–µ—А–≥–Є–Є.¬†
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–∞ —Б–Є—Б—В–µ–Љ–Њ–є –і–∞—В—З–Є–Ї–Њ–≤ –Ї–Њ–љ—В—А–Њ–ї—П –Є —Г—Б—В—А–Њ–є—Б—В–≤ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є, –≤ —З–Є—Б–ї–Њ –µ–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї –≤—Е–Њ–і—П—В: –Ј–љ–∞—З–Є—В–µ–ї—М–љ–∞—П —Б–Є–ї–∞ —А–µ–Ј–∞–љ–Є—П, –≤—Л—Б–Њ–Ї–∞—П —В–Њ—З–љ–Њ—Б—В—М —А–µ–≥–Є—Б—В—А–∞—Ж–Є–Є, –≤—Л—Б–Њ–Ї–∞—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М–љ–Њ—Б—В—М, –ї–µ–≥–Ї–Њ—Б—В—М –≤ —Г–њ—А–∞–≤–ї–µ–љ–Є–Є –Є –≤—Л—Б–Њ–Ї–Є–є —Г—А–Њ–≤–µ–љ—М –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є —А–∞–±–Њ—В—Л.
1.2. –І–∞—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Є –Є—Е –љ–∞–Ј–љ–∞—З–µ–љ–Є–µ
MY1050A-P
M: –≤—Л—А—Г–±–Ї–∞¬†¬†¬†¬†¬†¬†¬†¬† –£: –±–Є–≥–Њ–≤–Ї–∞¬†¬†¬†¬†¬† P: —В–Є—Б–љ–µ–љ–Є–µ
1050: –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —И–Є—А–Є–љ–∞: 1050 –Љ–Љ
1.3. –С–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В—М¬†
–Т–љ–Є–Љ–∞—В–µ–ї—М–љ–Њ –њ—А–Њ—З—В–Є—В–µ –љ–∞—Б—В–Њ—П—Й–µ–µ —А—Г–Ї–Њ–≤–Њ–і—Б—В–≤–Њ. –Ъ–Њ–Љ–њ–∞–љ–Є—П –љ–µ –љ–µ—Б–µ—В –Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ—Б—В–Є –Ј–∞ –њ–Њ—Б–ї–µ–і—Б—В–≤–Є—П, –љ–∞—Б—В—Г–њ–Є–≤—И–Є–µ –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ –љ–∞—А—Г—И–µ–љ–Є–є —В—А–µ–±–Њ–≤–∞–љ–Є–є –њ–Њ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
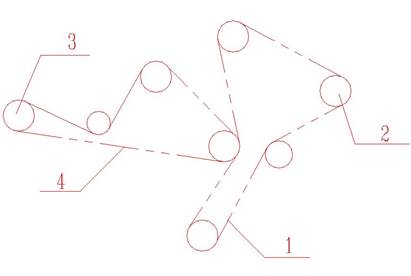
¬†2. –І–µ—А—В–µ–ґ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ —А–∞–±–Њ—В–µ (—А–Є—Б. 1)
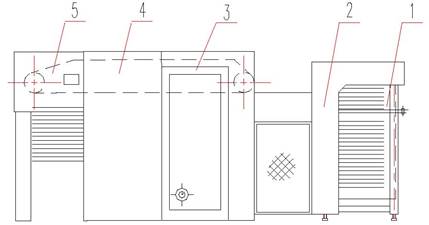  
 
–†–Є—Б.1
1. –С–ї–Њ–Ї –њ–Є—В–∞–љ–Є—П 2. –°–∞–Љ–Њ–љ–∞–Ї–ї–∞–і 3. –°–µ–Ї—Ж–Є—П –≤—Л—А—Г–±–Ї–Є 4. –°–µ–Ї—Ж–Є—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П 5. –Ґ—А–∞–љ—Б–њ–Њ—А—В–µ—А
3. –Ю—Б–љ–Њ–≤–љ—Л–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є
3.1. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Л–є —А–∞–Ј–Љ–µ—А –ї–Є—Б—В–∞: 1060–•760 –Љ–Љ
3.2. –Ь–Є–љ–Є–Љ–∞–ї—М–љ—Л–є —А–∞–Ј–Љ–µ—А –ї–Є—Б—В–∞: 450–•440 –Љ–Љ
3.3. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Л–є —Д–Њ—А–Љ–∞—В –≤—Л—Б–µ—З–Ї–Є: 1050,750 –Љ–Љ
3.4. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Л–є —Д–Њ—А–Љ–∞—В —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П: 1050,730 –Љ–Љ
3.5. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ: 3000 –Ъ–Э
3.6. –Ґ–Њ–ї—Й–Є–љ–∞ –ї–Є—Б—В–∞: 0,1- 1,5 –Љ–Љ,
3.7. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —Б–Ї–Њ—А–Њ—Б—В—М –≤—Л—А—Г–±–Ї–Є: 6500 –ї–Є—Б—В/—З–∞—Б
3.8. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —Б–Ї–Њ—А–Њ—Б—В—М —В–Є—Б–љ–µ–љ–Є—П: 5500 –ї–Є—Б—В/—З–∞—Б
3.9. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П –≤—Л—Б–Њ—В–∞ —Б—В–Њ–њ—Л –≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–µ: 1100 –Љ–Љ
3.10. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П –≤—Л—Б–Њ—В–∞ —Б—В–Њ–њ—Л –љ–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–µ: 1040 –Љ–Љ
3.11. –Ь–Њ—Й–љ–Њ—Б—В—М –і–≤–Є–≥–∞—В–µ–ї—П: 11 –Ї–Т—В
3.12. ¬†–Я—А–Є—Б–Њ–µ–і–Є–љ–µ–љ–љ–∞—П –љ–∞–≥—А—Г–Ј–Ї–∞: 20.15 –Ї–Т—В
3.13. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –≤–Њ–Ј–і—Г—Е–∞: 0,6 –Љ–Я–∞
3.14. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –≤–∞–Ї—Г—Г–Љ–∞: -0,06 –Љ–Я–∞
3.15. –Т–µ—Б: 17700 –Ї–≥
3.16. –У–∞–±–∞—А–Є—В–љ—Л–µ —А–∞–Ј–Љ–µ—А—Л (–і–ї–Є–љ–∞, —И–Є—А–Є–љ–∞, –≤—Л—Б–Њ—В–∞): 5810. 3865. 2600 –Љ–Љ
–Т–љ–Є–Љ–∞–љ–Є–µ:
–§–∞–Ї—В–Є—З–µ—Б–Ї–∞—П —А–∞–±–Њ—З–∞—П —Б–Ї–Њ—А–Њ—Б—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ј–∞–≤–Є—Б–Є—В –Њ—В –Љ–љ–Њ–≥–Є—Е —Д–∞–Ї—В–Њ—А–Њ–≤, —В–∞–Ї–Є—Е –Ї–∞–Ї —А–∞–Ј–Љ–µ—А –Є —В–Њ–ї—Й–Є–љ–∞ –ї–Є—Б—В–∞, —Б—В–µ–њ–µ–љ—М –њ–ї–Њ—В–љ–Њ—Б—В–Є, –Ї–∞—З–µ—Б—В–≤–Њ –њ–µ—З–∞—В–Є, —А–∞–±–Њ—З–µ–µ —Г—Б–Є–ї–Є–µ. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —А–∞–±–Њ—З–∞—П —Б–Ї–Њ—А–Њ—Б—В—М –Љ–Њ–ґ–µ—В –±—Л—В—М –і–Њ—Б—В–Є–≥–љ—Г—В–∞ —В–Њ–ї—М–Ї–Њ –њ—А–Є –љ–∞–Є–ї—Г—З—И–Є—Е –Ј–љ–∞—З–µ–љ–Є—П—Е –≤—Б–µ—Е —Н—В–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤.
4. –£—Б—В–∞–љ–Њ–≤–Ї–∞ –Є –љ–∞—Б—В—А–Њ–є–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞)
–Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –і–Њ—Б—В–∞–≤–ї–µ–љ–∞ –Ч–∞–Ї–∞–Ј—З–Є–Ї—Г –Є —А–∞—Б–њ–∞–Ї–Њ–≤–∞–љ–∞, —Б–≤–µ—А—М—В–µ—Б—М —Б –ї–Є—Б—В–Њ–Љ –Ї–Њ–Љ–њ–ї–µ–Ї—В–∞—Ж–Є–Є, —З—В–Њ–±—Л —Г–±–µ–і–Є—В—М—Б—П –≤ –љ–∞–ї–Є—З–Є–Є –≤—Б–µ—Е —Г–Ј–ї–Њ–≤, –Ј–∞–њ–∞—Б–љ—Л—Е —З–∞—Б—В–µ–є –Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤.
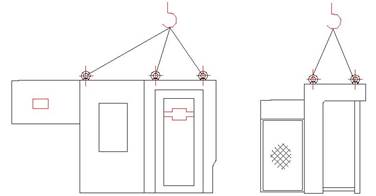  
 
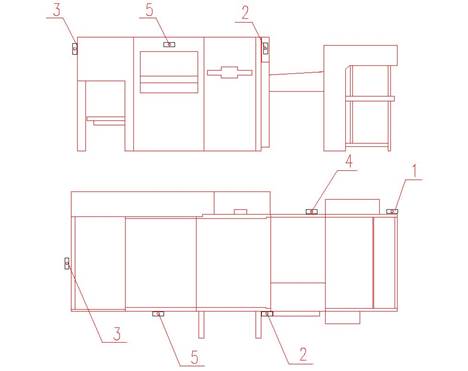
–†–Є—Б.2
–Я–µ—А–µ–і –њ–Њ–і—К–µ–Љ–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –њ–Њ–ґ–∞–ї—Г–є—Б—В–∞, –Њ–Ј–љ–∞–Ї–Њ–Љ—М—В–µ—Б—М —Б —А–Є—Б. 2 –Є —Г—Б—В–∞–љ–Њ–≤–Є—В–µ 4 —А—Л–Љ-–±–Њ–ї—В–∞ (–Ь36).
–Т–љ–Є–Љ–∞–љ–Є–µ:
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –Я–Њ—Б–ї–µ –њ–Њ–і—К–µ–Љ–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –≤—Л–≤–µ—А–љ–Є—В–µ –≤–Є–љ—В—Л –Є —Б–Њ—Е—А–∞–љ–Є—В–µ –Є—Е.
–Т—Л –Љ–Њ–ґ–µ—В–µ –њ–µ—А–µ–і–≤–Є–≥–∞—В—М –Є —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –љ–µ —Б–ї–µ–і—Г—П –і–∞–љ–љ–Њ–є —Б—Е–µ–Љ–µ, –љ–Њ –≤ —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Љ—Л –љ–µ –Љ–Њ–ґ–µ–Љ –≥–∞—А–∞–љ—В–Є—А–Њ–≤–∞—В—М –µ–µ –Ј–∞—Й–Є—В—Г –Њ—В —Г–і–∞—А–Њ–≤ –Є –њ–Њ–≤—А–µ–ґ–і–µ–љ–Є–є.
  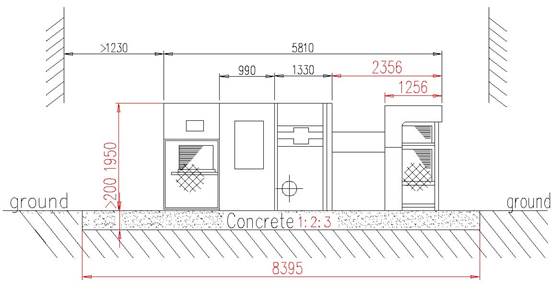   
  
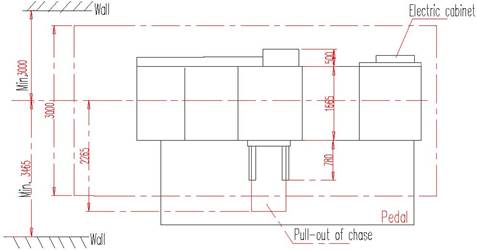  
 
–†–Є—Б.3
–Э–∞–і–њ–Є—Б–Є –љ–∞ —А–Є—Б—Г–љ–Ї–µ 3:
Ground вАУ –Ј–µ–Љ–ї—П;
Concrete вАУ –±–µ—В–Њ–љ;
Electric cabinet вАУ –±–ї–Њ–Ї –њ–Є—В–∞–љ–Є—П;
Pull-out of chase вАУ –≤—Л–≤–Њ–і–љ–Њ–µ —Г—Б—В—А–Њ–є—Б—В–≤–Њ;
Wall вАУ —Б—В–µ–љ–∞;
Pedal вАУ –њ–µ–і–∞–ї—М.
–Я—А–µ–і–њ–Њ–ї–∞–≥–∞–µ—В—Б—П, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Г–і–µ—В —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М—Б—П –љ–∞ –±–µ—В–Њ–љ–љ—Г—О –Њ—Б–љ–Њ–≤—Г, –њ—А–Є —Н—В–Њ–Љ –≤–Њ–Ї—А—Г–≥ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–∞ –і–ї—П —А–µ–≥—Г–ї—П—А–љ–Њ–≥–Њ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є—П. (—Б–Љ. —А–Є—Б. 3).
–Ґ–Є–≥–µ–ї—М –і–Њ–ї–ґ–µ–љ –±—Л—В—М –≤—Л—Б—В–∞–≤–ї–µ–љ –њ–Њ —Г—А–Њ–≤–љ—О —Б –њ–Њ–Љ–Њ—Й—М—О –≥—А–∞–і—Г–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ ¬Ђ—Г—А–Њ–≤–љ—П¬ї —Б —В–Њ—З–љ–Њ—Б—В—М—О –і–Њ 0,05 вАУ 0,1 –Љ–Љ.
–°–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Є —В–Є–≥–µ–ї—М —Б–Њ–µ–і–Є–љ—П—О—В—Б—П –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —Б–Њ–µ–і–Є–љ–Є—В–µ–ї—М–љ—Л—Е –Ї–Њ–ї–Њ–і–Њ–Ї, —Д–Є–Ї—Б–Є—А—Г–µ–Љ—Л—Е —И—В–Є—Д—В–∞–Љ–Є –Є —И–µ—Б—В–Є—Г–≥–Њ–ї—М–љ—Л–Љ–Є –±–Њ–ї—В–∞–Љ–Є. –£—А–Њ–≤–µ–љ—М –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –љ–∞—Б—В—А–∞–Є–≤–∞–µ—В—Б—П –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –љ–∞–њ–Њ–ї—М–љ—Л—Е —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л—Е –≤–Є–љ—В–Њ–≤ (—Б–Љ. 4).
  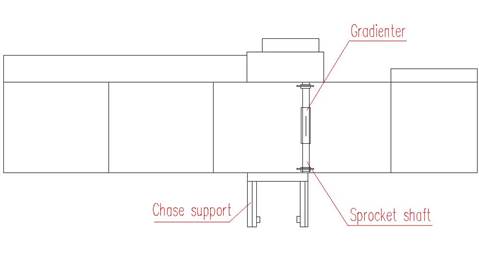   
  
        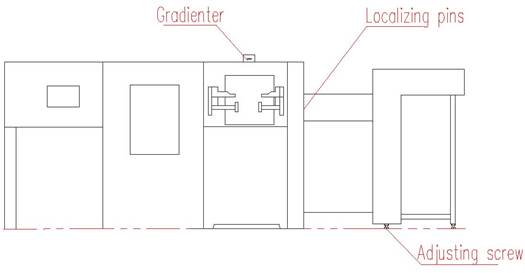   
  
–†–Є—Б.4
 
–Э–∞–і–њ–Є—Б–Є –љ–∞ —А–Є—Б—Г–љ–Ї–µ 4:
Gradienter вАУ –≥—А–∞–і—Г–Є—А–Њ–≤–∞–љ–љ—Л–є —Г—А–Њ–≤–µ–љ—М;
Localizing pins вАУ —Д–Є–Ї—Б–Є—А—Г—О—Й–Є–µ —И—В–Є—Д—В—Л;
Adjusting screw вАУ —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л–µ –≤–Є–љ—В—Л;
Chase support вАУ –Њ–њ–Њ—А–∞ –≤—Л–≤–Њ–і–љ–Њ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞;
Sprocket shaft вАУ –≤–µ–і—Г—Й–Є–є –≤–∞–ї.
¬†–Т –њ—А–Њ—Ж–µ—Б—Б–µ —Г–њ–∞–Ї–Њ–≤–Ї–Є —В–Є–≥–µ–ї—М –Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –і–Њ–ї–ґ–љ—Л –±—Л—В—М –Њ—В—Б–Њ–µ–і–Є–љ–µ–љ—Л, –≤–Њ–Ј–і—Г—Е–Њ–≤–Њ–і (–і–Є–∞–Љ–µ—В—А 6 –Љ–Љ.), –Є–і—Г—Й–Є–є –Њ—В —В–Є–≥–µ–ї—П –Ї —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і—Г, —В–∞–Ї–ґ–µ –Њ—В—Б–Њ–µ–і–Є–љ–µ–љ.
–Я—А–Є —Г—Б—В–∞–љ–Њ–≤–Ї–µ –њ–Њ–і—Б–Њ–µ–і–Є–љ–Є—В–µ –≤–Њ–Ј–і—Г—Е–Њ–≤–Њ–і (–і–Є–∞–Љ–µ—В—А 12 –Љ–Љ) –Ї –Є—Б—В–Њ—З–љ–Є–Ї—Г –≤–Њ–Ј–і—Г—Е–∞, –і–∞–≤–ї–µ–љ–Є–µ –Ї–Њ—В–Њ—А–Њ–≥–Њ –љ–µ –Љ–µ–љ–µ–µ —З–µ–Љ 0,5 –Ь–Я–∞., –∞ —В–∞–Ї–ґ–µ –≤–Њ–Ј–і—Г—Е–Њ–≤–Њ–і (–і–Є–∞–Љ–µ—В—А 6 –Љ–Љ.) –Ї —Н–ї–µ–Ї—В—А–Њ–Љ–∞–≥–љ–Є—В–љ–Њ–Љ—Г –Ї–ї–∞–њ–∞–љ—Г, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ–Њ–Љ—Г –і–ї—П –Ї–Њ–љ—В—А–Њ–ї—П —А–∞–±–Њ—В—Л —Ж–Є–ї–Є–љ–і—А–∞ –≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–µ. –†–∞–±–Њ—З–µ–µ –і–∞–≤–ї–µ–љ–Є–µ 0,5-0,7 –Љ–Я–∞.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–£–≥–Њ–ї–Њ–Ї, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–є –њ—А–Є —Г–њ–∞–Ї–Њ–≤–Ї–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –і–Њ–ї–ґ–µ–љ –±—Л—В—М —Г–і–∞–ї–µ–љ, –∞ –≤–Є–љ—В—Л –і–Њ–ї–ґ–љ—Л –±—Л—В—М –Ј–∞—В—П–љ—Г—В—Л.
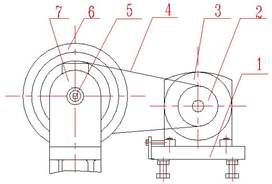  
 
–†–Є—Б.5
1. –Ю—Б–љ–Њ–≤–љ–∞—П –Њ–њ–Њ—А–∞ –і–≤–Є–≥–∞—В–µ–ї—П 2. –Ь–∞–ї–Њ–µ –Ї–Њ–ї–µ—Б–Њ –≤—А–∞—Й–µ–љ–Є—П —А–µ–Љ–љ—П 3. –Ф–≤–Є–≥–∞—В–µ–ї—М 4. –Ъ–ї–Є–љ–Њ–≤–Є–і–љ—Л–є —А–µ–Љ–µ–љ—М 5. –Э–∞—Б–∞–і–Ї–∞ –љ–∞ –≤–µ–і—Г—Й—Г—О –Њ—Б—М –і–ї—П –≤—А–∞—Й–µ–љ–Є—П –≤—А—Г—З–љ—Г—О 6. –Ь–∞—Е–Њ–≤–Є–Ї 7. –Ю–њ–Њ—А–∞
–£—Б—В–∞–љ–Њ–≤–Є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ –Њ–њ–Њ—А—Г —Б–Њ–≥–ї–∞—Б–љ–Њ —А–Є—Б.5. –Я—А–Њ–≤–Њ–і–љ–Є–Ї–Є –Њ—В –і–∞—В—З–Є–Ї–∞-–њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—П, –Љ–∞—А–Ї–Є—А–Њ–≤–∞–љ–љ—Л–µ U1, V1, W1, –і–Њ–ї–ґ–љ—Л –±—Л—В—М –њ–Њ–і—Б–Њ–µ–і–Є–љ–µ–љ—Л –Ї —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є–Љ –Ї–ї–µ–Љ–Љ–∞–Љ U, V, W.
–Я—А–Є –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–Є –њ–Є—В–∞–љ–Є—П, —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –і–≤–Є–≥–∞—В–µ–ї—М –≤—А–∞—Й–∞–µ—В—Б—П –≤ –њ—А–∞–≤–Є–ї—М–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є.
–Х—Б–ї–Є –Ї–ї–Є–љ–Њ–≤–Є–і–љ—Л–є —А–µ–Љ–µ–љ—М –љ—Г–ґ–і–∞–µ—В—Б—П –≤ –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Ї–µ, —Б–љ–Є–Љ–Є—В–µ –Њ–њ–Њ—А—Г —Б –≤–∞–ї–∞ –Љ–∞—Е–Њ–≤–Є–Ї–∞ –Є –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Є—В–µ —А–µ–Љ–µ–љ—М, –њ–Њ—Б–ї–µ —З–µ–≥–Њ –≤–µ—А–љ–Є—В–µ –Њ–њ–Њ—А—Г –љ–∞ –њ—А–µ–ґ–љ–µ–µ –Љ–µ—Б—В–Њ. –Ґ–Є–њ –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ–Њ–≥–Њ –Ї–ї–Є–љ–Њ–≤–Є–і–љ–Њ–≥–Њ —А–µ–Љ–љ—П вАУ –Т-2180.
–Ф–≤–Є–≥–∞—В–µ–ї—М –Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і —Б–≤—П–Ј–∞–љ—Л —Ж–µ–њ–љ–Њ–є –њ–µ—А–µ–і–∞—З–µ–є. –Я—А–Є —Г—Б—В–∞–љ–Њ–≤–Ї–µ —Ж–µ–њ–Є –і–Њ–ї–ґ–љ—Л –±—Л—В—М –Њ–і–µ—В—Л –Є –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ—Л —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–Љ–Є –љ–∞—В—П–ґ–Є—В–µ–ї—П–Љ–Є (—Б–Љ. —А–Є—Б. 6).
 
–†–Є—Б.6
1. –¶–µ–њ—М 2. –Т–µ–і—Г—Й–µ–µ –Ї–Њ–ї–µ—Б–Њ —В–Є–≥–ї—П
3. –Т–µ–і—Г—Й–µ–µ –Ї–Њ–ї–µ—Б–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ 4. –Я–µ—А–µ–і–∞—О—Й–∞—П —Ж–µ–њ—М.
–Т—А–µ–Љ—П —Г–Ї–ї–∞–і–Ї–Є –ї–Є—Б—В–∞ –≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М —Б–Њ–Њ—В–љ–µ—Б–µ–љ–Њ —Б–Њ –≤—А–µ–Љ–µ–љ–µ–Љ –і–≤–Є–ґ–µ–љ–Є—П —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є, —В–Њ –µ—Б—В—М ¬†–њ—А–Є —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є —Ж–µ–њ–µ–є –і–Њ–ї–ґ–љ—Л —Б–Њ–±–ї—О–і–∞—В—М—Б—П —Б–ї–µ–і—Г—О—Й–Є–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П: –њ—А–Є –њ–Њ–і–≤–µ–і–µ–љ–Є–Є –њ–µ—А–≤–Њ–≥–Њ –ї–Є—Б—В–∞ –Ї –њ–µ—А–µ–і–љ–Є–Љ –≤—Л—А–∞–≤–љ–Є–≤–∞—О—Й–Є–Љ —Г–њ–Њ—А–∞–Љ, –µ–≥–Њ –њ–µ—А–µ–і–љ—П—П –Ї—А–Њ–Љ–Ї–∞ –Є –±–Њ–Ї–Њ–≤—Л–µ –Ї—А–Њ–Љ–Ї–Є –і–Њ–ї–ґ–љ—Л —З–µ—В–Ї–Њ —А–∞—Б–њ–Њ–Ј–љ–∞–≤–∞—В—М—Б—П –Є –≤—Л—А–∞–≤–љ–Є–≤–∞—В—М—Б—П, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —Г–і–∞–µ—В—Б—П –Є–Ј–±–µ–ґ–∞—В—М –њ–µ—А–µ–Ї—А—Л–≤–∞–љ–Є—П –±–Њ–Ї–Њ–≤—Л—Е —Г–њ–Њ—А–Њ–≤ –≤—В–Њ—А—Л–Љ –ї–Є—Б—В–Њ–Љ –Є –ї–Є—Б—В—Л –њ–Њ–і–∞—О—В—Б—П –љ–µ–њ—А–µ—А—Л–≤–љ—Л–Љ –њ–Њ—В–Њ–Ї–Њ–Љ. –Х—Б–ї–Є —Н—В–Њ–≥–Њ –і–Њ—Б—В–Є—З—М –љ–µ —Г–і–∞–ї–Њ—Б—М, –њ–Њ–і–∞–є—В–µ –≤–µ–і—Г—Й–Є–є –≤–∞–ї —Б–ї–µ–≥–Ї–∞ –≤–њ–µ—А–µ–і –Є –љ–∞–Ј–∞–і, –њ–Њ–Ї–∞ –љ–µ –±—Г–і–µ—В –і–Њ—Б—В–Є–≥–љ—Г—В–Њ –њ—А–∞–≤–Є–ї—М–љ–Њ–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ. –Х—Б–ї–Є —В—А–µ–±—Г–µ—В—Б—П –±–Њ–ї–µ–µ —В–Њ—З–љ–∞—П –љ–∞—Б—В—А–Њ–є–Ї–∞, –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ —А—Г—З–љ–Њ–є –Љ–∞—Е–Њ–≤–Є–Ї.
–Ф–µ–Љ–Њ–љ—В–Є—А—Г–є—В–µ –њ—А–∞–≤—Г—О –Є –ї–µ–≤—Г—О –њ–Њ–і–і–µ—А–ґ–Є–≤–∞—О—Й–Є–µ —Б—В–Њ–є–Ї–Є —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –Є –Ї–Њ–ґ—Г—Е. –І—В–Њ–±—Л –љ–µ –њ—А–Є—З–Є–љ–Є—В—М –≤—А–µ–і —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–Љ—Г –∞–≤—В–Њ–Љ–∞—В—Г, —Б–љ–∞—З–∞–ї–∞ –њ–Њ–і–љ–Є–Љ–Є—В–µ –љ–Њ–ґ–љ–Њ–є –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—М –љ–∞ –Њ–њ–Њ—А–љ–Њ–є —Б—В–Њ–є–Ї–µ. –Я—А–Є –Є–љ—Б—В–∞–ї–ї—П—Ж–Є–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –Њ–њ–Њ—А–љ—Л–µ —Б—В–Њ–є–Ї–Є –љ–∞ –љ–Є–ґ–љ—О—О —Б—В–Њ—А–Њ–љ—Г –і–≤—Г—Е –Ї–∞—А–Ї–∞—Б–Њ–≤ –Є –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї–Є.
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–∞ –і–≤—Г–Љ—П –њ–µ—А–µ–љ–Њ—Б–љ—Л–Љ–Є –љ–Њ–ґ–љ—Л–Љ–Є –њ–µ–і–∞–ї—П–Љ–Є –і–ї—П —А–∞–Ј–Љ–µ—Й–µ–љ–Є—П –љ–∞ –Њ–њ–µ—А–∞—В–Њ—А—Б–Ї–Њ–Љ –Љ–µ—Б—В–µ –Є —Б –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л.
–£—Б—В–∞–љ–Њ–≤–Є—В–µ –≤—Л–≤–Њ–і–љ–Њ–µ —Г—Б—В—А–Њ–є—Б—В–≤–Њ, –Њ—А–Є–µ–љ—В–Є—А—Г—П—Б—М –љ–∞ —А–Є—Б. 3.
5. –Я–Њ–і–Ї–ї—О—З–µ–љ–Є–µ –Є —А–∞–±–Њ—В–∞
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –љ–∞–љ–µ—Б–µ–љ–Є–µ –Ї–∞–Ї–Њ–≥–Њ-–ї–Є–±–Њ —Г—Й–µ—А–±–∞ –Њ–њ–µ—А–∞—В–Њ—А—Г –Є–ї–Є –Љ–∞—И–Є–љ–µ, –њ–Њ—Б–ї–µ —Г—Б—В–∞–љ–Њ–≤–Ї–Є –љ–Њ–≤–Њ–є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Є–ї–Є –њ–µ—А–µ–і –њ—Г—Б–Ї–Њ–Љ —Б—В–∞—А–Њ–є –Њ—В–≤–µ—В—М—В–µ –љ–∞ —Б–ї–µ–і—Г—О—Й–Є–µ –≤–Њ–њ—А–Њ—Б—Л.
☆ –Х—Б—В—М –ї–Є —Б—А–µ–і–Є –≤—Б–µ—Е –њ—А–Є—Б–њ–Њ—Б–Њ–±–ї–µ–љ–Є–є/–і–µ—В–∞–ї–µ–є –Є —В.–і. —В–∞–Ї–Є–µ, –Ї–Њ—В–Њ—А—Л–Љ –љ–µ –љ–∞–є–і–µ–љ–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ/–њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–µ –Є —В.–і.?
☆ –Т—Б–µ –ї–Є —Д—Г–љ–Ї—Ж–Є–Њ–љ–∞–ї—М–љ—Л–µ —З–∞—Б—В–Є —Е–Њ—А–Њ—И–Њ —Б–Љ–Њ–љ—В–Є—А–Њ–≤–∞–љ—Л, –њ–Њ–і–Њ–≥–љ–∞–љ—Л –Є —В.–і.?
☆ –Т—Б–µ –ї–Є –≤–Є–љ—В—Л –Ј–∞—В—П–љ—Г—В—Л?
☆ –Т—Б–µ –ї–Є —З–∞—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞—Е–Њ–і—П—В—Б—П –≤ —Е–Њ—А–Њ—И–µ–Љ —А–∞–±–Њ—З–µ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є?
☆ –Т—Б–µ –ї–Є —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л, –Ї–∞–±–µ–ї–Є, —И—В–µ–њ—Б–µ–ї—П –Є —В.–і. –љ–∞—Е–Њ–і—П—В—Б—П –≤ —Е–Њ—А–Њ—И–µ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є?
☆ –°–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В –ї–Є –љ–∞–њ—А—П–ґ–µ–љ–Є–µ —Б–µ—В–Є —Б–њ–µ—Ж–Є—Д–Є–Ї–∞—Ж–Є–Є?
☆ –Я–Њ–ї–љ–Њ—Б—В—М—О –ї–Є –њ—А–Њ—Ж–µ—Б—Б –Є–љ—Б—В–∞–ї–ї—П—Ж–Є–Є —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Њ–≤–∞–ї —В—А–µ–±–Њ–≤–∞–љ–Є—П–Љ?
☆ –£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –љ–Є–Ї—В–Њ –љ–µ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ–є –±–ї–Є–Ј–Њ—Б—В–Є –Њ—В –Ј–∞–њ—Г—Б–Ї–∞–µ–Љ—Л—Е —З–∞—Б—В–µ–є.
☆ –£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –∞–±—Б–Њ–ї—О—В–љ–Њ –±–µ–Ј–Њ–њ–∞—Б–µ–љ –і–ї—П –Њ–Ї—А—Г–ґ–∞—О—Й–Є—Е.
5.1. –Э–∞–Ј–љ–∞—З–µ–љ–Є–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ–є
–Т –Љ–∞—И–Є–љ–µ MY1050A-P —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ –Ї–Њ–Љ–њ—М—О—В–µ—А –Є PLC (Programmable Logic Controller вАУ–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ—Л–є –ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А –Є–ї–Є –Я–Ы–Ъ) –і–ї—П —Г–њ—А–∞–≤–ї–µ–љ–Є—П –≤—Л—Б–µ—З–Ї–Њ–є, —З—В–Њ –і–µ–ї–∞–µ—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б —Г–і–Њ–±–љ–Њ–є –≤ —А–∞–±–Њ—В–µ –Є –њ–Њ–≤—Л—И–∞–µ—В –µ–µ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В—М. –Ф–ї—П —Г–і–Њ–±—Б—В–≤–∞ —Г–њ—А–∞–≤–ї–µ–љ–Є—П –љ–∞ –Љ–∞—И–Є–љ–µ –Є–Љ–µ—О—В—Б—П –Љ–љ–Њ–≥–Њ—З–Є—Б–ї–µ–љ–љ—Л–µ –Ї–Њ–Љ–Љ—Г—В–∞—Ж–Є–Њ–љ–љ—Л–µ –њ–∞–љ–µ–ї–Є, –њ–Њ–Ј–≤–Њ–ї—П—О—Й–Є–µ —Г–Љ–µ–љ—М—И–Є—В—М –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –Њ—И–Є–±–Њ–Ї –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л –Є —В–µ–Љ —Б–∞–Љ—Л–Љ —Г–≤–µ–ї–Є—З–Є—В—М —Н—Д—Д–µ–Ї—В–Є–≤–љ–Њ—Б—В—М (—Б–Љ. —А–Є—Б.7).
 
¬†–†–Є—Б. 7
1. –Я–∞–љ–µ–ї—М –њ–µ—А–µ–Ї–ї—О—З–µ–љ–Є—П —А–µ–ґ–Є–Љ–Њ–≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ 2.–У–ї–∞–≤–љ–∞—П –њ–∞–љ–µ–ї—М 3.–Я–∞–љ–µ–ї—М —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ 4.–Я–∞–љ–µ–ї—М –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б—В–Њ—А–Њ–љ–µ 5.–Я–∞–љ–µ–ї—М —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
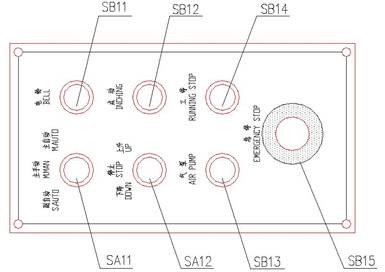
5.1.1. –Я–∞–љ–µ–ї—М —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞: (—Б–Љ. —А–Є—Б.7)
SA11:
–Я—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ –і–ї—П –≤–Ї–ї—О—З–µ–љ–Є—П –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Є–ї–Є –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ (–љ–Њ–љ-—Б—В–Њ–њ).¬†
–Ъ–Њ–≥–і–∞ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —Б—А–µ–і–љ–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є, –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є —А–µ–ґ–Є–Љ –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Є –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–Њ–≤ –≤—Л–Ї–ї—О—З–µ–љ. –†—Г—З–Ї–Њ–є SA12 –Љ–Њ–ґ–љ–Њ –њ–Њ–і–љ–Є–Љ–∞—В—М –Є –Њ–њ—Г—Б–Ї–∞—В—М –Њ—Б–љ–Њ–≤–љ–Њ–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –≤–≤–µ—А—Е –Є–ї–Є –≤–љ–Є–Ј. –Ъ–Њ–≥–і–∞ SA11 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є вАЬS. AUTOвАЭ, –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і —А–∞–±–Њ—В–∞–µ—В –≤ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ —А–µ–ґ–Є–Љ–µ. –Я–Њ–≤–µ—А–љ–Є—В–µ SA12, —З—В–Њ–±—Л –Њ—Б–љ–Њ–≤–љ–Њ–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Ј–∞–љ—П–ї –≤–µ—А—Е–љ–µ–µ –Є–ї–Є –љ–Є–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Ъ–Њ–≥–і–∞ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є вАЬM.AUTOвАЭ, –Њ—Б–љ–Њ–≤–љ–Њ–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і —А–∞–±–Њ—В–∞–µ—В –≤ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ —А–µ–ґ–Є–Љ–µ.
SA12:
–†—Г—З–Ї–∞ –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–∞ –і–ї—П –њ–Њ–і—К–µ–Љ–∞ –Є –Њ–њ—Г—Б–Ї–∞–љ–Є—П –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –Є –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–Њ–≤. –Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –≤–Њ–Ј–≤—А–∞—Й–∞–µ—В—Б—П –≤ —Б—А–µ–і–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –≤ –Ї–Њ—В–Њ—А–Њ–Љ –Њ–±–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ —А–∞–±–Њ—В–∞—О—В –≤ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ —А–µ–ґ–Є–Љ–µ.
–Ъ–Њ–≥–і–∞ SA11 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є вАЬS.AUTOвАЭ, –Є ¬†SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є вАШDOWNвАЩ, –Њ—Б–љ–Њ–≤–љ–Њ–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Љ–Њ–ґ–µ—В –Њ–њ—Г—Б—В–Є—В—М—Б—П –љ–Є–ґ–µ, –љ–Њ –±–µ–Ј –њ–Њ–≤–Њ—А–Њ—В–∞ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П –і–≤–Є–ґ–µ–љ–Є–µ –±—Г–і–µ—В –±–ї–Њ–Ї–Є—А–Њ–≤–∞–љ–Њ. –Х—Б–ї–Є –Т—Л –њ–Њ–≤–µ—А–љ–µ—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАШUPвАЩ, –Њ—Б–љ–Њ–≤–љ–Њ–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Љ–Њ–ґ–µ—В –њ–Њ–і–љ–Є–Љ–∞—В—М—Б—П, –љ–Њ –±–µ–Ј –њ–Њ–≤–Њ—А–Њ—В–∞ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П –њ–Њ–і—К–µ–Љ –±—Г–і–µ—В –±–ї–Њ–Ї–Є—А–Њ–≤–∞–љ. –Ъ–Њ–≥–і–∞ SA11 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є вАЬM.AUTOвАЭ, –Є ¬†SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є вАШDOWNвАЩ, –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Љ–Њ–ґ–µ—В –Њ–њ—Г—Б—В–Є—В—М—Б—П, –љ–Њ –±–µ–Ј –њ–Њ–≤–Њ—А–Њ—В–∞ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П –і–≤–Є–ґ–µ–љ–Є–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –±—Г–і–µ—В –±–ї–Њ–Ї–Є—А–Њ–≤–∞–љ–Њ. –Х—Б–ї–Є –Т—Л –њ–Њ–≤–µ—А–љ–µ—В–µ SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАШUPвАЩ, –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Љ–Њ–ґ–µ—В –њ–Њ–і–љ—П—В—М—Б—П, –љ–Њ –±–µ–Ј –њ–Њ–≤–Њ—А–Њ—В–∞ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П –њ–Њ–і—К–µ–Љ –±—Г–і–µ—В –±–ї–Њ–Ї–Є—А–Њ–≤–∞–љ.
–Т–љ–Є–Љ–∞–љ–Є–µ: –Њ–±–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞, –Њ—Б–љ–Њ–≤–љ–Њ–є –Є –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–є, –Є–Љ–µ—О—В –±–ї–Њ–Ї–Є—А—Г—О—Й–Є–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–Є. –Ъ–Њ–≥–і–∞ —Н—В–Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–Є –∞–Ї—В–Є–≤–Є—А–Њ–≤–∞–љ—Л, —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і—Л –љ–µ —А–∞–±–Њ—В–∞—О—В –≤ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ —А–µ–ґ–Є–Љ–µ.
 
–†–Є—Б. 8
SB11:
–≠—В–Њ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –і–Њ–ї–ґ–µ–љ –±—Л—В—М –љ–∞–ґ–∞—В –њ–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я—А–Є –µ–≥–Њ –љ–∞–ґ–∞—В–Є–Є –≤ —В–µ—З–µ–љ–Є–µ —В—А–µ—Е —Б–µ–Ї—Г–љ–і —А–∞–Ј–і–∞–µ—В—Б—П –Ј–≤–Њ–љ–Њ–Ї. –Я—А–Є —Н—В–Њ–Љ –≥–ї–∞–≤–љ—Л–є –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В—Г –љ–∞ –љ–µ–±–Њ–ї—М—И–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є, –Є, –µ—Б–ї–Є –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –љ–Є–Ї–∞–Ї–Є—Е –њ—А–Њ–±–ї–µ–Љ, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Г–і–µ—В –≥–Њ—В–Њ–≤–∞ –Ї –Ј–∞–њ—Г—Б–Ї—Г. –Я—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є SB12 —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В—Г. –Х—Б–ї–Є –≤ —В–µ—З–µ–љ–Є–µ –і–µ—Б—П—В–Є —Б–µ–Ї—Г–љ–і –Т—Л –љ–µ –љ–∞–ґ–Љ–µ—В–µ —Н—В—Г –Ї–љ–Њ–њ–Ї—Г, —Г—Б—В—А–Њ–є—Б—В–≤–Њ –њ—А–Њ–≤–µ—А–Ї–Є –≥–Њ—В–Њ–≤–љ–Њ—Б—В–Є –Ї —Б—В–∞—А—В—Г –Њ—В–Љ–µ–љ–Є—В –Ї–Њ–Љ–∞–љ–і—Г –Ї –Ј–∞–њ—Г—Б–Ї—Г —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Х—Б–ї–Є –Т—Л —Е–Њ—В–Є—В–µ –њ—А–Њ–Є–Ј–≤–µ—Б—В–Є –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –≤–∞–Љ —Б–ї–µ–і—Г–µ—В –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г SB11.
–Х—Б–ї–Є –≤—Л –љ–∞–ґ–∞–ї–Є –Ї–љ–Њ–њ–Ї—Г –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є, –њ–Њ—В–Њ–Љ¬† –≤ –њ–µ—А–≤—Г—О –Њ—З–µ—А–µ–і—М –љ—Г–ґ–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ —А–µ–ї–µ. –Ч–∞—В–µ–Љ —Б–љ–Њ–≤–∞ –Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –і–∞–ґ–µ –µ—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —Г–ґ–µ –Њ—В–Ї–ї—О—З–µ–љ–∞.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–°–Є–≥–љ–∞–ї –Ј–≤–Њ–љ–Ї–∞ –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —Б–Њ–Њ–±—Й–∞–µ—В –Њ —В–Њ–Љ, —З—В–Њ –≤—Б–µ –Њ–њ–µ—А–∞—В–Њ—А—Л –і–Њ–ї–ґ–љ—Л –Њ—В–Њ–є—В–Є –Њ—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ. –Х—Б–ї–Є –Ј–≤–Њ–љ–Њ–Ї –љ–µ —А–∞–±–Њ—В–∞–µ—В, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ –Ј–∞–Љ–µ–љ–Є—В—М –µ–≥–Њ, —В–∞–Ї –Ї–∞–Ї –µ–≥–Њ –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –љ–µ–±–µ–Ј–Њ–њ–∞—Б–љ–∞ –і–ї—П –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–≥–Њ –њ–µ—А—Б–Њ–љ–∞–ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
SB12:
–Я—А–Є –љ–∞–ґ–∞—В–Є–Є —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є –≤–Ї–ї—О—З–∞–µ—В—Б—П —Б—Ж–µ–њ–ї–µ–љ–Є–µ, –Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М. –Я—А–Є –Њ—В–њ—Г—Б–Ї–∞–љ–Є–Є —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П.
–Х—Б–ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —А–∞–±–Њ—В–∞–µ—В –љ–∞ –≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є, –њ—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –і–≤–Є–≥–∞—В–µ–ї—М –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –њ–µ—А–µ–є–і–µ—В –љ–∞ —Б–∞–Љ—Г—О –љ–Є–Ј–Ї—Г—О —Б–Ї–Њ—А–Њ—Б—В—М. –Х—Б–ї–Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞–ґ–∞—В—М –њ—Г—Б–Ї–Њ–≤—Г—О –Ї–љ–Њ–њ–Ї—Г, –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞—З–љ–µ—В —А–∞–±–Њ—В–∞—В—М –љ–∞ –Ј–∞–і–∞–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є.
–Ф–ї—П –њ–ї–∞–≤–љ–Њ–≥–Њ —Б—В–∞—А—В–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –Ј–∞–њ—Г—Б—В–Є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ –љ–µ–±–Њ–ї—М—И–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –≤ –љ–∞—З–∞–ї–µ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г —Г–њ—А–∞–≤–ї–µ–љ–Є—П –њ–Њ—И–∞–≥–Њ–≤—Л–Љ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ–Љ –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –µ—Б–ї–Є –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –љ–Є–Ї–∞–Ї–Є—Е –њ–Њ–Љ–µ—Е, –Ї–љ–Њ–њ–Ї—Г –њ—Г—Б–Ї–∞.
SB13:
–Ъ–љ–Њ–њ–Ї–∞ –≤–Ї–ї—О—З–µ–љ–Є—П/–≤—Л–Ї–ї—О—З–µ–љ–Є—П –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞. –Х—Б–ї–Є –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ї–љ–Њ–њ–Ї–∞ SB13 –љ–∞–ґ–∞—В–∞ –Њ–і–Є–љ —А–∞–Ј, –Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —А–∞–±–Њ—З–µ–Љ —А–µ–ґ–Є–Љ–µ, –≤–Ї–ї—О—З–∞–µ—В—Б—П –љ–∞—Б–Њ—Б, –Є –њ—А–Є —Н—В–Њ–Љ –Ј–∞–≥–Њ—А–∞–µ—В—Б—П –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –ї–Є—Б—В—Л –Є–Ј —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –љ–∞—З–Є–љ–∞—О—В –њ–Њ–і–∞–≤–∞—В—М—Б—П –љ–∞ —Б—В–Њ–ї –Њ–і–Є–љ –Ј–∞ –і—А—Г–≥–Є–Љ. –Я—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є SB13 –≤–Њ –≤—В–Њ—А–Њ–є —А–∞–Ј (—Н—В–Њ –љ–µ –Њ—В–љ–Њ—Б–Є—В—Б—П –Ї —Н—В–∞–њ—Г –њ–Њ–ї—Г—З–µ–љ–Є—П –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л—Е –ї–Є—Б—В–Њ–≤), –љ–∞—Б–Њ—Б –≤—Л–Ї–ї—О—З–∞–µ—В—Б—П –Є –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –≥–∞—Б–љ–µ—В
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—А–∞—Й–µ–љ–Є—П –і–≤–Є–≥–∞—В–µ–ї—П –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –і–Њ–ї–ґ–љ–Њ —Б–Њ–≤–њ–∞–і–∞—В—М —Б –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ–Љ —Б—В—А–µ–ї–Ї–Є –љ–∞ –Ї–Њ—А–њ—Г—Б–µ –љ–∞—Б–Њ—Б–∞. –Ш–љ–∞—З–µ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –љ–µ –±—Г–і–µ—В –љ–Њ—А–Љ–∞–ї—М–љ–Њ —А–∞–±–Њ—В–∞—В—М!
–Т –љ–∞—Б–Њ—Б–µ –Є–Љ–µ—О—В—Б—П –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П –≤—Б–∞—Б—Л–≤–∞–љ–Є—П –Є –≤—Л–і—Г–≤–∞–љ–Є—П –≤–Њ–Ј–і—Г—Е–∞. –Я—А–Є –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–Є –љ–µ –њ–µ—А–µ–њ—Г—В–∞–є—В–µ –Є—Е –Љ–µ–ґ–і—Г —Б–Њ–±–Њ–є, –Є–љ–∞—З–µ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –љ–µ –±—Г–і–µ—В –љ–Њ—А–Љ–∞–ї—М–љ–Њ —А–∞–±–Њ—В–∞—В—М!
SB14:
–≠—В–∞ –Ї–љ–Њ–њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —А–∞–±–Њ—В–∞—О—Й–µ–є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –ї–Є–±–Њ –і–ї—П –њ—А–µ–і–Њ—В–≤—А–∞—Й–µ–љ–Є—П –µ–µ –≤–Ї–ї—О—З–µ–љ–Є—П –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї–Є—Ж–∞–Љ–Є. –Х—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –љ–∞–ґ–∞—В–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ —Н—В–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –±—Г–і–µ—В –њ–Њ–≤–µ—А–љ—Г—В–∞ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–µ –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М, –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –±—Г–і–µ—В –≤–Њ—Б—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞.
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Г–і–µ—В –њ—А–Њ–і–Њ–ї–ґ–∞—В—М —А–∞–±–Њ—В–∞—В—М, –µ—Б–ї–Є –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П SB12 –Є–ї–Є –њ—Г—Б–Ї–Њ–≤—Г—О –Ї–љ–Њ–њ–Ї—Г SB23 –њ–Њ—Б–ї–µ –љ–∞–ґ–∞—В–Є—П –Ї–љ–Њ–њ–Ї–Є SB1
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–∞–ґ–∞—В–Є–µ –Ї–љ–Њ–њ–Ї–Є ¬†SB14 –љ–µ –њ—А–Є–≤–Њ–і–Є—В –Ї –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –Њ–љ–∞ –њ—А–Њ–і–Њ–ї–ґ–∞–µ—В —А–∞–±–Њ—В–∞—В—М –і–Њ —В–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞, –≥–і–µ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ –і–Њ–њ—Г—Б—В–Є–Љ–∞. –Э–∞–ґ–∞—В–Є–µ –∞–≤–∞—А–Є–є–љ–Њ–є –Ї–љ–Њ–њ–Ї–Є SB15 –њ—А–Є–≤–Њ–і–Є—В –Ї –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
SB15:  
–Ъ–љ–Њ–њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –∞–≤–∞—А–Є–є–љ—Л—Е —Б–Є—В—Г–∞—Ж–Є—П—Е, –ї–Є–±–Њ –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї–Є—Ж–∞–Љ–Є. –Х–µ –љ–∞–ґ–∞—В–Є–µ –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ—Б—В–∞–љ–Њ–≤–Ї–µ –≤—Б–µ—Е –і–≤–Є–≥–∞—В–µ–ї–µ–є. –Я–Њ—Б–ї–µ –љ–∞–ґ–∞—В–Є—П —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є, —З—В–Њ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є –њ–µ—А–µ–Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —Б—В–∞–љ–Њ–≤–Є—В—Б—П –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ—Л–Љ, –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Њ–љ–∞ –љ–µ –±—Г–і–µ—В –њ–Њ–≤–µ—А–љ—Г—В–∞ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Х—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –љ–µ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–µ–љ. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–њ—П—В—М –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М —Б–Њ—Б—В–Њ—П–љ–Є–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ —А–µ–ї–µ, –і–∞–ґ–µ –µ—Б–ї–Є –∞–≤–∞—А–Є–є–љ–∞—П –Ї–љ–Њ–њ–Ї–∞ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–С—Г–і—М—В–µ –≤–љ–Є–Љ–∞—В–µ–ї—М–љ—Л! –Я—А–Є –љ–Њ—А–Љ–∞–ї—М–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е —А–∞–±–Њ—В—Л, –і–∞–ґ–µ –µ—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ SB12 –љ–∞–ґ–∞—В–∞, –Љ–∞—Е–Њ–≤–Є–Ї–Є –љ–µ –Љ–Њ–≥—Г—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ –Є–Ј-–Ј–∞ –Є–љ–µ—А—Ж–Є–Є.
5.1.2. –У–ї–∞–≤–љ–∞—П –њ–∞–љ–µ–ї—М: (—Б–Љ. —А–Є—Б. 9)
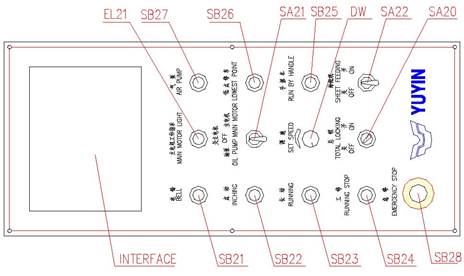  
 
–†–Є—Б.9
SA20: 
SA20 —П–≤–ї—П–µ—В—Б—П —Б–µ–ї–µ–Ї—В–Њ—А–Њ–Љ. –Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –њ–Њ–і–Ї–ї—О—З–µ–љ–Є—П/–Њ—В–Ї–ї—О—З–µ–љ–Є—П –љ–∞–њ—А—П–ґ–µ–љ–Є—П –≤ —Ж–µ–њ–Є —Б –њ–Њ–Љ–Њ—Й—М—О –Ї–ї—О—З–µ–є. –Т —Ж–µ–ї—П—Е –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –љ–µ –±–Њ–ї–µ–µ –Њ–і–љ–Њ–≥–Њ –Ї–ї—О—З–∞, —З—В–Њ–±—Л –Њ–≥—А–∞–љ–Є—З–Є—В—М –і–Њ—Б—В—Г–њ –Ї –Љ–∞—И–Є–љ–µ –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є—Е –ї–Є—Ж.
–Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –њ–Њ–і–Ї–ї—О—З–µ–љ–∞ –Ї —Б–µ—В–Є, –њ–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SA20 –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Ї–ї—О—З–∞ –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬONвАЭ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —А–∞–Ј–і–∞—Б—В—Б—П —И–µ—Б—В–Є–Ї—А–∞—В–љ—Л–є –Ј–≤–Њ–љ–Њ–Ї, –Ї–Њ—В–Њ—А—Л–є —Б–Є–≥–љ–∞–ї–Є–Ј–Є—А—Г–µ—В –Њ —В–Њ–Љ, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї —А–∞–±–Њ—В–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я–Њ–≤–Њ—А–Њ—В SA20 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬOFF, –Њ—В–Ї–ї—О—З–Є—В –њ–Є—В–∞–љ–Є–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я—А–µ–ґ–і–µ —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –і–Њ–њ—Г—Б—В–Є–Љ–∞ –≤ —Н—В–Њ—В –Љ–Њ–Љ–µ–љ—В.
SA21:
–Ъ–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В –Љ–∞—Б–ї—П–љ—Л–є –љ–∞—Б–Њ—Б (OIL PUMP) –Є –Њ—Б–љ–Њ–≤–љ–Њ–є –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Ъ–Њ–≥–і–∞ SA21 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є вАЬOIL PUMPвАЭ, –Љ–∞—Б–ї—П–љ—Л–є –љ–∞—Б–Њ—Б —А–∞–±–Њ—В–∞–µ—В. –Х—Б–ї–Є –њ–Њ–≤–µ—А–љ—Г—В—М SA21 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬSTOPвАЭ, –Љ–∞—Б–ї—П–љ—Л–є –љ–∞—Б–Њ—Б –±—Г–і–µ—В –њ—А–Њ–і–Њ–ї–ґ–∞—В—М —А–∞–±–Њ—В–∞—В—М. –Ч–∞—В–µ–Љ –њ–Њ–≤–µ—А–љ–Є—В–µ SA21 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬMAIN MOTORвАЭ, –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞—З–љ–µ—В —А–∞–±–Њ—В–∞—В—М –љ–∞ –љ–Є–Ј–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Х—Б–ї–Є —В–µ–њ–µ—А—М –њ–Њ–≤–µ—А–љ—Г—В—М SA21 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬSTOPвАЭ, –і–≤–Є–≥–∞—В–µ–ї—М –Є –Љ–∞—Б–ї—П–љ—Л–є –љ–∞—Б–Њ—Б –Њ—Б—В–∞–љ–Њ–≤—П—В—Б—П.
–Х—Б–ї–Є –њ–Њ—Б–ї–µ –њ–Њ–і–Ї–ї—О—З–µ–љ–Є—П –њ–Є—В–∞–љ–Є—П –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –≤—Б–њ—Л—Е–љ—Г–ї–Є —В—А–Є –ї–∞–Љ–њ–Њ—З–Ї–Є, —Н—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —А–µ–ґ–Є–Љ–µ –Ј–∞—Й–Є—В—Л, —В.–µ. –Њ–і–Є–љ –Є–Ј –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ–є, –Ї–ї–∞–≤–Є—И –Є–ї–Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –і–∞–≤–ї–µ–љ–Є—П –Љ–∞—Б–ї–∞ –љ–µ –≤–Њ–Ј—А–∞—Й–µ–љ –≤ –љ–Њ—А–Љ–∞–ї—М–љ–Њ–µ —А–∞–±–Њ—З–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Ф–≤–Є–≥–∞—В–µ–ї—М –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ј–∞–њ—Г—Й–µ–љ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –≤—Б–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–Є –љ–µ –≤–Њ–Ј–≤—А–∞—Й–µ–љ—Л –≤ –љ–Њ—А–Љ–∞–ї—М–љ–Њ–µ —А–∞–±–Њ—З–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Х—Б–ї–Є SB28 –љ–µ –±—Л–ї–∞ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ —Б–≤–Њ–µ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, —Б–љ–∞—З–∞–ї–∞ –љ–∞–ґ–Љ–Є—В–µ SB21, –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М —Б–Њ—Б—В–Њ—П–љ–Є–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ —А–µ–ї–µ.
–Х—Б–ї–Є –Љ–Є–≥–∞–µ—В –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –Є –Ј–≤—Г—З–Є—В –Ј–≤–Њ–љ–Њ–Ї, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї –Ј–∞–њ—Г—Б–Ї—Г. –С—Г–і—М—В–µ –Њ—Б—В–Њ—А–Њ–ґ–љ—Л! –Х—Б–ї–Є –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –≥–Њ—А–Є—В –њ–Њ—Б—В–Њ—П–љ–љ–Њ, —Н—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —А–∞–±–Њ—В–∞–µ—В.
–Х—Б–ї–Є –ґ–µ–ї—В–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –≥–Њ—А–Є—В, –∞ –Ї—А–∞—Б–љ–∞—П –љ–µ –≥–Њ—А–Є—В, —Н—В–Њ —Б–Є–≥–љ–∞–ї –Њ —Б–±–Њ–µ –≤ —А–∞–±–Њ—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–Х—Б–ї–Є –Ї—А–∞—Б–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –Љ–Є–≥–∞–µ—В, –∞ –Ј–µ–ї–µ–љ–∞—П –љ–µ –≥–Њ—А–Є—В, —Н—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Л–ї–∞ –Њ—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ —Б –њ–Њ–Љ–Њ—Й—М—О –Ї–љ–Њ–њ–Ї–Є –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є. –Х—Б–ї–Є –Ї—А–∞—Б–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –≥–Њ—А–Є—В, –љ–Њ –љ–µ –Љ–Є–≥–∞–µ—В, —Н—В–Њ –Ј–љ–∞—З–Є—В, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–Њ–≤–Є–ї–∞—Б—М –≤ –Њ–±—Л—З–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Ч–∞–њ—Г—Б—В–Є—В–µ –Љ–∞—Б–ї—П–љ—Л–є –љ–∞—Б–Њ—Б –њ–µ—А–µ–і –њ—Г—Б–Ї–Њ–Љ –і–≤–Є–≥–∞—В–µ–ї—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–Я–Њ—Б–ї–µ –Ј–∞–њ—Г—Б–Ї–∞ –і–≤–Є–≥–∞—В–µ–ї—П —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –њ–Њ–≤–Њ—А–Њ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В –њ–Њ–≤–Њ—А–Њ—В—Г —Б—В—А–µ–ї–Ї–Є. –Ґ–Њ–ї—М–Ї–Њ –≤ —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –≤–Њ–Ј–Љ–Њ–ґ–µ–љ –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Љ–∞—И–Є–љ–µ –±—Г–і–µ—В –љ–∞–љ–µ—Б–µ–љ —Б–µ—А—М–µ–Ј–љ—Л–є —Г—Й–µ—А–±
EL21:
–≠—В–Њ –Є–љ–і–Є–Ї–∞—В–Њ—А –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –Є –і–≤–Є–≥–∞—В–µ–ї—П.
–Ы–∞–Љ–њ–Њ—З–Ї–∞ –Љ–Є–≥–∞–µ—В, –µ—Б–ї–Є –љ–∞—Б–Њ—Б —А–∞–±–Њ—В–∞–µ—В, –∞ –і–≤–Є–≥–∞—В–µ–ї—М –љ–µ—В. –Ъ–Њ–≥–і–∞ –ї–∞–Љ–њ–Њ—З–Ї–∞ –≥–Њ—А–Є—В, —Н—В–Њ —Б–Є–≥–љ–∞–ї–Є–Ј–Є—А—Г–µ—В –Њ —В–Њ–Љ, —З—В–Њ –і–≤–Є–≥–∞—В–µ–ї—М —А–∞–±–Њ—В–∞–µ—В.
SB21:
–Ю–і–љ–∞ –Є–Ј –Ї–љ–Њ–њ–Њ–Ї, –Ї–Њ—В–Њ—А—Л–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞–ґ–∞—В—М –њ–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я—А–Є –љ–∞–ґ–∞—В–Є–Є —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є –≤ —В–µ—З–µ–љ–Є–µ —В—А–µ—Е —Б–µ–Ї—Г–љ–і —А–∞–Ј–і–∞–µ—В—Б—П –Ј–≤–Њ–љ–Њ–Ї. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М –љ–∞ –љ–µ–≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Х—Б–ї–Є –љ–Є–Ї–∞–Ї–Є—Е –њ—А–Њ–±–ї–µ–Љ –њ—А–Є —Н—В–Њ–Љ –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї —А–∞–±–Њ—В–µ. –Э–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB22, –њ–Њ—Б–ї–µ —З–µ–≥–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Г–і–µ—В –≥–Њ—В–Њ–≤–∞ –Ї —Б—В–∞—А—В—Г. –Х—Б–ї–Є –≤ —В–µ—З–µ–љ–Є–µ 10 —Б–µ–Ї—Г–љ–і –Т—Л –љ–µ –љ–∞–ґ–Є–Љ–∞–µ—В–µ –Ї–љ–Њ–њ–Ї—Г –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є–ї–Є –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, –≥–Њ—В–Њ–≤–љ–Њ—Б—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ї –Ј–∞–њ—Г—Б–Ї—Г –±—Г–і–µ—В –Њ—В–Љ–µ–љ–µ–љ–∞. –Х—Б–ї–Є –Т—Л —Е–Њ—В–Є—В–µ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –Т–∞–Љ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–≤—В–Њ—А–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г SB21.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –њ–Њ—Б–ї–µ –љ–∞–ґ–∞—В–Є—П –∞–≤–∞—А–Є–є–љ–Њ–є –Ї–љ–Њ–њ–Ї–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–њ—П—В—М –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –≤–µ—А–љ—Г–ї—Б—П –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –і–∞–ґ–µ –µ—Б–ї–Є –∞–≤–∞—А–Є–є–љ–∞—П –Ї–љ–Њ–њ–Ї–∞ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Ч–≤–Њ–љ–Њ–Ї –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —Б–Є–≥–љ–∞–ї–Є–Ј–Є—А—Г–µ—В –Њ —В–Њ–Љ, —З—В–Њ –≤—Б–µ –Њ–њ–µ—А–∞—В–Њ—А—Л –і–Њ–ї–ґ–љ—Л –Њ—В–Њ–є—В–Є –Њ—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ. –Х—Б–ї–Є –Ј–≤–Њ–љ–Њ–Ї –љ–µ —А–∞–±–Њ—В–∞–µ—В, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ –Ј–∞–Љ–µ–љ–Є—В—М, —В–∞–Ї –Ї–∞–Ї –µ–≥–Њ –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ—З–µ–љ—М –Њ–њ–∞—Б–љ–∞ –і–ї—П –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–≥–Њ –њ–µ—А—Б–Њ–љ–∞–ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
SB22:
–≠—В–∞ –Ї–љ–Њ–њ–Ї–∞ –≤–Ї–ї—О—З–∞–µ—В —Б—Ж–µ–њ–ї–µ–љ–Є–µ, –Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М. –Х—Б–ї–Є –≤—Л –Њ—В–њ—Г—Б—В–Є—В–µ —Н—В—Г –Ї–љ–Њ–њ–Ї—Г, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П.
–Х—Б–ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —А–∞–±–Њ—В–∞–µ—В –љ–∞ –≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є, –њ—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П, –і–≤–Є–≥–∞—В–µ–ї—М –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –њ–µ—А–µ–є–і–µ—В –љ–∞ —Б–∞–Љ—Г—О –љ–Є–Ј–Ї—Г—О —Б–Ї–Њ—А–Њ—Б—В—М. –Х—Б–ї–Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞–ґ–∞—В—М –њ—Г—Б–Ї–Њ–≤—Г—О –Ї–љ–Њ–њ–Ї—Г, –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞—З–љ–µ—В —А–∞–±–Њ—В–∞—В—М –љ–∞ –Ј–∞–і–∞–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є.
–Ф–ї—П –њ–ї–∞–≤–љ–Њ–≥–Њ —Б—В–∞—А—В–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ј–∞–њ—Г—Б—В–Є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ –љ–µ–±–Њ–ї—М—И–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –≤ –љ–∞—З–∞–ї–µ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г —Г–њ—А–∞–≤–ї–µ–љ–Є—П –њ–Њ—И–∞–≥–Њ–≤—Л–Љ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ–Љ –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –µ—Б–ї–Є –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –љ–Є–Ї–∞–Ї–Є—Е –њ–Њ–Љ–µ—Е, –Ї–љ–Њ–њ–Ї—Г –њ—Г—Б–Ї–∞.
SB23:
–Ъ–љ–Њ–њ–Ї–∞ –Ј–∞–њ—Г—Б–Ї–∞. –Я—А–Є –µ–µ –љ–∞–ґ–∞—В–Є–Є –≤–Ї–ї—О—З–∞–µ—В—Б—П —Б—Ж–µ–њ–ї–µ–љ–Є–µ, –Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М –≤ –љ–µ–њ—А–µ—А—Л–≤–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ. –Я—А–Є —А–∞–±–Њ—В–∞—О—Й–Є—Е –і–∞—В—З–Є–Ї–∞—Е –Ї–Њ–љ—В—А–Њ–ї—П –Є —Г—Б—В—А–Њ–є—Б—В–≤–∞—Е –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Ј–∞—В–µ–Љ –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є. –Х—Б–ї–Є –љ–∞–ґ–Є–Љ–∞–µ—В—Б—П –Ї–љ–Њ–њ–Ї–∞ SB24, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М –і–Њ —В–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞, –Ї–Њ–≥–і–∞ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ —А–∞–Ј—А–µ—И–µ–љ–∞, –Є –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П. –Ф–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞–ґ–Љ–Є—В–µ –∞–≤–∞—А–Є–є–љ—Г—О –Ї–љ–Њ–њ–Ї—Г SB28.
–І—В–Њ–±—Л –њ–µ—А–µ–≤–µ—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –≤ —А–µ–ґ–Є–Љ –љ–∞–Є–Љ–µ–љ—М—И–µ–є —Б–Ї–Њ—А–Њ—Б—В–Є –≤ —В–Њ –≤—А–µ–Љ—П –Ї–∞–Ї –Њ–љ–∞ —А–∞–±–Њ—В–∞–µ—В –љ–∞ –≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є, –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є–ї–Є –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—М–љ—Г—О –Ї–љ–Њ–њ–Ї—Г (precaution button). –Х—Б–ї–Є —В–µ–њ–µ—А—М –µ—Й–µ —А–∞–Ј –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–µ—А–µ–є–і–µ—В –љ–∞ —А–∞–±–Њ—В—Г —Б –Ј–∞–і–∞–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М—О.
–Ф–ї—П –њ–ї–∞–≤–љ–Њ–≥–Њ —Б—В–∞—А—В–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –Ј–∞–њ—Г—Б—В–Є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ –љ–µ–±–Њ–ї—М—И–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –≤ –љ–∞—З–∞–ї–µ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г —Г–њ—А–∞–≤–ї–µ–љ–Є—П –њ–Њ—И–∞–≥–Њ–≤—Л–Љ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ–Љ –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –µ—Б–ї–Є –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –љ–Є–Ї–∞–Ї–Є—Е –њ–Њ–Љ–µ—Е, –Ї–љ–Њ–њ–Ї—Г –њ—Г—Б–Ї–∞.
SB24:
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –Њ–±—Л—З–љ—Л—Е —А–∞–±–Њ—З–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е, –∞ —В–∞–Ї –ґ–µ –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї—О–і—М–Љ–Є. –Х—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –љ–∞–ґ–∞—В–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є, —В–Њ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –≤–µ—А–љ—Г—В—М –µ–µ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –∞ —В–Њ–ї—М–Ї–Њ –њ–Њ—Б–ї–µ –њ–Њ–≤–Њ—А–Њ—В–∞ –µ–µ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Ф–Њ —В–µ—Е –њ–Њ—А –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –±—Г–і–µ—В –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –±—Г–і–µ—В –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–µ–љ.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Њ–њ—П—В—М –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, —Б–љ–∞—З–∞–ї–∞ –≤–µ—А–љ–Є—В–µ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Ї–љ–Њ–њ–Ї—Г SB24, –Ј–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Є–ї–Є –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–µ—Б–Љ–Њ—В—А—П –љ–∞ —В–Њ —З—В–Њ –Ї–љ–Њ–њ–Ї–∞ SB24 –љ–∞–ґ–∞—В–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–µ –Љ–Њ–ґ–µ—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ, –Є –±—Г–і–µ—В –њ—А–Њ–і–Њ–ї–ґ–∞—В—М —А–∞–±–Њ—В–∞—В—М –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ –љ–µ —Б—В–∞–љ–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ–є. –Ф–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞–ґ–Љ–Є—В–µ SB28.
 
SB28:
–Ъ–љ–Њ–њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –∞–≤–∞—А–Є–є–љ–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є –Є–ї–Є –і–ї—П –њ—А–µ–і–Њ—В–≤—А–∞—Й–µ–љ–Є—П –Ј–∞–њ—Г—Б–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї–Є—Ж–∞–Љ–Є. –Я–Њ—Б–ї–µ –µ–µ –љ–∞–ґ–∞—В–Є—П —А–∞–±–Њ—В–∞ –≤—Б–µ—Е –і–≤–Є–≥–∞—В–µ–ї–µ–є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –≤–µ—А–љ—Г—В—М –Ї–љ–Њ–њ–Ї—Г –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –њ–Њ–≤–µ—А–љ–Є—В–µ –µ–µ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Ф–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ј–∞–њ—Г—Й–µ–љ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–Њ–≤—В–Њ—А–љ–Њ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–≤—В–Њ—А–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤–µ—А–љ—Г—В—М —А–µ–ї–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –і–∞–ґ–µ –µ—Б–ї–Є –∞–≤–∞—А–Є–є–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –±—Л–ї –њ–Њ–≤–µ—А–љ—Г—В.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я—А–Є –Њ–±—Л—З–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е –њ—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є SB28 –Љ–∞—Е–Њ–≤–Є–Ї–Є –≤ —Б–Є–ї—Г —Б–≤–Њ–µ–є –Є–љ–µ—А—Ж–Є–Є –љ–µ –Љ–Њ–≥—Г—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ.
DW:
–≠—В–Њ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ –і–ї—П —А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Ф–ї—П —Г–≤–µ–ї–Є—З–µ–љ–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ, –і–ї—П —Г–Љ–µ–љ—М—И–µ–љ–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є вАУ –њ—А–Њ—В–Є–≤ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–Є.
–Я—А–Є –ї—О–±–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≤—Б–µ–≥–і–∞ –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В—Г —Б –љ–∞–Є–Љ–µ–љ—М—И–µ–є —Б–Ї–Њ—А–Њ—Б—В–Є –њ–Њ –≤–Њ–Ј—А–∞—Б—В–∞—О—Й–µ–є. –Ъ–∞–ґ–і—Л–є —А–∞–Ј –њ—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є –њ—Г—Б–Ї–∞ —А–∞–±–Њ—З–∞—П —Б–Ї–Њ—А–Њ—Б—В—М –±—Г–і–µ—В –≤–Њ–Ј—А–∞—Б—В–∞—В—М –і–Њ —Б–Ї–Њ—А–Њ—Б—В–Є, –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ–Њ–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ–Љ.
–°–Њ–≤–µ—В: –њ—А–Є —А–∞–±–Њ—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –≤—Л—Б–Њ–Ї–Є—Е —Б–Ї–Њ—А–Њ—Б—В—П—Е —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П —Б–љ–Є–Ј–Є—В—М —Б–Ї–Њ—А–Њ—Б—В—М –њ–µ—А–µ–і –Њ—Б—В–∞–љ–Њ–≤–Ї–Њ–є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), —Н—В–Њ –њ—А–Њ–і–ї–Є—В —Б—А–Њ–Ї —Б–ї—Г–ґ–±—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
SB27:
–Ъ–љ–Њ–њ–Ї–∞ –і–ї—П –≤–Ї–ї—О—З–µ–љ–Є—П/–≤—Л–Ї–ї—О—З–µ–љ–Є—П –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞. –Я–Њ—Б–ї–µ —Б—В–∞—А—В–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤–Ї–ї—О—З–Є—В–µ —Н—В—Г –Ї–љ–Њ–њ–Ї—Г, —З—В–Њ–±—Л –∞–Ї—В–Є–≤–Є–Ј–Є—А–Њ–≤–∞—В—М –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –Є –љ–∞—З–∞—В—М –Ј–∞–≥—А—Г–Ј–Ї—Г –±—Г–Љ–∞–≥–Є. –Я–Њ—Б–ї–µ –љ–∞–ґ–∞—В–Є—П –Ї–љ–Њ–њ–Ї–Є –і–Њ–ї–ґ–љ–∞ –≥–Њ—А–µ—В—М –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞. –Ч–∞—В–µ–Љ –ї–Є—Б—В—Л –Є–Ј —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –љ–∞—З–љ—Г—В –њ–Њ—Б—В—Г–њ–∞—В—М –љ–∞ —Б—В–Њ–ї. –Э–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB –њ–Њ–≤—В–Њ—А–љ–Њ (–Ї—А–Њ–Љ–µ –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ–є –љ–∞—Б—В—А–Њ–є–Ї–Є –њ–Њ–і–∞—З–Є –ї–Є—Б—В–Њ–≤), –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –Є –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –≤—Л–Ї–ї—О—З–∞—В—Б—П.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—А–∞—Й–µ–љ–Є—П –і–≤–Є–≥–∞—В–µ–ї—П –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –і–Њ–ї–ґ–љ–Њ —Б–Њ–≤–њ–∞–і–∞—В—М —Б –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ–Љ —Б—В—А–µ–ї–Ї–Є –љ–∞ –Ї–Њ—А–њ—Г—Б–µ –љ–∞—Б–Њ—Б–∞. –Ш–љ–∞—З–µ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –љ–µ –±—Г–і–µ—В –љ–Њ—А–Љ–∞–ї—М–љ–Њ —А–∞–±–Њ—В–∞—В—М!
–Т –љ–∞—Б–Њ—Б–µ –Є–Љ–µ—О—В—Б—П –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П –≤—Б–∞—Б—Л–≤–∞–љ–Є—П –Є –≤—Л–і—Г–≤–∞–љ–Є—П –≤–Њ–Ј–і—Г—Е–∞. –Я—А–Є –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–Є –љ–µ –њ–µ—А–µ–њ—Г—В–∞–є—В–µ –Є—Е –Љ–µ–ґ–і—Г —Б–Њ–±–Њ–є, –Є–љ–∞—З–µ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –љ–µ –±—Г–і–µ—В –љ–Њ—А–Љ–∞–ї—М–љ–Њ —А–∞–±–Њ—В–∞—В—М!
SB25:
–Я—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–∞ –і–ї—П —А—Г—З–љ–Њ–≥–Њ —Г–њ—А–∞–≤–ї–µ–љ–Є—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–Љ –њ—А–µ—Б—Б–Њ–Љ - –∞–≤—В–Њ–Љ–∞—В–Њ–Љ. –І—В–Њ–±—Л –њ–µ—А–µ–є—В–Є –≤ —А—Г—З–љ–Њ–є —А–µ–ґ–Є–Љ —Г–њ—А–∞–≤–ї–µ–љ–Є—П –љ–∞–ґ–Љ–Є—В–µ —Н—В—Г –Ї–љ–Њ–њ–Ї—Г –Є –њ–Њ–і–Њ–ґ–і–Є—В–µ –њ–Њ–Ї–∞ –і–≤–Є–≥–∞—В–µ–ї—М –Є –Љ–∞—Е–Њ–≤–Є–Ї–Є –љ–µ –Њ—Б—В–∞–љ–Њ–≤—П—В—Б—П –њ–Њ–ї–љ–Њ—Б—В—М—О. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –≤–µ—А–љ–Є—В–µ SB28 –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –њ—А–Є —Н—В–Њ–Љ –±—Г–і–µ—В –Ј–∞–њ—Г—Й–µ–љ —А—Г—З–љ–Њ–є —А—Л—З–∞–≥ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є. –Ъ–Њ–≥–і–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ, —З—В–Њ–±—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —А–∞–±–Њ—В–∞–ї–∞ –≤ —А—Г—З–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ, –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–µ —Б–Є—Б—В–µ–Љ—Л –њ–Є—В–∞–љ–Є—П –Є —Г–њ—А–∞–≤–ї–µ–љ–Є–µ –Љ–Њ–≥—Г—В –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М—Б—П —Б–ї–µ–і—Г—О—Й–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ.
–Э–∞–ґ–Љ–Є—В–µ SB28, –і–Њ–ґ–і–Є—В–µ—Б—М, –њ–Њ–Ї–∞ –і–≤–Є–≥–∞—В–µ–ї—М –Є –Љ–∞—Е–Њ–≤–Є–Ї–Є –њ–Њ–ї–љ–Њ—Б—В—М—О –Њ—Б—В–∞–љ–Њ–≤—П—В—Б—П, –Є –≤–µ—А–љ–Є—В–µ SB28 –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Э–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤—Л–≤–µ—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –Є–Ј —Б–Њ—Б—В–Њ—П–љ–Є—П –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є. –£—Б—В–∞–љ–Њ–≤–Є—В–µ —А—Г—З–љ–Њ–є —А—Л—З–∞–≥ –љ–∞ —З–µ—А–≤—П—З–љ—Л–є –њ—А–Є–≤–Њ–і. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Њ–і–Є–љ —З–µ–ї–Њ–≤–µ–Ї –љ–∞–ґ–Є–Љ–∞–µ—В –Ї–љ–Њ–њ–Ї—Г SB25, —З—В–Њ–±—Л –≤–Ї–ї—О—З–Є—В—М —Б—Ж–µ–њ–ї–µ–љ–Є–µ, –∞ –і—А—Г–≥–Њ–є —Г–њ—А–∞–≤–ї—П–µ—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–Љ –њ—А–µ—Б—Б–Њ–Љ - –∞–≤—В–Њ–Љ–∞—В–Њ–Љ –≤—А—Г—З–љ—Г—О.
–Х—Б–ї–Є –Њ—В–њ—Г—Б—В–Є—В—М SB25, –≤–Ї–ї—О—З–∞–µ—В—Б—П —В–Њ—А–Љ–Њ–Ј. –Ф–≤–∞ —З–µ–ї–Њ–≤–µ–Ї–∞ –і–Њ–ї–ґ–љ—Л —Г–њ—А–∞–≤–ї—П—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–Љ –њ—А–µ—Б—Б–Њ–Љ - –∞–≤—В–Њ–Љ–∞—В–Њ–Љ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Њ–њ–µ—А–∞—Ж–Є—П –љ–µ –±—Г–і–µ—В –Ј–∞–≤–µ—А—И–µ–љ–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –≤–µ—А–љ–Є—В–µ —А—Г—З–љ–Њ–є —А—Л—З–∞–≥ –≤ –µ–≥–Њ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є –≤–µ—А–љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB28 –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–µ—А–µ–і –њ–µ—А–µ–Ј–∞–њ—Г—Б–Ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
SB26:
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ —В–Њ—В –Љ–Њ–Љ–µ–љ—В, –Ї–Њ–≥–і–∞ –њ–Њ–і–≤–Є–ґ–љ–∞—П —З–∞—Б—В—М —Г–Ј–ї–∞ —В–Є–≥–ї—П –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —Б–≤–Њ–µ–є —Б–∞–Љ–Њ–є –љ–Є–ґ–љ–µ–є –њ–Њ–Ј–Є—Ж–Є–Є.
–Т –Њ–±—Л—З–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е –њ—А–Є –љ–∞–ґ–∞—В–Є–Є SB21 —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї —А–∞–±–Њ—В–µ. –Я–Њ—В–Њ–Љ –љ—Г–ґ–љ–Њ –љ–∞–ґ–∞—В—М SB26, —З—В–Њ–±—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–Њ–≤–Є–ї–∞—Б—М –≤ —В–Њ—В –Љ–Њ–Љ–µ–љ—В, –Ї–Њ–≥–і–∞ –њ–Њ–і–≤–Є–ґ–љ–∞—П —З–∞—Б—В—М —В–Є–≥–ї—П –Њ–Ї–∞–ґ–µ—В—Б—П –≤ —Б–≤–Њ–µ–є —Б–∞–Љ–Њ–є –љ–Є–ґ–љ–µ–є –њ–Њ–Ј–Є—Ж–Є–Є. –Т —В–∞–Ї–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –Т—Л —Б–Љ–Њ–ґ–µ—В–µ –ї–µ–≥–Ї–Њ –≤—Л—В–∞—Й–Є—В—М –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є —И—В–∞–Љ–њ.
SA22:
–Ъ–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В —А–∞–±–Њ—В—Г —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤–Љ–µ—Б—В–µ —Б —Г–Ј–ї–Њ–Љ —В–Є–≥–ї—П.
–Т–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ–≤–µ—А–љ–Є—В–µ SA22 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬOFFвАЭ, —Н–ї–µ–Ї—В—А–Њ–Љ–∞–≥–љ–Є—В–љ—Л–є –Ї–ї–∞–њ–∞–љ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –Њ—В–Ї–ї—О—З–Є—В—Б—П, –Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П. –Я–Њ–≤–Њ—А–Њ—В SA22 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬONвАЭ –≤–Ї–ї—О—З–Є—В —Н–ї–µ–Ї—В—А–Њ–Љ–∞–≥–љ–Є—В–љ—Л–є –Ї–ї–∞–њ–∞–љ, –Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –љ–∞—З–љ–µ—В —А–∞–±–Њ—В–∞—В—М.
–Ш–љ—В–µ—А—Д–µ–є—Б —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞): ¬†
–І–µ—А–µ–Ј —Б–µ–љ—Б–Њ—А–љ—Г—О –њ–∞–љ–µ–ї—М –Є–љ—В–µ—А—Д–µ–є—Б–∞ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –Ї–Њ–љ—В–∞–Ї—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–Љ –њ—А–µ—Б—Б–Њ–Љ - –∞–≤—В–Њ–Љ–∞—В–Њ–Љ, –∞ —В–∞–Ї –ґ–µ –≤–≤–Њ–і –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л—Е –і–∞–љ–љ—Л—Е.
 
  
 
–Ъ–Њ–≥–і–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –њ–Њ–і–Ї–ї—О—З–µ–љ –Ї –Є—Б—В–Њ—З–љ–Є–Ї—Г –њ–Є—В–∞–љ–Є—П, –Є–љ—В–µ—А—Д–µ–є—Б –њ—А–µ–і–ї–∞–≥–∞–µ—В –≤—Л–±—А–∞—В—М —П–Ј—Л–Ї –Њ—В–Њ–±—А–∞–ґ–µ–љ–Є—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є–Є. –Т—Л –Љ–Њ–ґ–µ—В–µ –≤—Л–±—А–∞—В—М –Љ–µ–ґ–і—Г –Ї–Є—В–∞–є—Б–Ї–Є–Љ –Є –∞–љ–≥–ї–Є–є—Б–Ї–Є–Љ —П–Ј—Л–Ї–∞–Љ–Є. –Х—Б–ї–Є –≤ —В–µ—З–µ–љ–Є–µ 30 —Б–µ–Ї—Г–љ–і –љ–µ –±—Г–і–µ—В —Б–і–µ–ї–∞–љ–Њ –љ–Є–Ї–∞–Ї–Њ–≥–Њ –≤—Л–±–Њ—А–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —Б–Њ—Е—А–∞–љ–Є—В –њ—А–µ–і—Л–і—Г—Й–Є–µ –љ–∞—Б—В—А–Њ–є–Ї–Є. –Х—Б–ї–Є –њ–µ—А–µ–і —Н—В–Є–Љ –±—Л–ї —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ –Ї–Є—В–∞–є—Б–Ї–Є–є —П–Ј—Л–Ї, —В–Њ –њ–Њ—П–≤–Є—В—Б—П –Є–љ—В–µ—А—Д–µ–є—Б –љ–∞ –Ї–Є—В–∞–є—Б–Ї–Њ–Љ —П–Ј—Л–Ї–µ.
  
 
 
 
59: –Ґime setting - —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –і–∞—В—Л;
–°lock setting - —Г—Б—В–∞–љ–Њ–≤–Ї–∞ —З–∞—Б–Њ–≤;
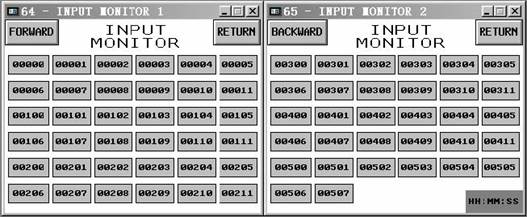
Input monitor вАУ –Њ—В–Њ–±—А–∞–ґ–∞—О—В—Б—П –і–∞–љ–љ—Л–µ –љ–∞ –≤—Е–Њ–і–µ –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞;
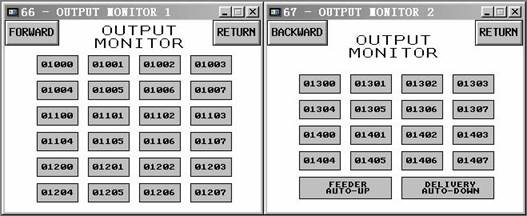
–Юutput monitor - –Њ—В–Њ–±—А–∞–ґ–∞—О—В—Б—П –і–∞–љ–љ—Л–µ –љ–∞ –≤—Л—Е–Њ–і–µ –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞;
Instructions вАУ –Є–љ—Б—В—А—Г–Ї—Ж–Є–Є;
Forward вАУ –≤–њ–µ—А–µ–і;
Running вАУ —Е–Њ–і;
60: Feeding direction - –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –њ–Њ–і–∞—З–Є;
Front lay - –њ–µ—А–µ–і–љ—П—П –Ї—А–Њ–Љ–Ї–∞;
Calculagraph - —Б—З–µ—В—З–Є–Ї (—З–∞—Б)
Backward - –љ–∞–Ј–∞–і;
Running вАУ —Е–Њ–і;
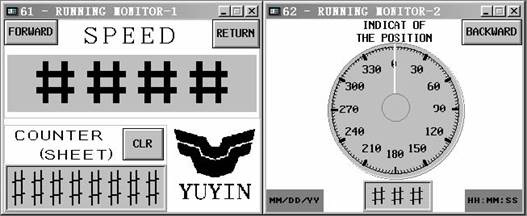
61: Speed вАУ c–Ї–Њ—А–Њ—Б—В—М;
¬†Counter (sheet) - —Б—З–µ—В—З–Є–Ї –ї–Є—Б—В–Њ–≤;
62: Indicator of the position - —Г–Ї–∞–Ј–∞—В–µ–ї—М –њ–Њ–ї–Њ–ґ–µ–љ–Є—П.
–Т —Б–ї—Г—З–∞–µ –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є—П —Б–±–Њ–µ–≤ –Є–љ—В–µ—А—Д–µ–є—Б –≤—Л–≤–µ–і–µ—В —Б–Њ–Њ–±—Й–µ–љ–Є–µ, —Б–Њ–і–µ—А–ґ–∞—Й–µ–µ –љ–∞–Ј–≤–∞–љ–Є–µ –љ–µ–њ–Њ–ї–∞–і–Ї–Є –Є –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П, –≤—Л–Ј–≤–∞–≤—И–µ–≥–Њ –Њ—Б—В–∞–љ–Њ–≤–Ї—Г —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Ґ–∞–Ї–ґ–µ –Т—Л –Љ–Њ–ґ–µ—В–µ –љ–∞–ґ–∞—В—М –Ї–ї–∞–≤–Є—И—Г ¬Ђ–Ш–љ—Б—В—А—Г–Ї—Ж–Є–Є¬ї, —З—В–Њ–±—Л —Г–Ј–љ–∞—В—М –њ—А–Є—З–Є–љ—Л –Є —Б–њ–Њ—Б–Њ–±—Л —Г—Б—В—А–∞–љ–µ–љ–Є—П –≤–Њ–Ј–љ–Є–Ї—И–µ–є –њ—А–Њ–±–ї–µ–Љ—Л.
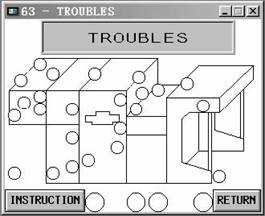  
 
–Э–µ–њ–Њ–ї–∞–і–Ї–Є/troubles
Instruction вАУ –Є–љ—Б—В—А—Г–Ї—Ж–Є–Є
Return - –≤–Њ–Ј–≤—А–∞—В
–≠–Ї—А–∞–љ—Л ¬ЂInput monitor¬ї –Њ—В–Њ–±—А–∞–ґ–∞—О—В –і–∞–љ–љ—Л–µ –Њ —А–∞–±–Њ—З–Є—Е –њ–∞—А–∞–Љ–µ—В—А–∞—Е –љ–∞ –≤—Е–Њ–і–∞—Е —А–∞–Ј–ї–Є—З–љ—Л—Е –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ—Л—Е –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–Њ–≤. –Ш—Б–њ–Њ–ї—М–Ј—Г—П —Н—В—Г –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—О, –Љ–Њ–ґ–љ–Њ –ї–µ–≥–Ї–Њ —Г—Б—В—А–∞–љ–Є—В—М —Б–±–Њ–Є –≤ —А–∞–±–Њ—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
 
–≠–Ї—А–∞–љ—Л ¬Ђ–Юutput monitor¬ї –Њ—В–Њ–±—А–∞–ґ–∞—О—В –і–∞–љ–љ—Л–µ –љ–∞ –≤—Л—Е–Њ–і–µ –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞. –≠—В–∞ –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П –њ–Њ–Љ–Њ–≥–∞–µ—В –Њ—В—Б–ї–µ–ґ–Є–≤–∞—В—М —В–µ—З–µ–љ–Є–µ —А–∞–±–Њ—З–µ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞.
 
 
Forward вАУ –≤–њ–µ—А–µ–і
Return вАУ –≤–Њ–Ј–≤—А–∞—В
Output monitor вАУ –≤—Л—Е–Њ–і–љ–Њ–є –Љ–Њ–љ–Є—В–Њ—А
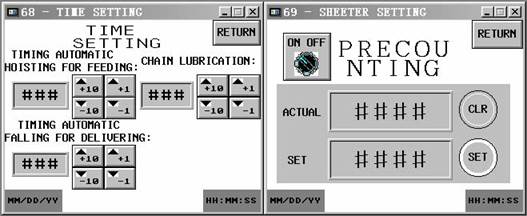
Time setting вАУ —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –≤—А–µ–Љ–µ–љ–Є
Sheet Setting вАУ —Г—Б—В–∞–љ–Њ–≤–Ї–Є –ї–Є—Б—В–∞
Timing Automatic Hoisting for Feeding вАУ —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –≤—А–µ–Љ–µ–љ–Є –њ–Њ–і—К–µ–Љ–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
Chain lubrication вАУ —Б–Љ–∞–Ј–Ї–∞ —Ж–µ–њ–Є
Timing Automatic Falling for delivering вАУ —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –≤—А–µ–Љ–µ–љ–Є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є –њ–Њ–і–∞—З–Є –љ–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А
Precounting вАУ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–∞ —В–Є—А–∞–ґ–∞
Actual вАУ –∞–Ї—В–Є–≤–Є—А–Њ–≤–∞–љ–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ
Set вАУ —Г—Б—В–∞–љ–Њ–≤–Ї–∞
CLR вАУ –Њ—З–Є—Б—В–Є—В—М
SET вАУ —Г—Б—В–∞–љ–Њ–≤–Є—В—М
MM/DD/YY вАУ –і–∞—В–∞ (–Љ–µ—Б—П—Ж/–і–µ–љ—М/–≥–Њ–і)
HH:MM:SS вАУ –≤—А–µ–Љ—П (—З–∞—Б—Л/–Љ–Є–љ—Г—В—Л/—Б–µ–Ї—Г–љ–і—Л)
–Ґ–∞–є–Љ–µ—А—Л –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П –і–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є –≤—А–µ–Љ–µ–љ–Є –і–ї—П —В–∞–Ї–Є—Е –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є—Е –њ—А–Њ—Ж–µ—Б—Б–Њ–≤ –Ї–∞–Ї –њ–Њ–і—К–µ–Љ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞, –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –њ–Њ–і–∞—З–Є –ї–Є—Б—В–Њ–≤, —Б–Љ–∞–Ј–Ї–Є —Ж–µ–њ–µ–є —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є. –°—В–µ–њ–µ–љ—М –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–Њ–і—К–µ–Љ–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –Ј–∞–≤–Є—Б–Є—В –Њ—В —В–Њ–ї—Й–Є–љ—Л –ї–Є—Б—В–Њ–≤. –І–µ–Љ –ї–Є—Б—В —В–Њ–љ—М—И–µ, —В–µ–Љ –љ–∞ –Љ–µ–љ—М—И–µ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ —В—А–µ–±—Г–µ—В—Б—П –њ–Њ–і–љ—П—В—М —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Є —В–µ–Љ –Љ–µ–љ—М—И–µ–µ –≤—А–µ–Љ—П –і–ї—П —Н—В–Њ–≥–Њ —В—А–µ–±—Г–µ—В—Б—П. –°–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ –і–ї—П —В–Њ–ї—Б—В—Л—Е –ї–Є—Б—В–Њ–≤ —В—А–µ–±—Г–µ—В—Б—П –±–Њ–ї—М—И–Є–є —Г—А–Њ–≤–µ–љ—М –њ–Њ–і—К–µ–Љ–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –Є –±–Њ–ї—М—И–µ –≤—А–µ–Љ–µ–љ–Є. –Р–љ–∞–ї–Њ–≥–Є—З–љ–Њ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –≤—А–µ–Љ—П –і–ї—П —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ–Њ–і–∞—З–Є –ї–Є—Б—В–Њ–≤. –Т—А–µ–Љ—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Б–Љ–∞–Ј–Ї–Є –Љ–Њ–ґ–µ—В –±—Л—В—М —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–Њ –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —Б–Њ—Б—В–Њ—П–љ–Є—П —Ж–µ–њ–µ–є —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Ґ–∞–є–Љ–µ—А –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–Њ–і—К–µ–Љ–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –Є–ї–Є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –њ–Њ–і–∞—З–Є –ї–Є—Б—В–Њ–≤ –≤—Л—Б—В–∞–≤–ї—П–µ—В –≤—А–µ–Љ–µ–љ–љ–Њ–є –Є–љ—В–µ—А–≤–∞–ї —Б —И–∞–≥–Њ–Љ –≤ 0,01 —Б–µ–Ї., —В–∞–є–Љ–µ—А –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Б–Љ–∞–Ј–Ї–Є —Ж–µ–њ–µ–є —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є вАУ —Б —И–∞–≥–Њ–Љ –≤ 0,1 —Б–µ–Ї.
–Ш–љ—Б—В—А—Г–Ї—Ж–Є–Є –Ї —Г—Б—В—А–Њ–є—Б—В–≤—Г –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞ (вАЬPre-counterвАЭ):
–Т–љ–Є–Љ–∞—В–µ–ї—М–љ–Њ –њ–Њ—З—В–Є—В–µ –Є–љ—Б—В—А—Г–Ї—Ж–Є—О, —Г—Б—В—А–Њ–є—Б—В–≤–Њ –љ–µ –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М –Є–ї–Є –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М –љ–µ–Ї–Њ—А—А–µ–Ї—В–љ–Њ –≤ —Б–ї—Г—З–∞–µ –Ї–∞–Ї–Є—Е-–ї–Є–±–Њ –љ–∞—А—Г—И–µ–љ–Є–є –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –µ–≥–Њ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є.
–Я–Њ—Б–ї–µ –њ–Њ–і–Ї–ї—О—З–µ–љ–Є—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ї –Є—Б—В–Њ—З–љ–Є–Ї—Г –њ–Є—В–∞–љ–Є—П –љ–∞–ґ–Љ–Є—В–µ –Ї–ї–∞–≤–Є—И—Г ¬Ђ–£—Б—В–∞–љ–Њ–≤–Ї–Є –ї–Є—Б—В–∞¬ї/вАЬSHEET SETTINGвАЭ –љ–∞ –Є–љ—В–µ—А—Д–µ–є—Б–µ-1, –њ–Њ—П–≤–Є—В—Б—П –Љ–µ–љ—О —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞, –Ї–∞–Ї –њ–Њ–Ї–∞–Ј–∞–љ–Њ –љ–∞ —А–Є—Б—Г–љ–Ї–µ –≤—Л—И–µ. –Х—Б–ї–Є –Т—Л –љ–µ —Е–Њ—В–Є—В–µ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Н—В—Г –Њ–њ—Ж–Є—О, –њ–Њ–≤–µ—А–љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬOFFвАЭ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ —А–∞–±–Њ—В–∞ –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –љ–µ –±—Г–і–µ—В —Г–њ—А–∞–≤–ї—П—В—М—Б—П –њ—А–Њ–≥—А–∞–Љ–Љ–Њ–є –љ–∞—Б—В—А–Њ–µ–Ї —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞. –Ш –љ–∞–Њ–±–Њ—А–Њ—В, –і–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є —Н—В–Њ–є –Њ–њ—Ж–Є–Є –њ–Њ–≤–µ—А–љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬONвАЭ, —З—В–Њ–±—Л —А–∞–±–Њ—В–∞ –љ–∞—Б–Њ—Б–∞ –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–ї–∞—Б—М –љ–∞—Б—В—А–Њ–є–Ї–∞–Љ–Є —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞. –Т–љ–Є–Љ–∞–љ–Є–µ: –Ї–љ–Њ–њ–Ї–∞ –і–Њ–ї–ґ–љ–∞ –Њ—Б—В–∞—В—М—Б—П –≤ —Б–≤–Њ–µ–Љ –њ–Њ—Б–ї–µ–і–љ–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –≤ —В–Њ—В –Љ–Њ–Љ–µ–љ—В, –Ї–∞–Ї –Т—Л –Њ—В–Ї–ї—О—З–∞–µ—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ —Г—Б—В—А–Њ–є—Б—В–≤–∞, –ї–Є—Б—В—Л –љ–µ –і–Њ–ї–ґ–љ—Л –љ–∞—Е–Њ–і–Є—В—М—Б—П –љ–∞ —Б—В–Њ–ї–µ, —В–∞–Ї –Ї–∞–Ї –≤ —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ —А–µ–Ј—Г–ї—М—В–∞—В—Л —Б—З–µ—В—З–Є–Ї–∞ –±—Г–і—Г—В –љ–µ–Ї–Њ—А—А–µ–Ї—В–љ—Л. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ —З–Є—Б–ї–Њ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ–Њ–µ –≤ —Г—Б—В—А–Њ–є—Б—В–≤–µ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞ –≤ —Г—Б—В—А–Њ–є—Б—В–≤–µ –њ–Њ–і–∞—З–Є –ї–Є—Б—В–Њ–≤ —В–∞–Ї–Њ–µ –ґ–µ –Ї–∞–Ї –Є –≤ –Ї–Њ–љ—Б–Њ–ї–Є –Є —З—В–Њ –Њ–±–∞ –Ј–љ–∞—З–µ–љ–Є—П —А–∞–≤–љ—Л 0. ¬†
–Т–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –њ–µ—А–µ—Б—В–∞–љ–µ—В —А–∞–±–Њ—В–∞—В—М –і–Њ —В–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞, –њ–Њ–Ї–∞ –љ–µ –Ј–∞–≥—А—Г–Ј–Є—В—Б—П —З–Є—Б–ї–Њ –ї–Є—Б—В–Њ–≤, –≤–≤–µ–і–µ–љ–љ–Њ–µ –≤ —Г—Б—В—А–Њ–є—Б—В–≤–Њ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞, –Є –њ–Њ–Ї–∞ –≤—Б–µ –ї–Є—Б—В—Л —Б–Њ —Б—В–Њ–ї–∞ –љ–µ –њ–Њ—Б—В—Г–њ—П—В –≤ —Г—Б—В—А–Њ–є—Б—В–≤–Њ –њ–Њ–і–∞—З–Є. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –њ—А–Њ–і–Њ–ї–ґ–Є—В —А–∞–±–Њ—В—Г –±–µ–Ј –Њ—Б—В–∞–љ–Њ–≤–Ї–Є, –Є –Ј–≤–Њ–љ–Њ–Ї –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ –љ–∞–њ–Њ–Љ–љ–Є—В –Т–∞–Љ –Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –≤—Б—В–∞–≤–Є—В—М –љ–Њ–≤—Г—О –ї–µ–љ—В—Г –Є–ї–Є —Б–і–µ–ї–∞—В—М –Љ–µ—В–Ї—Г. –Э–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г ¬Ђ–Т–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б¬ї, –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–∞–ї–∞ —Д–Њ—А–Љ–Є—А–Њ–≤–∞—В—М –љ–Њ–≤—Г—О —Б—В–Њ–њ—Г —Б –љ–Њ–≤—Л–Љ–Є –≤–љ–µ—Б–µ–љ–љ—Л–Љ–Є —Г—Б—В–∞–љ–Њ–≤–Ї–∞–Љ–Є.
–Я—А–Є –≤—Б—В–∞–≤–ї–µ–љ–Є–Є –ї–µ–љ—В—Л –±—Г–і—М—В–µ –≤–љ–Є–Љ–∞—В–µ–ї—М–љ—Л, —З—В–Њ–±—Л –љ–µ —В—А–∞–≤–Љ–Є—А–Њ–≤–∞—В—М —А—Г–Ї–Є.
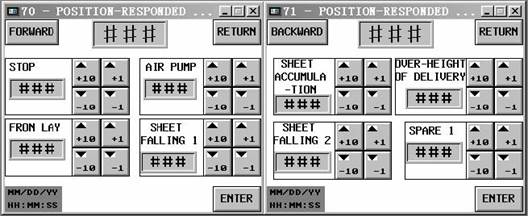  
 
Position - responded вАУ –њ–Њ–Ј–Є—Ж–Є—П - –Њ—В–≤–µ—В
Air pump вАУ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б
From lay вАУ –Њ—В —Г–њ–Њ—А–∞¬† (–µ—Б–ї–Є front lay вАУ –њ–µ—А–µ–і–љ–Є–є —Г–њ–Њ—А)
Sheet falling вАУ –њ–Њ–і–∞—З–∞ –ї–Є—Б—В–Њ–≤
Sheet accumulation вАУ –љ–∞–Ї–∞–њ–ї–Є–≤–∞–љ–Є–µ –ї–Є—Б—В–Њ–≤
Over-height of delivery вАУ –њ—А–µ–≤—Л—И–µ–љ–Є–µ –≤—Л—Б–Њ—В—Л —Б—В–Њ–њ—Л –љ–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–µ
Spare - —А–µ–Ј–µ—А–≤
–£–≥–Њ–ї —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Њ–≥–Њ –Ї—Г–ї–∞—З–Ї–∞, –Ї–Њ—В–Њ—А—Л–є —Б–Њ—Б—В–Њ–Є—В –Є–Ј —Н–љ–Ї–Њ–і–µ—А–∞ (–і–∞—В—З–Є–Ї–∞) –Є –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞, –Љ–Њ–ґ–µ—В –±—Л—В—М —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ –љ–∞ –Ї–Њ–љ—Б–Њ–ї–Є —В–∞–є–Љ–µ—А–∞. –Ф–∞–љ–љ—Л–µ –≤ –Ї–Њ–љ—Б–Њ–ї–Є, –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ–љ–Њ–є –љ–Є–ґ–µ, –Љ–Њ–≥—Г—В –Є–Ј–Љ–µ–љ—П—В—М—Б—П —В–Њ–ї—М–Ї–Њ —Б–µ—А—В–Є—Д–Є—Ж–Є—А–Њ–≤–∞–љ–љ—Л–Љ–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–Љ–Є —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–∞–Љ–Є. –Ъ–љ–Њ–њ–Ї–Є, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–µ –љ–∞ –њ–Њ–Ї–∞–Ј–∞–љ–љ—Л—Е –Ї–Њ–љ—Б–Њ–ї—П—Е, —П–≤–ї—П—О—В—Б—П —Б–Ї—А—Л—В—Л–Љ–Є.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Ш–Ј–Љ–µ–љ–µ–љ–Є—П –≤ –і–∞–љ–љ—Л–µ –Є–љ—В–µ—А—Д–µ–є—Б–Њ–≤ –Љ–Њ–≥—Г—В –≤–љ–Њ—Б–Є—В—М—Б—П —В–Њ–ї—М–Ї–Њ —Б–µ—А—В–Є—Д–Є—Ж–Є—А–Њ–≤–∞–љ–љ—Л–Љ–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–Љ–Є —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–∞–Љ–Є.
–≠–Ї—А–∞–љ—Л, –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ–љ—Л–µ –љ–Є–ґ–µ, –њ–Њ—П–≤–ї—П—О—В—Б—П —В–Њ–ї—М–Ї–Њ —В–Њ–≥–і–∞, –Ї–Њ–≥–і–∞ –≤ —А–∞–±–Њ—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤–Њ–Ј–љ–Є–Ї–∞—О—В –Ї–∞–Ї–Є–µ-–ї–Є–±–Њ –њ—А–Њ–±–ї–µ–Љ—Л. –Ю–љ–Є —П–≤–ї—П—О—В—Б—П —Б–њ—А–∞–≤–Њ—З–љ—Л–Љ–Є –Є —А–µ–Ї–Њ–Љ–µ–љ–і—Г—О—В —В–Њ—В –Є–ї–Є –Є–љ–Њ–є —Б–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П –≤–Њ–Ј–љ–Є–Ї—И–Є—Е –њ—А–Њ–±–ї–µ–Љ.
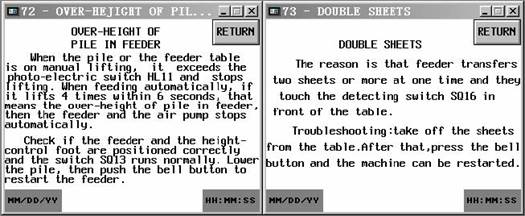  
 
72 вАУ –Я—А–µ–≤—Л—И–µ–љ–Є–µ –≤—Л—Б–Њ—В—Л —Б—В–Њ–њ—Л –≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–µ. –Я—А–Є —А—Г—З–љ–Њ–Љ –њ–Њ–і—К–µ–Љ–µ —Б—В–Њ–њ—Л, –Ї–Њ–≥–і–∞ –Њ–љ–∞ –і–Њ—Б—В–Є–≥–∞–µ—В —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В–∞ HL11, –њ–Њ–і—К–µ–Љ –њ—А–µ–Ї—А–∞—Й–∞–µ—В—Б—П. –Я—А–Є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є –њ–Њ–і–∞—З–µ, 4-–Ї—А–∞—В–љ—Л–є –њ–Њ–і—К–µ–Љ –≤ —В–µ—З–µ–љ–Є–µ 6 —Б–µ–Ї. –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ –≤—Л—Б–Њ—В–∞ —Б—В–Њ–њ—Л –≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–µ –њ—А–µ–≤—Л—И–µ–љ–∞. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Є –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В—Б—П.
–£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Є –і–∞—В—З–Є–Ї –≤—Л—Б–Њ—В—Л —Б—В–Њ–њ—Л —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л –њ—А–∞–≤–Є–ї—М–љ–Њ –Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SQ13 —А–∞–±–Њ—В–∞–µ—В –≤ –њ—А–∞–≤–Є–ї—М–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ. –Ю–њ—Г—Б—В–Є—В–µ —Б—В–Њ–њ—Г, –Ј–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
73 вАУ –Ф–≤–Њ–є–љ—Л–µ –ї–Є—Б—В—Л вАУ –њ—А–Є—З–Є–љ–∞ –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ —В–Њ–Љ, —З—В–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –њ–µ—А–µ–і–∞–µ—В –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ 2 –Є –±–Њ–ї–µ–µ –ї–Є—Б—В–Њ–≤, –Є –Њ–љ–Є –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –Ї–∞—Б–∞—О—В—Б—П –і–µ—В–µ–Ї—В–Њ—А–љ–Њ–≥–Њ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П SQ16 –≤ –њ–µ—А–µ–і–љ–µ–є —З–∞—Б—В–Є —Б—В–Њ–ї–∞.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ —Б–љ–Є–Љ–Є—В–µ –ї–Є—Б—В—Л —Б–Њ —Б—В–Њ–ї–∞, –Ј–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —В–µ–њ–µ—А—М¬† —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Љ–Њ–ґ–µ—В –±—Л—В—М –њ–µ—А–µ–Ј–∞–њ—Г—Й–µ–љ–∞.
–Я—А–Є—З–Є–љ–∞–Љ–Є –њ—А–Њ–±–ї–µ–Љ, –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–Є—Е –≤ –њ–µ—А–µ–і–љ–µ–Љ —Г–њ–Њ—А–µ —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞ –Є —Б –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л, –Љ–Њ–≥—Г—В —П–≤–ї—П—В—М—Б—П –љ–µ—А–Њ–≤–љ–∞—П —Г–Ї–ї–∞–і–Ї–∞ –ї–Є—Б—В–Њ–≤ –≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–µ, –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–∞—П –њ–Њ–і–∞—З–∞ –ї–Є—Б—В–Њ–≤. –≠—В–Њ –њ—А–Є–≤–Њ–і–Є—В –Ї —В–Њ–Љ—Г, —З—В–Њ —Г–Ї–ї–∞–і–Ї–∞ –ї–Є—Б—В–Њ–≤ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –±–µ–Ј —В–Њ—З–љ–Њ–є –њ—А–Є–ї–∞–і–Ї–Є. –Ч–∞–і–љ–Є–µ –±–ї–Њ–Ї–Є—А–∞—В–Њ—А—Л –љ–µ —А–∞–±–Њ—В–∞—О—В, –µ—Б–ї–Є –≥–Њ–ї–Њ–≤–Ї–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –љ–∞—Е–Њ–і–Є—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ –≤—Л—Б–Њ–Ї–Њ; –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–∞—П –њ–ї–Њ—В–љ–Њ—Б—В—М –ї–Є—Б—В–Њ–≤ –Љ–Њ–ґ–µ—В —В–∞–Ї–ґ–µ —Б–ї—Г–ґ–Є—В—М –Є—Б—В–Њ—З–љ–Є–Ї–Њ–Љ –њ—А–Њ–±–ї–µ–Љ. –≠—В–Є –Є –њ–Њ–і–Њ–±–љ—Л–µ –њ—А–Њ–±–ї–µ–Љ—Л –Љ–Њ–≥—Г—В –њ—А–Є–≤–Њ–і–Є—В—М –Ї —В–Њ–Љ—Г, —З—В–Њ –ї–Є—Б—В—Л –±—Г–і—Г—В –Ј–∞–і–µ—А–ґ–Є–≤–∞—В—М—Б—П –љ–∞ —Б—В–Њ–ї–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞.
 
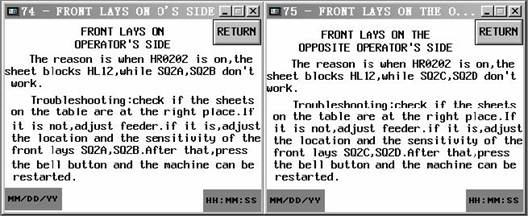  
 
 
 
 
74 вАУ –Я–µ—А–µ–і–љ–Є–µ —Г–њ–Њ—А—Л –љ–∞ —Б—В–Њ—А–Њ–љ–µ –Њ–њ–µ—А–∞—В–Њ—А–∞
–Я—А–Є—З–Є–љ–∞ вАУ –Ї–Њ–≥–і–∞ HR0202 –≤–Ї–ї—О—З–µ–љ, –ї–Є—Б—В –±–ї–Њ–Ї–Є—А—Г–µ—В HL12, –≤ —В–Њ –≤—А–µ–Љ—П, –Ї–∞–Ї SQ2A –Є SQ2B –љ–µ —А–∞–±–Њ—В–∞—О—В.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –њ—А–Њ–≤–µ—А—М—В–µ, –њ—А–∞–≤–Є–ї—М–љ–Њ—Б—В—М —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –ї–Є—Б—В–Њ–≤ –љ–∞ —Б—В–Њ–ї–µ. –Х—Б–ї–Є –ї–Є—Б—В—Л —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л –њ—А–∞–≤–Є–ї—М–љ–Њ - –љ–∞—Б—В—А–Њ–є—В–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і. –Х—Б–ї–Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –љ–∞—Б—В—А–Њ–µ–љ –њ—А–∞–≤–Є–ї—М–љ–Њ вАУ –њ–Њ–і—Б—В—А–Њ–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є —З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ–Њ—Б—В—М –њ–µ—А–µ–і–љ–Є—Е —Г–њ–Њ—А–Њ–≤ SQ2A –Є SQ2B. –Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —В–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
75 вАУ –Я–µ—А–µ–і–љ–Є–µ —Г–њ–Њ—А—Л –љ–∞ —Б—В–Њ—А–Њ–љ–µ, –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ–њ–µ—А–∞—В–Њ—А—Г
¬†–Я—А–Є—З–Є–љ–∞ вАУ –Ї–Њ–≥–і–∞ HR0202 –≤–Ї–ї—О—З–µ–љ, –ї–Є—Б—В –±–ї–Њ–Ї–Є—А—Г–µ—В HL12, –≤ —В–Њ –≤—А–µ–Љ—П, –Ї–∞–Ї SQ2C –Є SQ2D –љ–µ —А–∞–±–Њ—В–∞—О—В.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П - , –њ—А–∞–≤–Є–ї—М–љ–Њ—Б—В—М —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –ї–Є—Б—В–Њ–≤ –љ–∞ —Б—В–Њ–ї–µ. –Х—Б–ї–Є –ї–Є—Б—В—Л —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л –њ—А–∞–≤–Є–ї—М–љ–Њ - –љ–∞—Б—В—А–Њ–є—В–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і. –Х—Б–ї–Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –љ–∞—Б—В—А–Њ–µ–љ –њ—А–∞–≤–Є–ї—М–љ–Њ вАУ –њ–Њ–і—Б—В—А–Њ–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є —З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ–Њ—Б—В—М –њ–µ—А–µ–і–љ–Є—Е —Г–њ–Њ—А–Њ–≤ SQ2–° –Є SQ2D. –Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —В–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
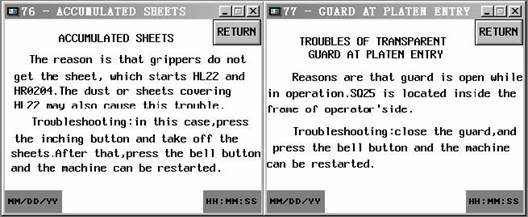
76 вАУ –Э–∞–Ї–∞–њ–ї–Є–≤–∞–љ–Є–µ –ї–Є—Б—В–Њ–≤. –Я—А–Є—З–Є–љ–∞: –Ј–∞—Е–≤–∞—В—Л –љ–µ –Љ–Њ–≥—Г—В –Ј–∞—Е–≤–∞—В–Є—В—М –ї–Є—Б—В—Л. –Т —Н—В–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є –≤–Ї–ї—О—З–∞—О—В—Б—П HL22 –Є HR0204. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –њ—А–Є—З–Є–љ–Њ–є –Љ–Њ–≥—Г—В —В–∞–Ї–ґ–µ –±—Л—В—М –њ—Л–ї—М –Є–ї–Є –њ–Њ–Ї—А—Л—В–Є–µ –ї–Є—Б—В–∞. –£—Б—В—А–∞–љ–µ–љ–Є–µ: –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г —Г–њ—А–∞–≤–ї–µ–љ–Є—П –њ–Њ—И–∞–≥–Њ–≤—Л–Љ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ–Љ –Є –≤—Л–љ—М—В–µ –ї–Є—Б—В—Л. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –Є –Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –Ј–∞–љ–Њ–≤–Њ.
77 вАУ –Я—А–Њ–±–ї–µ–Љ—Л —Б –њ—А–Њ–Ј—А–∞—З–љ—Л–Љ–Є –≤–Њ—А–Њ—В–∞–Љ–Є –њ—А–Є –њ–Њ—Б—В—Г–њ–ї–µ–љ–Є–Є –ї–Є—Б—В–Њ–≤ –љ–∞ –њ–ї–Є—В—Г. –Я—А–Є—З–Є–љ–∞: –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л –≤–Њ—А–Њ—В–∞ –Њ—В–Ї—А—Л–ї–Є—Б—М. –Ч–∞–Ї—А–Њ–є—В–µ –≤–Њ—А–Њ—В–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –Є –Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –Ј–∞–љ–Њ–≤–Њ.
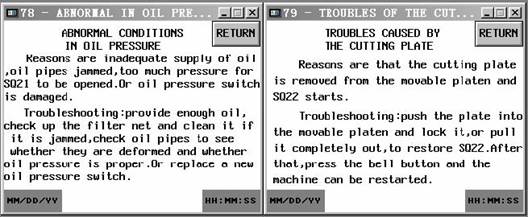
78 вАУ –Э–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –Љ–∞—Б–ї–∞. –Я—А–Є—З–Є–љ–∞: –Ј–∞—Б–Њ—А–Є–ї–Є—Б—М –Љ–∞—Б–ї—П–љ—Л–µ –љ–∞—Б–Њ—Б—Л, –±—Л–ї–Њ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–Њ —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ (SQ21), –Є–ї–Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –љ–µ–Є—Б–њ—А–∞–≤–µ–љ.
–Ю—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ —Г—А–Њ–≤–µ–љ—М –Љ–∞—Б–ї–∞, –њ—А–Њ–≤–µ—А—М—В–µ —Б–µ—В–Њ—З–Ї—Г —Д–Є–ї—М—В—А–∞ –Є –њ–Њ—З–Є—Б—В–Є—В–µ –µ–µ –њ—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є. –Я—А–Њ–≤–µ—А—М—В–µ, –љ–µ—В –ї–Є –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –Љ–∞—Б–ї—П–љ—Л—Е –љ–∞—Б–Њ—Б–Њ–≤, –∞ —В–∞–Ї –ґ–µ —Г—А–Њ–≤–µ–љ—М –і–∞–≤–ї–µ–љ–Є—П –≤ –љ–Є—Е. –Ш–ї–Є –Ј–∞–Љ–µ–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞.
79 вАУ –Я—А–Њ–±–ї–µ–Љ—Л –≤ —А–∞–±–Њ—В–µ –њ–ї–Є—В—Л –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞. –Т–Њ–Ј–Љ–Њ–ґ–љ–Њ, –њ–ї–Є—В–∞ —Б–і–≤–Є–љ—Г–ї–∞—Б—М –љ–∞ –њ–Њ–і–≤–Є–ґ–љ–Њ–Љ —Б—В–Њ–ї–µ, –Є –≤–Ї–ї—О—З–Є–ї—Б—П SQ22. –Т–µ—А–љ–Є—В–µ –њ–ї–Є—В—Г –љ–∞ –Љ–µ—Б—В–Њ –Є –Ј–∞–Ї—А–µ–њ–Є—В–µ –µ–µ –Є–ї–Є –≤—Л–љ—М—В–µ –µ–µ –њ–Њ–ї–љ–Њ—Б—В—М—О. –Т–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SQ22 –≤ —Б–≤–Њ–µ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –Є –Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –Ј–∞–љ–Њ–≤–Њ.
 
 
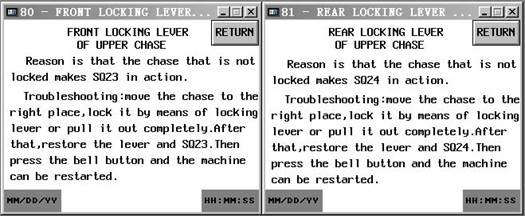  
 
 
¬†80 вАУ –Я–µ—А–µ–і–љ–Є–є –±–ї–Њ–Ї–Є—А—Г—О—Й–Є–є —А—Л—З–∞–≥ –љ–∞ –≤–µ—А—Е–љ–µ–є —А–∞–Љ–µ. –Х—Б–ї–Є —А–∞–Љ–∞ –љ–µ –±—Л–ї–∞ –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–∞ —А—Л—З–∞–≥–Њ–Љ, –≤–Ї–ї—О—З–∞–µ—В—Б—П SQ23. –£—Б—В—А–∞–љ–µ–љ–Є–µ: —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –њ—А–∞–≤–Є–ї—М–љ–Њ —А–∞–Љ—Г, –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –µ–µ –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ –±–ї–Њ–Ї–Є—А—Г—О—Й–µ–≥–Њ —А—Л—З–∞–≥–∞ –Є–ї–Є –≤—Л–љ—М—В–µ –µ–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –≤–µ—А–љ–Є—В–µ —А—Л—З–∞–≥ –Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SQ23 –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –Є –Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –Ј–∞–љ–Њ–≤–Њ.
81 вАУ –Ч–∞–і–љ–Є–є –±–ї–Њ–Ї–Є—А—Г—О—Й–Є–є —А—Л—З–∞–≥. –Х—Б–ї–Є —А–∞–Љ–∞ –љ–µ –±—Л–ї–∞ –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–∞ —А—Л—З–∞–≥–Њ–Љ, –≤–Ї–ї—О—З–∞–µ—В—Б—П SQ24. –£—Б—В—А–∞–љ–µ–љ–Є–µ: —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –њ—А–∞–≤–Є–ї—М–љ–Њ —А–∞–Љ—Г, –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –µ–µ –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ –±–ї–Њ–Ї–Є—А—Г—О—Й–µ–≥–Њ —А—Л—З–∞–≥–∞ –Є–ї–Є –≤—Л–љ—М—В–µ –µ–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –≤–µ—А–љ–Є—В–µ —А—Л—З–∞–≥ –Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SQ24 –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –Є –Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –Ј–∞–љ–Њ–≤–Њ.
 
 
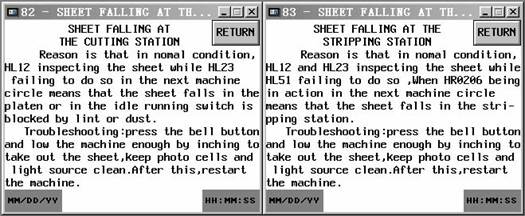  
 
 
 
 
 
 
¬†82 вАУ –Ы–Є—Б—В—Л –њ–∞–і–∞—О—В –≤ —Б–µ–Ї—Ж–Є—О –≤—Л—А—Г–±–Ї–Є. –Я—А–Є –Њ–±—Л—З–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е HL12 –њ—А–Њ–і–Њ–ї–ґ–∞–µ—В –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М –Њ–±—А–∞–±–Њ—В–Ї—Г –ї–Є—Б—В–Њ–≤, –≤ —В–Њ –≤—А–µ–Љ—П –Ї–∞–Ї HL23 –Њ—В–Ї–ї—О—З–∞–µ—В—Б—П –≤ —Б–ї–µ–і—Г—О—Й–µ–Љ –Љ–∞—И–Є–љ–љ–Њ–Љ —Ж–Є–Ї–ї–µ. –£—Б—В—А–∞–љ–µ–љ–Є–µ: –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –Є –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ –Ј–∞–Љ–µ–і–ї–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, —З—В–Њ–±—Л –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –≤—Л–љ—Г—В—М –ї–Є—Б—В—Л. –Ю—З–Є—Б—В–Є—В–µ —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В –Є –Є—Б—В–Њ—З–љ–Є–Ї–Є —Б–≤–µ—В–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
83 вАУ –Я—А–Є –Њ–±—Л—З–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е HL12 –Є HL23 –њ—А–Њ–і–Њ–ї–ґ–∞—О—В –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М –Њ–±—А–∞–±–Њ—В–Ї—Г –ї–Є—Б—В–Њ–≤, –≤ —В–Њ –≤—А–µ–Љ—П –Ї–∞–Ї HL51 –Њ—В–Ї–ї—О—З–∞–µ—В—Б—П. –Х—Б–ї–Є –≤ —Б–ї–µ–і—Г—О—Й–µ–Љ –Љ–∞—И–Є–љ–љ–Њ–Љ —Ж–Є–Ї–ї–µ –≤–Ї–ї—О—З–∞–µ—В—Б—П HR0206, —Н—В–Њ –Ј–љ–∞—З–Є—В, —З—В–Њ –ї–Є—Б—В—Л –њ–∞–і–∞—О—В –≤ —Б–µ–Ї—Ж–Є—О —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П. –£—Б—В—А–∞–љ–µ–љ–Є–µ: –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –Є –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ –Ј–∞–Љ–µ–і–ї–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, —З—В–Њ–±—Л –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –≤—Л–љ—Г—В—М –ї–Є—Б—В—Л. –Ю—З–Є—Б—В–Є—В–µ —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В –Є –Є—Б—В–Њ—З–љ–Є–Ї–Є —Б–≤–µ—В–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
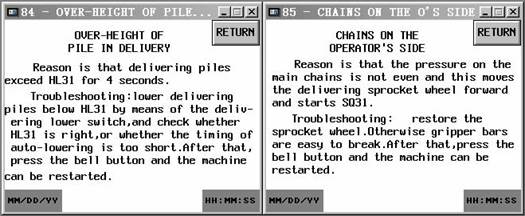
84 вАУ –њ—А–µ–≤—Л—И–µ–љ–Є–µ –≤—Л—Б–Њ—В—Л —Б—В–Њ–њ—Л –≤ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–µ.
–Я—А–Є—З–Є–љ–∞ вАУ¬† —Б—В–Њ–њ–∞ –≤ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–µ –і–Њ—Б—В–Є–≥–∞–µ—В HL31 –љ–∞ 4 —Б–µ–Ї—Г–љ–і—Л —А–∞–љ—М—И–µ.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П - —Г–Љ–µ–љ—М—И–Є—В–µ –≤—Л—Б–Њ—В—Г —Б—В–Њ–њ—Л –≤ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–µ —Б –њ–Њ–Љ–Њ—Й—М—О –њ–Њ–љ–Є–ґ–∞—О—Й–µ–≥–Њ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П –Є —Г–±–µ–і–Є—В–µ—Б—М –≤ –њ—А–∞–≤–Є–ї—М–љ–Њ—Б—В–Є —Г—Б—В–∞–љ–Њ–≤–Ї–Є HL31. –Т–Њ–Ј–Љ–Њ–ґ–љ–Њ, –≤—А–µ–Љ—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–Њ–љ–Є–ґ–µ–љ–Є—П —Г—Б—В–∞–≤–ї–µ–љ–Њ –љ–∞ —Б–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–µ–љ—М–Ї—Г—О –≤–µ–ї–Є—З–Є–љ—Г. –Я–Њ—В–Њ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Ґ–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
85 вАУ —Ж–µ–њ–Є —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞
–Я—А–Є—З–Є–љ–∞ вАУ –і–∞–≤–ї–µ–љ–Є–µ –≤ –Њ—Б–љ–Њ–≤–љ—Л—Е —Ж–µ–њ—П—Е –љ–µ –≤—Л—А–Њ–≤–љ–µ–љ–Њ, –Њ–љ–Њ —В–Њ–ї–Ї–∞–µ—В –≤–µ–і—Г—Й–µ–µ –Ї–Њ–ї–µ—Б–Њ¬† —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –≤–њ–µ—А–µ–і –Є –Ј–∞–њ—Г—Б–Ї–∞–µ—В SQ31.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В–µ –њ—А–∞–≤–Є–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤–µ–і—Г—Й–µ–≥–Њ –Ї–Њ–ї–µ—Б–∞. –Ю–і–љ–∞ –Є–Ј –≤–Њ–Ј–Љ–Њ–ґ–љ—Л—Е –њ—А–Є—З–Є–љ вАУ –Љ–Њ–≥—Г—В —Б–ї–Њ–Љ–∞—В—М—Б—П —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є. –Я–Њ—Б–ї–µ —Г—Б—В—А–∞–љ–µ–љ–Є—П –њ—А–Є—З–Є–љ, –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Ґ–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
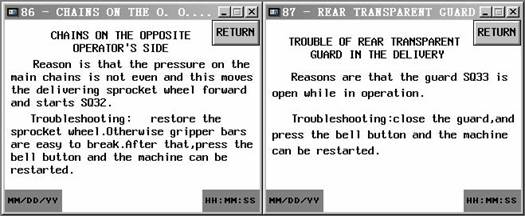
86 вАУ —Ж–µ–њ–Є —Б–Њ —Б—В–Њ—А–Њ–љ—Л, –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ–њ–µ—А–∞—В–Њ—А—Г
–Я—А–Є—З–Є–љ–∞ вАУ –і–∞–≤–ї–µ–љ–Є–µ –≤ –Њ—Б–љ–Њ–≤–љ—Л—Е —Ж–µ–њ—П—Е –љ–µ –≤—Л—А–Њ–≤–љ–µ–љ–Њ, –Њ–љ–Њ —В–Њ–ї–Ї–∞–µ—В –≤–µ–і—Г—Й–µ–µ –Ї–Њ–ї–µ—Б–Њ¬† —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –≤–њ–µ—А–µ–і –Є –Ј–∞–њ—Г—Б–Ї–∞–µ—В SQ32.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В–µ –њ—А–∞–≤–Є–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤–µ–і—Г—Й–µ–≥–Њ –Ї–Њ–ї–µ—Б–∞. –Ю–і–љ–∞ –Є–Ј –≤–Њ–Ј–Љ–Њ–ґ–љ—Л—Е –њ—А–Є—З–Є–љ вАУ –Љ–Њ–≥—Г—В —Б–ї–Њ–Љ–∞—В—М—Б—П —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є. –Я–Њ—Б–ї–µ —Г—Б—В—А–∞–љ–µ–љ–Є—П –њ—А–Є—З–Є–љ, –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Ґ–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
87 вАУ —Б–±–Њ–є –њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Ј–∞–і–љ–µ–≥–Њ –њ—А–Њ–Ј—А–∞—З–љ–Њ–≥–Њ –Ј–∞—Й–Є—В–љ–Њ–≥–Њ –Њ–≥—А–∞–ґ–і–µ–љ–Є—П —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞.
–Я—А–Є—З–Є–љ–∞ вАУ —А—Г—З–Ї–∞ SQ33 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є "–Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –Њ—В–Ї—А—Л—В–Њ" –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –Ј–∞–Ї—А–Њ–є—В–µ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ. –Я–Њ—В–Њ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Ґ–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
 
 
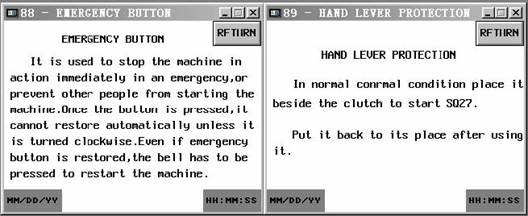  
 
88 вАУ –Ъ–љ–Њ–њ–Ї–∞ –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є
–Ъ–љ–Њ–њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ —Б–ї—Г—З–∞–µ –∞–≤–∞—А–Є–Є, –∞ —В–∞–Ї–ґ–µ —З—В–Њ–±—Л –љ–µ –і–Њ–њ—Г—Б—В–Є—В—М –Ј–∞–њ—Г—Б–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї–Є—Ж–∞–Љ–Є. –Ъ–Њ–≥–і–∞ –Ї–љ–Њ–њ–Ї–∞ –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –љ–∞–ґ–∞—В–∞, –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л —Б–љ–Њ–≤–∞ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –љ—Г–ґ–љ–Њ¬† –њ–Њ–≤–µ—А–љ—Г—В—М –Ї–љ–Њ–њ–Ї—Г –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ. –Ф–∞–ґ–µ –њ–Њ—Б–ї–µ –≤–Њ—Б—Б—В–∞–љ–Њ–≤–ї–µ–љ–Є—П —А–∞–±–Њ—З–µ–≥–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Ї–љ–Њ–њ–Ї–Є –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞ –і–ї—П –њ–µ—А–µ–Ј–∞–њ—Г—Б–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
89 вАУ –Ч–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —А—Г—З–љ–Њ–≥–Њ —А—Л—З–∞–≥–∞.
–Т –љ–Њ—А–Љ–∞–ї—М–љ–Њ–Љ —А–∞–±–Њ—З–µ–Љ —А–µ–ґ–Є–Љ–µ —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –њ–Њ–Ј–∞–і–Є —Б—Ж–µ–њ–ї–µ–љ–Є—П, —З—В–Њ–±—Л –Ј–∞–њ—Г—Б—В–Є—В—М SQ27.
–Я–Њ—Б–ї–µ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –њ–Њ—Б—В–∞–≤—М—В–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
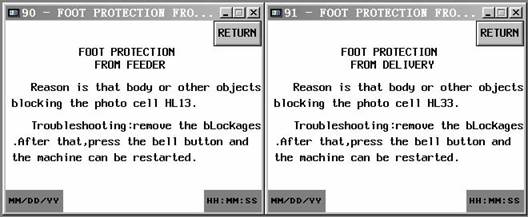  
 
90 вАУ –Э–Є–ґ–љ–µ–µ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞.
–Я—А–Є—З–Є–љ–∞ вАУ –Њ–њ–µ—А–∞—В–Њ—А –њ—А–Є –і–≤–Є–ґ–µ–љ–Є–Є –±–ї–Њ–Ї–Є—А–Њ–≤–∞–ї —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В HL13.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ —Б–љ–Є–Љ–Є—В–µ –±–ї–Њ–Ї–Є—А–Њ–≤–Ї—Г. –Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
91 вАУ –Э–Є–ґ–љ–µ–µ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞.
–Я—А–Є—З–Є–љ–∞ - –Њ–њ–µ—А–∞—В–Њ—А –њ—А–Є –і–≤–Є–ґ–µ–љ–Є–Є –±–ї–Њ–Ї–Є—А–Њ–≤–∞–ї —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В HL33.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ —Б–љ–Є–Љ–Є—В–µ –±–ї–Њ–Ї–Є—А–Њ–≤–Ї—Г. –Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
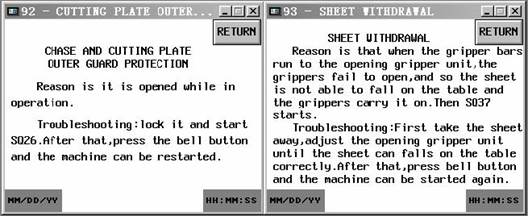  
 
 
92 - –Т–љ–µ—И–љ–µ–µ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ ¬†—Г—Б—В—А–Њ–є—Б—В–≤–∞ –≤—Л–≤–Њ–і–∞ –Є —А–µ–ґ—Г—Й–Є—Е –њ–ї–∞—Б—В–Є–љ
–Я—А–Є—З–Є–љ–∞ вАУ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –Њ—В–Ї—А—Л—В–Њ –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –Ј–∞–Ї—А–Њ–є—В–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –Є –Ј–∞–њ—Г—Б—В–Є—В–µ SQ26. –Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
93 вАУ –°–±–Њ–є –≤ —Г—Б—В—А–Њ–є—Б—В–≤–µ –Є–Ј–≤–ї–µ—З–µ–љ–Є—П –ї–Є—Б—В–Њ–≤
–Я—А–Є—З–Є–љ–∞ вАУ –Ї–Њ–≥–і–∞ —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –њ–Њ–і—Е–Њ–і—П—В –Ї –Њ—В–Ї—А—Л—В–Њ–Љ—Г —Г—Б—В—А–Њ–є—Б—В–≤—Г –Ј–∞—Е–≤–∞—В–∞ –ї–Є—Б—В–Њ–≤, –Ј–∞—Е–≤–∞—В—Л –љ–µ –Њ—В–Ї—А—Л–≤–∞—О—В—Б—П, –ї–Є—Б—В –љ–µ –њ–Њ–і–∞–µ—В—Б—П¬† –љ–∞ —Б—В–Њ–ї, —В.–Ї.¬† –Ј–∞—Е–≤–∞—В—Л –љ–µ –Љ–Њ–≥—Г—В –њ–Њ–і—В–∞—Й–Є—В—М –µ–≥–Њ. –Ч–∞—В–µ–Љ –Ј–∞–њ—Г—Б–Ї–∞–µ—В—Б—П SQ37.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –≤ –њ–µ—А–≤—Г—О –Њ—З–µ—А–µ–і—М —Г–і–∞–ї–Є—В–µ –ї–Є—Б—В, –Ч–∞—В–µ–Љ –љ–∞—Б—В—А–Њ–є—В–µ –Њ—В–Ї—А—Л—В–Є–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Ј–∞—Е–≤–∞—В–∞ —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –ї–Є—Б—В –њ—А–∞–≤–Є–ї—М–љ–Њ –њ–∞–і–∞–ї –љ–∞ —Б—В–Њ–ї.¬† –Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
 
 
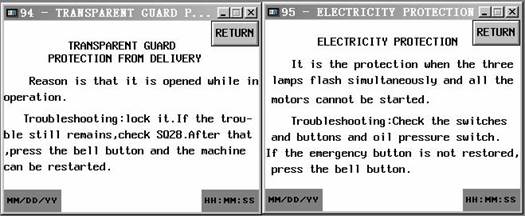  
 
94 вАУ –Я—А–Њ–Ј—А–∞—З–љ–Њ–µ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞
–Я—А–Є—З–Є–љ–∞ вАУ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –Њ—В–Ї—А—Л—В–Њ –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –Ј–∞–Ї—А–Њ–є—В–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ. –Х—Б–ї–Є —Б–Њ–Њ–±—Й–µ–љ–Є–µ –Њ–± –Њ—И–Є–±–Ї–µ –љ–µ –Є—Б—З–µ–Ј–ї–Њ, –њ—А–Њ–≤–µ—А—М—В–µ SQ28. ¬†–Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
95 вАУ –°—А–∞–±–∞—В—Л–≤–∞–љ–Є–µ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Њ–є –Ј–∞—Й–Є—В—Л
–Т –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –Љ–Є–≥–∞—О—В 3 –ї–∞–Љ–њ—Л, –Є –љ–µ –Ј–∞–њ—Г—Б–Ї–∞–µ—В—Б—П –љ–Є –Њ–і–Є–љ –Є–Ј –і–≤–Є–≥–∞—В–µ–ї–µ–є.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –Я—А–Њ–≤–µ—А—М—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤—Б–µ—Е –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ–є –Є –Ї–љ–Њ–њ–Њ–Ї, –њ—А–Њ–≤–µ—А—М—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –і–∞–≤–ї–µ–љ–Є—П –Љ–∞—Б–ї–∞. –Х—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –љ–µ –њ—А–Є–≤–µ–і–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАУ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞.
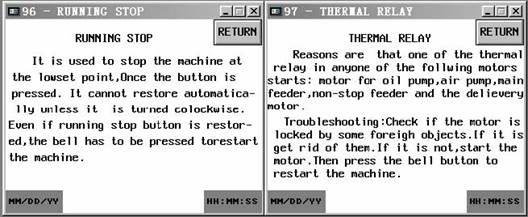  
 
96 вАУ –†–∞–±–Њ—З–∞—П –Њ—Б—В–∞–љ–Њ–≤–Ї–∞
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ —Б–∞–Љ–Њ–Љ –љ–Є–ґ–љ–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є. –Ъ–Њ–≥–і–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–∞–ґ–∞—В–∞, –µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–µ –≤–Њ—Б—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є, –і–ї—П —Н—В–Њ–≥–Њ –љ—Г–ґ–љ–Њ –µ–µ –њ–Њ–≤–µ—А–љ—Г—В—М –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ. –Ф–∞–ґ–µ –µ—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –≤–Њ—Б—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –≤ —А–∞–±–Њ—З–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –љ—Г–ґ–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
97 вАУ –†–µ–ї–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л
–Я—А–Є—З–Є–љ–∞ вАУ —Б—А–∞–±–∞—В—Л–≤–∞–љ–Є–µ —А–µ–ї–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –≤ –Њ–і–љ–Њ–Љ –Є–Ј –і–≤–Є–≥–∞—В–µ–ї–µ–є: –і–≤–Є–≥–∞—В–µ–ї–µ –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞, –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞, –Њ—Б–љ–Њ–≤–љ–Њ–є –њ–Њ–і–∞—З–Є, –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–є –њ–Њ–і–∞—З–Є –Є–ї–Є –і–≤–Є–≥–∞—В–µ–ї–µ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –њ—А–Њ–≤–µ—А—М—В–µ, –љ–µ –±–ї–Њ–Ї–Є—А–Њ–≤–∞–љ –ї–Є –Њ–і–Є–љ –Є–Ј –і–≤–Є–≥–∞—В–µ–ї–µ–є –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –њ—А–µ–і–Љ–µ—В–∞–Љ–Є, –≤ —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Є–Ј–≤–ї–µ–Ї–Є—В–µ –Є—Е. –Я–Њ—В–Њ–Љ –Ј–∞–њ—Г—Б—В–Є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М. ¬†–Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
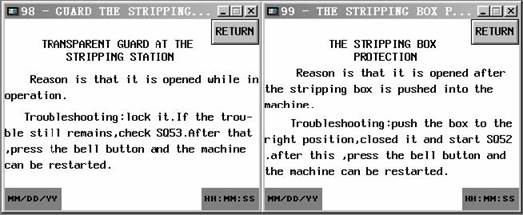  
 
98 вАУ –њ—А–Њ–Ј—А–∞—З–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
–Я—А–Є—З–Є–љ–∞ вАУ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –Њ—В–Ї—А—Л—В–Њ –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ –Ј–∞–Ї—А–Њ–є—В–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ. –Х—Б–ї–Є —Б–Њ–Њ–±—Й–µ–љ–Є–µ –Њ–± –Њ—И–Є–±–Ї–µ –љ–µ –њ—А–Њ–њ–∞–і–∞–µ—В, –њ—А–Њ–≤–µ—А—М—В–µ SQ53. –Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
99 вАУ –Ч–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –Ї–Њ—А–Њ–±–∞ —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
–Я—А–Є—З–Є–љ–∞ - ¬†–Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –Њ—Б—В–∞–ї–Њ—Б—М –Њ—В–Ї—А—Л—В—Л–Љ –њ–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –Ї–Њ—А–Њ–± –±—Л–ї —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ –≤ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
–°–њ–Њ—Б–Њ–± —Г—Б—В—А–∞–љ–µ–љ–Є—П вАУ —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –Ї–Њ—А–Њ–± –≤ –њ—А–∞–≤–Є–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤–љ—Г—В—А–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –Ј–∞–Ї—А–Њ–є—В–µ –µ–≥–Њ –Є –Ј–∞–њ—Г—Б—В–Є—В–µ ¬†SQ52. –Ч–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
 
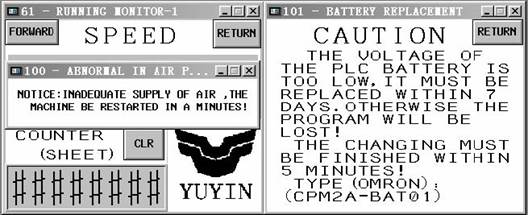  
 
¬†¬† 61 - –Љ–Њ–љ–Є—В–Њ—А-1
Speed вАУ —Б–Ї–Њ—А–Њ—Б—В—М
Abnormal in air p... - –љ–µ–љ–Њ—А–Љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –≤–Њ–Ј–і—Г—Е–∞
Notice вАУ –Ј–∞–Љ–µ—З–∞–љ–Є–µ вАУ –љ–µ–њ—А–∞–≤–Є–ї—М–љ–∞—П –њ–Њ–і–∞—З–∞ –≤–Њ–Ј–і—Г—Е–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –њ–µ—А–µ–Ј–∞–њ—Г—Й–µ–љ–∞ —З–µ—А–µ–Ј –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –Љ–Є–љ—Г—В.
Battery replacement вАУ –Ј–∞–Љ–µ–љ–∞ –±–∞—В–∞—А–µ–Є
–°–Њ–Њ–±—Й–µ–љ–Є–µ –љ–∞ —Н–Ї—А–∞–љ–µ:
–Т–љ–Є–Љ–∞–љ–Є–µ!
–Э–∞–њ—А—П–ґ–µ–љ–Є–µ –∞–Ї–Ї—Г–Љ—Г–ї—П—В–Њ—А–љ–Њ–є –±–∞—В–∞—А–µ–Є –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞ —Б–ї–Є—И–Ї–Њ–Љ –љ–Є–Ј–Ї–Њ–µ. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Ј–∞–Љ–µ–љ–Є—В—М –±–∞—В–∞—А–µ—О –≤ —В–µ—З–µ–љ–Є–µ 7 –і–љ–µ–є. –Ш–љ–∞—З–µ –њ—А–Њ–Є–Ј–Њ–є–і–µ—В –њ–Њ—В–µ—А—П –і–∞–љ–љ—Л—Е!
–Ч–∞–Љ–µ–љ–∞ –±–∞—В–∞—А–µ–Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —Б–і–µ–ї–∞–љ–∞ –≤ —В–µ—З–µ–љ–Є–µ 5 –Љ–Є–љ—Г—В!
–≠–Ї—А–∞–љ, –Њ—В–Њ–±—А–∞–ґ–∞—О—Й–Є–є –љ–µ–љ–Њ—А–Љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –≤–Њ–Ј–і—Г—Е–∞. –°–Њ–Њ–±—Й–∞–µ—В –Њ —Б–Є—В—Г–∞—Ж–Є–Є, –≤ –Ї–Њ—В–Њ—А–Њ–є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї —А–∞–±–Њ—В–µ, –љ–Њ –і–∞–≤–ї–µ–љ–Є–µ –≤–Њ–Ј–і—Г—Е–∞ –љ–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В —В—А–µ–±—Г–µ–Љ–Њ–Љ—Г –Є –≤–Ї–ї—О—З–∞–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –і–∞–≤–ї–µ–љ–Є—П –≤–Њ–Ј–і—Г—Е–∞.
–Я—А–µ–і—Г–њ—А–µ–ґ–і–∞—О—Й–Є–є —Н–Ї—А–∞–љ —Б–Є–≥–љ–∞–ї–Є–Ј–Є—А—Г–µ—В –Њ —В–Њ–Љ, —З—В–Њ –Ј–∞—А—П–і –±–∞—В–∞—А–µ–Є –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–µ—А–∞ –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ –љ–Є–Ј–Ї–Њ–Љ —Г—А–Њ–≤–љ–µ.
–≠–Ї—А–∞–љ –≤–≤–Њ–і–∞/–≤—Л–≤–Њ–і–∞ –Њ–±—К—П—Б–љ—П–µ—В –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ –≤—Е–Њ–і–љ—Л—Е –Є –≤—Л—Е–Њ–і–љ—Л—Е —Б–Є–≥–љ–∞–ї–Њ–≤ –Є –Њ—В—А–∞–ґ–∞–µ—В —В–µ–Ї—Г—Й–Є–µ —А–∞–±–Њ—З–Є–µ –љ–∞—Б—В—А–Њ–є–Ї–Є.
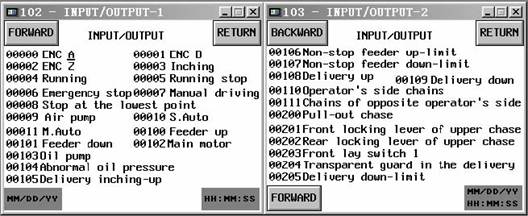  
 
102 –Т–≤–Њ–і/–≤—Л–≤–Њ–і -1
–°NC A
ENC Z
Running вАУ —А–∞–±–Њ—В–∞
Emergency stop вАУ –∞–≤–∞—А–Є–є–љ–∞—П –Њ—Б—В–∞–љ–Њ–≤–Ї–∞
Stop at the lowest point вАУ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ –≤ —Б–∞–Љ–Њ–Љ –љ–Є–ґ–љ–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є
Air pump вАУ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б
M. Auto вАУ –Њ—Б–љ–Њ–≤–љ–Њ–є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є —А–µ–ґ–Є–Љ
Feeder down вАУ —Е–Њ–і —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤–љ–Є–Ј
Oil pump вАУ –Љ–∞—Б–ї—П–љ—Л–є –љ–∞—Б–Њ—Б
Abnormal oil pressure вАУ –љ–µ–љ–Њ—А–Љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –≤–Њ–Ј–і—Г—Е–∞
Delivery inching up вАУ –њ–Њ—И–∞–≥–Њ–≤–∞—П –њ–Њ–і–∞—З–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –≤–≤–µ—А—Е
CNC D
Inching вАУ –њ–Њ—И–∞–≥–Њ–≤—Л–є —А–µ–ґ–Є–Љ
Running stop вАУ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ —А–∞–±–Њ—В—Л
Manual driving вАУ —А—Г—З–љ–Њ–µ —Г–њ—А–∞–≤–ї–µ–љ–Є–µ
S. Auto вАУ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є —А–µ–ґ–Є–Љ —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
Feeder up вАУ —Е–Њ–і —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤–љ–Є–Ј
Main motor вАУ –Њ—Б–љ–Њ–≤–љ–Њ–є –і–≤–Є–≥–∞—В–µ–ї—М
103 –Т–≤–Њ–і/–≤—Л–≤–Њ–і -2
Non-stop feeder up limit вАУ –≤–µ—А—Е–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
Non-stop feeder down limit вАУ –љ–Є–ґ–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
Delivery up вАУ —Е–Њ–і —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –≤–≤–µ—А—Е
Delivery down вАУ —Е–Њ–і —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –≤–љ–Є–Ј
OperatorвАЩs side chains вАУ —Ж–µ–њ–Є —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞
Chains of opposite operatorвАЩs side вАУ —Ж–µ–њ–Є —Б–Њ —Б—В–Њ—А–Њ–љ—Л, –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ–њ–µ—А–∞—В–Њ—А—Г
Pull-out chase вАУ —Г—Б—В—А–Њ–є—Б—В–≤–Њ –≤—Л–≤–Њ–і–∞ –ї–Є—Б—В–Њ–≤
Front locking lever of upper chase вАУ –њ–µ—А–µ–і–љ–Є–є —А—Л—З–∞–≥, –Ј–∞–њ–Є—А–∞—О—Й–Є–є –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г
Rear locking lever of upper chase вАУ –Ј–∞–і–љ–Є–є —А—Л—З–∞–≥, –Ј–∞–њ–Є—А–∞—О—Й–Є–є –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г
Front lay switch 1 вАУ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞ 1
Transparent guide of the delivery вАУ –њ—А–Њ–Ј—А–∞—З–љ–Њ–µ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞
Delivery down -limit вАУ –љ–Є–ґ–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М —Е–Њ–і–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞
 
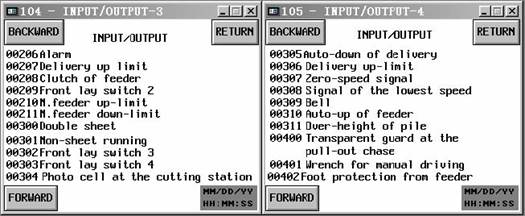  
 
104
Alarm вАУ —В—А–µ–≤–Њ–≥–∞
Delivery up limit вАУ –≤–µ—А—Е–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М —Е–Њ–і–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞
Clutch of feeder вАУ —Б—Ж–µ–њ–ї–µ–љ–Є–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
Front lay switch 2 вАУ–њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞ 2
M. feeder up-limit вАУ –≤–µ—А—Е–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
M. feeder down limit вАУ–љ–Є–ґ–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
Double sheet вАУ–і–≤–Њ–є–љ–Њ–є –ї–Є—Б—В
Non-sheet running вАУ–Њ—В—Б—Г—В—Б—В–≤–Є–µ –ї–Є—Б—В–Њ–≤
Front lay switch 3вАУ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞ 3
Front lay switch 4 вАУ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞ 4
Photo cell at the cutting station вАУ —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В —Б–µ–Ї—Ж–Є–Є —А–µ–Ј–Ї–Є
105
Auto-down of delivery вАУ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –≤–љ–Є–Ј
Delivery up-limit вАУ–≤–µ—А—Е–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞
Zero-speed signal вАУ –Є–љ–і–Є–Ї–∞—Ж–Є—П –љ—Г–ї–µ–≤–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є
Signal of the lowest speed вАУ–Є–љ–і–Є–Ї–∞—Ж–Є—П –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є
Bell вАУ –Ј–≤–Њ–љ–Њ–Ї
Auto- up of feeder вАУ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤–≤–µ—А—Е
Over-height of pile вАУ –њ—А–µ–≤—Л—И–µ–љ–Є–µ –≤—Л—Б–Њ—В—Л —Б—В–Њ–њ—Л
Transparent guard at the pull-out chase вАУ–Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –≤—Л–≤–Њ–і–∞ –ї–Є—Б—В–Њ–≤
Wrench for manual driving вАУ–≤–Є–љ—В –і–ї—П —А—Г—З–љ–Њ–≥–Њ —Г–њ—А–∞–≤–ї–µ–љ–Є—П
Foot protection from feeder вАУ –љ–Є–ґ–љ–µ–µ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
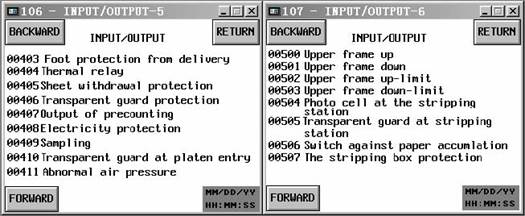  
 
106
Foot protection from delivery вАУ –љ–Є–ґ–љ–µ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞
Thermal relay вАУ—А–µ–ї–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л
Sheet withdrawal protection вАУ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Є–Ј–≤–ї–µ—З–µ–љ–Є—П –ї–Є—Б—В–Њ–≤
Transparent guide protection вАУ –њ—А–Њ–Ј—А–∞—З–љ–Њ–µ –Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ —А–∞–≤–љ–µ–љ–Є—П
Output of precounting вАУ –≤—Л—Е–Њ–і —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞
Electricity protection вАУ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–∞—П –Ј–∞—Й–Є—В–∞
Sampling вАУ –њ—А–Њ–±–љ—Л–є –≤—Л–≤–Њ–і
Transparent guide at platen entryвАУ–њ—А–Њ–Ј—А–∞—З–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ —А–∞–≤–љ–µ–љ–Є—П –љ–∞ –≤—Е–Њ–і–µ —В–Є–≥–ї—П
Abnormal air pressure вАУ–љ–µ–љ–Њ—А–Љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –≤–Њ–Ј–і—Г—Е–∞
107
Upper frame up вАУ–і–≤–Є–ґ–µ–љ–Є–µ –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л –≤–≤–µ—А—Е
Upper frame down вАУ –і–≤–Є–ґ–µ–љ–Є–µ –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л –≤–љ–Є–Ј
Upper frame up limit вАУ –≤–µ—А—Е–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М –і–≤–Є–ґ–µ–љ–Є—П –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л
Upper frame down limit вАУ–љ–Є–ґ–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М –і–≤–Є–ґ–µ–љ–Є—П –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л
Photo cell at th–µ stripping station вАУ —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
Switch against paper accumulation вАУ–њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –љ–∞–Ї–Њ–њ–Є—В–µ–ї—П –±—Г–Љ–∞–≥–Є
The stripping box protection вАУ–Ј–∞—Й–Є—В–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –Ї–Њ—А–Њ–±–∞ —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
 
  
 
108
Contact of main motor вАУ –Ї–Њ–љ—В–∞–Ї—В –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—П
Contact of oil pump motor вАУ –Ї–Њ–љ—В–∞–Ї—В –і–≤–Є–≥–∞—В–µ–ї—П –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞
Contact of air pump motor вАУ –Ї–Њ–љ—В–∞–Ї—В –і–≤–Є–≥–∞—В–µ–ї—П –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞
Contact of main feeder down вАУ –Ї–Њ–љ—В–∞–Ї—В –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤–љ–Є–Ј—Г
Contact of non-stop feeder down вАУ–Ї–Њ–љ—В–∞–Ї—В –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤–љ–Є–Ј—Г
Contact of delivery up вАУ –Ї–Њ–љ—В–∞–Ї—В —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –≤–≤–µ—А—Е—Г
Contact of upper frame up вАУ–Ї–Њ–љ—В–∞–Ї—В –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л –≤–≤–µ—А—Е—Г
Contact of upper frame down вАУ–Ї–Њ–љ—В–∞–Ї—В –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л –≤–љ–Є–Ј—Г
Working indicator of oil pump and main motor вАУ–Є–љ–і–Є–Ї–∞—В–Њ—А —А–∞–±–Њ—В—Л –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –Є –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—П
Working indicator of air pump вАУ –Є–љ–і–Є–Ї–∞—В–Њ—А —А–∞–±–Њ—В—Л –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞
109
Input of precounting вАУ –≤—Е–Њ–і —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞
Reset of precounting вАУ –њ–µ—А–µ–Ј–∞–њ—Г—Б–Ї —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞
Spare вАУ—А–µ–Ј–µ—А–≤–љ—Л–є –Ї–Њ–і
Running indicator вАУ –Є–љ–і–Є–Ї–∞—В–Њ—А –љ–Њ—А–Љ–∞–ї—М–љ–Њ–≥–Њ —А–∞–±–Њ—З–µ–≥–Њ —А–µ–ґ–Є–Љ–∞
Trouble indicator вАУ –Є–љ–і–Є–Ї–∞—В–Њ—А —Б–±–Њ—П
Alarm 1 вАУ —В—А–µ–≤–Њ–≥–∞ 1
Alarm 2 вАУ —В—А–µ–≤–Њ–≥–∞ 2
Alarm 3 вАУ —В—А–µ–≤–Њ–≥–∞ 3
¬†Alarm 4 вАУ —В—А–µ–≤–Њ–≥–∞ 4
Restoring of relay by emergency stop вАУ –≤–Њ—Б—Б—В–∞–љ–Њ–≤–ї–µ–љ–Є–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ —А–µ–ї–µ
Spare вАУ —А–µ–Ј–µ—А–≤–љ—Л–є –Ї–Њ–і
 
 
110
Spare вАУ —А–µ–Ј–µ—А–≤–љ—Л–є –Ї–Њ–і
Relay for M. Feeder up вАУ —А–µ–ї–µ –і–≤–Є–ґ–µ–љ–Є—П –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤–≤–µ—А—Е
Relay for non-stop feeder up вАУ —А–µ–ї–µ –і–≤–Є–ґ–µ–љ–Є—П –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤–≤–µ—А—Е
Relay for delivery down вАУ —А–µ–ї–µ –і–≤–Є–ґ–µ–љ–Є—П —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –≤–љ–Є–Ј
Spare вАУ¬† ¬†—А–µ–Ј–µ—А–≤–љ—Л–є –Ї–Њ–і
Relay for running of the feeder вАУ —А–µ–ї–µ –Ј–∞–њ—Г—Б–Ї–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
Relay for stop of the feeder вАУ —А–µ–ї–µ –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
Spare вАУ —А–µ–Ј–µ—А–≤–љ—Л–є –Ї–Њ–і
Relay for sampling вАУ —А–µ–ї–µ —А–µ–ґ–Є–Љ–∞ –њ—А–Њ–±–љ–Њ–≥–Њ –≤—Л–≤–Њ–і–∞
Relay for chain lubrication вАУ —А–µ–ї–µ —А–µ–ґ–Є–Љ–∞ —Б–Љ–∞–Ј–Ї–Є —Ж–µ–њ–Є
Spare вАУ —А–µ–Ј–µ—А–≤–љ—Л–є –Ї–Њ–і
111
–Ш–љ—Б—В—А—Г–Ї—Ж–Є—П
MY1050A-P вАУ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є –њ—А–µ—Б—Б —Б —Б–µ–Ї—Ж–Є–µ–є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В –≤—Л—Б–µ—З–Ї—Г, –±–Є–≥–Њ–≤–Ї—Г –Є —Е–Њ–ї–Њ–і–љ–Њ–µ —В–Є—Б–љ–µ–љ–Є–µ –±—Г–Љ–∞–≥–Є –Є –Ї–∞—А—В–Њ–љ–∞ –і–ї—П –Ї–∞—А—В–Њ–љ–љ—Л—Е –Ї–Њ—А–Њ–±–Њ–Ї, –≥–Њ—Д—А–Є—А–Њ–≤–∞–љ–Є–µ –Є –љ–∞–љ–µ—Б–µ–љ–Є–µ —В–Њ–≤–∞—А–љ–Њ–≥–Њ –Ј–љ–∞–Ї–∞. –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Є–і–µ–∞–ї—М–љ–Њ –њ–Њ–і—Е–Њ–і–Є—В –і–ї—П¬† –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Њ—Д–Њ—А–Љ–ї–µ–љ–Є—П —Г–њ–∞–Ї–Њ–≤–Ї–Є. –†–∞–±–Њ—З–Є–µ –њ—А–Њ—Ж–µ—Б—Б—Л –≤—Л—Б–Њ–Ї–Њ—В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–љ—Л –Є –њ–Њ–ї–љ–Њ—Б—В—М—О –∞–≤—В–Њ–Љ–∞—В–Є–Ј–Є—А–Њ–≤–∞–љ—Л, –љ–∞—З–Є–љ–∞—П –Њ—В –њ–Њ–і–∞—З–Є –±—Г–Љ–∞–≥–Є –Є –≤—Л—Б–µ—З–Ї–Є –Є –Ј–∞–Ї–∞–љ—З–Є–≤–∞—П –≤—Л–і–∞—З–µ–є –≥–Њ—В–Њ–≤–Њ–є –њ—А–Њ–і—Г–Ї—Ж–Є–Є.
   
 
 
 
 
112
–Т —А–µ–ґ–Є–Љ–µ –≤—Л—Б–µ—З–Ї–Є –љ–∞ —Н–Ї—А–∞–љ–µ –Њ—В–Њ–±—А–∞–ґ–∞—О—В—Б—П –Њ—Б–љ–Њ–≤–љ—Л–µ –њ–∞—А–∞–Љ–µ—В—А—Л –њ—А–Њ—Ж–µ—Б—Б–∞: —А–∞–±–Њ—З–∞—П —Б–Ї–Њ—А–Њ—Б—В—М, –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Л—Е –ї–Є—Б—В–Њ–≤, –њ—А–Њ–і–Њ–ї–ґ–Є—В–µ–ї—М–љ–Њ—Б—В—М –њ—А–Њ—Ж–µ—Б—Б–∞ –Є —А–∞–±–Њ—З–Є–µ —Г—Б–ї–Њ–≤–Є—П. –Я—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ—Л–є –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А –њ–Њ—Б—В–Њ—П–љ–љ–Њ¬† –Њ—В—Б–ї–µ–ґ–Є–≤–∞–µ—В –≤—Е–Њ–і–љ—Л–µ –Є –≤—Л—Е–Њ–і–љ—Л–µ –і–∞–љ–љ—Л–µ –њ—А–Њ—Ж–µ—Б—Б–∞ –Є –≤—Л—П–≤–ї—П–µ—В¬† —А–∞–Ј–ї–Є—З–љ—Л–µ —Б–±–Њ–Є –≤ —А–∞–±–Њ—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—П —Г–і–Њ–±—Б—В–≤–Њ —Г–њ—А–∞–≤–ї–µ–љ–Є—П –Є –±—Л—Б—В—А—Г—О –ї–Њ–Ї–∞–ї–Є–Ј–∞—Ж–Є—О –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В–µ–є.¬† –Ф–∞—В—З–Є–Ї-–њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—М –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В –±–µ—Б—Б—В—Г–њ–µ–љ—З–∞—В—Г—О —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї—Г —Б–Ї–Њ—А–Њ—Б—В–Є –Є, —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ, –њ–ї–∞–≤–љ–Њ—Б—В—М —А–∞–±–Њ—В—Л –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—П.
113
–Ш–љ—Б—В—А—Г–Ї—Ж–Є—П
–°–Є—Б—В–µ–Љ–∞ –і–∞—В—З–Є–Ї–Њ–≤ –Ї–Њ–љ—В—А–Њ–ї—П –Є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –≥–∞—А–∞–љ—В–Є—А—Г–µ—В –±–µ–Ј–Њ—В–Ї–∞–Ј–љ—Г—О —А–∞–±–Њ—В—Г —Г—Б—В–∞–љ–Њ–≤–Ї–Є –Є —Н—Д—Д–µ–Ї—В–Є–≤–љ—Г—О –Ј–∞—Й–Є—В—Г –Њ–њ–µ—А–∞—В–Њ—А–∞.
–≠–ї–µ–Ї—В—А–Њ–њ–Є—В–∞–љ–Є–µ: —Б–µ—В—М –њ–µ—А–µ–Љ–µ–љ–љ–Њ–≥–Њ —В–Њ–Ї–∞, 380 –Т,¬† 50 –У—Ж., 3-—Д–∞–Ј–љ–∞—П 4-–њ—А–Њ–≤–Њ–і–љ–∞—П, –Ј–∞—Й–Є—В–љ–Њ–µ –Ј–∞–Ј–µ–Љ–ї–µ–љ–Є–µ (PE).
–°–µ—В–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ –і–≤–µ—А–Є –Ї–Њ–љ—Б–Њ–ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Х—Б–ї–Є –і–≤–µ—А—М –Љ–Њ–ґ–љ–Њ –Њ—В–Ї—А—Л—В—М, –Ј–љ–∞—З–Є—В,¬† –њ—А–Њ–Є–Ј–Њ—И–µ–ї —Б–±–Њ–є –≤ –њ–Њ–і–∞—З–µ –њ–Є—В–∞–љ–Є—П.
114
–Т –Њ—Б–љ–Њ–≤–љ—Г—О —Ж–µ–њ—М –≤–Ї–ї—О—З–µ–љ —В—А–∞–љ—Б—Д–Њ—А–Љ–∞—В–Њ—А, –њ—А–µ–Њ–±—А–∞–Ј—Г—О—Й–Є–є –њ–µ—А–µ–Љ–µ–љ–љ–Њ–µ –љ–∞–њ—А—П–ґ–µ–љ–Є–µ 380 –Т –љ–∞ –≤—Е–Њ–і–µ –≤ 220 –Т –љ–∞ –≤—Л—Е–Њ–і–µ. –Я–Њ–і–∞—З–∞ –њ–Є—В–∞–љ–Є—П –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —Б—В–∞–±–Є–ї—М–љ–Њ–є, –љ–∞–ї–Є—З–Є–µ —Б–µ—В–µ–≤–Њ–≥–Њ –≤—Л–Ї–ї—О—З–∞—В–µ–ї—П –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ. –°—В–µ–њ–µ–љ—М –Ј–∞—Й–Є—В—Л —Б–Є–ї–Њ–≤–Њ–є —Ж–µ–њ–Є вАУ CAT 3, —Н—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ –њ—А–Є —Б—А–∞–±–∞—В—Л–≤–∞–љ–Є–Є –ї—О–±–Њ–≥–Њ –Є–Ј –∞–≤–∞—А–Є–є–љ—Л—Е –≤—Л–Ї–ї—О—З–∞—В–µ–ї–µ–є¬† –Њ—В–Ї–ї—О—З–∞–µ—В—Б—П –њ–Є—В–∞–љ–Є–µ –≤—Б–µ–є —Ж–µ–њ–Є –і–ї—П –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є. –Ф–≤–Є–≥–∞—В–µ–ї—М —Б–љ–∞–±–ґ–µ–љ —А–µ–ї–µ –і–ї—П –Ј–∞—Й–Є—В—Л –Њ—В –њ–µ—А–µ–≥—А–µ–≤–∞.
–Ш—Б–Ї–ї—О—З–Є—В–µ–ї—М–љ–Њ –≤—Л—Б–Њ–Ї–Њ–µ –Ї–∞—З–µ—Б—В–≤–Њ¬† —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є—Е –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤ —Б–Є—Б—В–µ–Љ—Л –Ї–Њ–љ—В—А–Њ–ї—П –≥–∞—А–∞–љ—В–Є—А—Г–µ—В —Б—В–∞–±–Є–ї—М–љ–Њ—Б—В—М —А–∞–±–Њ—В—Л —Г—Б—В–∞–љ–Њ–≤–Ї–Є.
  
 
115
2.–£—Б–ї–Њ–≤–Є—П —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є:
2.1 –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –љ–∞ –≤—Л—Б–Њ—В–µ¬† –љ–µ –±–Њ–ї–µ–µ, —З–µ–Љ 1000 –Љ–µ—В—А–Њ–≤.
2.2 –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Њ–Ї—А—Г–ґ–∞—О—Й–µ–≥–Њ –≤–Њ–Ј–і—Г—Е–∞¬† –Њ—В 0 –і–Њ 55 –≥—А–∞–і—Г—Б–Њ–≤ –°.
2.3 –Ю—В–љ–Њ—Б–Є—В–µ–ї—М–љ–∞—П –≤–ї–∞–ґ–љ–Њ—Б—В—М –≤–Њ–Ј–і—Г—Е–∞ 35-90% –њ—А–Є –Њ—В—Б—Г—В—Б—В–≤–Є–Є –Ї–Њ–љ–і–µ–љ—Б–∞—Ж–Є–Є.
2.4 –Ю—В–Ї–ї–Њ–љ–µ–љ–Є–µ –љ–∞–њ—А—П–ґ–µ–љ–Є—П + 10%.
2.5 –Э–µ –і–Њ–њ—Г—Б–Ї–∞–µ—В—Б—П –њ—А–Є—Б—Г—В—Б—В–≤–Є–µ –≥–Њ—А—О—З–Є—Е –Є –∞–≥—А–µ—Б—Б–Є–≤–љ—Л—Е –≥–∞–Ј–Њ–≤ –≤ –Њ–Ї—А—Г–ґ–∞—О—Й–µ–Љ –≤–Њ–Ј–і—Г—Е–µ.
 
 
¬†2.6 –Э–µ –і–Њ–њ—Г—Б–Ї–∞–є—В–µ –њ–Њ–њ–∞–і–∞–љ–Є—П –њ—Л–ї–Є, –∞–±—А–∞–Ј–Є–≤–љ—Л—Е –њ–Њ—А–Њ—И–Ї–Њ–≤ –Є –≤–ї–∞–≥–Є –љ–∞ –Ї–∞–Ї–Є–µ-–ї–Є–±–Њ —З–∞—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
2.7 –Ф–ї—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–µ–і–Њ–њ—Г—Б—В–Є–Љ–∞ —В—А—П—Б–Ї–∞ –Є —Г–і–∞—А—Л.
2.8 –Э–µ–і–Њ–њ—Г—Б—В–Є–Љ–Њ –њ—А—П–Љ–Њ–µ –≤–Њ–Ј–і–µ–є—Б—В–≤–Є–µ —Б–Њ–ї–љ–µ—З–љ—Л—Е –ї—Г—З–µ–є.
2.9 –Х—Б–ї–Є –љ–∞ –≤–∞—И–µ–Љ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ –љ–µ —Б–Њ–±–ї—О–і–µ–љ—Л —Б—В–∞–љ–і–∞—А—В–љ—Л–µ –љ–Њ—А–Љ—Л —Н–ї–µ–Ї—В—А–Њ–Љ–∞–≥–љ–Є—В–љ–Њ–є —Б–Њ–≤–Љ–µ—Б—В–Є–Љ–Њ—Б—В–Є, –њ—А–Є–Љ–Є—В–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є–µ –Љ–µ—А—Л –≤ —Б–ї—Г—З–∞–µ, –µ—Б–ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –њ–Њ–і–≤–µ—А–≥–∞–µ—В—Б—П –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—О:
2.9.1 –°—В–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ —Н–ї–µ–Ї—В—А–Є—З–µ—Б—В–≤–∞;
2.9.2 –°–Є–ї—М–љ—Л—Е —Н–ї–µ–Ї—В—А–Њ–Љ–∞–≥–љ–Є—В–љ—Л—Е –њ–Њ–ї–µ–є;
2.9.3 –†–∞–і–Є–∞—Ж–Є–Є.
3. –Ю—Б–љ–Њ–≤–љ—Л–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є:
3.1 –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Л–є —А–∞–Ј–Љ–µ—А –ї–Є—Б—В–∞: 1060–•760 –Љ–Љ;
3.2 –Ь–Є–љ–Є–Љ–∞–ї—М–љ—Л–є —А–∞–Ј–Љ–µ—А –ї–Є—Б—В–∞: 450–•440 –Љ–Љ;
3.3 –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Л–є —Д–Њ—А–Љ–∞—В –≤—Л—Б–µ—З–Ї–Є: 1050–•750;
3.4 –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Л–є —Д–Њ—А–Љ–∞—В —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П 1050–•730 –Љ–Љ;
3.5 –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ 3000 –Ї–Э;
3.6 –Ґ–Њ–ї—Й–Є–љ–∞ –ї–Є—Б—В–∞: 0,1 вАУ 1,5 –Љ–Љ.
 
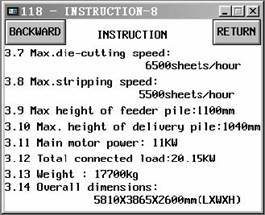  
 
3.7 –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —Б–Ї–Њ—А–Њ—Б—В—М –≤—Л—Б–µ—З–Ї–Є: 6500 –ї–Є—Б—В–Њ–≤/—З–∞—Б;
3.8: –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —Б–Ї–Њ—А–Њ—Б—В—М —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П: 5500 –ї–Є—Б—В–Њ–≤,—З–∞—Б;
3.9 –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П –≤—Л—Б–Њ—В–∞ —Б—В–Њ–њ—Л –≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–µ: 1100 –Љ–Љ;
3.10 –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П –≤—Л—Б–Њ—В–∞ —Б—В–Њ–њ—Л –≤ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–µ: 1040 –Љ–Љ;
3.11 –Ь–Њ—Й–љ–Њ—Б—В—М –Њ–±—Й–µ–є –њ—А–Є—Б–Њ–µ–і–Є–љ–µ–љ–љ–Њ–є –љ–∞–≥—А—Г–Ј–Ї–Є: 20,15 –Ї–Т—В;
3.13 –Т–µ—Б: 17700 –Ї–≥;
3.14 –У–∞–±–∞—А–Є—В–љ—Л–µ —А–∞–Ј–Љ–µ—А—Л: 5810–•3865–•2600 (–Ф–ї–Є–љ–∞/–®–Є—А–Є–љ–∞/–Т—Л—Б–Њ—В–∞) –Љ–Љ.
5.1.3. –Я–∞–љ–µ–ї—М —Г–њ—А–∞–≤–ї–µ–љ–Є—П —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–Њ–Љ: (—Б–Љ. —А–Є—Б. 10)
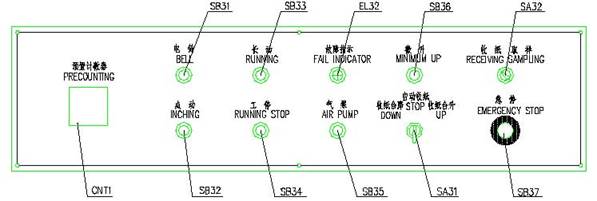  
 
–†–Є—Б.10
SB31:
–Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞–ґ–∞—В—М —Н—В—Г –Ї–љ–Њ–њ–Ї—Г –њ–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я—А–Є –љ–∞–ґ–∞—В–Є–Є —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є –≤ —В–µ—З–µ–љ–Є–µ —В—А–µ—Е —Б–µ–Ї—Г–љ–і —А–∞–Ј–і–∞–µ—В—Б—П –Ј–≤–Њ–љ–Њ–Ї. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М –љ–∞ –љ–µ–≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Х—Б–ї–Є –љ–Є–Ї–∞–Ї–Є—Е –њ—А–Њ–±–ї–µ–Љ –њ—А–Є —Н—В–Њ–Љ –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї —А–∞–±–Њ—В–µ. –Э–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB32 , –њ–Њ—Б–ї–µ —З–µ–≥–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Г–і–µ—В –≥–Њ—В–Њ–≤–∞ –Ї —Б—В–∞—А—В—Г. –Х—Б–ї–Є –≤ —В–µ—З–µ–љ–Є–µ 10 —Б–µ–Ї—Г–љ–і –Т—Л –љ–µ –љ–∞–ґ–Є–Љ–∞–µ—В–µ –Ї–љ–Њ–њ–Ї—Г —Г–њ—А–∞–≤–ї–µ–љ–Є—П –њ–Њ—И–∞–≥–Њ–≤—Л–Љ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ–Љ –Є–ї–Є –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, –≥–Њ—В–Њ–≤–љ–Њ—Б—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ї –Ј–∞–њ—Г—Б–Ї—Г –±—Г–і–µ—В –Њ—В–Љ–µ–љ–µ–љ–∞. –Х—Б–ї–Є –Т—Л —Е–Њ—В–Є—В–µ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –Т–∞–Љ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–≤—В–Њ—А–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г SB31.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –њ–Њ—Б–ї–µ –љ–∞–ґ–∞—В–Є—П –∞–≤–∞—А–Є–є–љ–Њ–є –Ї–љ–Њ–њ–Ї–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–њ—П—В—М –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –≤–µ—А–љ—Г–ї—Б—П –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –і–∞–ґ–µ –µ—Б–ї–Є –∞–≤–∞—А–Є–є–љ–∞—П –Ї–љ–Њ–њ–Ї–∞ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–°–Є–≥–љ–∞–ї –Ј–≤–Њ–љ–Ї–∞ –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —Б–Є–≥–љ–∞–ї–Є–Ј–Є—А—Г–µ—В –Њ —В–Њ–Љ, —З—В–Њ –≤—Б–µ –Њ–њ–µ—А–∞—В–Њ—А—Л –і–Њ–ї–ґ–љ—Л –Њ—В–Њ–є—В–Є –Њ—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ. –Х—Б–ї–Є –Ј–≤–Њ–љ–Њ–Ї –љ–µ —А–∞–±–Њ—В–∞–µ—В, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ –Ј–∞–Љ–µ–љ–Є—В—М, —В–∞–Ї –Ї–∞–Ї –µ–≥–Њ –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ—З–µ–љ—М –Њ–њ–∞—Б–љ–∞ –і–ї—П –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–≥–Њ –њ–µ—А—Б–Њ–љ–∞–ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
SB32:
–≠—В–∞ –Ї–љ–Њ–њ–Ї–∞ –≤–Ї–ї—О—З–∞–µ—В —Б—Ж–µ–њ–ї–µ–љ–Є–µ, –Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П, –Ї–Њ–≥–і–∞ –Т—Л –Њ—В–њ—Г—Б—В–Є—В–µ —Н—В—Г –Ї–љ–Њ–њ–Ї—Г.
–Т–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П (inching button), –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞—З–љ–µ—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є —А–∞–±–Њ—В–∞—В—М –≤ —А–µ–ґ–Є–Љ–µ —Б–∞–Љ–Њ–є –љ–Є–Ј–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Ґ–µ–њ–µ—А—М, –µ—Б–ї–Є –Т—Л –љ–∞–ґ–Љ–µ—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –љ–∞—З–љ–µ—В —А–∞–±–Њ—В–∞—В—М –≤ —А–µ–ґ–Є–Љ–µ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є.
–Ф–ї—П –њ–ї–∞–≤–љ–Њ–≥–Њ —Б—В–∞—А—В–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ј–∞–њ—Г—Б—В–Є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ –љ–µ–±–Њ–ї—М—И–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –≤ –љ–∞—З–∞–ї–µ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –µ—Б–ї–Є –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –љ–Є–Ї–∞–Ї–Є—Е –њ–Њ–Љ–µ—Е, –Ї–љ–Њ–њ–Ї—Г –њ—Г—Б–Ї–∞.
SB33:
–Ъ–љ–Њ–њ–Ї–∞ –Ј–∞–њ—Г—Б–Ї–∞. –Х–µ –љ–∞–ґ–∞—В–Є–µ –Ј–∞–њ—Г—Б–Ї–∞–µ—В —Б—Ж–µ–њ–ї–µ–љ–Є–µ, –Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М –≤ –љ–µ–њ—А–µ—А—Л–≤–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ. –Я—А–Є –≤–Ї–ї—О—З–µ–љ–љ—Л—Е –і–∞—В—З–Є–Ї–∞—Е –Ї–Њ–љ—В—А–Њ–ї—П –Є —Г—Б—В—А–Њ–є—Б—В–≤–∞—Е –Ј–∞—Й–Є—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є. –Э–∞–ґ–∞—В–Є–µ –Ї–љ–Њ–њ–Ї–Є SB34 –Ј–∞–њ—Г—Б–Ї–∞–µ—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –Є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В –µ–µ, –Ї–Њ–≥–і–∞ —Н—В–Њ –і–Њ–њ—Г—Б—В–Є–Љ–Њ. –Ф–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞–ґ–Љ–Є—В–µ –∞–≤–∞—А–Є–є–љ—Г—О –Ї–љ–Њ–њ–Ї—Г SB37.
–І—В–Њ–±—Л –њ–µ—А–µ–≤–µ—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –≤ —А–µ–ґ–Є–Љ –љ–∞–Є–Љ–µ–љ—М—И–µ–є —Б–Ї–Њ—А–Њ—Б—В–Є –≤ —В–Њ –≤—А–µ–Љ—П –Ї–∞–Ї –Њ–љ–∞ —А–∞–±–Њ—В–∞–µ—В –љ–∞ –≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є, –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П (inching button) –Є–ї–Є –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—М–љ—Г—О –Ї–љ–Њ–њ–Ї—Г (precaution button). –Х—Й–µ —А–∞–Ј –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –љ–∞—З–љ–µ—В —А–∞–±–Њ—В—Г —Б –Ј–∞–і–∞–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М—О.
–Ф–ї—П –њ–ї–∞–≤–љ–Њ–≥–Њ —Б—В–∞—А—В–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Ј–∞–њ—Г—Й–µ–љ–∞ –љ–∞ –љ–Є–Ј–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –≤ –љ–∞—З–∞–ї–µ —Б—В–∞—А—В–∞ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є, —Г–±–µ–і–Є–≤—И–Є—Б—М –≤ —В–Њ–Љ, —З—В–Њ –і–≤–Є–≥–∞—В–µ–ї—М —А–∞–±–Њ—В–∞–µ—В –њ—А–∞–≤–Є–ї—М–љ–Њ, –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞
SB34:
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –Њ–±—Л—З–љ—Л—Е —А–∞–±–Њ—З–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е, –∞ —В–∞–Ї –ґ–µ –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї—О–і—М–Љ–Є. –Х—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –љ–∞–ґ–∞—В–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є, —В–Њ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –≤–µ—А–љ—Г—В—М –µ–µ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –∞ —В–Њ–ї—М–Ї–Њ –њ–Њ—Б–ї–µ –њ–Њ–≤–Њ—А–Њ—В–∞ –µ–µ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Ф–Њ —В–µ—Е –њ–Њ—А –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –±—Г–і–µ—В –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –±—Г–і–µ—В –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–µ–љ.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Њ–њ—П—В—М –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, —Б–љ–∞—З–∞–ї–∞ –≤–µ—А–љ–Є—В–µ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Ї–љ–Њ–њ–Ї—Г SB34, –Ј–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB31 –Є –Ј–∞—В–µ–Љ SB32 –Є–ї–Є SB33.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–µ—Б–Љ–Њ—В—А—П –љ–∞ —В–Њ —З—В–Њ –Ї–љ–Њ–њ–Ї–∞ SB34 –љ–∞–ґ–∞—В–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–µ –Љ–Њ–ґ–µ—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ, –Њ–љ–∞ –±—Г–і–µ—В –њ—А–Њ–і–Њ–ї–ґ–∞—В—М —А–∞–±–Њ—В–∞—В—М –і–Њ —В–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞, –Ї–Њ–≥–і–∞ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ –±—Г–і–µ—В —А–∞–Ј—А–µ—И–µ–љ–∞. –Ф–ї—П —Н–Ї—Б—В—А–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞–ґ–Љ–Є—В–µ SB37.
SB35:
–Ъ–љ–Њ–њ–Ї–∞ –≤–Ї–ї—О—З–µ–љ–Є—П/–≤—Л–Ї–ї—О—З–µ–љ–Є—П –Ї–Њ–Љ–њ—А–µ—Б—Б–Њ—А–∞ –Є –≤–∞–Ї—Г—Г–Љ–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞. –Ю–і–љ–Њ–Ї—А–∞—В–љ–Њ–µ –љ–∞–ґ–∞—В–Є–µ –Ї–љ–Њ–њ–Ї–Є SB35 –≤–Ї–ї—О—З–∞–µ—В –љ–∞—Б–Њ—Б, –њ—А–Є —Н—В–Њ–Љ –Ј–∞–≥–Њ—А–∞–µ—В—Б—П –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞, –Є –љ–∞—З–Є–љ–∞–µ—В—Б—П –і–≤–Є–ґ–µ–љ–Є–µ –њ–µ—А–≤–Њ–є –њ–Њ—А—Ж–Є–Є –ї–Є—Б—В–Њ–≤. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –ї–Є—Б—В—Л –Є–Ј —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –њ–Њ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А—Г –і–Њ–ї–ґ–љ—Л –±—Л—В—М –і–Њ—Б—В–∞–≤–ї–µ–љ—Л –љ–∞ —Б—В–Њ–ї. –Ґ–Њ–≥–і–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–≤—В–Њ—А–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г SB35, –љ–∞—Б–Њ—Б –њ—А–µ–Ї—А–∞—В–Є—В —А–∞–±–Њ—В—Г –Є –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –њ–Њ–≥–∞—Б–љ–µ—В.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—А–∞—Й–µ–љ–Є—П –Љ–Њ—В–Њ—А–∞ –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –і–Њ–ї–ґ–љ–Њ —Б–Њ–≤–њ–∞–і–∞—В—М —Б –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ–Љ —Б—В—А–µ–ї–Ї–Є –љ–∞ –Ї–Њ—А–њ—Г—Б–µ –љ–∞—Б–Њ—Б–∞. –Ш–љ–∞—З–µ –љ–∞—Б–Њ—Б –љ–µ –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М.
–Т –љ–∞—Б–Њ—Б–µ –Є–Љ–µ—О—В—Б—П –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П –≤—Б–∞—Б—Л–≤–∞–љ–Є—П –Є –≤—Л–і—Г–≤–∞–љ–Є—П –≤–Њ–Ј–і—Г—Е–∞. –Я—А–Є –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–Є –љ–µ –њ–µ—А–µ–њ—Г—В–∞–є—В–µ –Є—Е –Љ–µ–ґ–і—Г —Б–Њ–±–Њ–є, –Є–љ–∞—З–µ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –љ–µ –±—Г–і–µ—В –љ–Њ—А–Љ–∞–ї—М–љ–Њ —А–∞–±–Њ—В–∞—В—М!
CNT1:
–£—Б—В—А–Њ–є—Б—В–≤–Њ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞. –Ю–љ–Њ –і–Њ–ї–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П –≤–Љ–µ—Б—В–µ —Б —Г—Б—В—А–Њ–є—Б—В–≤–Њ–Љ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є –љ–∞ –Ї–Њ–љ—Б–Њ–ї–Є, –≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Њ–љ–Њ –љ–µ –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –Њ–љ–Њ –Љ–Њ–ґ–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П –Ї–∞–Ї –Њ–±—Л—З–љ—Л–є —Б—З–µ—В—З–Є–Ї.
SA31:
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Ї–Њ–љ—В—А–Њ–ї—П —А–∞–±–Њ—В—Л –Љ–Њ—В–Њ—А–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞.
–Я–Њ–≤–µ—А–љ–Є—В–µ SA31 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬDOWNвАЭ, –Є —В—А–∞–љ—Б–њ–Њ—А—В–µ—А –љ–∞—З–љ–µ—В —Б–љ–Є–ґ–∞—В—М—Б—П. –Я–Њ–≤–µ—А–љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –≤ –њ–Њ–Ј–Є—Ж–Є—О вАЬSTOPвАЭ, –Є —Б–љ–Є–ґ–µ–љ–Є–µ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –њ—А–µ–Ї—А–∞—В–Є—В—Б—П. –Я–Њ–≤–µ—А–љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬUPвАЭ, –Є —В—А–∞–љ—Б–њ–Њ—А—В–µ—А –љ–∞—З–љ–µ—В –њ–Њ–і–љ–Є–Љ–∞—В—М—Б—П. –Я–Њ–≤–µ—А–љ–Є—В–µ –µ–µ –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬSTOPвАЭ –Є–ї–Є HL32, –Є –њ–Њ–і—К–µ–Љ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –њ—А–µ–Ї—А–∞—В–Є—В—Б—П.
–Т –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л, –Ї–Њ–≥–і–∞ SA31 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–Ј–Є—Ж–Є–Є вАЬSTOPвАЭ, —В—А–∞–љ—Б–њ–Њ—А—В–µ—А –Є–Љ–µ–µ—В —Д—Г–љ–Ї—Ж–Є—О –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ —Б–љ–Є–ґ–µ–љ–Є—П. –Ф–Є—Б—В–∞–љ—Ж–Є—П —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –≤–∞–Љ–Є —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ. –Ф–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є –≤—А–µ–Љ–µ–љ–Є —Б–Љ. вАЬDATA SETTING вАЭ –≤ —А–∞–Ј–і–µ–ї–µ –Ш–љ—В–µ—А—Д–µ–є—Б.
SB36:
–≠—В–∞ –Ї–љ–Њ–њ–Ї–∞ –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Л–є –њ–Њ–і—К–µ–Љ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞.
–Ъ–Њ–≥–і–∞ –≤–µ—А—И–Є–љ–∞ —Б—В–Њ–њ—Л –љ–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–µ –Є–ї–Є —Б–∞–Љ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А –Ї–∞—Б–∞—О—В—Б—П HL32, –њ–Њ–і—К–µ–Љ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞ –њ—А–µ–Ї—А–∞—Й–∞–µ—В—Б—П. –Ю–і–љ–Њ–Ї—А–∞—В–љ–Њ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г, –Є —В—А–∞–љ—Б–њ–Њ—А—В–µ—А –њ–Њ–і–љ–Є–Љ–µ—В—Б—П –µ—Й–µ –љ–µ–Љ–љ–Њ–≥–Њ. –Ъ–Њ–≥–і–∞ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А –Ї–Њ—Б–љ–µ—В—Б—П SQ36, –њ–Њ–і—К–µ–Љ –њ—А–µ–Ї—А–∞—В–Є—В—Б—П.
SB37:
–Ъ–љ–Њ–њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –∞–≤–∞—А–Є–є–љ–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є –Є–ї–Є –і–ї—П –њ—А–µ–і–Њ—В–≤—А–∞—Й–µ–љ–Є—П –Ј–∞–њ—Г—Б–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї–Є—Ж–∞–Љ–Є. –Я–Њ—Б–ї–µ –µ–µ –љ–∞–ґ–∞—В–Є—П —А–∞–±–Њ—В–∞ –≤—Б–µ—Е –і–≤–Є–≥–∞—В–µ–ї–µ–є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –≤–µ—А–љ—Г—В—М –Ї–љ–Њ–њ–Ї—Г –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –њ–Њ–≤–µ—А–љ–Є—В–µ –µ–µ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Ф–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ј–∞–њ—Г—Й–µ–љ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–Њ–≤—В–Њ—А–љ–Њ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М —Б–Њ—Б—В–Њ—П–љ–Є–µ —А–µ–ї–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П, –і–∞–ґ–µ –µ—Б–ї–Є —Б–∞–Љ–∞ –Ї–љ–Њ–њ–Ї–∞ –њ—А–Є–≤–µ–і–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я—А–Є –Њ–±—Л—З–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е –њ—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є SB28, –Љ–∞—Е–Њ–≤–Є–Ї–Є –≤ —Б–Є–ї—Г —Б–≤–Њ–µ–є –Є–љ–µ—А—Ж–Є–Є –љ–µ –Љ–Њ–≥—Г—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ.
SA32:
–Ъ–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В –њ—А–Є–µ–Љ–Ї—Г –Є –≤—Л–±–Њ—А–Ї—Г.
–Я–Њ–≤–Њ—А–Њ—В –Ї–љ–Њ–њ–Ї–Є –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬRECEIVINGвАЭ (–њ—А–Є–µ–Љ–Ї–∞) –≤–Ї–ї—О—З–∞–µ—В —В—А–∞–љ—Б–њ–Њ—А—В–µ—А. –Я—А–Є –њ–Њ–≤–Њ—А–Њ—В–µ –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬSAMPLINGвАЭ (–≤—Л–±–Њ—А–Ї–∞) –Њ—В–Ї—А—Л–≤–∞–µ—В—Б—П –Ї—А—Л—И–Ї–∞ –Є –Ј–≤–µ–љ–Є—В –Ј–≤–Њ–љ–Њ–Ї. –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —А–∞–±–Њ—В–∞–µ—В –≤ —А–µ–ґ–Є–Љ–µ –≤—Л–±–Њ—А–Ї–Є.
5.1.4. –Я–∞–љ–µ–ї—М —Г–њ—А–∞–≤–ї–µ–љ–Є—П –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б—В–Њ—А–Њ–љ–µ: (—Б–Љ. —А–Є—Б.11)
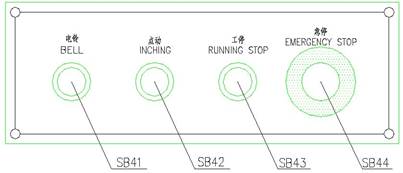  
 
–†–Є—Б.11
SB41:
–Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞–ґ–∞—В—М —Н—В—Г –Ї–љ–Њ–њ–Ї—Г –њ–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я—А–Є –љ–∞–ґ–∞—В–Є–Є —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є –≤ —В–µ—З–µ–љ–Є–µ —В—А–µ—Е —Б–µ–Ї—Г–љ–і —А–∞–Ј–і–∞–µ—В—Б—П –Ј–≤–Њ–љ–Њ–Ї. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М –љ–∞ –љ–µ–≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Х—Б–ї–Є –љ–Є–Ї–∞–Ї–Є—Е –њ—А–Њ–±–ї–µ–Љ –њ—А–Є —Н—В–Њ–Љ –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї —А–∞–±–Њ—В–µ. –Э–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB42, –њ–Њ—Б–ї–µ —З–µ–≥–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Г–і–µ—В –≥–Њ—В–Њ–≤–∞ –Ї —Б—В–∞—А—В—Г. –Х—Б–ї–Є –≤ —В–µ—З–µ–љ–Є–µ 10 —Б–µ–Ї—Г–љ–і –Т—Л –љ–µ –љ–∞–ґ–Є–Љ–∞–µ—В–µ –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є–ї–Є –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, –≥–Њ—В–Њ–≤–љ–Њ—Б—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ї –Ј–∞–њ—Г—Б–Ї—Г –±—Г–і–µ—В –Њ—В–Љ–µ–љ–µ–љ–∞. –Х—Б–ї–Є –Т—Л —Е–Њ—В–Є—В–µ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –Т–∞–Љ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–≤—В–Њ—А–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г SB41.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –њ–Њ—Б–ї–µ –љ–∞–ґ–∞—В–Є—П –∞–≤–∞—А–Є–є–љ–Њ–є –Ї–љ–Њ–њ–Ї–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–њ—П—В—М –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М —Б–Њ—Б—В–Њ—П–љ–Є–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ —А–µ–ї–µ, –і–∞–ґ–µ –µ—Б–ї–Є –њ—А–Є —Н—В–Њ–Љ –∞–≤–∞—А–Є–є–љ–∞—П –Ї–љ–Њ–њ–Ї–∞ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–°–Є–≥–љ–∞–ї –Ј–≤–Њ–љ–Ї–∞ –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ –≤—Б–µ –Њ–њ–µ—А–∞—В–Њ—А—Л –і–Њ–ї–ґ–љ—Л –Њ—В–Њ–є—В–Є –Њ—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ. –Х—Б–ї–Є –Ј–≤–Њ–љ–Њ–Ї –љ–µ —А–∞–±–Њ—В–∞–µ—В, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ –Ј–∞–Љ–µ–љ–Є—В—М –µ–≥–Њ, —В–∞–Ї –Ї–∞–Ї –µ–≥–Њ –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ—З–µ–љ—М –Њ–њ–∞—Б–љ–∞ –і–ї—П –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–≥–Њ –њ–µ—А—Б–Њ–љ–∞–ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
SB42:
–≠—В–∞ –Ї–љ–Њ–њ–Ї–∞ –≤–Ї–ї—О—З–∞–µ—В —Б—Ж–µ–њ–ї–µ–љ–Є–µ, –Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М. –Я—А–Є –Њ—В–њ—Г—Б–Ї–∞–љ–Є–Є —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П.
–Т–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П (inching button), –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞—З–љ–µ—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є —А–∞–±–Њ—В–∞—В—М –≤ —А–µ–ґ–Є–Љ–µ —Б–∞–Љ–Њ–є –љ–Є–Ј–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Ґ–µ–њ–µ—А—М, –µ—Б–ї–Є –Т—Л –љ–∞–ґ–Љ–µ—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –љ–∞—З–љ–µ—В —А–∞–±–Њ—В–∞—В—М –≤ —А–µ–ґ–Є–Љ–µ –Ј–∞–і–∞–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є.
–Ф–ї—П –њ–ї–∞–≤–љ–Њ–≥–Њ —Б—В–∞—А—В–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ј–∞–њ—Г—Б—В–Є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ –љ–µ–±–Њ–ї—М—И–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –≤ –љ–∞—З–∞–ї–µ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –µ—Б–ї–Є –і–≤–Є–≥–∞—В–µ–ї—М —А–∞–±–Њ—В–∞–µ—В –љ–Њ—А–Љ–∞–ї—М–љ–Њ, –Ї–љ–Њ–њ–Ї—Г –њ—Г—Б–Ї–∞.
SB43:
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –Њ–±—Л—З–љ—Л—Е —А–∞–±–Њ—З–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е, –∞ —В–∞–Ї –ґ–µ –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї—О–і—М–Љ–Є. –Х—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –љ–∞–ґ–∞—В–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є, —В–Њ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –≤–µ—А–љ—Г—В—М –µ–µ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –∞ —В–Њ–ї—М–Ї–Њ –њ–Њ—Б–ї–µ –њ–Њ–≤–Њ—А–Њ—В–∞ –µ–µ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Ф–Њ —В–µ—Е –њ–Њ—А –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –±—Г–і–µ—В –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –±—Г–і–µ—В –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–µ–љ.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Њ–њ—П—В—М –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, —Б–љ–∞—З–∞–ї–∞ –≤–µ—А–љ–Є—В–µ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Ї–љ–Њ–њ–Ї—Г SB43, –Ј–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB41 –Є –Ј–∞—В–µ–Љ SB42.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–µ—Б–Љ–Њ—В—А—П –љ–∞ —В–Њ —З—В–Њ –Ї–љ–Њ–њ–Ї–∞ SB43 –љ–∞–ґ–∞—В–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–µ –Љ–Њ–ґ–µ—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ, –Њ–љ–∞ –±—Г–і–µ—В –њ—А–Њ–і–Њ–ї–ґ–∞—В—М —А–∞–±–Њ—В–∞—В—М –і–Њ —В–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞, –Ї–Њ–≥–і–∞ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ –±—Г–і–µ—В —А–∞–Ј—А–µ—И–µ–љ–∞. –Ф–ї—П —Н–Ї—Б—В—А–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞–ґ–Љ–Є—В–µ SB28.
SB44:
–Ъ–љ–Њ–њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –∞–≤–∞—А–Є–є–љ–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є –Є–ї–Є –і–ї—П –њ—А–µ–і–Њ—В–≤—А–∞—Й–µ–љ–Є—П –Ј–∞–њ—Г—Б–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї–Є—Ж–∞–Љ–Є. –Я–Њ—Б–ї–µ –µ–µ –љ–∞–ґ–∞—В–Є—П —А–∞–±–Њ—В–∞ –≤—Б–µ—Е –і–≤–Є–≥–∞—В–µ–ї–µ–є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –≤–µ—А–љ—Г—В—М –Ї–љ–Њ–њ–Ї—Г –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –њ–Њ–≤–µ—А–љ–Є—В–µ –µ–µ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Ф–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ј–∞–њ—Г—Й–µ–љ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–Њ–≤—В–Њ—А–љ–Њ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М —Б–Њ—Б—В–Њ—П–љ–Є–µ —А–µ–ї–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П, –і–∞–ґ–µ –µ—Б–ї–Є —Б–∞–Љ–∞ –Ї–љ–Њ–њ–Ї–∞ –њ—А–Є–≤–µ–і–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
5.1.5. –Я–∞–љ–µ–ї—М —Г—Б—В—А–Њ–є—Б—В–≤–∞ —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П (—А–Є—Б.11)
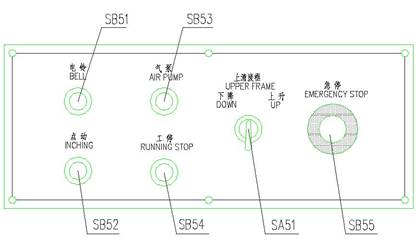  
 
–†–Є—Б. 11
SB51:
–Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞–ґ–∞—В—М —Н—В—Г –Ї–љ–Њ–њ–Ї—Г –њ–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я—А–Є –љ–∞–ґ–∞—В–Є–Є —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є –≤ —В–µ—З–µ–љ–Є–µ —В—А–µ—Е —Б–µ–Ї—Г–љ–і —А–∞–Ј–і–∞–µ—В—Б—П –Ј–≤–Њ–љ–Њ–Ї. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М –љ–∞ –љ–µ–≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Х—Б–ї–Є –љ–Є–Ї–∞–Ї–Є—Е –њ—А–Њ–±–ї–µ–Љ –њ—А–Є —Н—В–Њ–Љ –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї —А–∞–±–Њ—В–µ. –Э–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB52, –њ–Њ—Б–ї–µ —З–µ–≥–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –±—Г–і–µ—В –≥–Њ—В–Њ–≤–∞ –Ї —Б—В–∞—А—В—Г. –Х—Б–ї–Є –≤ —В–µ—З–µ–љ–Є–µ 10 —Б–µ–Ї—Г–љ–і –Т—Л –љ–µ –љ–∞–ґ–Є–Љ–∞–µ—В–µ –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є–ї–Є –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, –≥–Њ—В–Њ–≤–љ–Њ—Б—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ї –Ј–∞–њ—Г—Б–Ї—Г –±—Г–і–µ—В –Њ—В–Љ–µ–љ–µ–љ–∞. –Х—Б–ї–Є –Т—Л —Е–Њ—В–Є—В–µ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –Т–∞–Љ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–≤—В–Њ—А–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г SB51.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –њ–Њ—Б–ї–µ –љ–∞–ґ–∞—В–Є—П –∞–≤–∞—А–Є–є–љ–Њ–є –Ї–љ–Њ–њ–Ї–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–њ—П—В—М –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М —Б–Њ—Б—В–Њ—П–љ–Є–µ —А–µ–ї–µ –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є, –і–∞–ґ–µ –µ—Б–ї–Є –∞–≤–∞—А–Є–є–љ–∞—П –Ї–љ–Њ–њ–Ї–∞ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–°–Є–≥–љ–∞–ї –Ј–≤–Њ–љ–Ї–∞ –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ –≤—Б–µ –Њ–њ–µ—А–∞—В–Њ—А—Л –і–Њ–ї–ґ–љ—Л –Њ—В–Њ–є—В–Є –Њ—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ. –Х—Б–ї–Є –Ј–≤–Њ–љ–Њ–Ї –љ–µ —А–∞–±–Њ—В–∞–µ—В, –µ–≥–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ –Ј–∞–Љ–µ–љ–Є—В—М, —В–∞–Ї –Ї–∞–Ї –µ–≥–Њ –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ—З–µ–љ—М –Њ–њ–∞—Б–љ–∞ –і–ї—П –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–≥–Њ –њ–µ—А—Б–Њ–љ–∞–ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
SB52:
–≠—В–∞ –Ї–љ–Њ–њ–Ї–∞ –≤–Ї–ї—О—З–∞–µ—В —Б—Ж–µ–њ–ї–µ–љ–Є–µ, –Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М. –Я—А–Є –Њ—В–њ—Г—Б–Ї–∞–љ–Є–Є —Н—В–Њ–є –Ї–љ–Њ–њ–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П.
–Т–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞ –≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П (inching button), –і–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞—З–љ–µ—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є —А–∞–±–Њ—В–∞—В—М –≤ —А–µ–ґ–Є–Љ–µ —Б–∞–Љ–Њ–є –љ–Є–Ј–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Ґ–µ–њ–µ—А—М, –µ—Б–ї–Є –Т—Л –љ–∞–ґ–Љ–µ—В–µ –Ї–љ–Њ–њ–Ї—Г –Ј–∞–њ—Г—Б–Ї–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –љ–∞—З–љ–µ—В —А–∞–±–Њ—В–∞—В—М –≤ —А–µ–ґ–Є–Љ–µ –Ј–∞–і–∞–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є.
–Ф–ї—П –њ–ї–∞–≤–љ–Њ–≥–Њ —Б—В–∞—А—В–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Ј–∞–њ—Г—Б—В–Є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ –љ–µ–±–Њ–ї—М—И–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П —Б–љ–∞—З–∞–ї–∞ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г —А–µ–ґ–Є–Љ–∞ –њ–Њ—И–∞–≥–Њ–≤–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –µ—Б–ї–Є –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –љ–Є–Ї–∞–Ї–Є—Е –њ–Њ–Љ–µ—Е –≤ —А–∞–±–Њ—В–µ, –Ї–љ–Њ–њ–Ї—Г –њ—Г—Б–Ї–∞.
SB53:
–Ъ–љ–Њ–њ–Ї–∞ –≤–Ї–ї—О—З–µ–љ–Є—П/–≤—Л–Ї–ї—О—З–µ–љ–Є—П –Ї–Њ–Љ–њ—А–µ—Б—Б–Њ—А–∞ –Є –≤–∞–Ї—Г—Г–Љ–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞. –Ю–і–љ–Њ–Ї—А–∞—В–љ–Њ–µ –љ–∞–ґ–∞—В–Є–µ –Ї–љ–Њ–њ–Ї–Є SB53 –≤–Ї–ї—О—З–∞–µ—В –љ–∞—Б–Њ—Б, –њ—А–Є —Н—В–Њ–Љ –Ј–∞–≥–Њ—А–∞–µ—В—Б—П –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞, –Є –љ–∞—З–Є–љ–∞–µ—В—Б—П –і–≤–Є–ґ–µ–љ–Є–µ –њ–µ—А–≤–Њ–є –њ–Њ—А—Ж–Є–Є –ї–Є—Б—В–Њ–≤. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –ї–Є—Б—В—Л –Є–Ј —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –њ–Њ —В—А–∞–љ—Б–њ–Њ—А—В–µ—А—Г –і–Њ–ї–ґ–љ—Л –±—Л—В—М –і–Њ—Б—В–∞–≤–ї–µ–љ—Л –љ–∞ —Б—В–Њ–ї. –Ґ–Њ–≥–і–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–≤—В–Њ—А–љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г SB53, –љ–∞—Б–Њ—Б –њ—А–µ–Ї—А–∞—В–Є—В —А–∞–±–Њ—В—Г –Є –Ј–µ–ї–µ–љ–∞—П –ї–∞–Љ–њ–Њ—З–Ї–∞ –њ–Њ–≥–∞—Б–љ–µ—В.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—А–∞—Й–µ–љ–Є—П –Љ–Њ—В–Њ—А–∞ –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –і–Њ–ї–ґ–љ–Њ —Б–Њ–≤–њ–∞–і–∞—В—М —Б –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ–Љ —Б—В—А–µ–ї–Ї–Є –љ–∞ –Ї–Њ—А–њ—Г—Б–µ –љ–∞—Б–Њ—Б–∞, –≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –љ–∞—Б–Њ—Б –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ.
–Т –љ–∞—Б–Њ—Б–µ –Є–Љ–µ—О—В—Б—П –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П –≤—Б–∞—Б—Л–≤–∞–љ–Є—П –Є –≤—Л–і—Г–≤–∞–љ–Є—П –≤–Њ–Ј–і—Г—Е–∞. –Я—А–Є –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–Є –љ–µ –њ–µ—А–µ–њ—Г—В–∞–є—В–µ –Є—Е –Љ–µ–ґ–і—Г —Б–Њ–±–Њ–є, –Є–љ–∞—З–µ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –љ–µ –±—Г–і–µ—В –љ–Њ—А–Љ–∞–ї—М–љ–Њ —А–∞–±–Њ—В–∞—В—М!
SB54:
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –Њ–±—Л—З–љ—Л—Е —А–∞–±–Њ—З–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е, –∞ —В–∞–Ї –ґ–µ –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї—О–і—М–Љ–Є. –Х—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –љ–∞–ґ–∞—В–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є, —В–Њ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –≤–µ—А–љ—Г—В—М –µ–µ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –∞ —В–Њ–ї—М–Ї–Њ –њ–Њ—Б–ї–µ –њ–Њ–≤–Њ—А–Њ—В–∞ –µ–µ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Ф–Њ —В–µ—Е –њ–Њ—А –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –±—Г–і–µ—В –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –±—Г–і–µ—В –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–µ–љ.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Њ–њ—П—В—М –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, —Б–љ–∞—З–∞–ї–∞ –≤–µ—А–љ–Є—В–µ –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Ї–љ–Њ–њ–Ї—Г SB54, –Ј–∞—В–µ–Љ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB51 –Є –Ј–∞—В–µ–Љ SB52.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–µ—Б–Љ–Њ—В—А—П –љ–∞ —В–Њ —З—В–Њ –Ї–љ–Њ–њ–Ї–∞ SB54 –љ–∞–ґ–∞—В–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–µ –Љ–Њ–ґ–µ—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ, –Њ–љ–∞ –±—Г–і–µ—В –њ—А–Њ–і–Њ–ї–ґ–∞—В—М —А–∞–±–Њ—В–∞—В—М –і–Њ —В–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞, –Ї–Њ–≥–і–∞ –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ –±—Г–і–µ—В —А–∞–Ј—А–µ—И–µ–љ–∞. –Ф–ї—П —Н–Ї—Б—В—А–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–∞–ґ–Љ–Є—В–µ SB55.
SB55:
–Ъ–љ–Њ–њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ –∞–≤–∞—А–Є–є–љ–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є –Є–ї–Є –і–ї—П –њ—А–µ–і–Њ—В–≤—А–∞—Й–µ–љ–Є—П –Ј–∞–њ—Г—Б–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є–Љ–Є –ї–Є—Ж–∞–Љ–Є. –Я–Њ—Б–ї–µ –µ–µ –љ–∞–ґ–∞—В–Є—П —А–∞–±–Њ—В–∞ –≤—Б–µ—Е –і–≤–Є–≥–∞—В–µ–ї–µ–є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –≤–µ—А–љ—Г—В—М –Ї–љ–Њ–њ–Ї—Г –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –њ–Њ–≤–µ—А–љ–Є—В–µ –µ–µ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ.
–Ф–≤–Є–≥–∞—В–µ–ї—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ј–∞–њ—Г—Й–µ–љ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Ї–љ–Њ–њ–Ї–∞ –љ–µ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ–Њ–≤—В–Њ—А–љ–Њ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г –Ј–≤–Њ–љ–Ї–∞, —З—В–Њ–±—Л –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М —Б–Њ—Б—В–Њ—П–љ–Є–µ —А–µ–ї–µ –∞–≤–∞—А–Є–є–љ–Њ–≥–Њ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П, –і–∞–ґ–µ –µ—Б–ї–Є —Б–∞–Љ–∞ –Ї–љ–Њ–њ–Ї–∞ –њ—А–Є–≤–µ–і–µ–љ–∞ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я—А–Є –Њ–±—Л—З–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е, –і–∞–ґ–µ –µ—Б–ї–Є –Ї–љ–Њ–њ–Ї–∞ SB55 –љ–∞–ґ–∞—В–∞, –Љ–∞—Е–Њ–≤–Є–Ї–Є –≤ —Б–Є–ї—Г —Б–≤–Њ–µ–є –Є–љ–µ—А—Ж–Є–Є –љ–µ –Љ–Њ–≥—Г—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ. –С—Г–і—М—В–µ –≤–љ–Є–Љ–∞—В–µ–ї—М–љ—Л!
SA51:
–Ъ–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В –і–≤–Є–≥–∞—В–µ–ї—М –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л —Г—Б—В—А–Њ–є—Б—В–≤–∞ —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П.
–Я–Њ–≤–Њ—А–Њ—В SA51 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАШDOWNвАЩ –њ—А–Є–≤–Њ–і–Є—В –Ї –і–≤–Є–ґ–µ–љ–Є—О –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л –≤–љ–Є–Ј, –љ–Њ –і–≤–Є–ґ–µ–љ–Є–µ –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П –±–µ–Ј –њ–Њ–≤–Њ—А–Њ—В–∞. –Я–Њ–≤–Њ—А–Њ—В SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАШUPвАЩ –њ—А–Є–≤–Њ–і–Є—В –Ї –і–≤–Є–ґ–µ–љ–Є—О –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л –≤–≤–µ—А—Е, –љ–Њ –і–≤–Є–ґ–µ–љ–Є–µ –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П –±–µ–Ј –њ–Њ–≤–Њ—А–Њ—В–∞.
–Т–љ–Є–Љ–∞–љ–Є–µ: –≤–µ—А—Е–љ—П—П —А–∞–Љ–∞ –Є–Љ–µ–µ—В –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М–љ—Л–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–Є. –Я—А–Є –Є—Е —Б—А–∞–±–∞—В—Л–≤–∞–љ–Є–Є —А–∞–Љ–∞ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –Љ–Њ–ґ–µ—В –±—Л—В—М –њ–Њ–≤–µ—А–љ—Г—В, —В–Њ–ї—М–Ї–Њ –Ї–Њ–≥–і–∞ —Б—Ж–µ–њ–ї–µ–љ–Є–µ –љ–µ –≤–Ї–ї—О—З–µ–љ–Њ.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Т—Б–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–Є –Є –Ї–љ–Њ–њ–Ї–Є —Б –Њ–і–Є–љ–∞–Ї–Њ–≤—Л–Љ–Є –љ–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є—П–Љ–Є –≤—Л–њ–Њ–ї–љ—П—О—В –Њ–і–Є–љ–∞–Ї–Њ–≤—Л–µ —Д—Г–љ–Ї—Ж–Є–Є. –Э–∞–њ—А–Є–Љ–µ—А, –Ї–љ–Њ–њ–Ї–Є –Ј–≤–Њ–љ–Ї–∞, –Ї–љ–Њ–њ–Ї–Є –Ј–∞–њ—Г—Б–Ї–∞ –Є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –∞–≤–∞—А–Є–є–љ—Л–µ –Ї–љ–Њ–њ–Ї–Є –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ—Л –і–ї—П –Њ–±–ї–µ–≥—З–µ–љ–Є—П –њ—А–Њ—Ж–µ—Б—Б–∞ —Г–њ—А–∞–≤–ї–µ–љ–Є—П.
–Я—А–µ–ґ–і–µ –≤—Б–µ–≥–Њ, –Т—Л –і–Њ–ї–ґ–љ—Л –і—Г–Љ–∞—В—М –Њ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –≤—Б–µ—Е –њ—А–Њ—Ж–µ–і—Г—А –њ–Њ —Г–њ—А–∞–≤–ї–µ–љ–Є—О –Є –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Ґ–Њ—В, –Ї—В–Њ —А–∞–±–Њ—В–∞–µ—В –љ–∞ –љ–∞–Є–±–Њ–ї–µ–µ –Ї—А–Є—В–Є—З–љ—Л—Е —Г—З–∞—Б—В–Ї–∞—Е —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –і–Њ–ї–ґ–µ–љ –њ–µ—А–≤—Л–Љ –љ–∞–ґ–Є–Љ–∞—В—М –∞–≤–∞—А–Є–є–љ—Г—О –Ї–љ–Њ–њ–Ї—Г, —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –і—А—Г–≥–Є–Љ–Є –ї—О–і—М–Љ–Є. –£—Б–ї—Л—И–∞–≤ –Ј–≤–Њ–љ–Њ–Ї, –љ–µ–Љ–µ–і–ї–µ–љ–љ–Њ –њ–Њ–Ї–Є–љ—М—В–µ —А–∞–±–Њ—З–µ–µ –Љ–µ—Б—В–Њ.
5.2. –°–∞–Љ–Њ–љ–∞–Ї–ї–∞–і
5.2.1. –Ґ—А–µ–±–Њ–≤–∞–љ–Є—П –Ї –ї–Є—Б—В–∞–Љ: –≥–ї–∞–і–Ї–Є–µ, –±–µ–Ј –ї–Є–њ–Ї–Њ–≥–Њ —Б–ї–Њ—П.
5.2.2. –Я–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ —Б—В–Њ–њ—Л
–Я–Њ–ї–Њ–ґ–µ–љ–Є–µ —Б—В–Њ–њ—Л –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –±–Њ–Ї–Њ–≤—Л–Љ –≤—Л—А–∞–≤–љ–Є–≤–∞—О—Й–Є–Љ —Г–њ–Њ—А–Њ–Љ. –Я–Њ–ї–Њ–ґ–µ–љ–Є–µ –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Г–њ–Њ—А–∞ –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ–Љ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞. –Ь–µ–ґ–і—Г –Ї—А–Њ–Љ–Ї–Њ–є –ї–Є—Б—В–Њ–≤ –Є –±–Њ–Ї–Њ–≤—Л–Љ —Г–њ–Њ—А–Њ–Љ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Њ–Ї–Њ–ї–Њ 6-8 –Љ–Љ. –Я–Њ–ї–Њ–ґ–µ–љ–Є–µ –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Г–њ–Њ—А–∞ —А–µ–≥—Г–ї–Є—А—Г–µ—В—Б—П —А—Г—З–љ—Л–Љ –Ї–Њ–ї–µ—Б–Њ–Љ, –Ї–Њ—В–Њ—А–Њ–µ –њ–Њ–Љ–Њ–≥–∞–µ—В –≤—Л—А–Њ–≤–љ—П—В—М —Б—В–Њ–њ—Г. –Х—Б–ї–Є –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —Б—В–Њ–њ—Л —Б–ї–µ–≥–Ї–∞ –Њ—В–Ї–ї–Њ–љ–µ–љ–Њ, –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –µ–≥–Њ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —А—Г—З–Ї–Є –љ–∞—Б—В—А–Њ–є–Ї–Є.
5.2.3. –Т—Л–≤–µ—А–Ї–∞ –≤—Л—Б–Њ—В—Л –Є —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–Є —Б—В–Њ–њ—Л
–Я—А–Є –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–є –≤—Л—Б–Њ—В–µ —Б—В–Њ–њ—Л –і–Њ–ї–ґ–љ–Њ —Б–Њ—Е—А–∞–љ—П—В—М—Б—П —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Њ–Ї–Њ–ї–Њ 10 –Љ–Љ –Њ—В –≤–µ—А—И–Є–љ—Л –њ–Њ–і–∞—О—Й–µ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞. –Я—А–Є —А–∞–±–Њ—В–µ —Б –ї–Є—Б—В–∞–Љ–Є –±–Њ–ї—М—И–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞ –Є —В–Њ–ї—Й–Є–љ—Л —Н—В–Њ —А–∞—Б—Б—В–Њ—П–љ–Є–µ —Б–ї–µ–і—Г–µ—В —Б–Њ–Ї—А–∞—В–Є—В—М. –Х—Б–ї–Є –ї–Є—Б—В—Л –љ–µ—А–Њ–≤–љ—Л–µ, –Њ–±–ї–∞–і–∞—О—В –≤—Л—А–∞–ґ–µ–љ–љ–Њ–є –±—Г–≥—А–Є—Б—В–Њ—Б—В—М—О, –≤—Б—В–∞–≤—М—В–µ –і–µ—А–µ–≤—П–љ–љ—Л–є –Є–ї–Є –њ–ї–∞—Б—В–Є–Ї–Њ–≤—Л–є –Ї–ї–Є–љ —Б –њ—А–∞–≤–Њ–є —Б—В–Њ—А–Њ–љ—Л —Б—В–Њ–њ—Л –і–ї—П –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є—П –ї–Є—Б—В–Њ–≤ (—А–Є—Б. 7).
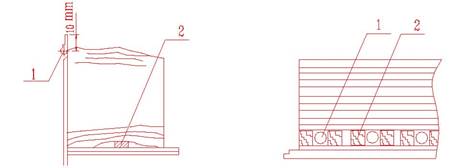  
 
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б.7¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б.8
1.–Я–Њ–і–∞—О—Й–µ–µ —Г—Б—В—А–Њ–є—Б—В–≤–Њ 2.–Ф–µ—А–µ–≤—П–љ–љ—Л–є –Ї–ї–Є–љ¬†¬†¬†¬†¬†¬†¬†¬†¬† 1.–°—В–µ—А–ґ–µ–љ—М 2.–Э–∞–Ї–ї–∞–і–љ–∞—П –і–Њ—Б–Ї–∞
5.2.4. –С–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і
–≠—В–∞ —Б–Є—Б—В–µ–Љ–∞ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М –Ј–∞–Љ–µ–љ—Г —Б—В–Њ–њ—Л –±–µ–Ј –њ—А–µ—А—Л–≤–∞–љ–Є—П –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ–љ–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞. –Ъ–Њ–≥–і–∞ –≤—Л—Б–Њ—В–∞ —Б—В–Њ–њ—Л –і–Њ—Б—В–Є–≥–∞–µ—В 300 вАУ 400 –Љ–Љ –Њ–њ–µ—А–∞—В–Њ—А—Г —Б–ї–µ–і—Г–µ—В –њ–Њ–і–≥–Њ—В–Њ–≤–Є—В—М –љ–∞ –Ј–∞–Љ–µ–љ—Г —Б–ї–µ–і—Г—О—Й—Г—О —Б—В–Њ–њ—Г.
–Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М —И–∞–≥–Њ–≤:
a. –Т—Б—В–∞–≤—М—В–µ —Б—В–µ—А–ґ–љ–Є –≤ –њ–∞–Ј—Л –≥–ї–∞–≤–љ–Њ–є –љ–∞–Ї–ї–∞–і–љ–Њ–є –і–Њ—Б–Ї–Є (—А–Є—Б.8).
–±. –Я–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬUPвАЭ, –њ–Њ–і–љ–Є–Љ–Є—В–µ –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Г—О –љ–∞–Ї–ї–∞–і–љ—Г—О –і–Њ—Б–Ї—Г –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Њ–љ–∞ –љ–µ —Б–Њ–њ—А–Є–Ї–Њ—Б–љ–µ—В—Б—П —Б–Њ —Б—В–µ—А–ґ–љ—П–Љ–Є. –Я–Њ–≤–µ—А–љ–Є—В–µ SA11 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬS.AUTOвАЭ –і–ї—П –њ–Њ–і–Ї–ї—О—З–µ–љ–Є—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–Њ–і—К–µ–Љ–∞ —Б—В–Њ–њ—Л.
–≤. –Я–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬDOWNвАЭ, –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Њ–њ—Г—Б—В–Є—В—М –Њ—Б–љ–Њ–≤–љ—Г—О –љ–∞–Ї–ї–∞–і–љ—Г—О –і–Њ—Б–Ї—Г (–њ–Њ–і–і–µ—А–ґ–Є–≤–∞–µ—В —Б—В–Њ–њ—Г) –≤ –±–Њ–ї–µ–µ –љ–Є–Ј–Ї–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Ґ–µ–њ–µ—А—М –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–∞—П –љ–∞–Ї–ї–∞–і–љ–∞—П –і–Њ—Б–Ї–∞ –≥–Њ—В–Њ–≤–∞ –Ї —А–∞–±–Њ—В–µ.
–≥. –Я–Њ–ї–Њ–ґ–Є—В–µ –љ–Њ–≤—Г—О —Б—В–Њ–њ—Г –љ–∞ –љ–∞–Ї–ї–∞–і–љ—Г—О –і–Њ—Б–Ї—Г.
–і. –Я–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬupвАЭ, —З—В–Њ–±—Л –њ–Њ–і–љ—П—В—М –љ–Њ–≤—Г—О —Б—В–Њ–њ—Г –і–Њ —Г—А–Њ–≤–љ—П —Б—В–µ—А–ґ–љ–µ–є.
–µ. –Я–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬM. AUTOвАЭ, —З—В–Њ–±—Л –љ–∞–Ї–ї–∞–і–љ–∞—П –і–Њ—Б–Ї–∞ –њ–Њ–і–љ–Є–Љ–∞–ї–∞—Б—М –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є.
–ґ. –Я–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬDOWNвАЭ, —З—В–Њ–±—Л –њ–Њ–љ–Є–Ј–Є—В—М —Г—А–Њ–≤–µ–љ—М –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–є –љ–∞–Ї–ї–∞–і–љ–Њ–є –і–Њ—Б–Ї–Є.
–Ј. –Я–Њ –Њ—З–µ—А–µ–і–Є –≤—Л–љ—М—В–µ —Б—В–µ—А–ґ–љ–Є –Є –≤—Б—В–∞–≤—М—В–µ –Њ–±—А–∞—В–љ–Њ –≤ —Д—Г—В–ї—П—А—Л –±–µ–Ј –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ–љ–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞. –Я—А–µ—Б—Б –љ–∞ —В–µ–Ї—Г—Й–Є–є –Љ–Њ–Љ–µ–љ—В –љ–∞ –љ–µ–Ї–Њ—В–Њ—А–Њ–µ –≤—А–µ–Љ—П –Ј–∞–њ—А–∞–≤–ї–µ–љ –ї–Є—Б—В–∞–Љ–Є, –Є —А–∞–±–Њ—З–Є–є –њ—А–Њ—Ж–µ—Б—Б, –µ—Б–ї–Є —Н—В–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ, –Љ–Њ–ґ–љ–Њ –њ—А–Њ–і–Њ–ї–ґ–∞—В—М –±–µ–Ј –Њ—Б—В–∞–љ–Њ–≤–Ї–Є.
–Т–љ–Є–Љ–∞–љ–Є–µ:
A. –І–Є—Б–ї–Њ —Б—В–µ—А–ґ–љ–µ–є –±—Г–і–µ—В –Ј–∞–≤–Є—Б–µ—В—М –Њ—В —А–∞–Ј–Љ–µ—А–∞, –≤–µ—Б–∞ –Є –ґ–µ—Б—В–Ї–Њ—Б—В–Є –ї–Є—Б—В–Њ–≤.
B. –†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —Б—В–µ—А–ґ–љ–µ–є –і–Њ–ї–ґ–љ–Њ —Б–њ–Њ—Б–Њ–±—Б—В–≤–Њ–≤–∞—В—М —В–Њ–Љ—Г, —З—В–Њ–±—Л —Б—В–Њ–њ–∞ –±—Л–ї–∞ –Ї–∞–Ї –Љ–Њ–ґ–љ–Њ –±–Њ–ї–µ–µ –њ–ї–Њ—Б–Ї–Њ–є.
C. –Ъ–Њ–≥–і–∞ –Т—Л –±—Г–і–µ—В–µ —Г–і–∞–ї—П—В—М —Б—В–µ—А–ґ–љ–Є, —Б—В–∞—А–∞–є—В–µ—Б—М –љ–µ –≤—Л–Ј–≤–∞—В—М –≤–љ–µ–Ј–∞–њ–љ–Њ–≥–Њ, —А–µ–Ј–Ї–Њ–≥–Њ –Є–Ј–Љ–µ–љ–µ–љ–Є—П –≤—Л—Б–Њ—В—Л —Б—В–Њ–њ—Л (–љ–∞–њ—А–Є–Љ–µ—А, —Н—В–Њ –Љ–Њ–ґ–µ—В –њ—А–Њ–Є–Ј–Њ–є—В–Є –њ—А–Є –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ–Љ –≤—Л—В–∞—Б–Ї–Є–≤–∞–љ–Є–Є –≤—Б–µ—Е —Б—В–µ—А–ґ–љ–µ–є).
–Ы—Г—З—И–µ –≤—Л—В–∞—Й–Є—В—М –і–≤–∞ —Ж–µ–љ—В—А–∞–ї—М–љ—Л—Е —Б—В–µ—А–ґ–љ—П –њ—А–Є–±–ї–Є–Ј–Є—В–µ–ї—М–љ–Њ –љ–∞ ¼ –Є—Е –і–ї–Є–љ—Л. –° –і—А—Г–≥–Є–Љ–Є —Б–ї–µ–і—Г–µ—В –њ–Њ—Б—В—Г–њ–Є—В—М –∞–љ–∞–ї–Њ–≥–Є—З–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞—З–љ–Є—В–µ –≤—Л–љ–Є–Љ–∞—В—М —Б—В–µ—А–ґ–љ–Є –Њ—В —Ж–µ–љ—В—А–∞, –і–Њ —В–µ—Е –њ–Њ—А –њ–Њ–Ї–∞ –љ–µ –Є–Ј–≤–ї–µ—З–µ—В–µ –≤—Б–µ —Б—В–µ—А–ґ–љ–Є. –Х—Б–ї–Є —Б—В–µ—А–ґ–љ–Є —Ж–µ–њ–ї—П—О—В—Б—П –Ј–∞ —Б—В–Њ–њ—Г, –≤—Л—В–∞—Б–Ї–Є–≤–∞–є—В–µ –Є—Е, –њ–Њ–і–і–µ—А–ґ–Є–≤–∞—П —Б—В–Њ–њ—Г –ї–∞–і–Њ–љ—М—О.
5.2.5. –£—Б—В—А–Њ–є—Б—В–≤–Њ –њ–Њ–љ–Є–ґ–µ–љ–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є –і–ї—П —В–Њ–љ–Ї–Є—Е –ї–Є—Б—В–Њ–≤
–Э–∞ —А–∞–Љ–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞ –њ—А–Є–Ї—А–µ–њ–ї–µ–љ –Ј–љ–∞–Ї –њ–Њ–љ–Є–ґ–µ–љ–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є. –Ъ–Њ–≥–і–∞ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї —Б–ї–Є—И–Ї–Њ–Љ —В–Њ–љ–Ї–Є–є, –љ–∞–њ—А–Є–Љ–µ—А, –њ–ї–Њ—В–љ–Њ—Б—В—М—О –Љ–µ–љ—М—И–µ 100 –≥/–Љ2, –Њ—В–Ї—А–Њ–є—В–µ –Ї—А—Л—И–Ї—Г –Є –љ–∞—Б—В—А–Њ–є—В–µ —А—Л—З–∞–≥ –њ–Њ–љ–Є–ґ–µ–љ–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л —Г–Љ–µ–љ—М—И–Є—В—М —Б–Ї–Њ—А–Њ—Б—В—М, –і–Њ —В–µ—Е –њ–Њ—А –њ–Њ–Ї–∞ —Б—В–Њ–њ–∞ –љ–µ –і–Њ—Б—В–Є–≥–љ–µ—В –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—П —В–µ–Љ —Б–∞–Љ—Л–Љ –≤—Л—Б–Њ–Ї—Г—О —В–Њ—З–љ–Њ—Б—В—М.
5.3. –£—Б—В—А–Њ–є—Б—В–≤–Њ –њ—А–Є—Б–∞—Б—Л–≤–∞–љ–Є—П
–£—Б—В—А–Њ–є—Б—В–≤–Њ –Њ–і–Є–љ –Ј–∞ –Њ–і–љ–Є–Љ –±–µ—А–µ—В –ї–Є—Б—В—Л –Є–Ј —Б—В–Њ–њ—Л —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞, –Є –Њ–љ–Є –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ –њ–Њ—Б—В—Г–њ–∞—О—В –љ–∞ —Б—В–Њ–ї —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –†–∞–±–Њ—В–∞ —Г—Б—В—А–Њ–є—Б—В–≤–∞ —Б–Є–љ—Е—А–Њ–љ–Є–Ј–Є—А–Њ–≤–∞–љ–∞ —Б —А–∞–±–Њ—В–Њ–є –њ—А–µ—Б—Б–∞ –Є –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В –њ–Њ–і—К–µ–Љ —Б—В–Њ–њ—Л –≤–Њ –≤—А–µ–Љ—П –њ–µ—А–µ–љ–Њ—Б–∞ –ї–Є—Б—В–Њ–≤.
5.3.1. –Э–∞—Б—В—А–Њ–є–Ї–∞ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ—А–Є—Б–∞—Б—Л–≤–∞–љ–Є—П
–Я–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –≤–њ–µ—А–µ–і –Є–ї–Є –љ–∞–Ј–∞–і —А–µ–≥—Г–ї–Є—А—Г–µ—В—Б—П —А—Г—З–љ—Л–Љ –Ї–Њ–ї–µ—Б–Њ–Љ. 1. –Я–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –≤–≤–µ—А—Е –Є–ї–Є –≤–љ–Є–Ј —А–µ–≥—Г–ї–Є—А—Г–µ—В—Б—П —А—Г—З–љ—Л–Љ –Ї–Њ–ї–µ—Б–Њ–Љ. 2. –≠—В–Њ —Г—Б—В—А–Њ–є—Б—В–≤–Њ –њ—А–Є–Љ–µ–љ—П–µ—В—Б—П –і–ї—П —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–µ–є —Б—В–Њ–њ—Л (—Б–Љ. —А–Є—Б. 9).
5.3.2. –Ч–∞–і–љ–Є–µ –±–ї–Њ–Ї–Є—А–∞—В–Њ—А—Л
–†–∞—Б–њ–Њ–ї–Њ–ґ–Є—В–µ –Є—Е –љ–∞ 1-2 –Љ–Љ –Њ—В —Б—В–Њ–њ—Л. –Ю–љ–Є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —Б–Є–ї—Г –≤—А–∞—Й–∞—О—Й–µ–≥–Њ—Б—П –Ї–Њ–ї–µ—Б–∞, —З—В–Њ–±—Л —Б—В—П–≥–Є–≤–∞—В—М –ї–Є—Б—В—Л –≤–љ–Є–Ј –Є –њ—А–µ–і–Њ—В–≤—А–∞—Й–∞—О—В –Њ–±—А–∞—В–љ–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ –ї–Є—Б—В–Њ–≤ (—А–Є—Б.10).
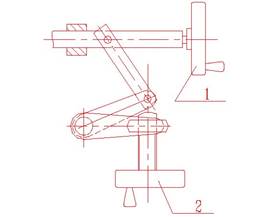  
 
–†–Є—Б.9
1. –†—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ –і–ї—П –і–≤–Є–ґ–µ–љ–Є—П –≤–њ–µ—А–µ–і –Є–ї–Є –љ–∞–Ј–∞–і
2. –†—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ –і–ї—П –і–≤–Є–ґ–µ–љ–Є—П –≤–≤–µ—А—Е –Є–ї–Є –≤–љ–Є–Ј
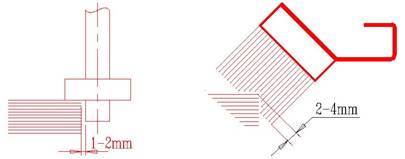  
 
–†–Є—Б. 10¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б. 11
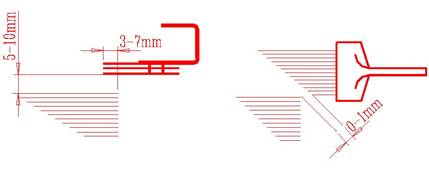  
 
–†–Є—Б. 12¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б. 13
5.3.3. –†–∞–Ј–і–µ–ї–Є—В–µ–ї—М–љ—Л–µ —Й–µ—В–Ї–Є
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л –Ї–∞–Ї —Г–Ї–∞–Ј–∞–љ–Њ –љ–∞ —А–Є—Б. 11. –Ю–љ–Є –њ–Њ–Љ–Њ–≥–∞—О—В –њ–µ—А–≤–Њ–Љ—Г –ї–Є—Б—В—Г –Њ—В–і–µ–ї–Є—В—М—Б—П –Њ—В —Б—В–Њ–њ—Л.
5.3.4. –†–∞–Ј–і–µ–ї–Є—В–µ–ї—М–љ—Л–µ –ї–µ–Ј–≤–Є—П
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л –љ–∞ 5-10 –Љ–Љ –љ–∞–і —Б—В–Њ–њ–Њ–є –Є –љ–∞ 3-7 –Љ–Љ –Ј–∞—Е–Њ–і—П—В –љ–∞ –љ–µ–µ (—А–Є—Б.12). –Ю–љ–Є –њ–Њ–Ј–≤–Њ–ї—П—О—В –Њ—В–і–µ–ї–Є—В—М —В–≤–µ—А–і—Л–є –Ї–∞—А—В–Њ–љ –Є–ї–Є —А–Є—Д–ї–µ–љ—Л–є –Ї–∞—А—В–Њ–љ.
5.3.5. –°–Ї–Њ—И–µ–љ–љ—Л–µ —Й–µ—В–Ї–Є
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л –љ–∞ 1 –Љ–Љ –љ–∞–і —Б—В–Њ–њ–Њ–є. –Я—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ—Л –і–ї—П –Њ—В–і–µ–ї–µ–љ–Є—П –ї–Є—Б—В–Њ–≤ –Њ—В —Б—В–Њ–њ—Л (—А–Є—Б. 13). –°–Ї–Њ—И–µ–љ–љ—Л–µ —Й–µ—В–Ї–Є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П –і–ї—П —А–∞–±–Њ—В—Л —Б –Њ–±—Л—З–љ—Л–Љ–Є –ї–Є—Б—В–∞–Љ–Є.
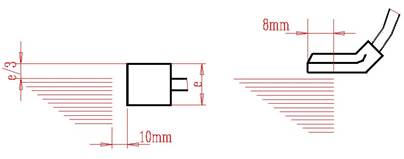  
 
–†–Є—Б. 14¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б. 15
5.3.6. –С–ї–Њ–Ї –Ј–∞–і–љ–µ–≥–Њ –Њ–±–і—Г–≤–∞
–Ю–љ –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ 10 –Љ–Љ –њ–Њ–Ј–∞–і–Є —Б—В–Њ–њ—Л –Є –≤—Л—Б—В—Г–њ–∞–µ—В –Ј–∞ –≤–µ—А—Е–љ–Є–є –Ї—А–∞–є –љ–∞ —В—А–µ—В—М —Б–≤–Њ–µ–є –≤—Л—Б–Њ—В—Л (—А–Є—Б. 14). –°–Є–ї–∞ –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –њ–Њ—В–Њ–Ї–∞ –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В—Б—П —А–µ–≥—Г–ї–Є—А—Г—О—Й–µ–є –Ї–љ–Њ–њ–Ї–Њ–є –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –Ї–ї–∞–њ–∞–љ–∞. –£—Б—В—А–Њ–є—Б—В–≤–Њ –њ–Њ–Љ–Њ–≥–∞–µ—В –Њ—В–і–µ–ї–µ–љ–Є—О –ї–Є—Б—В–Њ–≤.
5.3.7. –Я–ї–Њ—Б–Ї–Є–є –≤–µ–љ—В–Є–ї—П—В–Њ—А
–Э–µ—В –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –љ–∞—Б—В—А–∞–Є–≤–∞—В—М –µ–≥–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –°–Є–ї–∞ –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –њ–Њ—В–Њ–Ї–∞ –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В—Б—П —А–µ–≥—Г–ї–Є—А—Г—О—Й–µ–є –Ї–љ–Њ–њ–Ї–Њ–є –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –Ї–ї–∞–њ–∞–љ–∞. –Ю–љ –Њ–Ї–∞–Ј—Л–≤–∞–µ—В –і–∞–≤–ї–µ–љ–Є–µ –љ–∞ —Б—В–Њ–њ—Г, –Ї–Њ–≥–і–∞ –≤–µ—А—Е–љ–Є–є –ї–Є—Б—В –љ–∞—З–Є–љ–∞–µ—В –њ—А–Њ–і–≤–Є–≥–∞—В—М—Б—П –Є –≤—Л–і—Г–≤–∞–µ–Љ—Л–Љ –њ–Њ—В–Њ–Ї–Њ–Љ –≤–Њ–Ј–і—Г—Е–∞ –Њ–±–ї–µ–≥—З–∞–µ—В –Њ—В–і–µ–ї–µ–љ–Є–µ –ї–Є—Б—В–∞ (—А–Є—Б. 15).
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я—А–Є –Ї–∞–ґ–і–Њ–Љ –і–≤–Є–ґ–µ–љ–Є–Є —Б—В–Њ–њ—Л –њ–ї–Њ—Б–Ї–Є–є –≤–µ–љ—В–Є–ї—П—В–Њ—А –і–Њ–ї–ґ–µ–љ –њ—А–Є–ґ–Є–Љ–∞—В—М —Б—В–Њ–њ—Г, —З—В–Њ–±—Л —Б—В–Њ–њ–∞ –љ–µ —Г–і–∞—А—П–ї–∞—Б—М –Њ–± –≥–Њ–ї–Њ–≤–Ї—Г —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞.
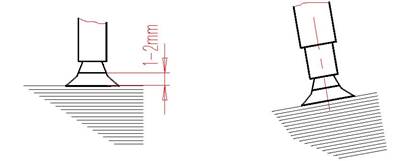  
 
–†–Є—Б. 16¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б. 17
5.3.8. –Я–Њ–і–љ–Є–Љ–∞—О—Й–Є–µ –њ—А–Є—Б–Њ—Б–Ї–Є
–Э–∞—Б—В–Њ–є–Ї–∞ –≤—Л—Б–Њ—В—Л: –≤—Л—Б–Њ—В–∞ –Љ–µ–ґ–і—Г –њ—А–Є—Б–Њ—Б–Ї–Њ–є –Є —Б—В–Њ–њ–Њ–є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 20 –Љ–Љ. –Э–∞—Б—В—А–Њ–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ—А–Є—Б–Њ—Б–Ї–Є —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –Њ–љ–∞ –±—Л–ї–∞ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–∞ –ї–Є—Б—В—Г (—А–Є—Б. 16, 17, 18).
5.3.9. –Я—А–Є—Б–Њ—Б–Ї–Є —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞
–Э–∞—Б—В—А–Њ–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ—А–Є—Б–Њ—Б–Њ–Ї —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –≤ –Љ–Њ–Љ–µ–љ—В –Ј–∞—Е–≤–∞—В–∞ –ї–Є—Б—В–∞ –≥–Њ–ї–Њ–≤–Ї–∞ –њ—А–Є—Б–Њ—Б–Ї–Є –±—Л–ї–∞ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–∞ –µ–≥–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –њ—А–µ–і–Њ—В–≤—А–∞—Й–∞—П —В–µ–Љ —Б–∞–Љ—Л–Љ –Ј–∞—В–Є—А–∞–љ–Є–µ –ї–Є—Б—В–Њ–≤ –≤ –Љ–Њ–Љ–µ–љ—В –Њ—В–≤–Њ–і–∞ –њ—А–Є—Б–Њ—Б–Њ–Ї (—А–Є—Б. 18). –Я—А–Є—Б–Њ—Б–Ї–Є –Є–Љ–µ—О—В –і–≤–∞ –і–µ—А–ґ–∞—В–µ–ї—П, –Њ–і–Є–љ –±–Њ–ї–µ–µ –і–ї–Є–љ–љ—Л–є, –і—А—Г–≥–Њ–є –Ї–Њ—А–Њ—В–Ї–Є–є. –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–∞ –і–ї–Є–љ–љ—Л–Љ –і–µ—А–ґ–∞—В–µ–ї–µ–Љ. –Ъ–Њ—А–Њ—В–Ї–Є–є –і–µ—А–ґ–∞—В–µ–ї—М –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –њ—А–Є –Њ–±—А–∞–±–Њ—В–Ї–µ –ї–Є—Б—В–Њ–≤ –љ–µ–±–Њ–ї—М—И–Њ–є —И–Є—А–Є–љ—Л.
5.4. –°—В–Њ–ї –њ–Њ–і–∞—З–Є –Є –µ–≥–Њ –љ–∞—Б—В—А–Њ–є–Ї–Є
5.4.1. –†–µ–Љ–љ–Є
–Я–Њ–ї–Њ–ґ–µ–љ–Є–µ —А–µ–Љ–љ–µ–є –Љ–Њ–ґ–µ—В –Є–Ј–Љ–µ–љ—П—В—М—Б—П –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —А–∞–Ј–Љ–µ—А–Њ–Љ –ї–Є—Б—В–∞. –Ф–ї—П –љ–∞—Б—В—А–Њ–є–Ї–Є –Њ—Б–ї–∞–±—М—В–µ –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–є –≤–∞–ї–Є–Ї –њ–Њ–і —Б—В–Њ–ї–Њ–Љ —Б—В–Њ–ї–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –Ф–ї—П –љ–µ–Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л—Е —А–µ–Љ–љ–µ–є –Т—Л –Љ–Њ–ґ–µ—В–µ –Њ—Б–ї–∞–±–Є—В—М –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–є –≤–∞–ї–Є–Ї, —З—В–Њ–±—Л —Б–љ–Є–Ј–Є—В—М –Є–Ј–љ–Њ—Б –Є –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М —А–∞–Ј—А—Л–≤.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Ґ–∞–Ї–Є–Љ –ґ–µ –Њ–±—А–∞–Ј–Њ–Љ —Б–ї–µ–і—Г–µ—В –љ–∞—Б—В—А–Њ–Є—В—М –љ–∞—В—П–ґ–µ–љ–Є–µ —А–µ–Љ–љ–µ–є —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞. –Э–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ –Љ–Њ–ґ–µ—В —Б—В–∞—В—М –њ—А–Є—З–Є–љ–Њ–є –±—А–∞–Ї–∞.
–†–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л–µ –≤–Є–љ—В—Л
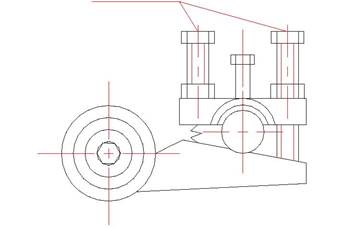  
 
–†–Є—Б.19
–°–њ–Њ—Б–Њ–± –Ј–∞–Љ–µ–љ—Л —А–µ–Љ–љ–µ–є:
–С—Г–і–µ—В –ї–µ–≥–Ї–Њ –Ј–∞–Љ–µ–љ–Є—В—М —А–µ–Љ–µ–љ—М, –Є—Б–њ–Њ–ї—М–Ј—Г—П –µ–≥–Њ –Ї–Њ–љ–µ—Ж. –†–µ–Љ–µ–љ—М –Љ–Њ–ґ–µ—В –±—Л—В—М —Б–Ї–ї–µ–µ–љ –њ—А—П–Љ–Њ –љ–∞ –Љ–∞—И–Є–љ–µ.
5.4.2. –Ю–±—А–µ–Ј–Є–љ–µ–љ–љ—Л–µ –≤–∞–ї–Є–Ї–Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
–Ш—Е —Б–ї–µ–і—Г–µ—В —А–∞—Б–њ–Њ–ї–∞–≥–∞—В—М –Ї–∞–Ї –Љ–Њ–ґ–љ–Њ –±–ї–Є–ґ–µ –Є —Б–Њ–≤–Љ–µ—Й–∞—П —Б –њ–µ—А–µ–і–∞—В–Њ—З–љ—Л–Љ–Є –њ—А–Є—Б–Њ—Б–Ї–∞–Љ–Є. –Ю–љ–Є –њ–Њ–і–љ–Є–Љ–∞—О—В—Б—П –њ—А–Є –њ—А–Њ—Е–Њ–і–µ –ї–Є—Б—В–Њ–≤. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —Б–Њ–Ј–і–∞–µ—В—Б—П –і–∞–≤–ї–µ–љ–Є–µ –љ–∞ –ї–Є—Б—В—Л, –Є –Њ–љ–Є –њ—А–Њ—В–∞–ї–Ї–Є–≤–∞—О—В—Б—П –≤–њ–µ—А–µ–і. –Ф–∞–≤–ї–µ–љ–Є–µ —А–Њ–ї–Є–Ї–Њ–≤ –љ–∞—Б—В—А–∞–Є–≤–∞–µ—В—Б—П –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –≤–Є–љ—В–∞ —Б —А–Є—Д–ї–µ–љ–Є–µ–Љ, —Б—В–µ–њ–µ–љ—М –і–∞–≤–ї–µ–љ–Є—П –Ј–∞–≤–Є—Б–Є—В –Њ—В —В–Њ–ї—Й–Є–љ—Л –ї–Є—Б—В–Њ–≤. –£—Б—В–∞–љ–Њ–≤–Є—В–µ –љ–∞ –Њ–±–Њ–Є—Е —А–Њ–ї–Є–Ї–∞—Е –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –і–ї—П —Е–Њ—А–Њ—И–µ–≥–Њ –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є—П —Б—В–Њ–њ—Л (—Б–Љ. —А–Є—Б.19).
5.4.3. –Т—А–∞—Й–∞—О—Й–∞—П—Б—П —А–∞–Љ–∞
–Ю–љ–∞ –њ–Њ–і–љ–Є–Љ–∞–µ—В—Б—П, –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –і–µ—Д–µ–Ї—В–љ—Л–µ –ї–Є—Б—В—Л –Є–ї–Є –і–≤–Њ–є–љ—Л–µ –ї–Є—Б—В—Л –±—Л–ї–Є –Є–Ј–≤–ї–µ—З–µ–љ—Л —Б–Њ —Б—В–Њ–ї–∞. –Ю–љ–∞ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–∞ –њ—А–Є–ґ–Є–Љ–љ–Њ–є –±–∞–ї–Ї–Њ–є, –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Ї–Њ—В–Њ—А–Њ–є –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ–Њ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —И–Є—А–Є–љ–Њ–є –ї–Є—Б—В–Њ–≤ —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –Њ–±–∞ –њ—А–Є–ґ–Є–Љ–љ—Л—Е –≤–∞–ї–Є–Ї–∞ –Є –≤—А–∞—Й–∞—О—Й–Є–µ—Б—П —Й–µ—В–Ї–Є –љ–∞ –њ—А–Є–ґ–Є–Љ–љ–Њ–є –±–∞–ї–Ї–µ –њ—А–∞–≤–Є–ї—М–љ–Њ —А–∞—Б–њ–Њ–ї–∞–≥–∞–ї–Є—Б—М –љ–∞ —А–µ–Љ–љ—П—Е.
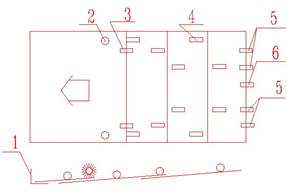  
 
–†–Є—Б.20
1. –Я–µ—А–µ–і–љ–Є–є —Г–њ–Њ—А 2. –°—В–∞–ї—М–љ–Њ–є —И–∞—А–Є–Ї 3. –Т—А–∞—Й–∞—О—Й–∞—П—Б—П —Й–µ—В–Ї–∞ 4.–Ю–±—А–µ–Ј–Є–љ–µ–љ–љ—Л–є –њ—А–Є–ґ–Є–Љ–љ–Њ–є –≤–∞–ї–Є–Ї 5. –Ю–±—А–µ–Ј–Є–љ–µ–љ–љ—Л–є —А–Њ–ї–Є–Ї —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ 6. –Ф–∞—В—З–Є–Ї –і–≤–Њ–є–љ—Л—Е –ї–Є—Б—В–Њ–≤
5.4.4. –Ю–±—А–µ–Ј–Є–љ–µ–љ–љ—Л–µ –њ—А–Є–ґ–Є–Љ–љ—Л–µ –≤–∞–ї–Є–Ї–Є
–Ю–і–љ–Є —А–Њ–ї–Є–Ї–Є –і–Њ–ї–ґ–љ—Л –љ–∞—Е–Њ–і–Є—В—М—Б—П –њ–Њ–Ј–∞–і–Є –Ј–∞–і–љ–µ–є –Ї—А–Њ–Љ–Ї–Є –ї–Є—Б—В–Њ–≤ –≤ —В–Њ—В –Љ–Њ–Љ–µ–љ—В, –Ї–∞–Ї —Б—В–Њ–њ–∞ –Ї–∞—Б–∞–µ—В—Б—П –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞. –Ы–Є—Б—В—Л –љ–µ –і–Њ–ї–ґ–љ—Л —Г–і–µ—А–ґ–Є–≤–∞—В—М—Б—П, –≤ —В–Њ –≤—А–µ–Љ—П –Ї–∞–Ї –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –Є—Е —А–∞–≤–љ–µ–љ–Є–µ –њ–Њ –±–Њ–Ї–Њ–≤–Њ–Љ—Г —Г–њ–Њ—А—Г. –Ф—А—Г–≥–Є–µ —А–Њ–ї–Є–Ї–Є —Б–ї–µ–і—Г–µ—В –Љ–Њ–љ—В–Є—А–Њ–≤–∞—В—М, –Є—Б—Е–Њ–і—П –Є–Ј —Г—Б–ї–Њ–≤–Є–є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ–љ–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞ (—А–Є—Б. 20). –Ф–∞–≤–ї–µ–љ–Є–µ —А–Њ–ї–Є–Ї–Њ–≤ —А–µ–≥—Г–ї–Є—А—Г–µ—В—Б—П (—Б–Љ. —А–Є—Б. 21).
5.4.5. –Т—А–∞—Й–∞—О—Й–Є–µ—Б—П —Й–µ—В–Ї–Є
–Ю–љ–Є –і–Њ–ї–ґ–љ—Л —А–∞—Б–њ–Њ–ї–∞–≥–∞—В—М—Б—П –≤ –ї–Є–љ–Є—О —Б –њ–µ—А–µ–і–љ–Є–Љ —Г–њ–Њ—А–Њ–Љ –њ–Њ–Ј–∞–і–Є –Ј–∞–і–љ–µ–≥–Њ –Ї—А–∞—П —Б—В–Њ–њ—Л. –Я—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ—Л –і–ї—П —Г–њ–ї–Њ—В–љ–µ–љ–Є—П —Б—В–Њ–њ—Л –Ї –њ–µ—А–µ–і–љ–µ–Љ—Г —Г–њ–Њ—А—Г (—Б–Љ. —А–Є—Б. 20, 22).
5.4.6. –°—В–∞–ї—М–љ–Њ–µ –њ—А–Є–ґ–Є–Љ–љ–Њ–µ –ї–µ–Ј–≤–Є–µ
–Я—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–Њ –і–ї—П —А–∞–Ј–≥–ї–∞–ґ–Є–≤–∞–љ–Є—П –ї–Є—Б—В–Њ–≤, –њ–Њ–Љ–Њ–≥–∞—П –Є–Љ —В–µ–Љ —Б–∞–Љ—Л–Љ –ї–µ–≥–Ї–Њ –≤—Е–Њ–і–Є—В—М –≤ –Ј–∞—Е–≤–∞—В—Л. –І–Є—Б–ї–Њ –ї–µ–Ј–≤–Є–є –Ј–∞–≤–Є—Б–Є—В –Њ—В —А–∞–Ј–Љ–µ—А–∞ –ї–Є—Б—В–Њ–≤.
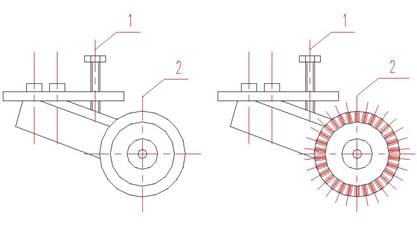  
 
–†–Є—Б.21¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б.22
1. –†—Г—З–Ї–∞ –љ–∞—Б—В—А–Њ–є–Ї–Є 2. –Я—А–Є–ґ–Є–Љ–љ–Њ–є —А–Њ–ї–Є–Ї¬†¬†¬†¬†¬†¬† 1. –†—Г—З–Ї–∞ –љ–∞—Б—В—А–Њ–є–Ї–Є 2. –Т—А–∞—Й–∞—О—Й–∞—П—Б—П —Й–µ—В–Ї–∞
5.4.7. –°—В–∞–ї—М–љ—Л–µ —И–∞—А—Л
–Ю–Ї–∞–Ј—Л–≤–∞—О—В –і–∞–≤–ї–µ–љ–Є–µ –љ–∞ —Б—В–Њ–њ—Г —Б–Њ–±—Б—В–≤–µ–љ–љ—Л–Љ –≤–µ—Б–Њ–Љ. –Ш—Е —Б–ї–µ–і—Г–µ—В —А–∞–Ј–Љ–µ—Й–∞—В—М –љ–∞ —А–µ–Љ–љ—П—Е —Б—В–Њ–ї–∞ –Ї–∞–Ї –Љ–Њ–ґ–љ–Њ –±–ї–Є–ґ–µ –Ї –њ–µ—А–µ–і–љ–µ–є –µ–≥–Њ —З–∞—Б—В–Є. –Х—Б—В—М –і–≤–∞ –≤–Є–і–∞ —В–∞–Ї–Њ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞: —Б –і—О–є–Љ–Њ–≤—Л–Љ–Є —И–∞—А–∞–Љ–Є –і–ї—П —В–Њ–љ–Ї–Є—Е –ї–Є—Б—В–Њ–≤ –Є —Б –њ–Њ–ї—Г—В–Њ—А–∞–і—О–є–Љ–Њ–≤—Л–Љ–Є —И–∞—А–∞–Љ–Є –і–ї—П –ї–Є—Б—В–Њ–≤ —Б –≤—Л—Б–Њ–Ї–Њ–є –њ–ї–Њ—В–љ–Њ—Б—В—М—О.
5.4.8. –Ю–њ–Њ—А–∞ –і–ї—П –Њ–±–ґ–Є–Љ–∞ –ї–Є—Б—В–Њ–≤
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –њ–ї–∞–≤–љ–Њ–≥–Њ —Б–Ї–Њ–ї—М–ґ–µ–љ–Є—П –ї–Є—Б—В–Њ–≤ –љ–∞ —Б—В–Њ–ї —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –Э–∞—Б—В—А–∞–Є–≤–∞–µ—В—Б—П –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —А–∞–Ј–Љ–µ—А–Њ–Љ –ї–Є—Б—В–Њ–≤ (—А–Є—Б. 23).
5.4.9. –Ф–∞—В—З–Є–Ї –Ї–Њ–љ—В—А–Њ–ї—П –і–≤–Њ–є–љ—Л—Е –ї–Є—Б—В–Њ–≤
–Ф–∞—В—З–Є–Ї–Є —А–∞—Б–њ–Њ–ї–∞–≥–∞—О—В—Б—П –њ–Њ—Б–µ—А–µ–і–Є–љ–µ –Њ–±—А–µ–Ј–Є–љ–µ–љ–љ—Л—Е –≤–∞–ї–Є–Ї–Њ–≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –Ю–њ–Њ—А–љ–∞—П –±–∞–ї–Ї–∞ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Њ—Б–љ–∞—Й–µ–љ–∞ –і—О–є–Љ–Њ–≤—Л–Љ —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л–Љ –≤–Є–љ—В–Њ–Љ. –Я–Њ–≤–Њ—А–Њ—В –≤–Є–љ—В–∞ –љ–∞–њ—А–∞–≤–Њ –њ–Њ–і–љ–Є–Љ–∞–µ—В –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г—О—Й–Є–є –≤–∞–ї–Є–Ї. –†–∞—Б—Б—В–Њ—П–љ–Є–µ –Є–ї–Є –≤—Л—Б–Њ—В–∞ –Љ–µ–ґ–і—Г –њ—А–Є–ґ–Є–Љ–љ—Л–Љ –Є –њ–Њ–і–∞—О—Й–Є–Љ –≤–∞–ї–Є–Ї–∞–Љ–Є –Ї–Њ–ї–µ–±–ї–µ—В—Б—П –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —В–Њ–ї—Й–Є–љ—Л –ї–Є—Б—В–Њ–≤. –Т—Л—Б–Њ—В–∞ –і–Њ–ї–ґ–љ–∞ –≤–і–≤–Њ–µ –њ—А–µ–≤—Л—И–∞—В—М —В–Њ–ї—Й–Є–љ—Г –ї–Є—Б—В–∞, –љ–Њ –Љ–µ–љ–µ–µ —З–µ–Љ –≤ —В—А–Є —А–∞–Ј–∞. –Я—А–Є–љ—Ж–Є–њ —А–∞–±–Њ—В—Л –≤ —В–Њ–Љ, —З—В–Њ –Ї–Њ–≥–і–∞ –Љ–µ–ґ–і—Г –≤–∞–ї–Є–Ї–∞–Љ–Є –њ—А–Њ—Е–Њ–і—П—В —Б–і–≤–Њ–µ–љ–љ—Л–µ –ї–Є—Б—В—Л, –њ—А–Є–ґ–Є–Љ–љ–Њ–є –≤–∞–ї–Є–Ї –±—Г–і–µ—В –і–≤–Є–≥–∞—В—М—Б—П —Б —Г—Б–Є–ї–Є–µ–Љ –Є–Ј-–Ј–∞ –±–Њ–ї—М—И–µ–є —В–Њ–ї—Й–Є–љ—Л –ї–Є—Б—В–Њ–≤, —Н—В–Њ –∞–Ї—В–Є–≤–Є–Ј–Є—А—Г–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –Ї–Њ–љ—В—А–Њ–ї—М–љ–Њ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Є –Њ—Б—В–∞–љ–Њ–≤–Є—В —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
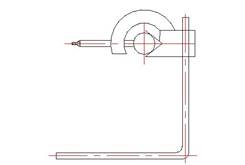     
     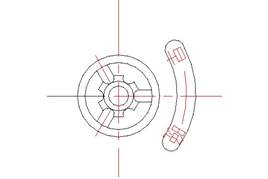   
  
 
–†–Є—Б. 23¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б. 24
5.4.10. –Э–∞—Б—В—А–Њ–є–Ї–∞ —Б–Є–љ—Е—А–Њ–љ–љ–Њ—Б—В–Є
–Э–∞—Б—В—А–Њ–є–Ї–∞ —Б–Є–љ—Е—А–Њ–љ–љ–Њ—Б—В–Є –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –≤ –Љ–Њ–Љ–µ–љ—В, –Ї–Њ–≥–і–∞ –ї–Є—Б—В—Л –њ–µ—А–µ–і–≤–Є–≥–∞—О—В—Б—П –Є–Ј —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –≤ —Б–µ–Ї—Ж–Є—О –≤—Л—А—Г–±–Ї–Є. –Ш–љ—Л–Љ–Є —Б–ї–Њ–≤–∞–Љ–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞—Б—В—А–Њ–Є—В—М –њ—А–∞–≤–Є–ї—М–љ—Л–є —А–Є—В–Љ —Г–Ї–ї–∞–і–Ї–Є –ї–Є—Б—В–Њ–≤ –Ї –њ–µ—А–µ–і–љ–µ–Љ—Г —Г–њ–Њ—А—Г. –Э–∞ —Б—В–Њ–ї–µ —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А—Б–Ї–Њ–≥–Њ –Љ–µ—Б—В–∞ –љ–∞—Е–Њ–і–Є—В—Б—П –Ї–Њ–ї–µ—Б–Њ, –Ї–Њ—В–Њ—А–Њ–µ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –љ–∞—Б—В—А–Њ–Є—В—М –≤—А–µ–Љ—П –њ–Њ–і–∞—З–Є –ї–Є—Б—В–Њ–≤.
–†–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ: –≤—А–µ–Љ—П —Г–Ї–ї–∞–і–Ї–Є –ї–Є—Б—В–Њ–≤ –Ї –њ–µ—А–µ–і–љ–µ–Љ—Г —Г–њ–Њ—А—Г —В–∞–Ї–ґ–µ –Ј–∞–≤–Є—Б–Є—В –Њ—В —А–∞–Ј–Љ–µ—А–∞ –Є —В–Њ–ї—Й–Є–љ—Л –ї–Є—Б—В–Њ–≤, –Ї–∞–Ї –Є –≤ —Б–ї—Г—З–∞—П—Е —Г–њ–Њ–Љ—П–љ—Г—В—Л—Е –≤—Л—И–µ. –£—Б—В–∞–љ–Њ–≤–Є—В—М –Є —Б–Њ—Е—А–∞–љ–Є—В—М –љ–∞—Б—В—А–Њ–є–Ї–Є –њ—А–∞–≤–Є–ї—М–љ–Њ–≥–Њ –≤—А–µ–Љ–µ–љ–Є —Г–Ї–ї–∞–і–Ї–Є –ї–Є—Б—В–Њ–≤ –Ї –њ–µ—А–µ–і–љ–µ–Љ—Г —Г–њ–Њ—А—Г –Љ–Њ–ґ–љ–Њ –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–Њ–≥–Њ –≤–Є–љ—В–∞, —Г—З–Є—В—Л–≤–∞—П –Ї–Њ–љ–Ї—А–µ—В–љ—Г—О —А–∞–±–Њ—З—Г—О —Б–Є—В—Г–∞—Ж–Є—О –Є –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—П –љ–Њ—А–Љ–∞–ї—М–љ—Л–є —А–∞–±–Њ—З–Є–є –њ—А–Њ—Ж–µ—Б—Б (—А–Є—Б. 24).
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —З–∞—Б—В–µ–є —Б—В–Њ–ї–∞ –Є —Б–њ–Њ—Б–Њ–±—Л –Є—Е –љ–∞—Б—В—А–Њ–є–Ї–Є —А–∞–Ј–ї–Є—З–љ—Л, –Є –Њ–њ–µ—А–∞—В–Њ—А–∞–Љ —Б–ї–µ–і—Г–µ—В –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М –≤—Б–µ –љ–∞—Б—В—А–Њ–є–Ї–Є –Є—Б—Е–Њ–і—П –Є–Ј –Ї–Њ–љ–Ї—А–µ—В–љ–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Т—Б–µ –і–µ—В–∞–ї–Є —Б—В–Њ–ї–∞ –і–Њ–ї–ґ–љ—Л –±—Л—В—М –Ј–∞–Ї—А–µ–њ–ї–µ–љ—Л. –Э–µ –Њ—Б—В–∞–≤–ї—П–є—В–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В—Л –љ–∞ —Б—В–Њ–ї–µ! –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –љ–∞–љ–µ—Б–µ–љ —Г—Й–µ—А–±.
5.5. –Ь–µ—В–Њ–і –љ–∞—Б—В—А–Њ–є–Ї–Є –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞ (—А–Є—Б. 25, —А–Є—Б. 26)
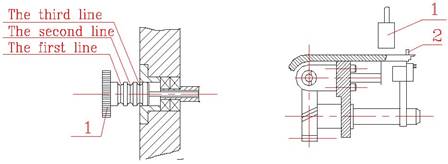  
 
–†–Є—Б.25¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б.26
1.–†—Г—З–Ї–∞ 1¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† 1. –°–µ–љ—Б–Њ—А–љ—Л–є –і–∞—В—З–Є–Ї 2. –†—Г—З–Ї–∞ –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞
The first line вАУ –њ–µ—А–≤–∞—П –ї–Є–љ–Є—П;
The second line вАУ –≤—В–Њ—А–∞—П –ї–Є–љ–Є—П;
The third line вАУ —В—А–µ—В—М—П –ї–Є–љ–Є—П.
–†—Г—З–Ї–∞ –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞ –Є–Љ–µ–µ—В —В—А–Є –ї–Є–љ–Є–Є: –њ–µ—А–≤–∞—П –ї–Є–љ–Є—П, –≤—В–Њ—А–∞—П –Є —В—А–µ—В—М—П. –Ъ–Њ–≥–і–∞ –њ–µ—А–µ–і–љ–Є–є —Г–њ–Њ—А –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ –њ–µ—А–≤–Њ–є –ї–Є–љ–Є–Є, –њ–Њ–≤–Њ—А–∞—З–Є–≤–∞–є—В–µ —А—Г—З–Ї—Г, —З—В–Њ–±—Л –њ–µ—А–µ–і–≤–Є–≥–∞—В—М —Г–њ–Њ—А —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞ –≤–њ–µ—А–µ–і –Є–ї–Є –љ–∞–Ј–∞–і. –Ъ–Њ–≥–і–∞ —Г–њ–Њ—А –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ —В—А–µ—В—М–µ–є –ї–Є–љ–Є–Є, —А—Г—З–Ї–∞ —Г–њ–Њ—А–∞ –њ–µ—А–µ–і–≤–Є–≥–∞–µ—В –µ–≥–Њ –≤–њ–µ—А–µ–і –Є–ї–Є –љ–∞–Ј–∞–і –љ–∞ —Б—В–Њ—А–Њ–љ–µ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞. –£–њ–Њ—А –њ—А–Є–≤–Њ–і–Є—В—Б—П –≤ –і–µ–є—Б—В–≤–Є–µ, –Ї–Њ–≥–і–∞ –Њ–љ –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ –≤—В–Њ—А–Њ–є –ї–Є–љ–Є–Є.
–Я–Њ–≤–Њ—А–Њ—В —А—Г—З–Ї–Є –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ –њ–µ—А–µ–і–≤–Є–≥–∞–µ—В —Г–њ–Њ—А –њ–Њ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—О –Ї —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і—Г –Є–ї–Є –≤ –Њ–±—А–∞—В–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є. –Ю–і–Є–љ –њ–Њ–≤–Њ—А–Њ—В —А—Г—З–Ї–Є –њ–µ—А–µ–і–≤–Є–≥–∞–µ—В —Г–њ–Њ—А –љ–∞ 0,075 –Љ–Љ.
–Ю–њ–Є—А–∞—П—Б—М –љ–∞ —А–∞–Ј–Љ–µ—А—Л –ї–Є—Б—В–∞, –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –ї—О–±–Њ–є –Є–Ј –њ–µ—А–µ–і–љ–Є—Е —Г–њ–Њ—А–Њ–≤ –њ–Њ –Њ—В–і–µ–ї—М–љ–Њ—Б—В–Є –Є–ї–Є —Б–Њ–≤–Љ–µ—Б—В–љ–Њ, –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ —Б–Њ–Њ—В–љ–Њ—Б–Є—В–µ –Ї–љ–Њ–њ–Ї–Є –љ–∞ –Ї–Њ–љ—Б–Њ–ї–Є ¬Ђ–Ш–љ—В–µ—А—Д–µ–є—Б-2¬ї —Б –њ–µ—А–µ–і–љ–Є–Љ–Є —Г–њ–Њ—А–∞–Љ–Є (–Є—Е –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –µ—Б—В—М —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞).
–Я–µ—А–µ–і–љ–Є–є —Г–њ–Њ—А –Є–Љ–µ–µ—В —З–µ—В—Л—А–µ –і–∞—В—З–Є–Ї–∞, –Ї–Њ—В–Њ—А—Л–µ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П –і–ї—П –Ї–Њ–љ—В—А–Њ–ї—П —В–Њ—З–љ–Њ—Б—В–Є –њ—А–Є–≤–Њ–і–Ї–Є. –Я—А–Є —Б–±–Њ—А–Ї–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –Њ–њ—В–Є–Љ–∞–ї—М–љ—Л–є —Б—В–∞–љ–і–∞—А—В —В–Њ—З–љ–Њ—Б—В–Є. –Х—Б–ї–Є –ї–Є—Б—В –Ј–∞–љ–Є–Љ–∞–µ—В –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–ї–Є –Є—Б–Ї—А–Є–≤–ї—П–µ—В—Б—П, —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –њ–Њ–і–∞–µ—В —Б–Є–≥–љ–∞–ї –і–ї—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Х—Б–ї–Є –≤ —Н—В–Њ–Љ –љ–µ—В –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є, –њ–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–Є –љ–∞ –Ї–Њ–љ—Б–Њ–ї–Є ¬Ђ–Ш–љ—В–µ—А—Д–µ–є—Б-2¬ї –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ ¬ЂOFF¬ї.
5.6. –Ь–µ—В–Њ–і –љ–∞—Б—В—А–Њ–є–Ї–Є –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Г–њ–Њ—А–∞ (—А–Є—Б. 27)
–С–Њ–Ї–Њ–≤–Њ–є —Г–њ–Њ—А –Љ–Њ–ґ–µ—В —А–∞–±–Њ—В–∞—В—М ¬Ђ—В—П–љ—Г—Й–Є–Љ¬ї –Є–ї–Є ¬Ђ—В–Њ–ї–Ї–∞—О—Й–Є–Љ¬ї —Б–њ–Њ—Б–Њ–±–Њ–Љ. ¬Ђ–Ґ—П–љ—Г—Й–Є–є¬ї –Љ–µ—В–Њ–і –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –њ—А–Є —А–∞–±–Њ—В–µ —Б –Њ–±—Л—З–љ—Л–Љ–Є –ї–Є—Б—В–∞–Љ–Є, –≤ —В–Њ –≤—А–µ–Љ—П –Ї–∞–Ї –і–ї—П —В—П–ґ–µ–ї—Л—Е –Є–ї–Є –≥–Њ—Д—А–Є—А–Њ–≤–∞–љ–љ—Л—Е –ї–Є—Б—В–Њ–≤ –њ—А–Є–Љ–µ–љ—П–µ—В—Б—П ¬Ђ—В–Њ–ї–Ї–∞—О—Й–Є–є¬ї –Љ–µ—В–Њ–і. –Ш—Б–њ–Њ–ї—М–Ј—Г–є—В–µ ¬Ђ—В—П–љ—Г—Й–Є–є¬ї —Г–њ–Њ—А, –Њ–њ–Є—А–∞—П—Б—М –љ–∞ —А–Є—Б. 27. –Ф–ї—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П ¬Ђ—В–Њ–ї–Ї–∞—О—Й–µ–≥–Њ¬ї —Г–њ–Њ—А–∞ –≤—Л–Ї—А—Г—В–Є—В–µ –±–Њ–ї—В, –≥–∞–є–Ї—Г, –њ—А—Г–ґ–Є–љ—Г –Є –њ–Њ–і—И–Є–њ–љ–Є–Ї, –Ї–∞–Ї –њ–Њ–Ї–∞–Ј–∞–љ–Њ –љ–∞ —А–Є—Б. 27, –Є —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –і–µ—В–∞–ї–Є ¬Ђ—В–Њ–ї–Ї–∞—О—Й–µ–≥–Њ¬ї —Г–њ–Њ—А–∞.
5.6.1. –†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ
a. –У—А—Г–±–∞—П –љ–∞—Б—В—А–Њ–є–Ї–∞: –Њ—Б–ї–∞–±—М—В–µ –±–ї–Њ–Ї–Є—А—Г—О—Й–Є–µ –≤–Є–љ—В—Л 1 –Є 2, —А—Г–Ї–∞–Љ–Є –њ–µ—А–µ–і–≤–Є–љ—М—В–µ —Г–њ–Њ—А –≤ —В—А–µ–±—Г–µ–Љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –µ–≥–Њ –≤–Є–љ—В–Њ–Љ 1.
–±. –Ґ–Њ—З–љ–∞—П –љ–∞—Б—В—А–Њ–є–Ї–∞: –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –Њ–±—А–∞–±–Њ—В–Ї–Є –ї–Є—Б—В–Њ–≤ —В–Њ—З–љ–∞—П –љ–∞—Б—В—А–Њ–є–Ї–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П ¬Ђ—В—П–љ—Г—Й–µ–≥–Њ¬ї —Г–њ–Њ—А–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –і–Њ—Б—В–Є–≥–љ—Г—В–∞ –≤ —Е–Њ–і–µ —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ—Г—В–µ–Љ –≤—А–∞—Й–µ–љ–Є—П —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–Њ–≥–Њ –≤–Є–љ—В–∞ –љ–∞ –љ–∞—А—Г–ґ–љ–Њ–є —Б—В–Њ—А–Њ–љ–µ –Ї–Њ—А–њ—Г—Б–∞ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –ї–Є—Б—В—Л –љ–µ –Ј–∞–є–Љ—Г—В –њ—А–∞–≤–Є–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
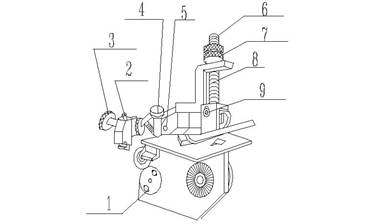  
 
–†–Є—Б. 27
1. –Ч–∞–њ–Є—А–∞—О—Й–Є–є –≤–Є–љ—В 1 2. –Ч–∞–њ–Є—А–∞—О—Й–∞—П —А—Г—З–Ї–∞1 3. –†—Г–Ї–Њ—П—В–Ї–∞ –љ–∞—Б—В—А–Њ–є–Ї–Є1 4. –Ч–∞–њ–Є—А–∞—О—Й–Є–є –≤–Є–љ—В2 5. –Ю—В–≤–µ—А—Б—В–Є–µ –і–ї—П —Б–Љ–∞–Ј–Ї–Є 6. –†–µ–≥—Г–ї–Є—А—Г—О—Й–Є–є –±–ї–Њ–Ї 7. –†—Г–Ї–Њ—П—В–Ї–∞ –љ–∞—Б—В—А–Њ–є–Ї–Є2 8. –Я—А—Г–ґ–Є–љ–∞ 9. –Ч–∞–њ–Є—А–∞—О—Й–Є–є –≤–Є–љ—В2
5.6.2. –Э–∞—Б—В—А–Њ–є–Ї–∞ —В—П–љ—Г—Й–µ–≥–Њ —Г—Б–Є–ї–Є—П (–њ—А–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є ¬Ђ—В—П–љ—Г—Й–µ–≥–Њ¬ї —Г–њ–Њ—А–∞)
–Ъ–Њ–≥–і–∞ —В—П–љ—Г—Й–µ–µ —Г—Б–Є–ї–Є–µ —Б—В–∞–ї—М–љ–Њ–≥–Њ –≤–∞–ї–Є–Ї–∞ —Б–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–Њ, –ї–Є—Б—В—Л –љ–µ –Љ–Њ–≥—Г—В –Ј–∞–љ—П—В—М –њ—А–∞–≤–Є–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Ъ–Њ–≥–і–∞ —В—П–љ—Г—Й–µ–µ —Г—Б–Є–ї–Є–µ —Б–ї–Є—И–Ї–Њ–Љ –≤–µ–ї–Є–Ї–Њ, –ї–Є—Б—В—Л –і–µ—Д–Њ—А–Љ–Є—А—Г—О—В—Б—П. –Т —В–∞–Ї–Є—Е —Б–Є—В—Г–∞—Ж–Є—П—Е –і–ї—П –љ–∞—Б—В—А–Њ–є–Ї–Є –њ—А–∞–≤–Є–ї—М–љ–Њ–≥–Њ —В—П–љ—Г—Й–µ–≥–Њ —Г—Б–Є–ї–Є—П –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Г—О –≥–∞–є–Ї—Г 2.
5.6.3. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –≤—А–µ–Љ–µ–љ–Є —А–∞–±–Њ—В—Л
–†–∞–±–Њ—З–µ–µ –≤—А–µ–Љ—П ¬Ђ—В—П–љ—Г—Й–µ–≥–Њ¬ї —Г–њ–Њ—А–∞ —Г–ґ–µ –љ–∞—Б—В—А–Њ–µ–љ–Њ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї–µ–Љ. –Х—Б–ї–Є –љ—Г–ґ–љ—Л –і—А—Г–≥–Є–µ –љ–∞—Б—В—А–Њ–є–Ї–Є –Є–ї–Є —В—А–µ–±—Г–µ—В—Б—П –њ–µ—А–µ–љ–∞—Б—В—А–Њ–є–Ї–∞, —В–Њ –Њ–љ–∞ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П, –Ї–Њ–≥–і–∞ –ї–Є—Б—В—Л –њ–µ—А–µ–Љ–µ—Й–∞—О—В—Б—П —Б–Њ —Б—В–Њ–ї–∞ –Ї –њ–µ—А–µ–і–љ–µ–Љ—Г —Г–њ–Њ—А—Г. –Т —Н—В–Њ—В –Љ–Њ–Љ–µ–љ—В –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М —В—П–љ—Г—Й–Є–є –±–Њ–Ї–Њ–≤–Њ–є —Г–њ–Њ—А, –Є –њ–µ—А–µ–і —Н—В–Є–Љ –Ј–∞—Е–≤–∞—В—Л –њ—А–µ–Ї—А–∞—Й–∞—О—В –њ–Њ–і—К–µ–Љ –≤–∞–ї–Є–Ї–Њ–≤.
–Ь–µ—В–Њ–і –љ–∞—Б—В—А–Њ–є–Ї–Є: –Њ—Б–ї–∞–±—М—В–µ –і–≤–∞ –±–ї–Њ–Ї–Є—А—Г—О—Й–Є—Е –≤–Є–љ—В–∞ 1 –љ–∞ –Ї—Г–ї–∞—З–Ї–µ –Є –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –µ–≥–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ј–∞—В—П–љ–Є—В–µ –±–ї–Њ–Ї–Є—А—Г—О—Й–Є–є –≤–Є–љ—В 1.
5.6.4. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ —А–∞—Б—Б—В–Њ—П–љ–Є—П –Љ–µ–ґ–і—Г —Б—В–Њ–ї–Њ–Љ, –љ–∞ –Ї–Њ—В–Њ—А–Њ–Љ —А–∞—Б–њ–Њ–ї–∞–≥–∞—О—В—Б—П –ї–Є—Б—В—Л –Є –Њ–њ–Њ—А–Њ–є
–Ю—Б–ї–∞–±—М—В–µ –Ј–∞–њ–Є—А–∞—О—Й–Є–є –≤–Є–љ—В2 –Є –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —Б—В–Њ–ї–∞ –≤–≤–µ—А—Е –Є–ї–Є –≤–љ–Є–Ј. –Ч–∞—В—П–љ–Є—В–µ –Ј–∞–њ–Є—А–∞—О—Й–Є–є –≤–Є–љ—В.
5.7. –Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –Є —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ 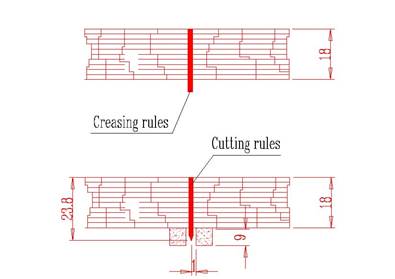 ¬†
 
–†–Є—Б.28
5.7.1. –Ь–∞—В–µ—А–Є–∞–ї—Л –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П —И—В–∞–Љ–њ–∞
a.–Ґ–≤–µ—А–і–∞—П —Д–∞–љ–µ—А–∞: 18–Љ–Љ —В–Њ–ї—Й–Є–љ–Њ–є.
–±.–†–µ–ґ—Г—Й–Є–µ –ї–Є–љ–µ–є–Ї–Є: 23.8 –Љ–Љ –≤—Л—Б–Њ—В–Њ–є.
–≤. –С–Є–≥–Њ–≤–∞–ї—М–љ—Л–µ –ї–Є–љ–µ–є–Ї–Є: 23,24 –Љ–Љ –і–ї—П –ї–Є—Б—В–Њ–≤, 22,9 –Љ–Љ –і–ї—П –≥–Њ—Д—А–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –Ї–∞—А—В–Њ–љ–∞; –≤—Л–±–Њ—А —В–Њ–ї—Й–Є–љ—Л –Є –≤—Л—Б–Њ—В—Л –Ј–∞–≤–Є—Б–Є—В –Њ—В —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞.
–≥. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л —И—В–∞–Љ–њ —А–∞–±–Њ—В–∞–ї –љ–µ–њ—А–µ—А—Л–≤–љ–Њ –Є —Б –≤—Л—Б–Њ–Ї–Њ–є —В–Њ—З–љ–Њ—Б—В—М—О, –љ–∞–Ї–ї–µ–є—В–µ —Б –Ї–∞–ґ–і–Њ–є —Б—В–Њ—А–Њ–љ—Л —А–µ–Ј–∞—В–µ–ї—М–љ–Њ–є –Є –±–Є–≥–Њ–≤–∞–ї—М–љ–Њ–є –ї–Є–љ–µ–µ–Ї —А–µ–Ј–Є–љ–Њ–≤—Л–µ –њ–Њ–і–Ї–ї–∞–і–Ї–Є.
–Я–∞—А–∞–Љ–µ—В—А—Л —И—В–∞–Љ–њ–∞ –і–ї—П –њ—А–Њ–і–Њ–ї—М–љ–Њ–є —А–µ–Ј–Ї–Є –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ—Л –љ–∞ —А–Є—Б. 28.
5.7.2. –Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ —И—В–∞–Љ–њ–∞
a. –®—В–∞–Љ–њ–Њ–≤–Ї–Є —Б–Њ –≤—Б–њ–µ–љ–µ–љ–љ–Њ–є —А–µ–Ј–Є–љ–Њ–≤–Њ–є –њ–Њ–і–Ї–ї–∞–і–Ї–Њ–є —А–∞–Ј–і–µ–ї—П—О—В –љ–∞ —Г–љ–Є–≤–µ—А—Б–∞–ї—М–љ—Л–µ, –≥–Є–±–Ї–Є–µ –Є –∞—А–Њ—З–љ—Л–µ. –Ш—Е –ґ–µ—Б—В–Ї–Њ—Б—В—М —А–∞–Ј–ї–Є—З–∞–µ—В—Б—П –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В –Є—Е –Љ–µ—Б—В–Њ–њ–Њ–ї–Њ–ґ–µ–љ–Є—П.
–±. –®—В–∞–Љ–њ–Њ–≤–Ї–Є –і–µ—Д–Њ—А–Љ–Є—А—Г—О—В—Б—П –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л. –°–ї–Є—И–Ї–Њ–Љ –±–ї–Є–Ј–Ї–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —И—В–∞–Љ–њ–Њ–≤–Њ–Ї –Ї –ї–Є–љ–µ–є–Ї–∞–Љ –њ—А–Є–≤–Њ–і–Є—В –Ї –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є—О –±–Њ–Ї–Њ–≤–Њ–є –і–µ–є—Б—В–≤—Г—О—Й–µ–є —Б–Є–ї—Л, –Ї–Њ—В–Њ—А–∞—П –±—Г–і–µ—В –њ—А–Є–≤–Њ–і–Є—В—М –Ї —Б–і–≤–Є–≥–∞–љ–Є—О –ї–Є—Б—В–Њ–≤ –Є –љ–∞–і—А—Л–≤–∞–Љ –њ–Њ –Ї—А–∞—П–Љ –ї–Є—Б—В–Њ–≤, –≤–ї–Є—П—П, —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –љ–∞ –Ї–Њ–љ–µ—З–љ—Л–є —А–µ–Ј—Г–ї—М—В–∞—В –≤—Л—Б–µ—З–Ї–Є. –Х—Б–ї–Є —И—В–∞–Љ–њ–Њ–≤–Ї–Є —А–∞—Б–њ–Њ–ї–∞–≥–∞—О—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ –і–∞–ї–µ–Ї–Њ, —В–Њ –ї–Є—Б—В—Л –±—Г–і—Г—В –њ—А–Є–ї–Є–њ–∞—В—М –Ї –ї–Є–љ–µ–є–Ї–∞–Љ. –Ю–њ—В–Є–Љ–∞–ї—М–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г –љ–Є–Љ–Є –Њ–Ї–Њ–ї–Њ 1,5 –Љ–Љ.
–≤. –Я—А–Є –љ–∞–Ї–ї–µ–Є–≤–∞–љ–Є–Є —И—В–∞–Љ–њ–Њ–≤–Њ–Ї —Б—В–∞—А–∞–є—В–µ—Б—М, —З—В–Њ–±—Л –Њ–љ–Є —А–∞—Б–њ–Њ–ї–∞–≥–∞–ї–Є—Б—М –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ –Є –±–µ–Ј –њ—А–Њ–Љ–µ–ґ—Г—В–Ї–Њ–≤. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Љ–Њ–ґ–љ–Њ –Њ–ґ–Є–і–∞—В—М –≤—Л—Б–Њ–Ї—Г—О —Б–Ї–Њ—А–Њ—Б—В—М —А–∞–±–Њ—В—Л.
–≥. –®—В–∞–Љ–њ–Њ–≤–Ї–Є —Б–ї–µ–і—Г–µ—В –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞—В—М —В–∞–Ї–Њ–є —Д–Њ—А–Љ—Л, —З—В–Њ–±—Л —Г–Љ–µ–љ—М—И–Є—В—М –і–µ—Д–Њ—А–Љ–∞—Ж–Є—О –њ–Њ–і –≤–Њ–Ј–і–µ–є—Б—В–≤–Є–µ–Љ –±–Њ–Ї–Њ–≤–Њ–є —Б–Є–ї—Л –Є –љ–µ –њ—А–µ–њ—П—В—Б—В–≤–Њ–≤–∞—В—М –≤–µ–љ—В–Є–ї—П—Ж–Є–Є.
–і. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л —Б–і–µ–ї–∞—В—М —Г—Б—В–∞–љ–Њ–≤–Ї—Г –±–Њ–ї–µ–µ –ї–µ–≥–Ї–Њ–є, –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –љ–∞ —Б–µ—А–µ–і–Є–љ–µ –і–ї–Є–љ–љ–Њ–≥–Њ –Ї—А–∞—П —И—В–∞–Љ–њ–∞ –і–µ–ї–∞—О—В –љ–∞—Б–µ—З–Ї–Є –±–ї–Є–ґ–µ –Ї —Г—Б—В—А–Њ–є—Б—В–≤—Г –Ј–∞—Е–≤–∞—В–∞. –Ь–Є–љ–Є–Љ–∞–ї—М–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г –њ–µ—А–≤–Њ–є —А–µ–ґ—Г—Й–µ–є –ї–Є–љ–µ–є–Ї–Њ–є –Є –і–ї–Є–љ–љ—Л–Љ –Ї—А–∞–µ–Љ —И—В–∞–Љ–њ–∞ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М 21 –Љ–Љ.
5.7.3. –£—Б—В–∞–љ–Њ–≤–Ї–∞ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞
–Я—А–Є —Г—Б—В–∞–љ–Њ–≤–Ї–µ —И—В–∞–Љ–њ–∞ —Б–Њ–њ–Њ—Б—В–∞–≤—М—В–µ —Ж–µ–љ—В—А–∞–ї—М–љ—Л–є –љ–µ–њ–Њ–і–≤–Є–ґ–љ—Л–є –±–ї–Њ–Ї –љ–∞ —А–∞–Љ–µ —Б –љ–∞—Б–µ—З–Ї–Њ–є –љ–∞ —И—В–∞–Љ–њ–µ. –£—Б—В–∞–љ–Њ–≤–Є—В–µ —А–µ–≥—Г–ї–Є—А—Г–µ–Љ—Г—О –њ–Њ–њ–µ—А–µ—З–љ—Г—О –њ–ї–∞–љ–Ї—Г –Є —Г–њ–Њ—А—Л –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —А–∞–Ј–Љ–µ—А–∞–Љ–Є –њ–ї–Є—В—Л –Є –њ—А–Є–Ї—А–µ–њ–Є—В–µ –њ–ї–Є—В—Г –Ї—А–µ–њ–µ–ґ–Њ–Љ –Ї –≤–µ—А—Е–љ–µ–є —А–∞–Љ–µ. –Х—Б–ї–Є –≤—Л—Б–µ—З–Ї–∞ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –±–µ–Ј –Њ–±—А–µ–Ј–Ї–Є –њ–µ—А–µ–і–љ–µ–≥–Њ –Ї—А–∞—П, –њ–µ—А–µ–і–≤–Є–љ—М—В–µ –њ–ї–Є—В—Г, –µ—Б–ї–Є –Ј–∞—Е–≤–∞—В—Л –Ї–∞—Б–∞—О—В—Б—П –ї–Є–љ–Є–Є —А–µ–Ј–∞. –Я–µ—А–µ–і–≤–Є–љ—М—В–µ –Њ–њ–Њ—А—Л (3), –µ—Б–ї–Є –Њ–љ–Є —Б–Њ–њ—А–Є–Ї–∞—Б–∞—О—В—Б—П —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є (—А–Є—Б. 29, 30).
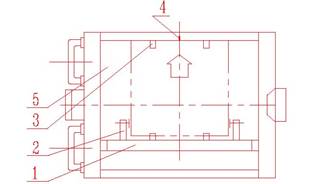  
 
–†–Є—Б.29
–£—Б—В–∞–љ–Њ–≤–Ї–∞ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –≤ —А–∞–Љ—Г
1.–†–µ–≥—Г–ї–Є—А—Г–µ–Љ–∞—П –њ–Њ–њ–µ—А–µ—З–љ–∞—П –њ–ї–∞–љ–Ї–∞ 2. –†–µ–≥—Г–ї–Є—А—Г–µ–Љ—Л–є —Г–њ–Њ—А 3. –Я–Њ–і–і–µ—А–ґ–Ї–∞ 4. –°—А–µ–і–љ—П—П –ї–Є–љ–Є—П 5. –Т—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є —И—В–∞–Љ–њ
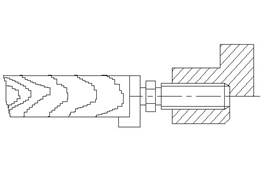  
 
–†–Є—Б.30
–Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –Ј–∞—Й–µ–ї–Њ–Ї –і–ї—П –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞
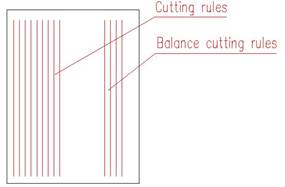  
 
–†–Є—Б.31
–С–∞–ї–∞–љ—Б–Є—А–Њ–≤–Ї–∞ —В–Є–≥–ї—П
Cutting rules вАУ —А–µ–ґ—Г—Й–Є–µ –ї–Є–љ–µ–є–Ї–Є;
Balance cutting rules - —А–µ–ґ—Г—Й–Є–µ –ї–Є–љ–µ–є–Ї–Є –і–ї—П –±–∞–ї–∞–љ—Б–Є—А–Њ–≤–Ї–Є.
–Ъ–Њ–≥–і–∞ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Л–µ –ї–Є—Б—В—Л –Љ–∞–ї–µ–љ—М–Ї–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞, —Г—А–∞–≤–љ–Њ–≤–µ—Б—М—В–µ —Б–Є–ї—Г —А–µ–Ј–∞ –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ—Л–Љ–Є –ї–Є–љ–Є—П–Љ–Є —А–µ–Ј–∞, –Ї–∞–Ї –њ–Њ–Ї–∞–Ј–∞–љ–Њ –љ–∞ —А–Є—Б. 31.
–Т—Л—Б–µ—З–Ї–∞ –љ–∞ –і–∞–љ–љ–Њ–є –Љ–∞—И–Є–љ–µ –Љ–Њ–ґ–µ—В –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М—Б—П –і–≤—Г–Љ—П —Б–њ–Њ—Б–Њ–±–∞–Љ–Є: —Б–Њ —Б–≤–Њ–±–Њ–і–љ—Л–Љ –њ–Њ–ї–µ–Љ –≤–і–Њ–ї—М –њ–µ—А–µ–і–љ–µ–є –Ї—А–Њ–Љ–Ї–Є –ї–Є—Б—В–∞ –Є –±–µ–Ј —Б–≤–Њ–±–Њ–і–љ–Њ–≥–Њ –њ–Њ–ї—П. –Э–∞–ї–Є—З–Є–µ —Б–≤–Њ–±–Њ–і–љ–Њ–≥–Њ –њ–Њ–ї—П –≤–і–Њ–ї—М –њ–µ—А–µ–і–љ–µ–є –Ї—А–Њ–Љ–Ї–Є –њ–Њ–Ј–≤–Њ–ї—П–µ—В –і–Њ–±–Є–≤–∞—В—М—Б—П –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Њ–є —В–Њ—З–љ–Њ—Б—В–Є –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –њ—А–Њ–і—Г–Ї—Ж–Є–Є. –†–∞—Б—Б—В–Њ—П–љ–Є–µ –Њ—В —А–µ–Ј–∞—В–µ–ї—М–љ–Њ–є –ї–Є–љ–µ–є–Ї–Є –і–Њ –Ї—А–Њ–Љ–Ї–Є –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М 4 –Љ–Љ –Є –Љ–µ–љ–µ–µ. –Т –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ —А–µ—З—М –Є–і–µ—В –Њ –њ—А–Њ–і—Г–Ї—Ж–Є–Є —Б –≤–µ—А—В–Є–Ї–∞–ї—М–љ—Л–Љ–Є –ї–Є–љ–Є—П–Љ–Є –Є –±–µ–Ј –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ—Л—Е.
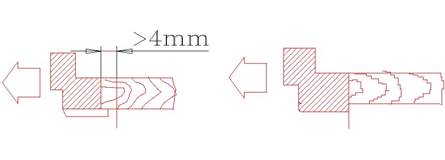  
 
–†–Є—Б.32¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б.33
¬†–Т—Л—Б–µ—З–Ї–∞ —Б–Њ —Б–≤–Њ–±–Њ–і–љ—Л–Љ –њ–Њ–ї–µ–Љ¬†¬†¬†¬†¬†¬†¬† –Т—Л—Б–µ—З–Ї–∞ –±–µ–Ј —Б–≤–Њ–±–Њ–і–љ–Њ–≥–Њ –њ–Њ–ї—П
5.7.4. –£—Б—В–∞–љ–Њ–≤–Ї–∞ –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л
–Ь–µ—В–Њ–і —Г—Б—В–∞–љ–Њ–≤–Ї–Є: –Њ—Б–ї–∞–±—М—В–µ –≤–Є–љ—В –Є –њ–Њ–≤–µ—А–љ–Є—В–µ –њ—А–Є–ґ–Є–Љ–љ—Г—О –њ–ї–∞–љ–Ї—Г –љ–∞ 90 –≥—А–∞–і—Г—Б–Њ–≤ (—А–Є—Б. 34), –Ј–∞—В–µ–Љ –Њ–њ—П—В—М –Ј–∞–Ї—А–µ–њ–Є—В–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —А–∞–Ј–Њ–Љ–Ї–љ–Є—В–µ –і–≤–∞ –Ј–∞–њ–Є—А–∞—О—Й–Є—Е —А—Л—З–∞–≥–∞ (—А–Є—Б. 35), —В–µ–њ–µ—А—М –Т—Л –Љ–Њ–ґ–µ—В–µ –≤—Л–љ—Г—В—М –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г –і–ї—П –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є —И—В–∞–Љ–њ–∞ –Є –Ј–∞–Љ–µ–љ—Л. –Т –Ї–Њ–љ—Ж–µ –≤—Б—В–∞–≤—М—В–µ –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г –Њ–±—А–∞—В–љ–Њ –љ–∞ —Б–≤–Њ–µ –Љ–µ—Б—В–Њ –Є –Ј–∞–Ї—А–µ–њ–Є—В–µ –Ј–∞–ґ–Є–Љ—Л –≤–Є–љ—В–∞–Љ–Є, –Ј–∞–±–ї–Њ–Ї–Є—А—Г–є—В–µ –Є—Е —А—Л—З–∞–≥–∞–Љ–Є. –Я–Њ–Љ–љ–Є—В–µ, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–µ –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ —А–∞–Љ–∞ –љ–µ –±—Г–і–µ—В –Ј–∞–±–ї–Њ–Ї–Є—А–Њ–≤–∞–љ–∞ —А—Л—З–∞–≥–∞–Љ–Є
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Э–µ –њ–Њ–ї—М–Ј—Г–є—В–µ—Б—М –≥–∞–µ—З–љ—Л–Љ–Є –Ї–ї—О—З–∞–Љ–Є –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), —В–∞–Ї –Ї–∞–Ї —В–µ–Љ —Б–∞–Љ—Л–Љ –Т—Л –Љ–Њ–ґ–µ—В–µ –њ—А–Є—З–Є–љ–Є—В—М —Г—Й–µ—А–± —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–Љ—Г –∞–≤—В–Њ–Љ–∞—В—Г.
 
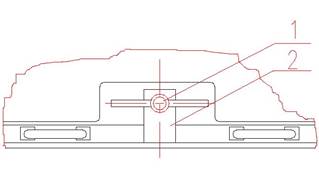  
 
–†–Є—Б.34
1. –Ч–∞—В–≤–Њ—А–љ—Л–є –≤–Є–љ—В 2. –†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ—А–Є–ґ–Є–Љ–љ–Њ–є –њ–ї–∞–љ–Ї–Є
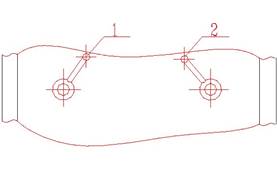  
 
–†–Є—Б.35
1. –Я–µ—А–µ–і–љ–Є–є –Ј–∞–њ–Є—А–∞—О—Й–Є–є —А—Л—З–∞–≥ 2. –Ч–∞–і–љ–Є–є –Ј–∞–њ–Є—А–∞—О—Й–Є–є —А—Л—З–∞–≥
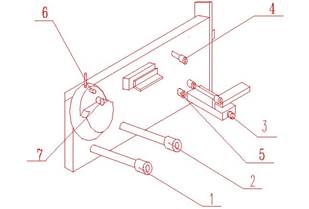  
 
–†–Є—Б. 36
1.2.3. –Ю–њ–Њ—А–љ—Л–µ –≤–∞–ї—Л 4. –Т–µ—А—Е–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М–љ—Л–є —И—В–Є—Д—В 5. –Э–Є–ґ–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М–љ—Л–є —И—В–Є—Д—В 6. –®—В–Є—Д—В 7. –Т–∞–ї
5.7.4. –Ь–µ—В–Њ–і –њ–µ—А–µ–≤–Њ—А–Њ—В–∞ –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л
–Т—Л–љ—М—В–µ –њ–ї–Є—В—Г –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –Є —Б–і–µ–ї–∞–є—В–µ –Ї–∞–љ–∞–≤–Ї–Є –њ–Њ—Б–µ—А–µ–і–Є–љ–µ —Б –Ї–∞–ґ–і–Њ–є —Б—В–Њ—А–Њ–љ—Л –њ–ї–Є—В—Л, –≤ –Ї–Њ—В–Њ—А—Л–µ –≤—Б—В–∞–≤—М—В–µ –≤–∞–ї—Л –Њ–њ–Њ—А–љ–Њ–є –њ–ї–Є—В—Л (—Б–Љ. —А–Є—Б. 36). –£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –Ј–∞—Й–Є—В–љ–∞—П –њ–∞–љ–µ–ї—М —Б–љ—П—В–∞, –≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Љ–Њ–ґ–љ–Њ –љ–∞–љ–µ—Б—В–Є –≤—А–µ–і –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–Љ—Г –њ–µ—А—Б–Њ–љ–∞–ї—Г –Є–ї–Є –њ–Њ–≤—А–µ–і–Є—В—М —А–∞–Љ—Г.
–Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–∞–ґ–Љ–Є—В–µ –≤–µ—А—Е–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М–љ—Л–є —И—В–Є—Д—В, –њ–µ—А–µ–≤–µ—А–љ–Є—В–µ –њ–ї–Є—В—Г –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–≥–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –Є –≤–µ—А–љ–Є—В–µ —И—В–Є—Д—В –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Т—Л–њ–Њ–ї–љ–Є—В–µ –∞–љ–∞–ї–Њ–≥–Є—З–љ—Л–µ –і–µ–є—Б—В–≤–Є—П —Б –љ–Є–ґ–љ–Є–Љ –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М–љ—Л–Љ —И—В–Є—Д—В–Њ–Љ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ј–∞–Ї—А–µ–њ–Є—В–µ –њ–ї–Є—В—Г –Љ–µ–ґ–і—Г –і–≤—Г–Љ—П —И—В–Є—Д—В–∞–Љ–Є. –Ч–∞—В–µ–Љ –≤—В–Њ–ї–Ї–љ–Є—В–µ –≤–µ—А—Е–љ–Є–є –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М–љ—Л–є —И—В–Є—Д—В –Є –њ–Њ–≤–µ—А–љ–Є—В–µ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є —И—В–∞–Љ–њ –Њ–Ї–Њ–ї–Њ –≤–µ—А—Е–љ–µ–≥–Њ –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М–љ–Њ–≥–Њ —И—В–Є—Д—В–∞, –∞ –Ј–∞—В–µ–Љ –≤–µ—А–љ–Є—В–µ –≤ –њ—А–µ–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Я—А–Њ–і–µ–ї–∞–є—В–µ —В–Њ –ґ–µ —Б–∞–Љ–Њ–µ —Б –љ–Є–ґ–љ–Є–Љ –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М–љ—Л–Љ —И—В–Є—Д—В–Њ–Љ. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —А–∞–Љ–∞ –Њ–Ї–∞–ґ–µ—В—Б—П —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ–Њ–є –Љ–µ–ґ–і—Г –і–≤—Г–Љ—П —И—В–Є—Д—В–∞–Љ–Є.
–Т–љ–Є–Љ–∞–љ–Є–µ:
a. –£—Б—В–∞–љ–Њ–≤–Ї—Г –Љ–Њ–ґ–љ–Њ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М —В–Њ–ї—М–Ї–Њ —В–Њ–≥–і–∞, –Ї–Њ–≥–і–∞ —Г—Б—В—А–Њ–є—Б—В–≤–Њ –Ј–∞—Е–≤–∞—В–Њ–≤ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –љ–µ—А–∞–±–Њ—З–µ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Љ–Њ–ґ–љ–Њ –њ–Њ–≤—А–µ–і–Є—В—М —А–∞–Љ—Г –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —Б—В–Њ–ї–Ї–љ–Њ–≤–µ–љ–Є—П –њ–Њ–і–≤–Є–ґ–љ–Њ–≥–Њ —Б—В–Њ–ї–∞ –Є —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Ј–∞—Е–≤–∞—В–Њ–≤.
–±. –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ј–∞–њ—Г—Й–µ–љ–∞, –µ—Б–ї–Є –≤–µ—А—Е–љ—П—П —А–∞–Љ–∞ –љ–µ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —Б–≤–Њ–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –Є–ї–Є –љ–µ –Ј–∞–Ї—А–µ–њ–ї–µ–љ–∞ –Ј–∞–њ–Є—А–∞—О—Й–Є–Љ–Є —А—Л—З–∞–≥–∞–Љ–Є.
–≤. –Я–µ—А–µ–і –њ–µ—А–µ–≤–Њ—А–Њ—В–Њ–Љ –≤—Л–љ—М—В–µ –Ј–∞—Й–Є—В–љ—Г—О –њ–∞–љ–µ–ї—М; –њ–∞–і–µ–љ–Є–µ –њ–ї–Є—В—Л –≤—Л—А—Г–±–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –Љ–Њ–ґ–µ—В –њ—А–Є—З–Є–љ–Є—В—М –≤—А–µ–і –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–Љ—Г –њ–µ—А—Б–Њ–љ–∞–ї—Г –Є–ї–Є –њ–Њ–≤—А–µ–і–Є—В—М –њ—А–Є–њ—А–∞–≤–Њ—З–љ—Г—О —Д–Њ—А–Љ—Г. –Э–µ –Ј–∞–±—Г–і—М—В–µ –≤—Б—В–∞–≤–Є—В—М –љ–∞–Ј–∞–і –њ—А–Є–њ—А–∞–≤–Њ—З–љ—Г—О —Д–Њ—А–Љ—Г, –њ–µ—А–µ–і —В–µ–Љ –Ї–∞–Ї –Ј–∞–Ї—А–µ–њ–ї—П—В—М –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г.
–≥. –Ґ–∞–Ї –Ї–∞–Ї –≤–µ—А—Е–љ—П—П —А–∞–Љ–∞ –і–Њ–≤–Њ–ї—М–љ–Њ —В—П–ґ–µ–ї–∞—П, –±—Г–і—М—В–µ –Њ—Б—В–Њ—А–Њ–ґ–љ—Л –њ—А–Є –µ–µ —Г—Б—В–∞–љ–Њ–≤–Ї–µ –Є–ї–Є —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–µ. –Х–µ –Є–Ј—К—П—В–Є–µ —Б–ї–µ–і—Г–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –≤–і–≤–Њ–µ–Љ.
5.8. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–є –њ–ї–Є—В—Л –љ–∞ –њ–Њ–і–≤–Є–ґ–љ–Њ–Љ —Б—В–Њ–ї–µ
–Я—А–Є–Љ–Є—В–µ –Ї —Б–≤–µ–і–µ–љ–Є—О: –Љ–∞–љ–Є–њ—Г–ї—П—Ж–Є–Є —Б –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–є –њ–ї–Є—В–Њ–є –љ–∞ –њ–Њ–і–≤–Є–ґ–љ–Њ–Љ —Б—В–Њ–ї–µ –і–Њ–ї–ґ–љ—Л –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М—Б—П, –Ї–Њ–≥–і–∞ —Б—В–Њ–ї –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —Б–≤–Њ–µ–Љ –љ–Є–ґ–љ–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є. –Ъ–Њ–≥–і–∞ —Г—Б—В—А–Њ–є—Б—В–≤–Њ –Ј–∞—Е–≤–∞—В–Њ–≤ –і–≤–Є–ґ–µ—В—Б—П –Ї —Б–µ—А–µ–і–Є–љ–µ —Б—В–Њ–ї–∞, –њ–Њ—Б–ї–µ–і–љ–Є–є –Ї–∞–Ї —А–∞–Ј –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —Б–≤–Њ–µ–є –љ–Є–ґ–љ–µ–є —В–Њ—З–Ї–µ. –Ш–ї–Є –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SB26, —З—В–Њ–±—Л —Г—Б—В–∞–љ–Њ–≤–Є—В—М –љ–Є–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Я—А–Є –њ–Њ–Љ–Њ—Й–Є —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–≥–Њ –Ї–ї—О—З–∞ –Њ—Б–ї–∞–±—М—В–µ –Ј–∞–ґ–Є–Љ–љ—Л–µ –≤–Є–љ—В—Л –Є –Њ—В–Ї—А—Г—В–Є—В–µ –Ј–∞–ґ–Є–Љ—Л. –°–љ–Є–Љ–Є—В–µ –Ї–Њ–ї–µ—Б–Є–Ї–Є вДЦ 1, 2 (—А–Є—Б. 36) —Б –≤—Л–і–≤–Є–ґ–љ–Њ–≥–Њ —Г–њ–Њ—А–∞ –Є –њ–µ—А–µ—Е–Њ–і–Є—В–µ –Ї –Ј–∞–Ї—А–µ–њ–ї–µ–љ–Є—О –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–є –њ–ї–Є—В—Л –Є –љ–∞–Ї–ї–µ–Є–≤–∞–љ–Є—О –њ–Њ–і—Г—И–µ—З–µ–Ї. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Г—О –њ–ї–Є—В—Г –Є –Ј–∞–Ї—А–µ–њ–Є—В–µ –µ–µ –Ј–∞–ґ–Є–Љ–∞–Љ–Є, –њ–Њ–≤–µ—А–љ–Є—В–µ –Ј–∞–њ–Є—А–∞—О—Й–Є–є —А—Л—З–∞–≥. –Э–∞ —Н—В–Њ–Љ —Н—В–∞–њ–µ –Љ–Њ–ґ–љ–Њ –Ј–∞–њ—Г—Б–Ї–∞—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б (—Б–Љ. —А–Є—Б. 37).
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Ґ–∞–Ї –Ї–∞–Ї –≤–µ—А—Е–љ—П—П —А–∞–Љ–∞ –і–Њ–≤–Њ–ї—М–љ–Њ —В—П–ґ–µ–ї–∞—П, –±—Г–і—М—В–µ –Њ—Б—В–Њ—А–Њ–ґ–љ—Л –њ—А–Є –µ–µ —Г—Б—В–∞–љ–Њ–≤–Ї–µ –Є–ї–Є —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–µ. –Х–µ –Є–Ј—К—П—В–Є–µ —Б–ї–µ–і—Г–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –≤–і–≤–Њ–µ–Љ.
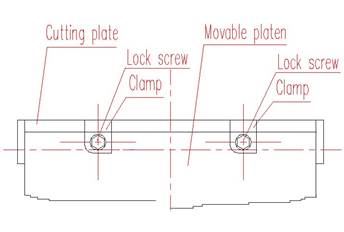  
 
–†–Є—Б.37
Cutting plate вАУ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–∞—П –њ–ї–Є—В–∞;
Lock screw вАУ –Ј–∞—В–≤–Њ—А–љ—Л–є –≤–Є–љ—В;
Moveable platen вАУ –њ–Њ–і–≤–Є–ґ–љ—Л–є —Б—В–Њ–ї;
Clamp- –Ј–∞–ґ–Є–Љ.
5.9. –†–µ–Ї–Њ–Љ–µ–љ–і–∞—Ж–Є–Є –њ–Њ –Ј–∞–њ—Г—Б–Ї—Г —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤—А—Г—З–љ—Г—О, —Б –њ–Њ–Љ–Њ—Й—М—О —А—Г—З–љ–Њ–≥–Њ —А—Л—З–∞–≥–∞
–†—Г—З–љ–Њ–є —А—Л—З–∞–≥ –Ј–∞–њ—Г—Б–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Љ–Њ–ґ–µ—В –±—Л—В—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ, —В–Њ–ї—М–Ї–Њ –µ—Б–ї–Є –љ–∞–ґ–∞—В–∞ –∞–≤–∞—А–Є–є–љ–∞—П –Ї–љ–Њ–њ–Ї–∞, –≥–ї–∞–≤–љ—Л–є –і–≤–Є–≥–∞—В–µ–ї—М –Є –≥–ї–∞–≤–љ—Л–є –Љ–∞—Е–Њ–≤–Є–Ї –∞–±—Б–Њ–ї—О—В–љ–Њ –љ–µ–њ–Њ–і–≤–Є–ґ–љ—Л –Є –≤–Ї–ї—О—З–µ–љ—Л —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Ј–∞—Й–Є—В—Л.
–Ґ–∞–Ї –Ї–∞–Ї –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –њ–љ–µ–≤–Љ–∞—В–Є—З–µ—Б–Ї–∞—П –Љ—Г—Д—В–∞ —Б—Ж–µ–њ–ї–µ–љ–Є—П, –ї—О–±—Л–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –љ–∞ –њ–Њ–і–≤–Є–ґ–љ–Њ–Љ —Б—В–Њ–ї–µ —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ –љ–µ —А–∞–±–Њ—В–∞—О—В. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –Ї–Њ–≥–і–∞ –Т—Л –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В–µ –Ј–∞–њ—Г—Б–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤—А—Г—З–љ—Г—О, –њ–Є—В–∞–љ–Є–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –Њ—В–Ї–ї—О—З–µ–љ–Њ, –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –і–µ–є—Б—В–≤–Є–є —Б–ї–µ–і—Г—О—Й–∞—П:
a. –Э–∞–ґ–Љ–Є—В–µ SB28, —З—В–Њ–±—Л –Њ—Б—В–∞–љ–Њ–≤–Є—В—М –≥–ї–∞–≤–љ—Л–є –і–≤–Є–≥–∞—В–µ–ї—М –Є –Љ–∞—Е–Њ–≤–Є–Ї, –њ–Њ—Б–ї–µ –Є—Е –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г –њ–Њ–≤—В–Њ—А–љ–Њ.
–±. –£—Б—В–∞–љ–Њ–≤–Є—В–µ —А—Г—З–љ–Њ–є —А—Л—З–∞–≥ –љ–∞ —З–µ—А–≤—П—З–љ–Њ–Љ –њ—А–Є–≤–Њ–і–µ.
–≤. –Ю–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –і–≤–∞ —З–µ–ї–Њ–≤–µ–Ї–∞ –і–Њ–ї–ґ–љ—Л –љ–∞–ґ–∞—В—М –Ї–љ–Њ–њ–Ї—Г SB25, –і–ї—П –Ј–∞–њ—Г—Б–Ї–∞ –Љ—Г—Д—В—Л —Б—Ж–µ–њ–ї–µ–љ–Є—П, –Є –њ–Њ–≤–Њ—А–Њ—В–∞ —А—Г—З–љ–Њ–≥–Њ —А—Л—З–∞–≥–∞.
–≥. –Ю—В–Њ–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г SB25, —З—В–Њ–±—Л –Њ—Б—В–∞–љ–Њ–≤–Є—В—М –Љ—Г—Д—В—Г –Є –≤–Ї–ї—О—З–Є—В—М —В–Њ—А–Љ–Њ–Ј.
–і. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ, —З—В–Њ–±—Л –і–≤–∞ –Њ–њ–µ—А–∞—В–Њ—А–∞ –≤ —А—Г—З–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ –њ—А–Є–≤–µ–ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –≤ —В—А–µ–±—Г–µ–Љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ
–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ–Њ–≤–µ—А–љ–Є—В–µ —А—Л—З–∞–≥ —А—Г—З–љ–Њ–≥–Њ —Г–њ—А–∞–≤–ї–µ–љ–Є—П –≤ –љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є –њ–µ—А–µ–Ј–∞–њ—Г—Б—В–Є—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
5.10. –£—Б—В—А–Њ–є—Б—В–≤–Њ –Ј–∞—Е–≤–∞—В–Њ–≤
–Т —Ж–µ–ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —Г–Ї–Њ–Љ–њ–ї–µ–Ї—В–Њ–≤–∞–љ–∞ –≤–Њ—Б–µ–Љ—М—О —В–∞–Ї–Є–Љ–Є —Г—Б—В—А–Њ–є—Б—В–≤–∞–Љ–Є, –Ї–∞–ґ–і–Њ–µ –Є–Ј –Ї–Њ—В–Њ—А—Л—Е –Є–Љ–µ–µ—В –њ–Њ 8 –Ј–∞—Е–≤–∞—В–Њ–≤. –Т —Б–ї—Г—З–∞–µ –њ–Њ–ї–Њ–Љ–Ї–Є –Њ–і–љ–Њ–≥–Њ –Є–Ј –љ–Є—Е, –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Є—В–µ –Ј–∞—Е–≤–∞—В—Л —В–∞–Ї, –Ї–∞–Ї —Н—В–Њ –њ–Њ–Ї–∞–Ј–∞–љ–Њ –љ–∞ —А–Є—Б. 38.
–Т–љ–Є–Љ–∞–љ–Є–µ: –µ–ґ–µ–љ–µ–і–µ–ї—М–љ–Њ –≤—Л–њ–Њ–ї–љ—П–є—В–µ –Ї–Њ–љ—В—А–Њ–ї—М –Ј–∞ –≤–Є–љ—В–∞–Љ–Є —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Ј–∞—Е–≤–∞—В–Њ–≤ –Є –Ј–∞—В—П–≥–Є–≤–∞–є—В–µ –Є—Е.
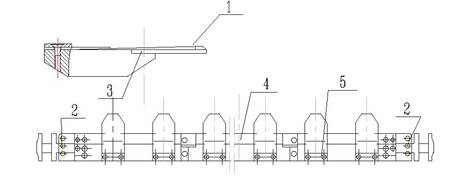  
 
–†–Є—Б.38
1.–Я–Њ–і–≤–Є–ґ–љ—Л–є –Ј–∞—Е–≤–∞—В 2.–°–Љ–∞–Ј–Њ—З–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ 3.–Э–µ–њ–Њ–і–≤–Є–ґ–љ—Л–є –Ј–∞—Е–≤–∞—В
4. –®—В–∞–љ–≥–∞ —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є 5. –Ю–±–ґ–Є–Љ–љ—Л–є –±–ї–Њ–Ї
5.11. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ —А–∞–±–Њ—З–µ–≥–Њ —Г—Б–Є–ї–Є—П
5.11.1. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ —А–∞–±–Њ—З–µ–≥–Њ —Г—Б–Є–ї–Є—П
a. –Ф–ї—П —Г–≤–µ–ї–Є—З–µ–љ–Є—П –Є–ї–Є —Г–Љ–µ–љ—М—И–µ–љ–Є—П —А–∞–±–Њ—З–µ–≥–Њ —Г—Б–Є–ї–Є—П –њ–Њ–≤–µ—А–љ–Є—В–µ —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ –њ–Њ —З–∞—Б–Њ–≤–Њ–є –Є–ї–Є –њ—А–Њ—В–Є–≤ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–Є —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ. –Э–∞ –Ї–Њ–ї–µ—Б–µ –µ—Б—В—М —Б—З–µ—В—З–Є–Ї –Њ–±–Њ—А–Њ—В–Њ–≤. –Ю–і–Є–љ –њ–Њ–≤–Њ—А–Њ—В –Ї–Њ–ї–µ—Б–∞ –њ–Њ–і–љ–Є–Љ–∞–µ—В –Є–ї–Є –Њ–њ—Г—Б–Ї–∞–µ—В –њ–Њ–і–≤–Є–ґ–љ—Л–є —Б—В–Њ–ї –љ–∞ 0,25 –Љ–Љ (—Б–Љ. —А–Є—Б. 29)
–±. –С—Г–і—М—В–µ –≤–љ–Є–Љ–∞—В–µ–ї—М–љ—Л —Б –љ–∞—Б—В—А–Њ–є–Ї–∞–Љ–Є. –Ъ–Њ–≥–і–∞ –Њ—В—А–µ–Ј–∞–µ—В—Б—П –±–Њ–ї–µ–µ —З–µ–Љ —В—А–Є —З–µ—В–≤–µ—А—В–Є –Њ–і–љ–Њ–≥–Њ –ї–Є—Б—В–∞, —А–∞–±–Њ—З–µ–µ —Г—Б–Є–ї–Є–µ –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М —Г–≤–µ–ї–Є—З–µ–љ–Њ –њ–Њ–≤–Њ—А–Њ—В–Њ–Љ —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–Њ–≥–Њ –Ї–Њ–ї–µ—Б–∞, –≤–Љ–µ—Б—В–Њ —Н—В–Њ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –њ—А–Є–≤–Њ–і–Њ—З–љ—Г—О –њ–ї–Є—В—Г, —З—В–Њ–±—Л –Ј–∞–≤–µ—А—И–Є—В—М —А–∞–±–Њ—В—Г.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–°–ї–µ–і—Г–µ—В –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ —Г–≤–µ–ї–Є—З–Є–≤–∞—В—М —А–∞–±–Њ—З–µ–µ —Г—Б–Є–ї–Є–µ, —В–∞–Ї –Ї–∞–Ї —Б–ї–Є—И–Ї–Њ–Љ —А–µ–Ј–Ї–Њ–µ –µ–≥–Њ —Г–≤–µ–ї–Є—З–µ–љ–Є–µ –Љ–Њ–ґ–µ—В –њ—А–Є—З–Є–љ–Є—В—М —Г—Й–µ—А–± –Љ–∞—И–Є–љ–µ.
 
–†–Є—Б.39
1. –†—Г—З–Ї–∞ 2. –†–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ 3. –°—З–µ—В—З–Є–Ї —З–Є—Б–ї–∞ –њ–Њ–≤–Њ—А–Њ—В–Њ–≤
5.11.2. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ—Б—В–Є —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П —В–Є–≥–ї—П –Є –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В—Л
–Ґ–Њ—З–љ–Њ–µ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —В–Є–≥–ї—П –Є –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В—Л —Г–ґ–µ –љ–∞—Б—В—А–Њ–µ–љ–Њ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї–µ–Љ. –Ґ–µ–Љ –љ–µ –Љ–µ–љ–µ–µ, –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –і–Њ–ї–≥–Њ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–∞—П —В–Њ—З–љ–Њ—Б—В—М —Н—В–Є—Е –љ–∞—Б—В—А–Њ–µ–Ї –Љ–Њ–ґ–µ—В —В–µ—А—П—В—М—Б—П, —З—В–Њ –±—Г–і–µ—В —Б–Ї–∞–Ј—Л–≤–∞—В—М—Б—П –љ–∞ –Ї–∞—З–µ—Б—В–≤–µ –≤—Л—Б–µ—З–Ї–Є. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –≤—А–µ–Љ—П –Њ—В –≤—А–µ–Љ–µ–љ–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–∞ –љ–∞—Б—В—А–Њ–є–Ї–∞ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П —Н—В–Є—Е —З–∞—Б—В–µ–є –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –і—А—Г–≥ –і—А—Г–≥–∞.
–Э–∞—Б—В—А–Њ–є–Ї–∞. –Ю—В—Б–Њ–µ–і–Є–љ–Є—В–µ —Ж–µ–њ—М –і–ї—П —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є –і–∞–≤–ї–µ–љ–Є—П, –Њ—В–Ї—А–Њ–є—В–µ –њ—А–Њ–Ј—А–∞—З–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ –љ–∞ –Ј–∞—Й–Є—В–љ–Њ–є –Ї—А—Л—И–Ї–µ (—Б–Љ. —А–Є—Б. 40). –Я–Њ–ї–Њ–ґ–Є—В–µ —З–µ—В—Л—А–µ –≤—Б—В–∞–≤–Ї–Є –≤—Л—Б–Њ—В–Њ–є 34,8 –Љ–Љ –љ–∞ –Ї–∞–ґ–і—Л–є –Є–Ј —Г–≥–ї–Њ–≤ –њ–Њ–і–≤–Є–ґ–љ–Њ–≥–Њ —Б—В–Њ–ї–∞.
a. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ—Б—В–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б—В–Њ—А–Њ–љ–µ:
–Ю—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –≤–Є–љ—В –њ–Њ–≤–Њ—А–Њ—В–Њ–Љ —А—Г—З–Ї–Є –Є —И–µ—Б—В–µ—А–љ–Є –і–ї—П –Є–Ј–Љ–µ–љ–µ–љ–Є—П –і–∞–≤–ї–µ–љ–Є—П, –њ–Њ–і–љ–Є–Љ–∞—П –Є–ї–Є –Њ–њ—Г—Б–Ї–∞—П –Њ–і–Є–љ –Є–Ј —Г–≥–ї–Њ–≤ –њ–ї–Є—В –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Њ–±–µ –≤—Б—В–∞–≤–Ї–Є –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б—В–Њ—А–Њ–љ–µ –љ–µ –Ї–Њ—Б–љ—Г—В—Б—П –њ–ї–Є—В.
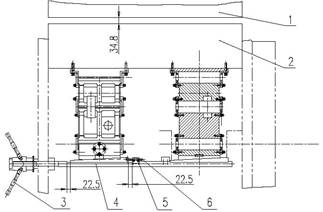  
 
–†–Є—Б.40:
1.–Т–µ—А—Е–љ—П—П –њ–ї–Є—В–∞ 2.–Ґ–Є–≥–µ–ї—М 3.–†—Г—З–Ї–∞ —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є –њ—А–Є–ґ–Є–Љ–∞ 4. –Т–Є–љ—В 5. –†–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–∞—П –≥–∞–є–Ї–∞ 6. –С–Њ–ї—В
–±. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ—Б—В–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞:
–У–∞–µ—З–љ—Л–Љ –Ї–ї—О—З–Њ–Љ –њ–Њ–≤–µ—А–љ–Є—В–µ –≤–Є–љ—В. –Я—А–Є –њ–Њ–Љ–Њ—Й–Є –±–Њ–ї—В–∞ –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –љ–∞–Ї–ї–Њ–љ–љ—Л–є —Г–њ–Њ—А —В–∞–Ї, —З—В–Њ–±—Л –њ–Њ–і–љ—П—В—М –Є–ї–Є –Њ–њ—Г—Б—В–Є—В—М —Н—В—Г —Б—В–Њ—А–Њ–љ—Г –њ–Њ–і–≤–Є–ґ–љ–Њ–≥–Њ —Б—В–Њ–ї–∞ –Є —Б–і–µ–ї–∞—В—М –µ–µ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–є –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В–µ.
–≤. –Ч–∞—В—П–љ–Є—В–µ —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л–є –≤–Є–љ—В –Є –Ј–∞–Ї—А–Њ–є—В–µ –њ—А–Њ–Ј—А–∞—З–љ–Њ–µ –Њ–≥—А–∞–ґ–і–µ–љ–Є–µ.
5.12. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –љ–∞—В—П–ґ–µ–љ–Є—П —Ж–µ–њ–Є —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є
–Ю—В –і–Њ–ї–≥–Њ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –Є –Є–Ј–љ–Њ—Б–∞ —Ж–µ–њ—М –Љ–Њ–ґ–µ—В –Њ—Б–ї–∞–±–љ—Г—В—М –Є –љ–∞—З–∞—В—М —А–∞–±–Њ—В–∞—В—М —Б –±–Њ–ї—М—И–Є–Љ —И—Г–Љ–Њ–Љ. –Я—А–Є –ї—О–±—Л—Е –Њ–±—Б—В–Њ—П—В–µ–ї—М—Б—В–≤–∞—Е —Ж–µ–њ—М –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М, –Ї–∞–Ї —Н—В–Њ –њ–Њ–Ї–∞–Ј–∞–љ–Њ –љ–∞ —А–Є—Б. 41.
–Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –і–µ–є—Б—В–≤–Є–є:
a) –Њ—Б–ї–∞–±—М—В–µ –≤–Є–љ—В, —З—В–Њ–±—Л –≤—Л–і–≤–Є–љ—Г—В—М –Ј–∞—Й–Є—В–љ—Л–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М;
–±) –Њ—Б–ї–∞–±—М—В–µ –≥–∞–є–Ї—Г –Є –≤–Є–љ—В –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –і–≤–Є–ґ–µ–љ–Є—П;
–≤) –Њ—Б–ї–∞–±—М—В–µ –Ї—А–µ–њ–µ–ґ–љ—Л–є –±–Њ–ї—В —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–Њ–є –≥–∞–є–Ї–Є;
–≥) –њ–Њ–≤–µ—А–љ–Є—В–µ —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Г—О –≥–∞–є–Ї—Г, –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –љ–∞—В—П–љ—Г—В—М —Ж–µ–њ—М. (–Э–µ –љ–∞—В—П–≥–Є–≤–∞–є—В–µ —Ж–µ–њ—М —Б–ї–Є—И–Ї–Њ–Љ —Б–Є–ї—М–љ–Њ, –µ—Б–ї–Є —Б—В–µ–њ–µ–љ—М –љ–∞—В—П–≥–∞ –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ–∞ –њ—А–∞–≤–Є–ї—М–љ–Њ, —В–Њ —И—В–∞–љ–≥—Г —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –Љ–Њ–ґ–љ–Њ –њ–Њ–і–љ—П—В—М –љ–∞ 20 –Љ–Љ.)
–Я–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤–Є–љ—В–∞-–Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—П –Є –Ј–∞—Й–Є—В–љ–Њ–≥–Њ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П
–Ъ–Њ–≥–і–∞ —И—В–∞–љ–≥–∞ —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –њ–Њ–і–љ—П—В–∞ –љ–∞ 20 –Љ–Љ, –љ–∞–ґ–Љ–Є—В–µ –≤–Є–љ—В-–Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М, —З—В–Њ–±—Л —Ж–µ–њ—М –љ–µ –Љ–Њ–≥–ї–∞ –і–≤–Є–≥–∞—В—М—Б—П –≤ –Њ–±—А–∞—В–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ–µ—А–µ–і–≤–Є–љ—М—В–µ –≤–њ–µ—А–µ–і –Ј–∞—Й–Є—В–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М —В–∞–Ї, —З—В–Њ–±—Л –і–∞—В—З–Є–Ї —Б–Њ–њ—А–Є–Ї–Њ—Б–љ—Г–ї—Б—П —Б –Њ–≥—А–∞–љ–Є—З–Є–≤–∞—О—Й–µ–є –њ–ї–∞—Б—В–Є–љ–Њ–є –Є –Ј–∞–њ—Г—Б—В–Є–ї –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М, –Є –љ–∞–ґ–Љ–Є—В–µ –µ–≥–Њ –њ—А–Є–Љ–µ—А–љ–Њ –љ–∞ 1 –Љ–Љ.
–Т–љ–Є–Љ–∞–љ–Є–µ: –і–≤–µ —Ж–µ–њ–Є –і–Њ–ї–ґ–љ—Л –±—Л—В—М –њ–∞—А–∞–ї–ї–µ–ї—М–љ—Л.
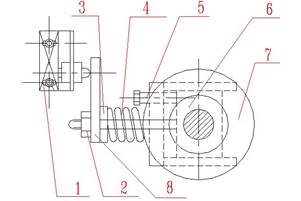  
 
–†–Є—Б.41
1. –Ч–∞—Й–Є—В–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М 2. –®—В–Є—Д—В 3. –†–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л–є –≤–Є–љ—В 4. –Я—А—Г–ґ–Є–љ–∞ 5. –Ю–≥—А–∞–љ–Є—З–Є–≤–∞—О—Й–Є–є –≤–Є–љ—В 6. –°–Љ–∞–Ј–Њ—З–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ 7. –Ъ–Њ–ї–µ—Б–Њ –Њ–њ–Њ—А—Л 8. –Я–ї–∞—Б—В–Є–љ–∞-–Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—М
5.13. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—П, –Ј–∞–і–љ–µ–≥–Њ —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—П –Є —В–Њ—А–Љ–Њ–Ј—П—Й–µ–є —Й–µ—В–Ї–Є
5.13.1. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—П
–Ю–њ—Г—Б—В–Є—В–µ —Б—В–Њ–њ–Њ—А–љ—Л–є —А—Л—З–∞–≥. –£—З–Є—В—Л–≤–∞—П —А–∞–Ј–Љ–µ—А—Л –ї–Є—Б—В–∞, –њ–µ—А–µ–і–≤–Є–љ—М—В–µ –±–Њ–Ї–Њ–≤–Њ–є —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—М –љ–∞ —В—А–µ–±—Г–µ–Љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –≤–µ—А–љ–Є—В–µ —Б—В–Њ–њ–Њ—А–љ—Л–є —А—Л—З–∞–≥ –≤ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ (—А–Є—Б. 42).
5.13.2. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –Ј–∞–і–љ–µ–≥–Њ —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—П –Є —В–Њ—А–Љ–Њ–Ј—П—Й–µ–є —Й–µ—В–Ї–Є
–Я—А–Є –і–∞–ї—М–љ–µ–є—И–µ–є —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–µ –ї–Є—Б—В–Њ–≤ –њ–Њ—Б–ї–µ –≤—Л—Б–µ—З–Ї–Є –Њ–±–Њ–ґ–Љ–Є—В–µ –њ–µ—А–µ–і–љ—О—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –ї–Є—Б—В–Њ–≤ –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ —В–Њ—А–Љ–Њ–Ј—П—Й–µ–є —Й–µ—В–Ї–Є, —Г–і–µ—А–ґ–Є–≤–∞—П —Б–і–≤–Є–љ—Г–≤—И–Є–µ—Б—П –ї–Є—Б—В—Л. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Ј–∞–і–љ–Є–є —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—М –Є —Й–µ—В–Ї–∞ –і–Њ–ї–ґ–љ—Л –±—Л—В—М –њ—А–∞–≤–Є–ї—М–љ–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л —Б —Г—З–µ—В–Њ–Љ —А–∞–Ј–Љ–µ—А–∞ –ї–Є—Б—В–Њ–≤. –Ю—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М –Є—Е —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Љ–Њ–ґ–љ–Њ —Б –њ–Њ–Љ–Њ—Й—М—О —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ–Њ–≥–Њ —А—Г—З–љ–Њ–≥–Њ –Љ–∞—Е–Њ–≤–Є—З–Ї–∞, —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–љ–Њ–≥–Њ —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞. –Ф–≤–Є–ґ–µ–љ–Є–µ –Ј–∞–і–љ–µ–≥–Њ —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—П –Є —Й–µ—В–Ї–Є —Б–ї–µ–і—Г–µ—В –љ–∞—Б—В—А–Њ–Є—В—М –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б –і–≤–Є–ґ–µ–љ–Є–µ–Љ –ї–Є—Б—В–Њ–≤, —З—В–Њ –і–Њ—Б—В–Є–≥–∞–µ—В—Б—П –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ –і–≤—Г—Е –Ї—Г–ї–∞—З–Ї–Њ–≤, —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–љ—Л—Е –љ–∞ —Б—В–∞–љ–Є–љ–µ —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Ґ–Њ–ї–Ї–∞–є—В–µ –±–Њ–Ї–Њ–≤–Њ–є –Є –Ј–∞–і–љ–Є–є —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї–Є –∞–Ї–Ї—Г—А–∞—В–љ–Њ. –Т–Њ –Є–Ј–±–µ–ґ–∞–љ–Є–µ –њ—А–Є—З–Є–љ–µ–љ–Є—П –≤—А–µ–і–∞ —З–∞—Б—В—П–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–µ –і–≤–Є–≥–∞–є—В–µ —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї–Є —Б–ї–Є—И–Ї–Њ–Љ —А–µ–Ј–Ї–Њ!
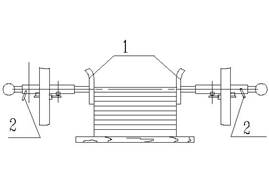  
 
–†–Є—Б.42
1. –С–Њ–Ї–Њ–≤–Њ–є —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—М 2. –°—В–Њ–њ–Њ—А–љ–Њ–µ –Ї–Њ–ї—М—Ж–Њ
5.14. –С–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–∞—П –њ–Њ–ї–Ї–∞
–Ю–љ–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П, –Ї–Њ–≥–і–∞ —Б—В–Њ–њ–∞ –і–Њ—Б—В–Є–≥–∞–µ—В –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–є –≤—Л—Б–Њ—В—Л –Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –і—А—Г–≥–∞—П ¬†–љ–∞–Ї–ї–∞–і–љ–∞—П –і–Њ—Б–Ї–∞.
–Ъ–∞–Ї —В–Њ–ї—М–Ї–Њ —Б—В–Њ–њ–∞ –і–Њ—Б—В–Є–≥–∞–µ—В –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–є –≤—Л—Б–Њ—В—Л (—А–∞–Ј–і–∞–µ—В—Б—П —Б–Є–≥–љ–∞–ї –Ј–≤–Њ–љ–Ї–∞) —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Ј–∞–Љ–µ–і–ї—П–µ—В—Б—П. –Ґ–Њ–≥–і–∞ –Њ–њ–µ—А–∞—В–Њ—А –і–Њ–ї–ґ–µ–љ –Њ–њ—Г—Б—В–Є—В—М —Б—В–Њ–њ—Г –≤ —Б–∞–Љ—Г—О –љ–Є–ґ–љ—О—О —В–Њ—З–Ї—Г, –≤—Б—В–∞–≤–Є—В—М –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Г—О –њ–Њ–ї–Ї—Г, —Б–љ—П—В—М —Б—В–Њ–њ—Г, –Ј–∞–Љ–µ–љ–Є—В—М –љ–∞–Ї–ї–∞–і–љ—Г—О –і–Њ—Б–Ї—Г –Є –њ–Њ–і–љ—П—В—М –µ–µ –і–Њ —Г—А–Њ–≤–љ—П –њ–Њ–ї–Ї–Є, –≤—Л–љ—Г—В—М –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Г—О –њ–Њ–ї–Ї—Г, –њ–Њ–Ј–≤–Њ–ї—П—П —Б—В–Њ–њ–µ –њ–∞–і–∞—В—М –љ–∞ –љ–Њ–≤—Г—О –љ–∞–Ї–ї–∞–і–љ—Г—О –і–Њ—Б–Ї—Г.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–≠—В–∞ –Љ–∞–љ–Є–њ—Г–ї—П—Ж–Є—П –љ–µ –і–Њ–ї–ґ–љ–∞ –Ј–∞–љ–Є–Љ–∞—В—М —Б–ї–Є—И–Ї–Њ–Љ –Љ–љ–Њ–≥–Њ –≤—А–µ–Љ–µ–љ–Є. –Х—Б–ї–Є –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–∞—П –њ–Њ–ї–Ї–∞ ¬†–љ–µ –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є, —Г–≤–µ–ї–Є—З–µ–љ–Є–µ —Б—В–Њ–њ—Л –њ—А–Є–≤–µ–і–µ—В –Ї —В–Њ–Љ—Г, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П —Б–∞–Љ–∞.
5.15. –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –Ј–∞—Е–≤–∞—В–∞, –њ–Њ–і–∞—О—Й–µ–≥–Њ –ї–Є—Б—В—Л –Є —А—Г—З–Ї–Є —Б–њ—Г—Б–Ї–∞ –ї–Є—Б—В–Њ–≤ (—А–Є—Б. 43, 44)
–Ъ–∞–Ї —В–Њ–ї—М–Ї–Њ —И—В–∞–љ–≥–∞ —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –њ–Њ–і—Е–Њ–і–Є—В –Ї –њ–Њ–і–≤–Є–ґ–љ–Њ–Љ—Г —Б—В–Њ–ї–Є–Ї—Г, —Г—Б—В—А–Њ–є—Б—В–≤–Њ, –Њ—В–Ї—А—Л–≤–∞—О—Й–µ–µ –Ј–∞—Е–≤–∞—В, —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–љ–Њ–µ –љ–∞ –њ–Њ–і–≤–Є–ґ–љ–Њ–Љ —Б—В–Њ–ї–Є–Ї–µ, –Њ—В–Ї—А–Њ–µ—В –Ј–∞—Е–≤–∞—В, –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Њ–љ –Љ–Њ–≥ –Ј–∞—Е–≤–∞—В–Є—В—М –ї–Є—Б—В. –Т —В–Њ—В –Љ–Њ–Љ–µ–љ—В, –Ї–Њ–≥–і–∞ –Ј–∞—Е–≤–∞—В –≤—Л–њ–Њ–ї–љ—П–µ—В —Н—В—Г –Њ–њ–µ—А–∞—Ж–Є—О, –њ–Њ–і–∞—З–∞ –ї–Є—Б—В–Њ–≤ –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П, —Г—Б—В—А–Њ–є—Б—В–≤–Њ, –Њ—В–Ї—А—Л–≤–∞—О—Й–µ–µ –Ј–∞—Е–≤–∞—В, –Њ—В–Ї—А–Њ–µ—В –µ–≥–Њ, –ї–Є—Б—В –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –±—Г–і–µ—В –њ–µ—А–µ–љ–µ—Б–µ–љ –≤ —Б—В–Њ–њ—Г. –Я—А–∞–≤–Є–ї—М–љ–Њ, –µ—Б–ї–Є –Ј–∞—Е–≤–∞—В –Њ—В–Ї—А—Л–≤–∞–µ—В—Б—П –љ–∞ 5-7 –Љ–Љ, –Є —Н—В–Њ —А–∞—Б—Б—В–Њ—П–љ–Є–µ —Б–Њ—Е—А–∞–љ—П–µ—В—Б—П –Ї–∞–ґ–і—Л–є —А–∞–Ј –њ—А–Є –µ–≥–Њ –Њ—В–Ї—А—Л—В–Є–Є. –Х—Б–ї–Є –Ј–∞—Е–≤–∞—В –Њ—В–Ї—А—Л–≤–∞–µ—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ —И–Є—А–Њ–Ї–Њ –Є–ї–Є —Г–Ј–Ї–Њ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –µ–≥–Њ –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М.
–Я—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –љ–∞—Б—В—А–Њ–є–Ї–Є –≤—Л–њ–Њ–ї–љ–Є—В–µ —Б–ї–µ–і—Г—О—Й—Г—О –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –і–µ–є—Б—В–≤–Є–є:
a) –Њ—Б–ї–∞–±—М—В–µ –Ї—А–µ–њ–µ–ґ–љ—Л–є –≤–Є–љ—В;
–±) –њ–Њ–≤–µ—А–љ–Є—В–µ –±–Њ–ї—В, —З—В–Њ–±—Л —Г—Б—В–∞–љ–Њ–≤–Є—В—М –≤–µ–ї–Є—З–Є–љ—Г —А–∞—Б–Ї—А—Л—В–Є—П –Ј–∞—Е–≤–∞—В–∞ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —В—А–µ–±–Њ–≤–∞–љ–Є—П–Љ–Є;
–≤) –Ј–∞—В—П–љ–Є—В–µ –Ї—А–µ–њ–µ–ґ–љ—Л–є –≤–Є–љ—В.
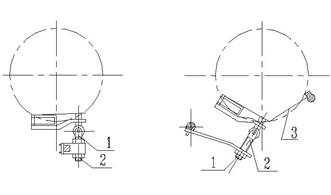  
 
–†–Є—Б.43¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б.44
1. –С–Њ–ї—В 2. –Ъ–Њ–љ—В—А–≥–∞–є–Ї–∞¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† 1. –Ъ–Њ–љ—В—А–≥–∞–є–Ї–∞ 2. –С–Њ–ї—В 3. –†—Г—З–Ї–∞ —Б–њ—Г—Б–Ї–∞ –ї–Є—Б—В–Њ–≤
5.16. –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ –њ–љ–µ–≤–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –Ј–∞–ґ–Є–Љ–љ–Њ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б–љ–∞—Й–µ–љ–∞ –њ–љ–µ–≤–Љ–∞—В–Є—З–µ—Б–Ї–Є–Љ –Ј–∞–ґ–Є–Љ–љ—Л–Љ —Г—Б—В—А–Њ–є—Б—В–≤–Њ–Љ —Б –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М—О –≤—Л—Б–Њ–Ї–Њ—Б–Ї–Њ—А–Њ—Б—В–љ–Њ–≥–Њ —В–Њ—А–Љ–Њ–ґ–µ–љ–Є—П –Є –≤—Л—Б–Њ–Ї–Њ–є –љ–∞–і–µ–ґ–љ–Њ—Б—В–Є.
–Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ
–°–ґ–∞—В—Л–є –≤–Њ–Ј–і—Г—Е –і–Њ–ї–ґ–µ–љ –±—Л—В—М —Б—Г—Е–Є–Љ –Є –Њ—В—Д–Є–ї—М—В—А–Њ–≤–∞–љ–љ—Л–Љ, –њ–µ—А–µ–і –њ–Њ–і–∞—З–µ–є –≤ –њ–љ–µ–≤–Љ–∞—В–Є—З–µ—Б–Ї–Њ–µ –Ј–∞–ґ–Є–Љ–љ–Њ–µ —Г—Б—В—А–Њ–є—Б—В–≤–Њ. –≠—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –і–Њ–±–Є—В—М—Б—П, —Г—Б—В–∞–љ–Њ–≤–Є–≤ —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–µ —Г—Б—В—А–Њ–є—Б—В–≤–Њ (–њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ –Ґ–∞–є–≤–∞–љ—М) –і–ї—П –Њ–±—А–∞–±–Њ—В–Ї–Є –≤–Њ–Ј–і—Г—Е–∞. –Ґ–Є–њ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Т–°300, –і–Є–∞–Љ–µ—В—А —В—А—Г–±—Л –†–Ґ3/8. –Т–Њ—А–Њ–љ–Ї–∞, –њ—А–Є–Љ–µ–љ—П–µ–Љ–∞—П –і–ї—П —Д–Є–ї—М—В—А–∞, –і–Њ–ї–ґ–љ–∞ –≤–Њ–≤—А–µ–Љ—П –љ–∞–њ–Њ–ї–љ—П—В—М—Б—П –≤–Њ–Ј–і—Г—Е–Њ–Љ –Є –≤—Л–њ—Г—Б–Ї–∞—В—М –µ–≥–Њ. –Ь–∞—Б–ї–Њ –≤ —А–∞—Б–њ—Л–ї–Є—В–µ–ї–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –Њ—З–Є—Й–µ–љ–љ—Л–Љ, –Є —А–∞—Б–њ—Л–ї–Є—В–µ–ї—М –і–Њ–ї–ґ–µ–љ —Б–≤–Њ–µ–≤—А–µ–Љ–µ–љ–љ–Њ –љ–∞–њ–Њ–ї–љ—П—В—М—Б—П, –љ–Њ –љ–µ –Є–Ј–±—Л—В–Њ—З–љ–Њ, —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –њ—Г–Ј—Л—А–µ–љ–Є–µ –њ—А–Є –љ–∞–њ–Њ–ї–љ–µ–љ–Є–Є –Є —Г—Е—Г–і—И–Є—В—М —В–µ–Љ —Б–∞–Љ—Л–Љ —Д—Г–љ–Ї—Ж–Є–Њ–љ–∞–ї—М–љ–Њ—Б—В—М —Г—Б—В—А–Њ–є—Б—В–≤–∞.
5.17. –£–њ—А–∞–≤–ї–µ–љ–Є–µ —Б—В–∞–љ—Ж–Є–µ–є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
–Ю—Б–љ–Њ–≤–љ—Л–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л —Б—В–∞–љ—Ж–Є–Є: –≤–µ—А—Е–љ—П—П –Є –љ–Є–ґ–љ—П—П —А–∞–Љ—Л, –Љ–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ, –Ї–∞–ґ–і–∞—П –Є–Ј –љ–Є—Е –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–∞ –њ—Г–∞–љ—Б–Њ–љ–љ—Л–Љ —И—В–∞–Љ–њ–Њ–Љ (–≤–µ—А—Е–љ–Є–є —И—В–Є—Д—В –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П), –њ—А–Є–ґ–Є–Љ–љ—Л–Љ–Є –±–∞—И–Љ–∞–Ї–∞–Љ–Є, –љ–Є–ґ–љ–Є–Љ —И—В–Є—Д—В–Њ–Љ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –Є –Љ–∞—В—А–Є—З–љ—Л–Љ —И—В–∞–Љ–њ–Њ–Љ.
–¶–Є–Ї–ї–Є—З–µ—Б–Ї–Є–µ –і–≤–Є–ґ–µ–љ–Є—П –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤ —Б—В–∞–љ—Ж–Є–Є –њ–Њ–Ј–≤–Њ–ї—П—О—В —Г–і–∞–ї—П—В—М –Њ–±–ї–Њ–є –ї–Є—Б—В–∞ –њ—Г—В–µ–Љ ¬Ђ–Њ—В—Й–Є–њ—Л–≤–∞–љ–Є—П¬ї.
–Т —В–Њ—В –Љ–Њ–Љ–µ–љ—В, –Ї–Њ–≥–і–∞ –Њ–±—А–µ–Ј–∞–µ–Љ—Л–є –ї–Є—Б—В –і–≤–Є–ґ–µ—В—Б—П –≤ —Г—Б—В—А–Њ–є—Б—В–≤–Њ —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П, –≤–µ—А—Е–љ—П—П —А–∞–Љ–∞ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Є–і–µ—В –≤–љ–Є–Ј, –≤ —В–Њ –≤—А–µ–Љ—П –Ї–∞–Ї –љ–Є–ґ–љ—П—П —А–∞–Љ–∞ –і–≤–Є–ґ–µ—В—Б—П –љ–∞–≤–µ—А—Е. –Ю–±–µ —А–∞–Љ—Л –≤ –Њ–і–љ–Њ –≤—А–µ–Љ—П –і–Њ—Б—В–Є–≥–∞—О—В –ї–Є—Б—В–∞. –Т–µ—А—Е–љ–Є–є –Є –љ–Є–ґ–љ–Є–є —И—В–Є—Д—В—Л –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –Ј–∞—Е–≤–∞—В—Л–≤–∞—О—В –Њ–±–ї–Њ–є –Ј–∞ —Б—З–µ—В –њ–Њ–і–≤–Є–ґ–љ–Њ–≥–Њ –љ–Є–ґ–љ–µ–≥–Њ —И—В–Є—Д—В–∞, –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Њ–љ–Є –≤–Љ–µ—Б—В–µ –і–≤–Є–ґ—Г—В—Б—П –≤–љ–Є–Ј, –Њ—В–і–µ–ї—П—П –њ—А–Є —Н—В–Њ–Љ –Њ–±–ї–Њ–є –Њ—В –ї–Є—Б—В–∞ –Є —Г–і–∞–ї—П—П –µ–≥–Њ –≤–љ–Є–Ј —З–µ—А–µ–Ј –Њ—В–≤–µ—А—Б—В–Є—П –Ј–∞–і–∞–љ–љ–Њ–є —Д–Њ—А–Љ—Л –љ–∞ –Љ–∞—В—А–Є—З–љ–Њ–Љ —И—В–∞–Љ–њ–µ –≤ —Б–µ–Ї—Ж–Є—О –Њ—В—Е–Њ–і–Њ–≤.
5.17.1. –£—Б—В–∞–љ–Њ–≤–Ї–∞ —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
a. –Т–µ—А—Е–љ—П—П —А–∞–Љ–∞ –Є –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ (–Є–ї–Є –≤–µ—А—Е–љ–Є–є —И—В–Є—Д—В –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П): –≤—Л–љ–Є–Љ–∞—В—М –Є –≤—Б—В–∞–≤–ї—П—В—М —Н—В–Є —З–∞—Б—В–Є –Љ–Њ–ґ–љ–Њ —В–Њ–ї—М–Ї–Њ, –Ї–Њ–≥–і–∞ –Њ–љ–Є –љ–∞—Е–Њ–і—П—В—Б—П –≤ —Б–≤–Њ–µ–є —Б–∞–Љ–Њ–є –≤–µ—А—Е–љ–µ–є –њ–Њ–Ј–Є—Ж–Є–Є.
–Т–µ—А—Е–љ—П—П —А–∞–Љ–∞ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–∞ –Є–Ј –∞–ї—О–Љ–Є–љ–Є—П —Б –њ–µ—А–µ–і–љ–Є–Љ –Є –Ј–∞–і–љ–Є–Љ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ–Љ.
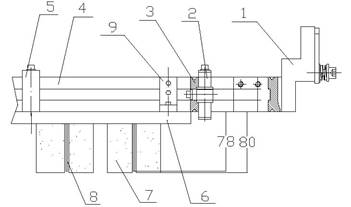  
 
–†–Є—Б.45
1.–Я–µ—А–µ–і–љ–µ–µ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ 2.–°–Ї–Њ–±–∞ —А–µ–≥—Г–ї–Є—А—Г–µ–Љ–Њ–є —А–µ–є–Ї–Є 3.–†–µ–≥—Г–ї–Є—А—Г–µ–Љ–∞—П —А–µ–є–Ї–∞ 4.–†–µ–≥—Г–ї–Є—А—Г–µ–Љ–∞—П —А–∞–Љ–∞ 5.–°–Ї–Њ–±–∞ –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ 6.–Ф–µ—А–µ–≤—П–љ–љ–∞—П –њ–ї–Є—В–∞ 7. –Я—А–Є–ґ–Є–Љ–љ—Л–µ –±—А—Г—Б–Ї–Є 8.–Ы–Є–љ–µ–є–Ї–∞ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П 9. –Ю–њ–Њ—А–љ–Њ–µ –Ј–≤–µ–љ–Њ
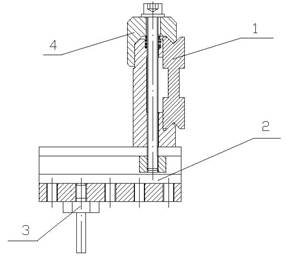  
 
–†–Є—Б.46
1.–†–µ–≥—Г–ї–Є—А—Г–µ–Љ—Л–є –Ї—А–Њ–љ—И—В–µ–є–љ 2. –Э–µ–њ–Њ–і–≤–Є–ґ–љ–Њ–µ –Њ—Б–љ–Њ–≤–∞–љ–Є–µ 3.–®—В–Є—Д—В –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П 4. –Ч–∞–ґ–Є–Љ
–Я—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ (—И—В–∞–Љ–њ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П) –Њ–±—Л—З–љ–Њ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ —Б –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–Љ —И—В–∞–Љ–њ–Њ–Љ. –Ю–љ —Б–і–µ–ї–∞–љ –Є–Ј –Ї–ї–µ–µ–љ–Њ–є —Д–∞–љ–µ—А—Л —В–Њ–ї—Й–Є–љ–Њ–є –Њ–Ї–Њ–ї–Њ 18 –Љ–Љ, –љ–∞ –Ї–Њ—В–Њ—А–Њ–є —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л —И—В–Є—Д—В—Л –і–ї–Є–љ–Њ–є 78 –Љ–Љ, –Ї–Њ—В–Њ—А—Л–µ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П –і–ї—П —Б—К–µ–Љ–∞ –ї–Є—Б—В–Њ–≤. –®—В–∞–Љ–њ –Љ–Њ–ґ–µ—В —В–∞–Ї –ґ–µ –њ–Њ—Б—В–∞–≤–ї—П—В—М—Б—П —Б –њ—А–Є–ґ–Є–Љ–љ—Л–Љ–Є –±–∞—И–Љ–∞–Ї–∞–Љ–Є –Є–Ј —Б–Є–љ—В–µ—В–Є—З–µ—Б–Ї–Њ–є –њ–µ–љ—Л, –Ї–Њ—В–Њ—А—Л–µ —Г–≤–µ–ї–Є—З–Є–≤–∞—О—В –≤—Л—Б–Њ—В—Г —Д–∞–љ–µ—А–љ–Њ–є –њ–ї–Є—В—Л –љ–∞ 80 –Љ–Љ. –Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ –±–∞—И–Љ–∞–Ї–Њ–≤ –Ј–∞–≤–Є—Б–Є—В –Њ—В —В–Њ–≥–Њ, –љ–∞—Б–Ї–Њ–ї—М–Ї–Њ –ї–µ–≥–Ї–Њ –Њ–±–ї–Њ–є –Љ–Њ–ґ–µ—В —Б—Б—Л–њ–∞—В—М—Б—П –≤–љ–Є–Ј. –°–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –±–∞—И–Љ–∞–Ї–Њ–≤, –Љ–Њ–ґ–µ—В –њ—А–Є–≤–µ—Б—В–Є –Ї –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –Љ–∞—В—А–Є—З–љ–Њ–≥–Њ —И—В–∞–Љ–њ, –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –Љ–Њ–ґ–µ—В –њ—А–Є–≤–µ—Б—В–Є –Ї —В–Њ–Љ—Г, —З—В–Њ –Њ–љ–Є –љ–µ –±—Г–і—Г—В —Н—Д—Д–µ–Ї—В–Є–≤–љ–Њ –≤—Л–њ–Њ–ї–љ—П—В—М —Б–≤–Њ—О —А–∞–±–Њ—В—Г. –°—В–µ–њ–µ–љ—М –і–∞–≤–ї–µ–љ–Є—П –±–∞—И–Љ–∞–Ї–∞ –і–Њ–ї–ґ–љ–∞ –±—Л—В—М 35 вАУ 40 –Ї–≥/–Љ3 (—А–Є—Б. 45). –Ф–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ, –і–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є, –љ–∞ –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ –і–µ–ї–∞–µ—В —В–∞–Ї–ґ–µ –љ–∞—Б–µ—З–Ї—Г –љ–∞ —Б–µ—А–µ–і–Є–љ–µ –њ–µ—А–µ–і–љ–µ–≥–Њ –Ї—А–∞—П, —Б—Е–Њ–і–љ—Г—О —Б –Њ–±—А–∞–±–Њ—В–∞–љ–љ–Њ–є –њ—А–Њ–і—Г–Ї—Ж–Є–µ–є. 10 –Љ–Љ –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ - —Н—В–Њ —Б–≤–Њ–±–Њ–і–љ–Њ–µ –њ–Њ–ї–µ –Њ—В –њ–µ—А–µ–і–љ–µ–є –Ї—А–Њ–Љ–Ї–Є –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ (—А–Є—Б. 49).
–Ф–ї—П –њ—А–Њ—Б—В—Л—Е —А–∞–±–Њ—В –≤–Љ–µ—Б—В–Њ –њ–ї–Є—В—Л —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –Љ–Њ–ґ–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П –≤–µ—А—Е–љ–Є–є —И—В–Є—Д—В. –®—В–Є—Д—В—Л –±—Л–≤–∞—О—В —В—А–µ—Е —А–∞–Ј–Љ–µ—А–Њ–≤, 3, 5 –Є 9 –Љ–Љ –≤ –і–Є–∞–Љ–µ—В—А–µ, –Є –Љ–Њ–≥—Г—В –±—Л—В—М —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л –љ–∞ —А–µ–≥—Г–ї–Є—А—Г–µ–Љ–Њ–є –њ–µ—А–µ–Ї–ї–∞–і–Є–љ–µ –љ–∞ –љ–µ–њ–Њ–і–≤–Є–ґ–љ–Њ–Љ –Њ—Б–љ–Њ–≤–∞–љ–Є–Є (—А–Є—Б. 46).
–®—В–∞–Љ–њ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П (–≤–µ—А—Е–љ–Є–є —И—В–Є—Д—В) —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –љ–∞ –≤–µ—А—Е–љ–µ–є —А–µ–≥—Г–ї–Є—А—Г–µ–Љ–Њ–є —А–∞–Љ–µ –њ–Њ —Ж–µ–љ—В—А—Г –Є —Д–Є–Ї—Б–Є—А—Г–µ—В—Б—П –Њ–њ–Њ—А–љ—Л–Љ –Ј–≤–µ–љ–Њ–Љ, —А–µ–≥—Г–ї–Є—А—Г–µ–Љ–Њ–є —А–µ–є–Ї–Њ–є –Є –Ј–∞–ґ–Є–Љ–∞–Љ–Є (—Б–Ї–Њ–±–∞–Љ–Є) (—А–Є—Б.45).
–Т–љ–Є–Љ–∞–љ–Є–µ:
–®—В–∞–Љ–њ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –Љ–Њ–ґ–љ–Њ –њ—А–∞–≤–Є–ї—М–љ–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–Є—В—М –љ–∞ –≤–µ—А—Е–љ–µ–є —А–∞–Љ–µ, –µ—Б–ї–Є –≤—Л—А–Њ–≤–љ—П—В—М –Ј–∞—Б–µ—З–Ї—Г –љ–∞ –љ–µ–Љ —Б —Ж–µ–љ—В—А–∞–ї—М–љ—Л–Љ –≤–Є–љ—В–Њ–Љ –љ–∞ –≤–µ—А—Е–љ–µ–є —А–∞–Љ–µ. –£—Б—В–∞–љ–Њ–≤–Ї—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –≤—Л–њ–Њ–ї–љ—П—В—М –љ–∞ –љ–∞–ї–∞–і–Њ—З–љ–Њ–Љ —Б—В–Њ–ї–µ.
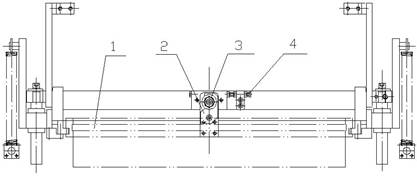  
 
–†–Є—Б.47
1.–Т–µ—А—Е–љ—П—П —А–∞–Љ–∞ 2.–Ъ—А–Є–≤–Њ–є –љ–Њ–ґ3. –Ч–∞–ґ–Є–Љ–љ—Л–є –≤–Є–љ—В 4.–Т–Є–љ—В —В–Њ—З–љ–Њ–є –љ–∞—Б—В—А–Њ–є–Ї–Є
–Т–µ—А—Е–љ—П—П —А–∞–Љ–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–∞ –≤ –Љ–∞—И–Є–љ–µ –њ–Њ—Б–ї–µ –њ—А–∞–≤–Є–ї—М–љ–Њ–≥–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–є –њ–ї–Є—В—Л –Є–ї–Є —И—В–Є—Д—В–∞ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П. –Я—А–Є–і–µ—А–ґ–Є–≤–∞–є—В–µ—Б—М —Б–ї–µ–і—Г—О—Й–µ–є –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В–Є –і–µ–є—Б—В–≤–Є–є:
1. –Ю—Б–ї–∞–±—М—В–µ –Ј–∞–ґ–Є–Љ–љ—Л–є –±–Њ–ї—В, –њ–Њ–≤–µ—А–љ–Є—В–µ –њ–ї–Є—В—Г —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –ї–µ–≥–Ї–Њ –Є–Ј–≤–ї–µ—З—М –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г (—А–Є—Б. 47).
2. –Я–Њ—З—В–Є –њ–Њ–ї–љ–Њ—Б—В—М—О —Б–Љ–Њ–љ—В–Є—А–Њ–≤–∞–љ–љ–∞—П —А–∞–Љ–∞ –і–Њ–≤–Њ–ї—М–љ–Њ —В—П–ґ–µ–ї–∞—П –Є —В—А–µ–±—Г–µ—В—Б—П –і–≤–∞ —З–µ–ї–Њ–≤–µ–Ї–∞, –њ–Њ –Њ–і–љ–Њ–Љ—Г —Б –Ї–∞–ґ–і–Њ–є —Б—В–Њ—А–Њ–љ—Л, —З—В–Њ–±—Л –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –њ–Њ–ї–љ–Њ—Б—В—М—О –≤—Л–љ—Г—В—М –µ–µ. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л —Г—Б—В–∞–љ–Њ–≤–Є—В—М –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г, –њ—А–Њ–і–µ–ї–∞–є—В–µ –≤—Б–µ –≤—Л—И–µ—Г–Ї–∞–Ј–∞–љ–љ—Л–µ –Њ–њ–µ—А–∞—Ж–Є–Є –≤ –Њ–±—А–∞—В–љ–Њ–Љ –њ–Њ—А—П–і–Ї–µ.
3. –Я–µ—А–µ–і–љ—П—П –Є –Ј–∞–і–љ—П—П —Г—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–µ –і–µ—В–∞–ї–Є –Љ–Њ–≥—Г—В –±—Л—В—М –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ—Л —Б –≤—Л—Б–Њ–Ї–Њ–є —В–Њ—З–љ–Њ—Б—В—М—О. –Ф–ї—П —Н—В–Њ–≥–Њ –і–≤–Є–≥–∞–є—В–µ –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г, –Є—Б–њ–Њ–ї—М–Ј—Г—П —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л–є –≤–Є–љ—В.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я—А–Є —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–Є–Є —А–∞–Љ—Л –њ–Њ—Б—В–∞—А–∞–є—В–µ—Б—М –љ–µ –і–µ—Д–Њ—А–Љ–Є—А–Њ–≤–∞—В—М –љ–∞—В—П–ґ–љ—Л–µ —Б—В–µ—А–ґ–љ–Є, –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –Ї–Њ—В–Њ—А—Л—Е –Ј–∞–≤–Є—Б–Є—В –Њ—В —А–∞–Ј–Љ–µ—А–∞ —И—В–∞–Љ–њ–∞.
–±. –Э–Є–ґ–љ—П—П —А–∞–Љ–∞: –≤—Л–µ–Љ —А–∞–Љ—Л –Є–Ј —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Љ–Њ–ґ–µ—В –≤—Л–њ–Њ–ї–љ—П—В—М—Б—П —В–Њ–ї—М–Ї–Њ –≤ —Б–∞–Љ–Њ–Љ –љ–Є–ґ–љ–µ–Љ –µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В—Л, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л–µ –љ–∞ –њ–ї–Є—В–µ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –±—Г–і—Г—В –љ–∞—В–∞–ї–Ї–Є–≤–∞—В—М—Б—П –љ–∞ —А–µ–≥—Г–ї–Є—А—Г–µ–Љ—Л–є –±—А—Г—Б.
–Э–Є–ґ–љ—П—П —А–∞–Љ–∞ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–∞ –Є–Ј –∞–ї—О–Љ–Є–љ–Є—П —Б –њ–µ—А–µ–і–љ–Є–Љ –Є –Ј–∞–і–љ–Є–Љ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ–Љ.
–Ю—Б–љ–Њ–≤–љ—Л–Љ —Н–ї–µ–Љ–µ–љ—В–Њ–Љ –љ–Є–ґ–љ–µ–є —А–∞–Љ—Л, —П–≤–ї—П–µ—В—Б—П –њ–Њ–і–њ—А—Г–ґ–Є–љ–µ–љ–љ—Л–є —И—В–Є—Д—В. –Ю–љ —А–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П –≤ –Њ–і–љ—Г –ї–Є–љ–Є—О —Б –≤–µ—А—Е–љ–Є–Љ —И—В–Є—Д—В–Њ–Љ, —Б–Њ–Ј–і–∞–≤–∞—П, —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –і–ї—П –Ј–∞—Е–≤–∞—В–∞ –Њ–±–ї–Њ—П. –Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –Њ–і–љ–Њ–≥–Њ –њ–Њ–і–њ—А—Г–ґ–Є–љ–µ–љ–љ–Њ–≥–Њ —И—В–Є—Д—В–∞ –љ–∞ –Њ–і–љ—Г —Б–µ–Ї—Ж–Є—О. –Я–Њ–і–њ—А—Г–ґ–Є–љ–µ–љ–љ—Л–є —И—В–Є—Д—В –±—Л–≤–∞–µ—В —В—А–µ—Е –≤–Є–і–Њ–≤: 3, 5 –Є 9 –Љ–Љ –≤ –і–Є–∞–Љ–µ—В—А–µ. –Х–≥–Њ –Љ–Њ–љ—В–Є—А—Г—О—В –љ–∞ —А–µ–≥—Г–ї–Є—А—Г–µ–Љ—Г—О –њ–Њ–њ–µ—А–µ—З–љ—Г—О —А–µ–є–Ї—Г –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –љ–µ–њ–Њ–і–≤–Є–ґ–љ–Њ–≥–Њ –Њ—Б–љ–Њ–≤–∞–љ–Є—П –Є –љ–µ–њ–Њ–і–≤–Є–ґ–љ–Њ–є –њ–ї–∞–љ–Ї–Є. –Я–Њ–њ–µ—А–µ—З–љ–∞—П —А–µ–є–Ї–∞, –≤ —Б–≤–Њ—О –Њ—З–µ—А–µ–і—М, –Ї—А–µ–њ–Є—В—Б—П –љ–∞ –љ–Є–ґ–љ–µ–є —А–∞–Љ–µ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Ј–∞–ґ–Є–Љ–Њ–≤ (—А–Є—Б. 48).
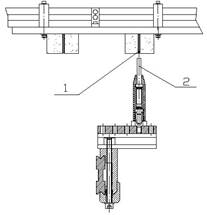  
 
–†–Є—Б.48
1.–Ы–Є–љ–µ–є–Ї–∞ –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ 2.–Э–Є–ґ–љ–Є–є —И—В–Є—Д—В –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
–Т–љ–Є–Љ–∞–љ–Є–µ:
–†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М —И—В–Є—Д—В –љ–∞ –љ–Є–ґ–љ—О—О —А–∞–Љ—Г –љ–∞ –љ–∞–ї–∞–і–Њ—З–љ–Њ–Љ —Б—В–Њ–ї–µ.
–Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –і–µ–є—Б—В–≤–Є–є:
1. –Ю—Б–ї–∞–±—М—В–µ –Ј–∞–ґ–Є–Љ–љ—Л–є –≤–Є–љ—В, –њ–Њ–≤–µ—А–љ–Є—В–µ –њ–ї–Є—В—Г —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –ї–µ–≥–Ї–Њ –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –Є–Ј–≤–ї–µ—З—М –љ–Є–ґ–љ—О—О —А–∞–Љ—Г. –Ч–∞—В–µ–Љ –њ–Њ–≤–µ—А–љ–Є—В–µ –њ–ї–Є—В—Г –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –Ј–∞–Ї—А–µ–њ–Є—В–µ –≤–Є–љ—В –і–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є —А–∞–Љ—Л –≤ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
2. –Я–Њ—З—В–Є –њ–Њ–ї–љ–Њ—Б—В—М—О —Б–Љ–Њ–љ—В–Є—А–Њ–≤–∞–љ–љ–∞—П —А–∞–Љ–∞ –і–Њ–≤–Њ–ї—М–љ–Њ —В—П–ґ–µ–ї–∞—П –Є —В—А–µ–±—Г–µ—В—Б—П –і–≤–∞ —З–µ–ї–Њ–≤–µ–Ї–∞, –њ–Њ –Њ–і–љ–Њ–Љ—Г —Б –Ї–∞–ґ–і–Њ–є —Б—В–Њ—А–Њ–љ—Л, —З—В–Њ–±—Л –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –њ–Њ–ї–љ–Њ—Б—В—М—О –≤—Л–љ—Г—В—М –µ–µ. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л —Г—Б—В–∞–љ–Њ–≤–Є—В—М –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г, –њ—А–Њ–і–µ–ї–∞–є—В–µ –≤—Б–µ –≤—Л—И–µ—Г–Ї–∞–Ј–∞–љ–љ—Л–µ –Њ–њ–µ—А–∞—Ж–Є–Є –≤ –Њ–±—А–∞—В–љ–Њ–Љ –њ–Њ—А—П–і–Ї–µ.
3. –Я–µ—А–µ–і–љ—П—П –Є –Ј–∞–і–љ—П—П —Г—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–µ –і–µ—В–∞–ї–Є –Љ–Њ–≥—Г—В –±—Л—В—М –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ—Л —Б –≤—Л—Б–Њ–Ї–Њ–є —В–Њ—З–љ–Њ—Б—В—М—О. –Ф–ї—П —Н—В–Њ–≥–Њ –і–≤–Є–≥–∞–є—В–µ –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г, –Є—Б–њ–Њ–ї—М–Ј—Г—П —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л–є –≤–Є–љ—В.
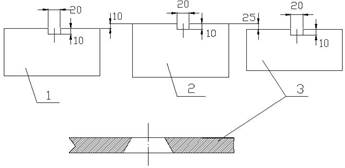  
 
–†–Є—Б.49
1.–Я—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ 2.–Т—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є —И—В–∞–Љ–њ 3.–Ь–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ
–≤. –£—Б—В–∞–љ–Њ–≤–Ї–∞ –Љ–∞—В—А–Є—З–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞: –Њ–љ —Б–Љ–Њ–љ—В–Є—А–Њ–≤–∞–љ —Б–Њ —Б—А–µ–і–љ–µ–є —А–∞–Љ–Њ–є, –Ї–Њ—В–Њ—А–∞—П –љ–µ–њ–Њ–і–≤–Є–ґ–љ–∞ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–Ь–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ –Є–Ј –њ–µ—А–≤–Њ—Б–Њ—А—В–љ–Њ–є –њ—А–µ—Б—Б–Њ–≤–∞–љ–љ–Њ–є —Д–∞–љ–µ—А—Л —В–Њ–ї—Й–Є–љ–Њ–є 12 –Љ–Љ. –Ю–љ –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞–µ—В—Б—П –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ —Б –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–Љ —И—В–∞–Љ–њ–Њ–Љ. 25 –Љ–Љ —И—В–∞–Љ–њ–∞ - —Н—В–Њ —Б–≤–Њ–±–Њ–і–љ–Њ–µ –њ–Њ–ї–µ –Њ—В –њ–µ—А–µ–і–љ–µ–є –Ї—А–Њ–Љ–Ї–Є –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞. –Ь–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ –і–µ–ї–∞–µ—В –љ–∞—Б–µ—З–Ї—Г –љ–∞ —Б–µ—А–µ–і–Є–љ–µ –њ–µ—А–µ–і–љ–µ–є –Ї—А–Њ–Љ–Ї–Є –і–ї—П –Ї–Њ–љ—В—А–Њ–ї—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є–Љ–Њ–є –њ—А–Њ–і—Г–Ї—Ж–Є–Є (—А–Є—Б. 49).
–Э–∞ –Љ–∞—В—А–Є—З–љ–Њ–Љ —И—В–∞–Љ–њ–µ –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –≤—Л–њ–Њ–ї–љ–µ–љ–∞ —Д–Њ—А–Љ–∞, –Є–і–µ–љ—В–Є—З–љ–∞—П —Д–Њ—А–Љ–µ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Л—Е –ї–Є—Б—В–Њ–≤, —Б —И–Є—А–Є–љ–Њ–є –Ї—А–Њ–Љ–Ї–Є –љ–∞ 1,5 –Љ–Љ —И–Є—А–µ, —З–µ–Љ —И–Є—А–Є–љ–∞ –Њ–±–ї–Њ—П (—А–Є—Б. 49). –Ь–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–Љ –њ–Њ–ї–љ–Њ—Б—В—М—О —Г–і–∞–ї—П–µ—В –Є —Б–≤–Њ–±–Њ–і–љ–Њ–µ –њ–Њ–ї–µ –Љ–µ–ґ–і—Г –њ–µ—А–µ–і–љ–µ–є –Ї—А–Њ–Љ–Ї–Њ–є –ї–Є—Б—В–∞, –Є –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П, –Є –Њ—Б—В–∞—В–Њ–Ї –Њ–±–ї–Њ—П.
–£—Б—В–∞–љ–Њ–≤–Ї–∞ –Љ–∞—В—А–Є—З–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П —Б–ї–µ–і—Г—О—Й–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ:
a. –Э–∞ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–є —А–∞–Љ–µ –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –њ–ї–Є—В—Г –і–ї—П –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є—П –њ–µ—А–µ–і–љ–µ–є –Ї—А–Њ–Љ–Ї–Є –ї–Є—Б—В–Њ–≤.
–±. –Э–∞ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–є —А–∞–Љ–µ —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –Њ–њ–Њ—А–љ—Л–є —Б—В–µ—А–ґ–µ–љ—М.
–≤. –Я—А–∞–≤–Є–ї—М–љ–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–Є—В–µ –Љ–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ, –≤—Л—А–∞–≤–љ–Є–≤–∞—П –µ–≥–Њ –њ–Њ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–є —Г—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–є –і–µ—В–∞–ї–Є –Є –њ–ї–Є—В–µ –њ–Њ –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є—О –њ–µ—А–µ–і–љ–µ–≥–Њ –Ї—А–∞—П, –Ј–∞—В–µ–Љ –Ј–∞–Ї—А–µ–њ–Є—В–µ –µ–≥–Њ –љ–∞ –њ–µ—А–µ–і–љ–µ–є —Г—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–є –і–µ—В–∞–ї–Є –Є –Њ–њ–Њ—А–љ–Њ–Љ —Б—В–µ—А–ґ–љ–µ.
–≥. –Я–Њ–ї–Њ–ґ–Є—В–µ –≤—Л—Б–µ–Ї–∞–µ–Љ—Л–є –ї–Є—Б—В –љ–∞ –Љ–∞—В—А–Є—З–љ—Л–є –њ—А–µ—Б—Б –Є –њ–Њ—Б–Љ–Њ—В—А–Є—В–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В –ї–Є –ї–Є—Б—В —И—В–∞–Љ–њ—Г. –Х—Б–ї–Є –љ–µ—В, –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Љ–∞—В—А–Є—З–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –≤–Є–љ—В–∞ —В–Њ—З–љ–Њ–є –љ–∞—Б—В—А–Њ–є–Ї–Є, —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–љ–Њ–≥–Њ –љ–∞ –њ–µ—А–µ–і–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Г—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–є –і–µ—В–∞–ї–Є. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ—А–Є–Ї—А–µ–њ–Є—В–µ –Љ–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ –Ї –њ–µ—А–µ–і–љ–µ–є —Г—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–є –і–µ—В–∞–ї–Є.
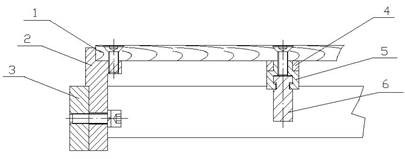  
 
–†–Є—Б.50
1.–Ь–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ 2.–Я–ї–Є—В–∞ —А–∞–≤–љ–µ–љ–Є—П –њ–Њ –њ–µ—А–µ–і–љ–µ–Љ—Г –Ї—А–∞—О 3.–Э–µ–њ–Њ–і–≤–Є–ґ–љ—Л–є —Б—В–µ—А–ґ–µ–љ—М 4.–Ю–њ–Њ—А–∞ 5. –Ч–∞–њ–Є—А–∞—О—Й–∞—П –і–µ—В–∞–ї—М 6.–Ю–њ–Њ—А–љ–∞—П –±–∞–ї–Ї–∞
5.17.2. –†–∞–±–Њ—В–∞ —Б¬† –љ–∞–ї–∞–і–Њ—З–љ—Л–Љ —Б—В–Њ–ї–Њ–Љ
–Я—А–Є–Љ–µ–љ–µ–љ–Є–µ: —Б—В–Њ–ї –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ –і–ї—П —Б–Њ–Ї—А–∞—Й–µ–љ–Є—П –≤—А–µ–Љ–µ–љ–Є, –Ј–∞—В—А–∞—З–Є–≤–∞–µ–Љ–Њ–≥–Њ –љ–∞ —Г—Б—В–∞–љ–Њ–≤–Ї—Г —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –њ—А–∞–≤–Є–ї—М–љ–Њ —А–∞–Ј–Љ–µ—Б—В–Є—В–µ –њ–ї–Є—В—Г –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В—Л –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –љ–∞ –љ–∞–ї–∞–і–Њ—З–љ–Њ–Љ —Б—В–Њ–ї–µ —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –≤—Б—В–∞–≤–Є—В—М –≤–µ—А—Е–љ–Є–µ –Є –љ–Є–ґ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В—Л –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –≤ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ —Б –љ–∞—З–∞–ї–Њ–Љ –µ–µ —А–∞–±–Њ—В—Л.
1. –Я—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–∞: –ї–µ–≥–Ї–Њ–µ —Г–њ—А–∞–≤–ї–µ–љ–Є–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–Љ –њ—А–µ—Б—Б–Њ–Љ - –∞–≤—В–Њ–Љ–∞—В–Њ–Љ –Є –њ–Њ–≤—Л—И–µ–љ–Є–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М–љ–Њ—Б—В–Є.
2. –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –њ—А–Њ—Ж–µ—Б—Б: –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П —А–∞–Ј–ї–Є—З–љ–∞ –і–ї—П –Ї–∞–ґ–і–Њ–≥–Њ –Ј–∞–Ї–∞–Ј–∞. –Ф–ї—П –Ј–∞–Ї–∞–Ј–Њ–≤ —Б–Њ —Б–ї–Њ–ґ–љ–Њ–є —Д–Њ—А–Љ–Њ–є –≤—Л—Б–µ—З–Ї–Є –Є –±–Њ–ї—М—И–Є–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ–Љ –Њ–±–ї–Њ—П, –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є –Є –Љ–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ—Л –њ—А–Њ–Є–Ј–≤–Њ–і—П—В—Б—П –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ —Б –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–Љ —И—В–∞–Љ–њ–Њ–Љ –і–ї—П —Н—В–Њ–≥–Њ –Ј–∞–Ї–∞–Ј–∞. –Ф–ї—П –Ј–∞–Ї–∞–Ј–Њ–≤ —Б –њ—А–Њ—Б—В–Њ–є —Д–Њ—А–Љ–Њ–є –≤—Л—Б–µ—З–Ї–Є –Є –љ–µ–Ј–љ–∞—З–Є—В–µ–ї—М–љ—Л–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ–Љ –Њ–±–ї–Њ—П —В–Њ–ї—М–Ї–Њ –Љ–∞—В—А–Є—З–љ—Л–є –њ—А–µ—Б—Б –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞–µ—В—Б—П –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ —Б –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–Љ —И—В–∞–Љ–њ–Њ–Љ –і–ї—П —Н—В–Њ–≥–Њ –Ј–∞–Ї–∞–Ј–∞. (–Т–љ–Є–Љ–∞–љ–Є–µ: –і–ї—П —Г—В–Њ—З–љ–µ–љ–Є—П —Б–њ–µ—Ж–Є—Д–Є–Ї–∞—Ж–Є–є –Љ–∞—В—А–Є—З–љ–Њ–≥–Њ –Є –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–Њ–≤ —Б–Љ–Њ—В—А–Є—В–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є–µ –Њ–њ–Є—Б–∞–љ–Є—П.)
–Ч–∞–Ї–∞–Ј—Л, –і–ї—П –Ї–Њ—В–Њ—А—Л—Е –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞:
a. –Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї –љ–∞ –њ—Г–∞–љ—Б–Њ–љ–Њ–Љ —И—В–∞–Љ–њ–µ —Б–і–µ–ї–∞–љ–∞ –љ–∞—Б–µ—З–Ї–∞ –њ–Њ —Ж–µ–љ—В—А—Г —И—В–∞–Љ–њ–∞, —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –µ–≥–Њ –љ–∞ –≤–µ—А—Е–љ–µ–є —А–∞–Љ–µ –Є —Б–Њ–≤–Љ–µ—Б—В–Є—В–µ –љ–∞—Б–µ—З–Ї—Г —Б —Ж–µ–љ—В—А–∞–ї—М–љ—Л–Љ –±–ї–Њ–Ї–Њ–Љ., –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –µ–≥–Њ –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ —А–µ–≥—Г–ї–Є—А—Г–µ–Љ–Њ–≥–Њ —Б—В–µ—А–ґ–љ—П –Є —Г–≥–Њ–ї–Ї–Њ–≤–Њ–є –Ї–Њ–ї–Њ–і–Ї–Є.
–±. –Т—Б—В–∞–≤—М—В–µ –≤–µ—А—Е–љ—О—О –Є –љ–Є–ґ–љ—О—О —А–∞–Љ—Л –Є –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є–µ –њ–Њ–Ј–Є—Ж–Є–Є –љ–∞ –љ–∞–ї–∞–і–Њ—З–љ–Њ–Љ —Б—В–Њ–ї–µ –Є –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –Є—Е. –Я–Њ–≤–µ—А–љ–Є—В–µ —А—Г—З–Ї—Г —В–∞–Ї, —З—В–Њ–±—Л –≤–µ—А—Е–љ—П—П —А–∞–Љ–∞ –Њ–Ї–∞–Ј–∞–ї–∞—Б—М –≤ —Б–≤–Њ–µ–Љ —Б–∞–Љ–Њ–Љ –љ–Є–ґ–љ–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є. –Т—Л–љ—М—В–µ –Є–Ј –љ–∞–ї–∞–і–Њ—З–љ–Њ–≥–Њ —Б—В–Њ–ї–∞ –∞–ї—О–Љ–Є–љ–Є–µ–≤—Г—О –њ–ї–Є—В—Г. –Ґ–µ–њ–µ—А—М –њ–µ—А–µ–≤–µ—А–љ–Є—В–µ –љ–∞–ї–∞–і–Њ—З–љ—Л–є —Б—В–Њ–ї —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –≤–µ—А—Е–љ—П—П —А–∞–Љ–∞ –Њ–Ї–∞–Ј–∞–ї–∞—Б—М –≤ –±–Њ–ї–µ–µ –љ–Є–Ј–Ї–Њ–є –њ–Њ–Ј–Є—Ж–Є–Є, –∞ –љ–Є–ґ–љ—П—П —А–∞–Љ–∞ –≤ –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Њ–є –њ–Њ–Ј–Є—Ж–Є–Є. –£—Б—В–∞–љ–Њ–≤–Є—В–µ –њ–Њ–і–њ—А—Г–ґ–Є–љ–µ–љ–љ—Л–є —И—В–Є—Д—В, –Њ—А–Є–µ–љ—В–Є—А—Г—П—Б—М –љ–∞ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —А–µ–ґ—Г—Й–Є—Е –ї–Є–љ–µ–µ–Ї –љ–∞ –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–Љ —И—В–∞–Љ–њ–µ. –Ф–ї—П –Љ–µ–љ—М—И–µ–≥–Њ —Б—А–µ–Ј–∞ –Њ–±–ї–Њ—П –Њ–±—Л—З–љ–Њ –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –Њ–і–љ–Њ–≥–Њ –њ–Њ–і–њ—А—Г–ґ–Є–љ–µ–љ–љ–Њ–≥–Њ —И—В–Є—Д—В–∞, –Њ–і–љ–∞–Ї–Њ –і–ї—П –±–Њ–ї—М—И–µ–≥–Њ —Б—А–µ–Ј–∞ –Њ–±–ї–Њ—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В—М –і–≤–∞ –Є–ї–Є —В—А–Є –њ–Њ–і–њ—А—Г–ґ–Є–љ–µ–љ–љ—Л—Е —И—В–Є—Д—В–∞ (–Т–љ–Є–Љ–∞–љ–Є–µ: –љ–µ–њ–Њ–і–≤–Є–ґ–љ–Њ–µ –Њ—Б–љ–Њ–≤–∞–љ–Є–µ –Є –Ј–∞–ґ–Є–Љ—Л –љ–µ –і–Њ–ї–ґ–љ—Л –њ—А–µ–њ—П—В—Б—В–≤–Њ–≤–∞—В—М –њ–∞–і–µ–љ–Є—О –Њ–±–ї–Њ—П.) –Я–Њ—Б–ї–µ –љ–∞–ї–∞–і–Ї–Є —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –≤–µ—А—Е–љ—О—О –Є –љ–Є–ґ–љ—О—О —А–∞–Љ—Л –≤ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б.
–Х—Б–ї–Є –і–ї—П –Ј–∞–Ї–∞–Ј–∞ –љ–µ —В—А–µ–±—Г–µ—В—Б—П –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ, —Б–ї–µ–і—Г–µ—В –њ–Њ—Б—В—Г–њ–∞—В—М —Б–ї–µ–і—Г—О—Й–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ:
a. –°–љ–∞—З–∞–ї–∞ –њ–µ—А–µ–≤–µ—А–љ–Є—В–µ –љ–∞–ї–∞–і–Њ—З–љ—Л–є —Б—В–Њ–ї (—А–Є—Б. 51), –≤—Б—В–∞–≤—М—В–µ –∞–ї—О–Љ–Є–љ–Є–µ–≤—Г—О –њ–ї–Є—В—Г, –њ—А–∞–≤–Є–ї—М–љ–Њ —А–∞–Ј–Љ–µ—Б—В–Є—В–µ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є —И—В–∞–Љ–њ, —В–∞–Ї, —З—В–Њ–±—Л —Ж–µ–љ—В—А –љ–∞ —И—В–∞–Љ–њ–µ –±—Л–ї —Б–Њ–≤–Љ–µ—Й–µ–љ —Б —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–є —Г—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–є –і–µ—В–∞–ї—М—О.
–±. –£—Б—В–∞–љ–Њ–≤–Є—В–µ –љ–Є–ґ–љ–Є–є —И—В–Є—Д—В –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –≤ —В–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤ –Ї–Њ—В–Њ—А–Њ–Љ –Њ–±–ї–Њ–є –і–Њ–ї–ґ–µ–љ –±—Л—В—М —Г–і–∞–ї–µ–љ. –Т—Л–љ—М—В–µ –њ–ї–Є—В—Г –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –Є –∞–ї—О–Љ–Є–љ–Є–µ–≤—Г—О –њ–ї–Є—В—Г, –њ–µ—А–µ–≤–µ—А–љ–Є—В–µ —Б—В–Њ–ї –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є –њ–Њ–≤–µ—А–љ–Є—В–µ —А—Г—З–Ї—Г —В–∞–Ї, —З—В–Њ–±—Л –≤–µ—А—Е–љ—П—П —А–∞–Љ–∞ –Ј–∞–љ—П–ї–∞ —Б–≤–Њ–µ —Б–∞–Љ–Њ–µ –љ–Є–ґ–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –≤–µ—А—Е–љ–Є–є —И—В–Є—Д—В –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П –≤ –Њ–і–љ—Г –ї–Є–љ–Є—О —Б –љ–Є–ґ–љ–Є–Љ —И—В–Є—Д—В–Њ–Љ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П (–Т–љ–Є–Љ–∞–љ–Є–µ: –љ–µ–њ–Њ–і–≤–Є–ґ–љ–Њ–µ –Њ—Б–љ–Њ–≤–∞–љ–Є–µ –Є –Ј–∞–ґ–Є–Љ—Л –љ–µ –і–Њ–ї–ґ–љ—Л –њ—А–µ–њ—П—В—Б—В–≤–Њ–≤–∞—В—М –њ–∞–і–µ–љ–Є—О –Њ–±–ї–Њ—П.) –Я–Њ—Б–ї–µ –љ–∞–ї–∞–і–Ї–Є —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –≤–µ—А—Е–љ—О—О –Є –љ–Є–ґ–љ—О—О —А–∞–Љ—Л –≤ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
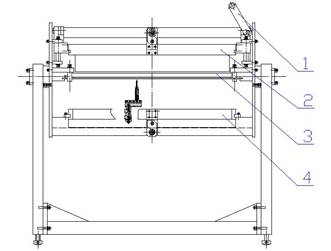  
 
–†–Є—Б.51
1.–†—Г—З–Ї–∞ 2.–Т–µ—А—Е–љ—П—П —А–∞–Љ–∞ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П 3.–Я–ї–Є—В–∞ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ 4.–Э–Є–ґ–љ—П—П —А–∞–Љ–∞ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
 
 
6. –£—Б—В—А–∞–љ–µ–љ–Є–µ –≤–Њ–Ј–Љ–Њ–ґ–љ—Л—Е –љ–µ–њ–Њ–ї–∞–і–Њ–Ї
6.1. –Я–Њ–і–∞—З–∞ –ї–Є—Б—В–Њ–≤
–†–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–љ—Л–µ –њ—А–Њ–±–ї–µ–Љ—Л:
6.1.1. –°–Є–ї–∞ –њ—А–Є—Б–Њ—Б–∞ –≤ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–µ –љ–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В —В—А–µ–±—Г–µ–Љ–Њ–є
–Т–Њ–Ј–Љ–Њ–ґ–љ—Л–µ –њ—А–Є—З–Є–љ—Л:
1. ¬†–Э–∞—А—Г—И–µ–љ–Є–µ –≥–µ—А–Љ–µ—В–Є—З–љ–Њ—Б—В–Є –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ —В—А—Г–±—Л (–µ—Б–ї–Є –≤–Њ–Ј–і—Г—Е –њ—А–Њ—Б–∞—З–Є–≤–∞–µ—В—Б—П —З–µ—А–µ–Ј –Љ–µ—Б—В–∞ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П, –Ј–∞—В—П–љ–Є—В–µ –Є—Е, –µ—Б–ї–Є –љ–∞—А—Г—И–µ–љ–∞ —Ж–µ–ї–Њ—Б—В–љ–Њ—Б—В—М —В—А—Г–±—Л - –Ј–∞–Љ–µ–љ–Є—В–µ —В—А—Г–±—Г). 2. –£—В–µ—З–Ї–∞ –≤–Њ–Ј–і—Г—Е–∞ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –Є–Ј-–Ј–∞ –љ–∞–ї–Є—З–Є—П –і—Л—А—Л –Є–ї–Є –Є–Ј-–Ј–∞ –≤—Л—Б–Њ–Ї–Њ–є —Б—В–µ–њ–µ–љ–Є –Є–Ј–љ–Њ—Б–∞ (–Ј–∞–Љ–µ–љ–Є—В–µ –њ—А–Є—Б–Њ—Б –Є–ї–Є —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –Ї–ї–∞–њ–∞–љ).
3. –£—В–µ—З–Ї–∞ –≤ –Њ–±–ї–∞—Б—В–Є –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞. (–∞. –Я—А–Њ–≤–µ—А—М—В–µ –≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б –Є —З–Є—Б—В–Њ—В—Г —Д–Є–ї—М—В—А–∞. –±. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –Ї—А—Л—И–Ї–∞ –љ–∞—Б–Њ—Б–∞ –Є–Ј–љ–Њ—Б–Є–ї–∞—Б—М –Є–ї–Є –Ј–∞–≥—А—П–Ј–љ–Є–ї–∞—Б—М, –µ—Б–ї–Є –і–∞, —В–Њ –њ–Њ—З–Є—Б—В–Є—В–µ –µ–µ –Є–ї–Є –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Є—В–µ.)
4. –°–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г –њ—А–Є—Б–Њ—Б–Њ–Љ –Є –≤–µ—А—И–Є–љ–Њ–є —Б—В–Њ–њ—Л. –Э–∞—Б—В—А–Њ–є—В–µ –≤—Л—Б–Њ—В—Г —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ —А—Г—З–Ї–Њ–є –љ–∞—Б—В—А–Њ–є–Ї–Є. –Я—А–∞–≤–Є–ї—М–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М 6 –Љ–Љ. –†–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г –њ–µ—А–µ–і–љ–Є–Љ –њ—А–Є—Б–Њ—Б–Њ–Љ –Є –≤–µ—А—И–Є–љ–Њ–є —Б—В–Њ–њ—Л –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –≤ –њ—А–µ–і–µ–ї–∞—Е 5 вАУ 10 –Љ–Љ.
6.1.2. –°–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Є—Б–Ї—А–Є–≤–ї–µ–љ
–Я—А–Є—З–Є–љ—Л:
1) –Ъ–Њ–≥–і–∞ –≥–Њ–ї–Њ–≤–Ї–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –њ–Њ–і–∞–µ—В –ї–Є—Б—В—Л, –і–≤–Є–ґ–µ–љ–Є—П –њ–µ—А–µ–і–Њ–≤—Л—Е –њ—А–Є—Б–Њ—Б–Њ–≤ –љ–∞ –Ї–∞–ґ–і–Њ–є —Б—В–Њ—А–Њ–љ–µ –љ–µ —Б–Є–љ—Е—А–Њ–љ–Є–Ј–Є—А–Њ–≤–∞–љ—Л –і—А—Г–≥ —Б –і—А—Г–≥–Њ–Љ, —З—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ –њ–µ—А–µ–і–Њ–≤—Л–µ –Ј–∞—Е–≤–∞—В—Л –љ–∞—Е–Њ–і—П—В—Б—П –≤ –ї–Є–љ–Є—О —Б –≤–µ—А—И–Є–љ–Њ–є —Б—В–Њ–њ—Л. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–∞ –љ–∞—Б—В—А–Њ–є–Ї–∞.
2) –†–∞–Ј–љ–∞—П —Б—В–µ–њ–µ–љ—М –љ–∞—В—П–ґ–µ–љ–Є—П —А–µ–Љ–љ–µ–є —Б –Ї–∞–ґ–і–Њ–є –Є–Ј —Б—В–Њ—А–Њ–љ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –Я—А–Є—З–Є–љ–Њ–є –Љ–Њ–ґ–µ—В –±—Л—В—М –Ї–∞–Ї —А–∞–Ј–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ, —В–∞–Ї –Є —А–∞–Ј–љ–Њ–µ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ —А–µ–Љ–љ–µ–є. –Т —Н—В–Є—Е —Б–Є—В—Г–∞—Ж–Є—П—Е —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М –Ї–Њ–ї–µ—Б–Њ –љ–∞—В—П–ґ–µ–љ–Є—П, –њ–Њ–≤–Њ—А–Њ—В–Њ–Љ —А—Г—З–Ї–Є –љ–∞—Б—В—А–Њ–є–Ї–Є –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М –Ї–Њ–ї–µ—Б–Њ –і–∞–≤–ї–µ–љ–Є—П –Є —Б–Љ–µ–љ–Є—В—М –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –Њ–њ–Њ—А—Л.
3) –Ъ–Њ–ї–µ—Б–Њ —Д–Є–≥—Г—А–љ–Њ–≥–Њ –≤–∞–ї–Є–Ї–∞ –≤ —Г—Б—В—А–Њ–є—Б—В–≤–µ –њ–Њ–і–∞—З–Є –Є–Љ–µ–µ—В –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–µ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–µ –Є –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є —Б—В–µ–њ–µ–љ—М –і–∞–≤–ї–µ–љ–Є—П –Ї–Њ–ї–µ—Б–∞.
6.1.3. –Т–Є–±—А–∞—Ж–Є—П –≥–Њ–ї–Њ–≤–Ї–Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞
–Я—А–Є—З–Є–љ—Л:
1) –°–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–µ–љ—М–Ї–∞—П —Б–Є–ї–∞ –≤–Њ–Ј–≤—А–∞—В–∞ –њ—А–Њ—В—П–≥–Є–≤–∞—О—Й–µ–≥–Њ –ї–µ–Ј–≤–Є—П, —З—В–Њ –њ—А–Є–≤–Њ–і–Є—В –Ї —В–Њ–Љ—Г, —З—В–Њ –Ї—Г–ї–∞—З–Њ–Ї –љ–µ —Г—Б–њ–µ–≤–∞–µ—В –Ј–∞ –Ї–∞—З–∞—О—Й–Є–Љ–Є—Б—П –і–≤–Є–ґ–µ–љ–Є—П–Љ–Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –Ф–ї—П —А–µ—И–µ–љ–Є—П —Н—В–Њ–є –њ—А–Њ–±–ї–µ–Љ—Л –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В—М –љ–Њ–≤–Њ–µ –ї–µ–Ј–≤–Є–µ.
2) –Я—А–Є —Г–≤–µ–ї–Є—З–µ–љ–Є–Є —Б—В–µ–њ–µ–љ–Є –Є–Ј–љ–Њ—Б–∞ –і–≤—Г—Е —Б—В–Њ–њ–Њ—А–Њ–≤ –≥–Њ–ї–Њ–≤–Ї–Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞, –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М –≤ —Г–≤–µ–ї–Є—З–µ–љ–Є–Є —И–∞–≥–∞, —Б –Ї–Њ—В–Њ—А—Л–Љ –Ї–Њ–Њ—А–і–Є–љ–Є—А—Г–µ—В—Б—П —А–∞–±–Њ—В–∞ —А–∞–Ј–ї–Є—З–љ—Л—Е —З–∞—Б—В–µ–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –Ч–∞–Љ–µ–љ–∞ –љ–Њ–≤—Л—Е —Б—В–Њ–њ–Њ—А–Њ–≤ —Г—Б—В—А–∞–љ–Є—В –≤–Њ–Ј–љ–Є–Ї—И–Є–µ –њ—А–Њ–±–ї–µ–Љ—Л.
6.1.4. –Ф–≤–Њ–є–љ–Њ–є –ї–Є—Б—В
–Я—А–Є—З–Є–љ—Л:
1) –У–Њ–ї–Њ–≤–Ї–∞ –њ—А–Є—Б–Њ—Б–∞ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –љ–∞—Е–Њ–і–Є—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ –±–ї–Є–Ј–Ї–Њ –Њ—В –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Б—В–Њ–њ—Л (–љ–∞—Б—В—А–Њ–є—В–µ –≤—Л—Б–Њ—В—Г, —Б–Њ—Е—А–∞–љ—П—П –і–Є—Б—В–∞–љ—Ж–Є—О –≤ –њ—А–µ–і–µ–ї–∞—Е 6 вАУ 7 –Љ–Љ).
2) –Ю—В–і–µ–ї—П—О—Й–∞—П, —Б–Ї–Њ—И–µ–љ–љ–∞—П —Й–µ—В–Ї–Є –Є–ї–Є –ї–µ–Ј–≤–Є–µ –љ–∞—Е–Њ–і—П—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ –≤—Л—Б–Њ–Ї–Њ –љ–∞–і —Б—В–Њ–њ–Њ–є –Є–ї–Є –њ–µ—А–µ–і —Б—В–Њ–њ–Њ–є –Є –љ–Є–Љ–Є —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–∞—П –і–Є—Б—В–∞–љ—Ж–Є—П. (–Ю—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –ї–µ–Ј–≤–Є—П —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –Њ–љ–Њ —А–∞—Б–њ–Њ–ї–∞–≥–∞–ї–Њ—Б—М –љ–∞ 5-10 –Љ–Љ –≤—Л—И–µ –Є –љ–∞ 3-7- –Љ–Љ –љ–µ–Љ–љ–Њ–≥–Њ –≤–њ–µ—А–µ–і–Є —Б—В–Њ–њ—Л. –Ю—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —Й–µ—В–Ї–Є –љ–∞ 1 –Љ–Љ –≤—Л—И–µ —Б—В–Њ–њ—Л.)
3) –С–ї–Њ–Ї –Ј–∞–і–љ–µ–≥–Њ –Њ–±–і—Г–≤–∞ —А–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ –љ–Є–Ј–Ї–Њ. –Э–∞–Ј–љ–∞—З–µ–љ–Є–µ –і–∞–љ–љ–Њ–≥–Њ –±–ї–Њ–Ї–∞ –≤ —В–Њ–Љ, —З—В–Њ–±—Л –≤–µ–љ—В–Є–ї–Є—А–Њ–≤–∞—В—М –Є –Њ—В–і–µ–ї—П—В—М –ї–Є—Б—В—Л. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –µ—Б–ї–Є –Њ–љ —А–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ –љ–Є–Ј–Ї–Њ, –љ–∞ –≤–µ—А—Е–љ—О—О —З–∞—Б—В—М —Б—В–Њ–њ—Л –љ–µ –±—Г–і–µ—В –Њ–Ї–∞–Ј—Л–≤–∞—В—М—Б—П –љ—Г–ґ–љ–Њ–≥–Њ –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—П —Б —Ж–µ–ї—М—О –Њ–±–ї–µ–≥—З–µ–љ–Є—П –Њ—В–і–µ–ї–µ–љ–Є—П –ї–Є—Б—В–Њ–≤.
6.1.5. –Э–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —А–∞–≤–љ–µ–љ–Є–µ –ї–Є—Б—В–Њ–≤ –њ–Њ –±–Њ–Ї–Њ–≤–Њ–Љ—Г —Г–њ–Њ—А—Г
–У–ї–∞–≤–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ, –њ—А–Њ–±–ї–µ–Љ–∞ –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–є –Є–ї–Є —Б–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–µ–љ—М–Ї–Њ–є —В—П–љ—Г—Й–µ–є —Б–Є–ї–µ –Є–ї–Є –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–Љ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–Є —Г–њ–Њ—А–∞ –±–Њ–Ї–Њ–≤–Њ–≥–Њ —А–∞–≤–љ–µ–љ–Є—П. –Х—Б–ї–Є —В—П–љ—Г—Й–∞—П —Б–Є–ї–∞ —Б–ї–Є—И–Ї–Њ–Љ –≤–µ–ї–Є–Ї–∞, —В–Њ –ї–Є—Б—В—Л –±—Г–і—Г—В –≤—Л—Е–Њ–і–Є—В—М –Ј–∞ –љ—Г–ґ–љ—Г—О –њ–Њ–Ј–Є—Ж–Є—О –Є–ї–Є –Є—Е —Г–≥–Њ–ї–Ї–Є –±—Г–і—Г—В –Ј–∞–≥–Є–±–∞—В—М—Б—П. –Х—Б–ї–Є —В—П–љ—Г—Й–∞—П —Б–Є–ї–∞, –љ–∞–њ—А–Њ—В–Є–≤, —Б–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–∞, —В–Њ –ї–Є—Б—В—Л –Љ–Њ–≥—Г—В –љ–µ –і–Њ—Б—В–Є–≥–∞—В—М –љ—Г–ґ–љ–Њ–є –њ–Њ–Ј–Є—Ж–Є–Є. –Т –Њ–±–Њ–Є—Е —Б–ї—Г—З–∞—П—Е –љ–∞—Б—В—А–Њ–є—В–µ –≤–µ–ї–Є—З–Є–љ—Г —В—П–љ—Г—Й–µ–≥–Њ —Г—Б–Є–ї–Є—П. –С–Њ–Ї–Њ–≤–Њ–є —Г–њ–Њ—А –Є–Љ–µ–µ—В –≤—Л—Б–Њ—В—Г –≤ —В—А–Є –ї–Є—Б—В–∞ (–Њ–і–Є–љ –ї–Є—Б—В 0,2 –Љ–Љ —В–Њ–ї—Й–Є–љ–Њ–є). –Х–≥–Њ –≤—Л—Б–Њ—В–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ–∞ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –њ—А—Г–ґ–Є–љ.
–Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –њ—А–Њ–±–ї–µ–Љ–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –≤—Л–Ј–≤–∞–љ–∞ —Б–ї–Є—И–Ї–Њ–Љ —А–∞–љ–љ–Є–Љ –њ–Њ–і—К–µ–Љ–Њ–Љ –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Г–њ–Њ—А–∞. –Ъ–Њ–≥–і–∞ –±–Њ–Ї–Њ–≤–Њ–є —Г–њ–Њ—А –њ–Њ–і–љ–Є–Љ–∞–µ—В—Б—П —А–∞–љ—М—И–µ –Ј–∞–Ї—А—Л—В–Є—П –Ј–∞—Е–≤–∞—В–∞, –і–≤–Є–ґ–µ–љ–Є–µ –ї–Є—Б—В–Њ–≤ –≤—Л—Е–Њ–і–Є—В –Є–Ј-–њ–Њ–і –Ї–Њ–љ—В—А–Њ–ї—П, –≤—Л–Ј—Л–≤–∞—П —Б–Љ–µ—Й–µ–љ–Є–µ —Г–њ–Њ—А–∞ –≤–Њ –≤—А–µ–Љ—П –≤—Л—А—Г–±–Ї–Є. –° –і—А—Г–≥–Њ–є —Б—В–Њ—А–Њ–љ—Л, –µ—Б–ї–Є –њ–Њ–і—К–µ–Љ —Г–њ–Њ—А–∞ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —Б–ї–Є—И–Ї–Њ–Љ –њ–Њ–Ј–і–љ–Њ, —В–Њ –ї–Є—Б—В—Л –Љ–Њ–≥—Г—В —А–≤–∞—В—М—Б—П. –†–µ—И–µ–љ–Є–µ –њ—А–Њ–±–ї–µ–Љ—Л —Б–Њ—Б—В–Њ–Є—В –≤ —В–Њ–Љ, —З—В–Њ–±—Л –љ–∞—Б—В—А–Њ–Є—В—М –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ (—Г–≥–Њ–ї) –Ї—Г–ї–∞—З–Ї–∞ –Є–ї–Є —И–µ—Б—В–µ—А–љ–Є –љ–∞ –±–Њ–Ї–Њ–≤–Њ–Љ —Г–њ–Њ—А–µ, —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ–±—Л –њ–Њ–і—К–µ–Љ —Г–њ–Њ—А–∞ –њ—А–Њ–Є—Б—Е–Њ–і–Є–ї –њ–µ—А–µ–і –љ–∞—З–∞–ї–Њ–Љ –і–≤–Є–ґ–µ–љ–Є—П —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –Є –њ–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –Ј–∞—Е–≤–∞—В—Л —Б–Љ—Л–Ї–∞—О—В—Б—П.
6.1.6. –Э–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –ї–Є—Б—В–Њ–≤ –њ—А–Є —А–∞–≤–љ–µ–љ–Є–Є –њ–Њ –њ–µ—А–µ–і–љ–µ–Љ—Г —Г–њ–Њ—А—Г
–Я—А–Њ–±–ї–µ–Љ–∞ –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ–∞ —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Є–Љ –і–∞–≤–ї–µ–љ–Є–µ–Љ –Њ–±–ґ–Є–Љ–љ–Њ–≥–Њ –ї–µ–Ј–≤–Є—П –Є–ї–Є –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ—Л–Љ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–µ–Љ –≤—А–∞—Й–∞—О—Й–Є—Е—Б—П —Й–µ—В–Њ–Ї –љ–∞ —Б—В–Њ–ї–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –Ю—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –Њ–±–ґ–Є–Љ–љ–Њ–µ –ї–µ–Ј–≤–Є–µ, —З—В–Њ–±—Л –њ–Њ–Ј–≤–Њ–ї–Є—В—М –ї–Є—Б—В–∞–Љ –Ј–∞–љ–Є–Љ–∞—В—М —Б–≤–Њ–µ —Б–∞–Љ–Њ–µ –љ–Є–Ј–Ї–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ (–≤ –і–≤–∞ –ї–Є—Б—В–∞ —В–Њ–ї—Й–Є–љ–Њ–є –Њ—В –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞). –Ю—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤—А–∞—Й–∞—О—Й–Є—Е—Б—П —Й–µ—В–Њ–Ї –љ–∞ —Б—В–Њ–ї–µ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞, –≤—Л—А–Њ–≤–љ—П–є—В–µ –њ–Њ —Ж–µ–љ—В—А—Г –Ј–∞–і–љ—О—О —Б—В–Њ—А–Њ–љ—Г —Б—В–Њ–њ—Л, —З—В–Њ–±—Л —Й–µ—В–Ї–Є —А–∞–Ј–≤–Є–≤–∞–ї–Є —В–Њ–ї–Ї–∞—О—Й—Г—О —Б–Є–ї—Г –њ—А–Є –і–≤–Є–ґ–µ–љ–Є–Є –Ї –њ–µ—А–µ–і–љ–µ–Љ—Г —Г–њ–Њ—А—Г.
6.2. –Т—Л—Б–µ—З–Ї–∞
–†–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–љ—Л–µ –њ—А–Њ–±–ї–µ–Љ—Л:
6.2.1. –Э–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–µ —Г—Б–Є–ї–Є–µ –≤—Л—Б–µ—З–Ї–Є
1. –Х—Б–ї–Є –љ–∞–±–ї—О–і–∞–µ—В—Б—П –љ–µ–Ј–љ–∞—З–Є—В–µ–ї—М–љ–∞—П –њ–Њ–≥—А–µ—И–љ–Њ—Б—В—М, –њ—А–Њ–≤–µ—А—М—В–µ —А–µ–ґ—Г—Й–Є–µ –ї–Є–љ–µ–є–Ї–Є, —В.–Ї. –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–µ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–µ –ї–Є–љ–µ–µ–Ї –Љ–Њ–ґ–µ—В –±—Л—В—М –њ—А–Є—З–Є–љ–Њ–є –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–µ–є –њ—А–Њ–±–ї–µ–Љ—Л. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –і–Њ–±–∞–≤—М—В–µ –±–∞–ї–∞–љ—Б–Є—А—Г—О—Й–Є—Е –ї–Є–љ–µ–µ–Ї, —З—В–Њ–±—Л —В–Є–≥–µ–ї—М –њ–Њ–ї—Г—З–∞–ї —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–µ —Г—Б–Є–ї–Є–µ. 2. –Х—Б–ї–Є –љ–∞–±–ї—О–і–∞–µ—В—Б—П –Ј–љ–∞—З–Є—В–µ–ї—М–љ–∞—П –њ–Њ–≥—А–µ—И–љ–Њ—Б—В—М –љ–∞ –њ–µ—А–µ–і–љ–µ–є –Є –Ј–∞–і–љ–µ–є –њ–ї–Њ—Й–∞–і–Ї–∞—Е –Є–ї–Є –њ–Њ —Г–≥–ї–∞–Љ, —В–Њ –њ—А–Є—З–Є–љ–Њ–є, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —П–≤–ї—П–µ—В—Б—П —В–Њ, —З—В–Њ —З–µ—В—Л—А–µ –Ї–∞—З–∞—О—Й–Є—Е—Б—П –Њ–њ–Њ—А—Л —В–Є–≥–ї—П –љ–µ–Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–є –≤—Л—Б–Њ—В—Л. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Њ—В–Ї—А–Њ–є—В–µ –Ј–∞—Й–Є—В–љ—Г—О –Ї—А—Л—И–Ї—Г –Є –њ—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –Ї–∞–Ї–∞—П-—В–Њ –Є–Ј –Њ–њ–Њ—А –Є–Ј–љ–Њ—Б–Є–ї–∞—Б—М –Є –µ–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Ј–∞–Љ–µ–љ–Є—В—М. –Ю—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ —В–∞–Ї –ґ–µ —З–µ—В—Л—А–µ –Ї–Њ–љ–Є—З–µ—Б–Ї–Є—Е —И–Ї–Є–≤–∞, —В–∞–Ї, —З—В–Њ–±—Л –Њ–љ–Є –±—Л–ї–Є –∞–±—Б–Њ–ї—О—В–љ–Њ –Є–і–µ–љ—В–Є—З–љ—Л.
6.2.2. –Э–µ—В–Њ—З–љ–Њ—Б—В—М –≤—Л—Б–µ—З–Ї–Є
1. –Т—Л—Б–Њ–Ї–∞—П —Б—В–µ–њ–µ–љ—М –Є–Ј–љ–Њ—Б–∞ –њ—А–µ—А—Л–≤–Є—Б—В–Њ–є –њ–µ—А–µ–і–∞—З–Є –њ—А–Є–≤–Њ–і–Є—В –Ї –і—А–Њ–ґ–∞–љ–Є—О —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –љ–∞ —Б—В–∞–і–Є–Є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –Є –њ—А–Є –љ–∞—З–∞–ї–µ –≤—Л—А—Г–±–Ї–Є. –Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —Н—В–Њ –Њ–Ї–∞–Ј—Л–≤–∞–µ—В –љ–µ–≥–∞—В–Є–≤–љ—Л–є —Н—Д—Д–µ–Ї—В –љ–∞ –Ї–Њ–љ–µ—З–љ—Л–є —А–µ–Ј—Г–ї—М—В–∞—В. –Т —Н—В–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –Њ–±—А–∞—В–Є—В—М—Б—П –Ј–∞ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–є –њ–Њ–і–і–µ—А–ґ–Ї–Њ–є –Ї –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—О –Є –≤—Л–њ–Њ–ї–љ–Є—В—М —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–є –Њ—Б–Љ–Њ—В—А –њ—А–µ—А—Л–≤–Є—Б—В–Њ–є –њ–µ—А–µ–і–∞—З–Є.
2. –Я—А–Є –Є–Ј–љ–Њ—Б–µ –Њ—Б–љ–Њ–≤–љ–Њ–є –њ–µ—А–µ–і–∞—О—Й–µ–є —Ж–µ–њ–Є –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –µ–µ –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ–Њ–µ —Г–і–ї–Є–љ–µ–љ–Є–µ, —З—В–Њ —Б—А–∞–Ј—Г –ґ–µ –Њ—В—А–∞–ґ–∞–µ—В—Б—П –љ–∞ —В–Њ—З–љ–Њ—Б—В–Є —Г–Ї–ї–∞–і–Ї–Є –ї–Є—Б—В–Њ–≤ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –≤—Л—А—Г–±–Ї–Є. –Ф–ї—П —А–µ—И–µ–љ–Є—П —Н—В–Њ–є –њ—А–Њ–±–ї–µ–Љ—Л –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Є—В—М —Ж–µ–њ—М.
3. –Э–µ—В–Њ—З–љ–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л –Є–ї–Є –њ–ї–Є—В—Л –≤—Л—А—Г–±–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –њ—А–Є–≤–Њ–і–Є—В –Ї —Б–Є–ї—М–љ–Њ–Љ—Г –Є–Ј–љ–Њ—Б—Г –њ–µ—А–µ–і–∞—В–Њ—З–љ–Њ–≥–Њ —И–Ї–Є–≤–∞ –љ–∞ –њ–ї–Є—В–µ –≤—Л—А—Г–±–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –Є –Ї–∞–Ї —А–µ–Ј—Г–ї—М—В–∞—В —Г–≤–µ–ї–Є—З–µ–љ–Є—О —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –Ј–∞–Ј–Њ—А–Њ–≤. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ —В—А–µ–±—Г–µ—В—Б—П –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Ї–∞ —И–Ї–Є–≤–∞.
4. –°–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–µ–љ—М–Ї–∞—П –і–Є—Б—В–∞–љ—Ж–Є—П –і–ї—П —Б–≤–Њ–±–Њ–і–љ–Њ–≥–Њ —Е–Њ–і–∞ —И–Ї–Є–≤–∞.
–Я—А–Є –і–≤–Є–ґ–µ–љ–Є–Є —Ж–µ–њ–Є –і–Њ–њ—Г—Б–Ї–∞–µ—В—Б—П –љ–µ–Ї–Њ—В–Њ—А–∞—П –њ–Њ–≥—А–µ—И–љ–Њ—Б—В—М –≤ –њ—А–µ–і–µ–ї–∞—Е 1,5%, –њ—А–Є —Н—В–Њ–Љ —Б–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–µ–љ—М–Ї–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г –њ–µ—А–µ–і–љ–Є–Љ –Є –Ј–∞–і–љ–Є–Љ —А–Њ–≤–љ–Є—В–µ–ї—П–Љ–Є –љ–µ –і–∞–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є —Г—Б—В—А–∞–љ–Є—В—М —Н—В—Г –њ–Њ–≥—А–µ—И–љ–Њ—Б—В—М, —З—В–Њ –Њ–њ—П—В—М –ґ–µ –Њ—В—А–∞–ґ–∞–µ—В—Б—П –љ–∞ –Ї–∞—З–µ—Б—В–≤–µ –≤—Л—А—Г–±–Ї–Є. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –≤–Є–љ—В –љ–∞ –њ–µ—А–µ–і–љ–µ–Љ —А–Њ–≤–љ–Є—В–µ–ї–µ, —З—В–Њ–±—Л –њ–µ—А–µ–і–љ–Є–є –Є –Ј–∞–і–љ–Є–є —А–Њ–≤–љ–Є—В–µ–ї–Є –њ–Њ–і–≤–Є–љ—Г–ї–Є –њ—А–Є–ґ–Є–Љ–љ—Г—О –±–∞–ї–Ї—Г –љ–∞ 2-3 –Љ–Љ.
5. –Э–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–∞—П –Є–ї–Є –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–∞—П —Б–Є–ї–∞ —Б–ґ–∞—В–Є—П –Ј–∞—Е–≤–∞—В–∞.
–Ґ–∞–Ї –Ї–∞–Ї —Г–њ—А—Г–≥–Њ—Б—В—М –Ј–∞—Е–≤–∞—В–∞ –Є–Љ–µ–µ—В —В–µ–љ–і–µ–љ—Ж–Є—О –Њ—Б–ї–∞–±–µ–≤–∞—В—М, —Н—В–Њ –Љ–Њ–ґ–µ—В –њ—А–Є–≤–Њ–і–Є—В—М –Ї —В–Њ–Љ—Г, —З—В–Њ –ї–Є—Б—В—Л –њ—А–Є –њ–Њ–і–∞—З–µ –±—Г–і—Г—В —Б–Њ—Б–Ї–∞–ї—М–Ј—Л–≤–∞—В—М, —З—В–Њ, –љ–µ—Б–Њ–Љ–љ–µ–љ–љ–Њ, —Б–Ї–∞–ґ–µ—В—Б—П –љ–∞ —В–Њ—З–љ–Њ—Б—В–Є –≤—Л—А—Г–±–Ї–Є. –Э–µ—Б–±–∞–ї–∞–љ—Б–Є—А–Њ–≤–∞–љ–љ–∞—П —Б–Є–ї–∞ —Б–ґ–∞—В–Є—П –Ј–∞—Е–≤–∞—В–Њ–≤ –Љ–Њ–ґ–µ—В –њ—А–Є–≤–Њ–і–Є—В—М –Ї —В–Њ–Љ—Г, —З—В–Њ –ї–Є—Б—В—Л –≤–Њ –≤—А–µ–Љ—П –≤—Л—А—Г–±–Ї–Є –±—Г–і—Г—В —Б–≥–Є–±–∞—В—М—Б—П –Є –≥–Њ—А–±–Є—В—М—Б—П. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞—Б—В—А–Њ–Є—В—М –Њ–і–Є–љ–∞–Ї–Њ–≤—Г—О –≤—Л—Б–Њ—В—Г –љ–µ–њ–Њ–і–≤–Є–ґ–љ—Л—Е –Ј–∞—Е–≤–∞—В–Њ–≤, –≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ, –ї–Є—Б—В—Л –±—Г–і—Г—В —Б—В–∞–ї–Ї–Є–≤–∞—В—М—Б—П –≤ –Ј–∞—Е–≤–∞—В–∞—Е –Є –Љ–Њ—А—Й–Є–љ–Є—В—М—Б—П.
6. –Ш–Ј–љ–Њ—Б —Б—В–Њ—А–Њ–љ—Л –њ–µ—А–µ–і–∞—О—Й–µ–є –њ–ї–∞—Б—В–Є–љ—Л —П–≤–ї—П–µ—В—Б—П –Њ—Б–љ–Њ–≤–љ–Њ–є –њ—А–Є—З–Є–љ–Њ–є –љ–∞—А—Г—И–µ–љ–Є—П –±–Њ–Ї–Њ–≤–Њ–≥–Њ —А–∞–≤–љ–µ–љ–Є—П.¬† –Х—Б–ї–Є –љ–µ—В–Њ—З–љ–Њ—Б—В—М –≤—Л—И–ї–∞ –Ј–∞ –њ—А–µ–і–µ–ї—Л –і–Њ–њ—Г—Б—В–Є–Љ–Њ–є вАУ –Ј–∞–Љ–µ–љ–Є—В–µ –њ–ї–∞—Б—В–Є–љ—Г.
6.2.3. –Я–Њ—Б–ї–µ –≤—Л—Б–µ—З–Ї–Є –ї–Є—Б—В—Л —А–∞—Б–њ–∞–і–∞—О—В—Б—П
–≠—В–∞ –њ—А–Њ–±–ї–µ–Љ–∞ —Б–≤—П–Ј–∞–љ–∞ —Б –њ—А–Њ—Ж–µ—Б—Б–Њ–Љ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ —И—В–∞–Љ–њ–∞ –Є —И—В–∞–Љ–њ–Њ–≤–Њ–Ї —Б —А–µ–Ј–Є–љ–Њ–≤–Њ–є –њ–Њ–і–Ї–ї–∞–і–Ї–Њ–є. –Х—Б–ї–Є, —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л, –њ—А–Њ–і—Г–Ї—Ж–Є—П –Є–Љ–µ–µ—В —Б–ї–Њ–ґ–љ—Л–є –і–Є–Ј–∞–є–љ –Є —А–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П –±–Њ–ї—М—И–Є–Љ —З–Є—Б–ї–Њ–Љ —А—П–і–Њ–≤, –∞ —Б –і—А—Г–≥–Њ–є –Ї–Њ—А–Њ—В–Ї–Є–µ –њ–µ—А–µ–Љ—Л—З–Ї–Є –љ–∞ –љ–µ–є —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л —А–µ–і–Ї–Њ –Є –≤ –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ, –ї–Є—Б—В—Л –±—Г–і—Г—В –љ–µ–Є–Ј–±–µ–ґ–љ–Њ —А–∞—Б–њ–∞–і–∞—В—М—Б—П. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ —Г–≤–µ–ї–Є—З—М—В–µ —З–Є—Б–ї–Њ –Ј–∞—Б–µ—З–µ–Ї –Є —А–∞—Б–њ–Њ–ї–∞–≥–∞–є—В–µ –њ—А–Њ–і—Г–Ї—Ж–Є—О –њ–Њ –і–ї–Є–љ–љ–Њ–Љ—Г –Ї—А–∞—О. –Х—Б–ї–Є –Ї–ї–µ–є–Ї–∞—П –њ–ї–∞–љ–Ї–∞ —Б–ї–Є—И–Ї–Њ–Љ –Љ—П–≥–Ї–∞—П, —В–Њ –≤—Л—Е–Њ–і –њ—А–Њ–і—Г–Ї—Ж–Є–Є –±—Г–і–µ—В –Ј–∞—В—А—Г–і–љ–µ–љ. –£—Б—В–∞–љ–Њ–≤–Є—В–µ –±–Њ–ї–µ–µ —В–≤–µ—А–і—Г—О –Є —Г–њ—А—Г–≥—Г—О –њ–ї–∞–љ–Ї—Г.
–Ф—А—Г–≥–Њ–є –Њ—Б–љ–Њ–≤–љ–Њ–є –њ—А–Є—З–Є–љ–Њ–є –Љ–Њ–ґ–µ—В –±—Л—В—М –њ—А–µ–ґ–і–µ–≤—А–µ–Љ–µ–љ–љ—Л–є —Б—В–∞—А—В –Ј–∞—Е–≤–∞—В–Њ–≤. –Ъ–Њ–≥–і–∞ —В–Є–≥–µ–ї—М –Њ–њ—Г—Б–Ї–∞–µ—В—Б—П –њ–Њ—Б–ї–µ –≤—Л—Б–µ—З–Ї–Є, –ї–Є—Б—В—Л –≤—Б–µ –µ—Й–µ –љ–∞—Е–Њ–і—П—В—Б—П –љ–∞ –њ–ї–Є—В–µ –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞, —Б –Њ–њ—Г—Й–µ–љ–љ—Л–Љ–Є —А–µ–ґ—Г—Й–Є–Љ–Є –ї–Є–љ–µ–є–Ї–∞–Љ–Є, –њ–Њ–і —И—В–∞–Љ–њ–Њ–≤–Ї–∞–Љ–Є, –њ–ї–∞–љ–Ї–∞ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–∞ –љ–∞ 2-3 –Љ–Љ –≤—Л—И–µ —А–µ–ґ—Г—Й–Є—Е –ї–Є–љ–µ–µ–Ї. –Я—А–Є¬† —В–∞–Ї–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е —А–∞—Б–њ–∞–і–µ–љ–Є–µ –ї–Є—Б—В–Њ–≤ –Љ–Њ–ґ–µ—В –≤–Њ–Ј–љ–Є–Ї–∞—В—М, –µ—Б–ї–Є –љ–∞—З–Є–љ–∞—О—В —А–∞–±–Њ—В–∞—В—М –Ј–∞—Е–≤–∞—В—Л. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –≤—Л–њ–Њ–ї–љ–Є—В–µ –љ–∞–ї–∞–і–Ї—Г, –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–≤ —Б—В–µ–њ–µ–љ—М –Ј–∞—В—П–≥–∞ —Б–Њ–µ–і–Є–љ–Є—В–µ–ї—М–љ—Л—Е –Љ—Г—Д—В –њ—А–µ—А—Л–≤–Є—Б—В–Њ–є –њ–µ—А–µ–і–∞—З–Є –Є —Ж–µ–њ–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ –Є –Њ–њ—Г—Б—В–Є–≤ —В–Є–≥–µ–ї—М –љ–∞ 7-8 –Љ–Љ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ —Б–∞–Љ–Њ–є –≤—Л—Б–Њ–Ї–Њ–є —В–Њ—З–Ї–Є –і–Њ –љ–∞—З–∞–ї–∞ —А–∞–±–Њ—В—Л –Ј–∞—Е–≤–∞—В–Њ–≤ (10-15 –Љ–Љ –і–ї—П –Ї–∞—А—В–Њ–љ–∞).
6.2.4. –Э–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ –Љ–∞—Б–ї–∞
–Э–∞ –Љ–∞—И–Є–љ–µ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ –Є–љ–і–Є–Ї–∞—В–Њ—А, –Ї–Њ—В–Њ—А—Л–є –Ј–∞–≥–Њ—А–∞–µ—В—Б—П –≤ —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ. –Я—А–Њ–≤–µ—А—М—В–µ —Д–Є–ї—М—В—А –Є –Њ—З–Є—Б—В–Є—В–µ —А–µ—И–µ—В–Ї—Г —Д–Є–ї—М—В—А–∞. –Х—Б–ї–Є –њ—А–Њ–±–ї–µ–Љ—Г –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ —Г—Б—В—А–∞–љ–Є—В—М —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Є—В–µ –Љ–∞—Б–ї—П–љ—Л–є –љ–∞—Б–Њ—Б.
6.3. –°–µ–Ї—Ж–Є—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
–†–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–љ—Л–µ –њ—А–Њ–±–ї–µ–Љ—Л:
1. –†–∞—Б–њ–∞–і–µ–љ–Є–µ
–≠—В–∞ –њ—А–Њ–±–ї–µ–Љ–∞ –Љ–Њ–ґ–µ—В –≤–Њ–Ј–љ–Є–Ї–∞—В—М –њ—А–Є –Њ–±—А–∞–±–Њ—В–Ї–µ –ї–Є—Б—В–Њ–≤ —Б–ї–Њ–ґ–љ–Њ–≥–Њ –і–Є–Ј–∞–є–љ–∞. –Я—А–Є—З–Є–љ–∞ –Љ–Њ–ґ–µ—В —Б–Њ—Б—В–Њ—П—В—М –≤ –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ –Ј–∞—Б–µ—З–µ–Ї, –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ –Ї–Њ—В–Њ—А—Л—Е –ї–Є—Б—В—Л –Њ—Б—В–∞—О—В—Б—П —Б–Ї—А–µ–њ–ї–µ–љ–љ—Л–Љ–Є –Љ–µ–ґ–і—Г —Б–Њ–±–Њ–є. –Х—Б–ї–Є —Б–Ї–Њ—А–Њ—Б—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –≤ —Н—В–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є –≤—Л—Б–Њ–Ї–∞ –Є–ї–Є —З–Є—Б–ї–Њ –Ј–∞—Б–µ—З–µ–Ї –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ, –њ—А–Њ–±–ї–µ–Љ–∞ —А–∞—Б–њ–∞–і–µ–љ–Є—П –љ–µ–Є–Ј–±–µ–ґ–љ–Њ –≤–Њ–Ј–љ–Є–Ї–љ–µ—В. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –њ–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–і–µ–ї–∞—В—М –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ—Л–µ –љ–∞—Б–µ—З–Ї–Є.
2. –Ю–±–ї–Њ–є —Б —В—А—Г–і–Њ–Љ –Њ—В–і–µ–ї—П–µ—В—Б—П
–Ю—Б–љ–Њ–≤–љ–Њ–є –њ—А–Є—З–Є–љ–Њ–є —П–≤–ї—П–µ—В—Б—П –Љ–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ. –£–±–µ–і–Є—В–µ—Б—М –≤ —В–Њ–Љ, —З—В–Њ –Љ–∞—В—А–Є—З–љ—Л–є —И—В–∞–Љ–њ –±—Л–ї –њ—А–Њ–Є–Ј–≤–µ–і–µ–љ —Б –Њ—В–≤–µ—А—Б—В–Є—П–Љ–Є –Ї–Њ–љ–Є—З–µ—Б–Ї–Њ–є —Д–Њ—А–Љ—Л –і–ї—П —Б–≤–Њ–±–Њ–і–љ–Њ–≥–Њ –њ–∞–і–µ–љ–Є—П –Њ–±–ї–Њ—П.
6.4. –Я–Њ–і–∞—З–∞ –ї–Є—Б—В–∞
–Ю—Б–љ–Њ–≤–љ—Л–µ –њ—А–Њ–±–ї–µ–Љ—Л –Ј–∞–Ї–ї—О—З–∞—О—В—Б—П –≤ –њ–Њ—П–≤–ї–µ–љ–Є–Є —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–µ–є –њ—А–Є –њ–Њ–і–∞—З–µ –Є —А–∞—Б–њ–∞–і–µ–љ–Є–Є –ї–Є—Б—В–Њ–≤.
6.3.1. –Ш–Ј–љ–∞—З–∞–ї—М–љ—Л–µ –Ј–∞—В—А—Г–і–љ–µ–љ–Є—П –≤ –њ–Њ–і–∞—З–µ
–Я—А–Є—З–Є–љ–∞ —В—А—Г–і–љ–Њ—Б—В–µ–є –≤ –љ–∞—З–∞–ї–µ –њ–Њ–і–∞—З–Є –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П, –≥–ї–∞–≤–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ, –≤ —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–Љ –Ј–∞–Ј–Њ—А–µ –Љ–µ–ґ–і—Г –љ–∞–Ї–ї–∞–і–љ—Л–Љ —Б—В–Њ–ї–Њ–Љ –Є –љ–Є–ґ–љ–µ–є —З–∞—Б—В—М—О –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Г–њ–Њ—А–∞, –њ–µ—А–µ–і–љ–µ–≥–Њ –Є –Ј–∞–і–љ–µ–≥–Њ —Г–њ–Њ—А–Њ–≤. –£–Љ–µ–љ—М—И–Є—В–µ –Ј–∞–Ј–Њ—А –ї–µ–≥–Ї–Є–Љ –љ–∞–ґ–∞—В–Є–µ–Љ –љ–∞ –Ї–љ–Њ–њ–Ї—Г SB36. –Х—Б–ї–Є –њ—А–Њ–±–ї–µ–Љ—Л –≤–Њ–Ј–љ–Є–Ї–∞—О—В –љ–∞ –њ—А–Њ—В—П–ґ–µ–љ–Є–Є –≤—Б–µ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞ –њ–Њ–і–∞—З–Є, —Н—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ –љ–∞–Ї–ї–∞–і–љ–Њ–є —Б—В–Њ–ї –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –Њ–њ—Г—Б–Ї–∞–µ—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ –љ–Є–Ј–Ї–Њ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Є—В–µ –≤—А–µ–Љ—П –Њ–њ—Г—Б–Ї–∞–љ–Є—П —Б—В–Њ–ї–∞ –≤ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ —В–∞–є–Љ–µ—А–µ. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, —Н—В–∞ –њ—А–Њ–±–ї–µ–Љ–∞ –Љ–Њ–ґ–µ—В –≤–Њ–Ј–љ–Є–Ї–∞—В—М –њ—А–Є —А–∞–±–Њ—В–µ —Б —В–Њ–љ–Ї–Є–Љ–Є –ї–Є—Б—В–∞–Љ–Є. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ —Г–Љ–µ–љ—М—И–Є—В–µ —Б–Ї–Њ—А–Њ—Б—В—М —А–∞–±–Њ—В—Л —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
6.3.2. –Ы–Є—Б—В—Л —А–∞—Б–њ–∞–і–∞—О—В—Б—П –њ—А–Є –њ–Њ–і–∞—З–µ
–≠—В–∞ –њ—А–Њ–±–ї–µ–Љ–∞ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В, –Ї–Њ–≥–і–∞ —А–∞–±–Њ—В–∞ —Й–µ—В–Њ–Ї –љ–µ —Б–Ї–Њ–Њ—А–і–Є–љ–Є—А–Њ–≤–∞–љ–∞ —Б –і–≤–Є–ґ–µ–љ–Є–µ–Љ –ї–Є—Б—В–Њ–≤, —В–Њ–≥–і–∞ –љ–∞ –ї–Є—Б—В –і–µ–є—Б—В–≤—Г–µ—В —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–µ —Г—Б–Є–ї–Є–µ –Є–ї–Є –Ј–∞—Е–≤–∞—В –ї–Є—Б—В–∞ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —Б–ї–Є—И–Ї–Њ–Љ —А–∞–љ–Њ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ —А–∞–±–Њ—В—Г –Є —Б—В–µ–њ–µ–љ—М –і–∞–≤–ї–µ–љ–Є—П —Й–µ—В–Њ–Ї. –©–µ—В–Ї–∞ –і–Њ–ї–ґ–љ–∞ –Ј–∞—Е–≤–∞—В—Л–≤–∞—В—М —В—А–µ—В—М –ї–Є—Б—В–∞ –Є –Њ–Ї–∞–Ј—Л–≤–∞—В—М –і–∞–≤–ї–µ–љ–Є–µ –і–Њ—Б—В–∞—В–Њ—З–љ–Њ–µ –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –њ–ї–Њ—Б–Ї–Њ —Г–і–µ—А–ґ–Є–≤–∞—В—М –ї–Є—Б—В.
7. –£—Б—В—А–Њ–є—Б—В–≤–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б–љ–∞—Й–µ–љ–∞ —З–µ—В—Л—А—М–Љ—П —Г—Б—В—А–Њ–є—Б—В–≤–∞–Љ–Є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є, –∞ —В–∞–Ї–ґ–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞–Љ–Є –і–ї—П –Ј–∞—Й–Є—В—Л –љ–Њ–≥ –њ—А–Є –≤—Л–њ–Њ–ї–љ–µ–љ–Є–Є –Њ–њ–µ—А–∞—Ж–Є–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –Є –њ–Њ–і–∞—З–Є.
7.1. –Я–µ—А–µ–і–љ—П—П –њ—А–Њ–Ј—А–∞—З–љ–∞—П –Ј–∞—Й–Є—В–∞
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–∞ –љ–∞ –≤—Е–Њ–і–µ –љ–∞ —В–Є–≥–µ–ї—М.
7.2. –Ч–∞–і–љ—П—П –њ—А–Њ–Ј—А–∞—З–љ–∞—П –Ј–∞—Й–Є—В–∞
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–∞ –≤ –Ї–Њ–љ—Ж–µ –њ–Њ–і–∞—З–Є.
7.3. –Ъ—А—Л—И–Ї–∞ –≤ –Љ–µ—Б—В–µ –≤—Л–µ–Љ–∞ –њ–ї–Є—В—Л
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–∞ –љ–∞ –Њ–њ–Њ—А–µ –і–ї—П –≤—Л–µ–Љ–∞ –њ–ї–Є—В –Є –Њ—В–Ї—А—Л–≤–∞–µ—В—Б—П, –Ї–Њ–≥–і–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М –≤–µ—А—Е–љ—О—О —А–∞–Љ—Г –Є–ї–Є –љ–Є–ґ–љ—О—О –Њ–њ–Њ—А–љ—Г—О –њ–ї–∞—Б—В–Є–љ—Г.
7.4. –Я—А–Њ–Ј—А–∞—З–љ–∞—П –Ј–∞—Й–Є—В–∞ –љ–∞ —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞
–†–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П –≤ –Љ–µ—Б—В–µ, –≥–і–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –≤—Л–µ–Љ —А–∞–Љ—Л —Б–µ–Ї—Ж–Є–Є –Њ–±–ї–Њ—П —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞. –Ю—В–Ї—А—Л–≤–∞–µ—В—Б—П –њ—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є –≤–µ—А—Е–љ–µ–є –Є–ї–Є –љ–Є–ґ–љ–µ–є —А–∞–Љ —Б–µ–Ї—Ж–Є–Є.
7.5. –Я—А–Њ–Ј—А–∞—З–љ–∞—П –Ј–∞—Й–Є—В–∞ —Б–µ–Ї—Ж–Є–Є –Њ–±–ї–Њ—П –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б—В–Њ—А–Њ–љ–µ
–†–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б—В–Њ—А–Њ–љ–µ. –Ю—В–Ї—А—Л–≤–∞–µ—В—Б—П –њ—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є –≤–µ—А—Е–љ–µ–є –Є–ї–Є –љ–Є–ґ–љ–µ–є —А–∞–Љ —Б–µ–Ї—Ж–Є–Є.
7.6. –Я—А–Њ–Ј—А–∞—З–љ–∞—П –Ј–∞—Й–Є—В–∞ –њ–Њ–і–∞—З–Є
–†–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П –љ–∞ —А–∞–Љ–µ —Б–µ–Ї—Ж–Є–Є –њ–Њ–і–∞—З–Є —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Њ–њ–µ—А–∞—В–Њ—А–∞.
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П, –µ—Б–ї–Є –ї—О–±–Њ–µ –Є–Ј –Ј–∞—Й–Є—В–љ—Л—Е —Г—Б—В—А–Њ–є—Б—В–≤ –Њ—В–Ї—А—Л—В–Њ. –Я—А–Њ–і–Њ–ї–ґ–µ–љ–Є–µ —А–∞–±–Њ—В—Л –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ —В–Њ–ї—М–Ї–Њ, –µ—Б–ї–Є –≤—Б–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ –Ј–∞–Ї—А—Л—В—Л.
8. –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ –Є —Б–Љ–∞–Ј–Ї–∞
–Э–Њ–≤—Г—О —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј–∞—В—М –њ–Њ—Б–ї–µ –Љ–µ—Б—П—Ж–∞ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є.
8.1. –°–∞–Љ–Њ–љ–∞–Ї–ї–∞–і
8.1.1. –°–Љ–∞–Ј—Л–≤–∞–є—В–µ –Њ–і–Є–љ —А–∞–Ј –≤ –љ–µ–і–µ–ї—О –Њ–±–µ –њ–∞—А—Л –Ї–Њ–ї–µ—Б –Є –≤–∞–ї–Њ–≤ —З–µ—А–≤—П—З–љ—Л—Е –њ—А–Є–≤–Њ–і–Њ–≤ –≥–ї–∞–≤–љ–Њ–≥–Њ –Є –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ–≥–Њ —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–Њ–≤ (–Љ–∞—Б–ї–Њ - Alvania Grease 2).
8.1.2. –°–Љ–∞–Ј—Л–≤–∞–є—В–µ –≤—Б–µ —В—А—Г—Й–Є–µ—Б—П –Є –Ї–Њ–ї–µ–±–ї—О—Й–Є–µ—Б—П –і–µ—В–∞–ї–Є –Є –Є—Е –Њ—Б–Є, —В–∞–Ї–Є–µ –Ї–∞–Ї:
1) –Љ–µ—Б—В–Њ —В—А–µ–љ–Є—П –њ—А–Є–ґ–Є–Љ–љ—Л—Е —А–Њ–ї–Є–Ї–Њ–≤ –Є –Є—Е –Њ—Б–µ–є;
2) —В—А—Г—Й–Є–µ—Б—П —З–∞—Б—В–Є –≥–Њ–ї–Њ–≤–Ї–Є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞;
3) –Ї–∞—А–і–∞–љ;
4) –Њ—Б–Є —Ж–µ–њ–љ–Њ–≥–Њ –Ї–Њ–ї–µ—Б–∞ –≤–љ—Г—В—А–Є —А–∞–Љ—Л —Б–Њ —Б—В–Њ—А–Њ–љ—Л —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞ –Є –Є—Е –Њ–њ–Њ—А.
8.1.3. –Я—Л–ї—М –Љ–∞–ґ–µ—В –Ј–∞–±–Є–≤–∞—В—М –њ—А–Є—Б–Њ—Б –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л. –°–љ–Є–Љ–Є—В–µ –µ–≥–Њ –Є –њ—А–Њ—З–Є—Б—В–Є—В–µ –≥–∞–Ј–Њ–ї–Є–љ–Њ–Љ –Є–ї–Є –Ї–µ—А–Њ—Б–Є–љ–Њ–Љ. –С—Г–і—М—В–µ –≤–љ–Є–Љ–∞—В–µ–ї—М–љ—Л: –љ–µ —З–Є—Б—В–Є—В–µ –њ—А–Є—Б–Њ—Б —Б–Љ–∞–Ј–Њ—З–љ—Л–Љ –Љ–∞—Б–ї–Њ–Љ.
8.2. –°–µ–Ї—Ж–Є—П –≤—Л—Б–µ—З–Ї–Є
8.2.1. –Э–∞—Б–Њ—Б —Б–Љ–∞–Ј–Њ—З–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞
–Э–∞—Б–Њ—Б —А–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б—В–Њ—А–Њ–љ–µ –љ–∞ —А–∞–Љ–µ —Б–µ–Ї—Ж–Є–Є –≤—Л—Б–µ—З–Ї–Є, —В–Є–њ CB-B4. –Ю–љ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П —Б–Љ–∞–Ј–Ї–Є –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—П –Є –њ—А–µ—А—Л–≤–Є—Б—В–Њ–є –њ–µ—А–µ–і–∞—З–Є –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Ј–∞–Љ–Ї–љ—Г—В–Њ–є —Б–Є—Б—В–µ–Љ—Л. –°–љ–∞—А—Г–ґ–Є –Љ–∞—Б–ї—П–љ–Њ–є –Ї–∞–Љ–µ—А—Л –њ–Њ–і –Њ—Б–љ–Њ–≤–∞–љ–Є–µ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ –Є–љ–і–Є–Ї–∞—В–Њ—А –≤ –≤–Є–і–µ —В—А—Г–±–Ї–Є, –њ–Њ–Ї–∞–Ј—Л–≤–∞—О—Й–Є–є —Г—А–Њ–≤–µ–љ—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –Љ–∞—Б–ї–∞. –Э–∞ —Г–≥–ї—Г –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ —Б—В–Њ—А–Њ–љ—Л —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ –Ї—А—Г–≥–ї—Л–є –Є–љ–і–Є–Ї–∞—В–Њ—А, –њ–Њ–Ї–∞–Ј—Л–≤–∞—О—Й–Є–є —Г—А–Њ–≤–µ–љ—М —Б–Њ—Б—В–Њ—П–љ–Є—П –Љ–∞—Б–ї–∞. –Я–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Ј–∞–њ—А–∞–≤–ї–µ–љ–∞ –Љ–∞—Б–ї–Њ–Љ, –Ї—А–Њ–Љ–µ —В–Њ–≥–Њ, –µ–ґ–µ–і–љ–µ–≤–љ–Њ –њ—А–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–Љ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–ї–µ–і–Є—В—М –Ј–∞ —Г—А–Њ–≤–љ–µ–Љ –Љ–∞—Б–ї–∞. ¬†
–Ґ–Є–њ –Љ–∞—Б–ї–∞: —В—А–∞–љ—Б–Љ–Є—Б—Б–Є–Њ–љ–љ–Њ–µ –Љ–∞—Б–ї–Њ N68 –і–ї—П —Б—А–µ–і–љ–Є—Е –љ–∞–≥—А—Г–Ј–Њ–Ї.
8.2.2. –°–Љ–∞–Ј—Л–≤–∞–љ–Є–µ —В—А—Г—Й–Є—Е—Б—П –Є –і–≤–Є–ґ—Г—Й–Є—Е—Б—П —З–∞—Б—В–µ–є
1) –°–Љ–∞–Ј—Л–≤–∞–љ–Є–µ —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є (—А–Є—Б. 38).
–Ш–Љ–µ–µ—В—Б—П –і–≤–∞ —Б–Љ–∞–Ј–Њ—З–љ—Л—Е –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П –Ї–∞–ґ–і–Њ–≥–Њ —А—П–і–∞ –Ј–∞—Е–≤–∞—В–Њ–≤, –≤—Б–µ–≥–Њ, —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, 10 –і–ї—П 5 —А—П–і–Њ–≤. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Ї–∞–ґ–і—Г—О –њ–Њ–і–≤–Є–ґ–љ—Г—О —З–∞—Б—В—М.
2) –°–Љ–∞–Ј—Л–≤–∞–љ–Є–µ –њ—А–Є–ґ–Є–Љ–љ–Њ–є –њ–ї–∞—Б—В–Є–љ—Л –Є –Њ—Б–Є –њ—А–Є–ґ–Є–Љ–љ–Њ–≥–Њ –≤–∞–ї–Є–Ї–∞ (—А–Є—Б. 52).
–Ш–Љ–µ–µ—В—Б—П —Б–Љ–∞–Ј–Њ—З–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –і–ї—П –Ї–∞–ґ–і–Њ–є –њ–ї–∞—Б—В–Є–љ—Л –Є –њ—А–Є–ґ–Є–Љ–љ–Њ–≥–Њ –≤–∞–ї–Є–Ї–∞, –≤—Б–µ–≥–Њ 4 –Њ—В–≤–µ—А—Б—В–Є—П. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Ї–∞–ґ–і—Г—О –њ–Њ–і–≤–Є–ґ–љ—Г—О —З–∞—Б—В—М.
3) –Ш–Љ–µ—О—В—Б—П –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П —Б–Љ–∞–Ј–Ї–Є —В—А—Г—Й–Є—Е—Б—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –Ї—Г–ї–∞—З–Ї–Њ–≤ –Є —Д–Є–Ї—Б–Є—А—Г—О—Й–Є—Е –Њ—Б–µ–є –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Г–њ–Њ—А–∞. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Ї–∞–ґ–і—Г—О –њ–Њ–і–≤–Є–ґ–љ—Г—О —З–∞—Б—В—М (—А–Є—Б. 27).
4) –°–Љ–∞–Ј—Л–≤–∞–љ–Є–µ —Ж–µ–њ–Є –њ–ї–∞–љ–Ї–Є –Ј–∞—Е–≤–∞—В–Њ–≤.
–Ш–Љ–µ—О—В—Б—П —Б–Љ–∞–Ј–Њ—З–љ—Л–µ –Њ—В–≤–µ—А—Б—В–Є—П –љ–∞ —Б—В–Њ—А–Њ–љ–µ –Њ–њ–µ—А–∞—В–Њ—А–∞ –Є –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є —Б—В–Њ—А–Њ–љ–µ. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Ї–∞–ґ–і—Л–є —З–∞—Б. –Т—А–µ–Љ—П —Б–Љ–∞–Ј—Л–≤–∞–љ–Є—П –Љ–Њ–ґ–µ—В –±—Л—В—М —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–Њ –љ–∞ –Ї–Њ–љ—Б–Њ–ї–Є —Г—Б—В–∞–љ–Њ–≤–Ї–Є –≤—А–µ–Љ–µ–љ–Є.
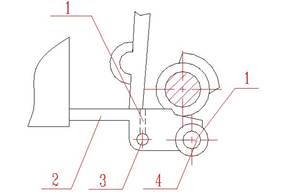  
 
–†–Є—Б.52
1. –Ю—В–≤–µ—А—Б—В–Є–µ –і–ї—П —Б–Љ–∞–Ј–Ї–Є 2. –Ю–њ–Њ—А–љ–∞—П –±–∞–ї–Ї–∞ 3. –Ю—Б—М –њ—А–Є–ґ–Є–Љ–љ–Њ–є –њ–ї–∞—Б—В–Є–љ—Л 4. –Я—А–Є–ґ–Є–Љ–љ–Њ–є –≤–∞–ї–Є–Ї
8.3. –°—В–∞–љ—Ж–Є—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
1. –Э–∞–њ—А–∞–≤–ї—П—О—Й–∞—П, –њ–Њ –Ї–Њ—В–Њ—А–Њ–є –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —Б–Ї–Њ–ї—М–ґ–µ–љ–Є–µ, –і–Њ–ї–ґ–љ–∞ —Б–Љ–∞–Ј—Л–≤–∞—В—М—Б—П —А–∞–Ј –≤ –љ–µ–і–µ–ї—О –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –њ–Є—Б—В–Њ–ї–µ—В–∞.
2. –Т—Б–µ –њ–Њ–і–≤–Є–ґ–љ—Л–µ –і–µ—В–∞–ї–Є –≤ —Б—В–Њ–є–Ї–∞—Е –≤–µ—А—Е–љ–µ–є –Є –љ–Є–ґ–љ–µ–є —А–∞–Љ—Л –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –њ–Є—Б—В–Њ–ї–µ—В–∞.
3. –Я–µ—А–µ–і–∞—В–Њ—З–љ—Л–µ —Ж–µ–њ–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Њ–і–Є–љ —А–∞–Ј –≤ –љ–µ–і–µ–ї—О –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –њ–Є—Б—В–Њ–ї–µ—В–∞.
8.4. –Я–Њ–і–∞—З–∞
8.4.1. –Я–Њ–і–љ–Є–Љ–∞—О—Й–Є–µ –Є –Њ–њ—Г—Б–Ї–∞—О—Й–Є–µ —Ж–µ–њ–Є –њ–Њ–і–∞—З–Є (–Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Њ–і–Є–љ —А–∞–Ј –≤ –љ–µ–і–µ–ї—О –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –њ–Є—Б—В–Њ–ї–µ—В–∞.)
8.4.2. –Ъ–∞–ґ–і—Г—О —В—А—Г—Й—Г—О—Б—П –Є –њ–Њ–і–≤–Є–ґ–љ—Г—О –і–µ—В–∞–ї—М
1) –Ю—Б–љ–Њ–≤–љ—Л–µ —Ж–µ–њ–Є —Б–Њ —И—В–∞–љ–≥–∞–Љ–Є –Ј–∞—Е–≤–∞—В–Њ–≤ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Њ–і–Є–љ —А–∞–Ј –≤ –љ–µ–і–µ–ї—О –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –њ–Є—Б—В–Њ–ї–µ—В–∞.
2) –Ъ–∞–ґ–і—Г—О –њ–µ—А–µ–љ–Њ—Б—П—Й—Г—О —И–µ—Б—В–µ—А–љ—О –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Њ–і–Є–љ —А–∞–Ј –≤ –љ–µ–і–µ–ї—О –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –њ–Є—Б—В–Њ–ї–µ—В–∞.
3) –Т—В—Г–ї–Ї–Є –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—П (–і–≤–∞ –Њ—В–≤–µ—А—Б—В–Є—П, –≤–љ—Г—В—А–µ–љ–љ–µ–µ –Є –≤–љ–µ—И–љ–µ–µ), –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Ї–∞–ґ–і—Г—О –њ–Њ–і–≤–Є–ґ–љ—Г—О —З–∞—Б—В—М.
4) –Я–Њ–і—И–Є–њ–љ–Є–Ї–Є –±–Њ–Ї–Њ–≤–Њ–≥–Њ —Б—В–∞–ї–Ї–Є–≤–∞—В–µ–ї—П (2 –Њ—В–≤–µ—А—Б—В–Є—П), –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј—Л–≤–∞—В—М –Ї–∞–ґ–і—Г—О –њ–Њ–і–≤–Є–ґ–љ—Г—О –і–µ—В–∞–ї—М, вДЦ 46.
8.5. –У–ї–∞–≤–љ—Л–µ —Ж–µ–њ–Є —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –Є –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–µ —Ж–µ–њ–µ–є
–°–Љ–∞–Ј—Л–≤–∞–є—В–µ –і–≤–µ –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–µ –љ–∞ –њ–µ—А–µ–і–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –њ–Є—Б—В–Њ–ї–µ—В–∞. –Я–Њ—Б–ї–µ —З–µ–≥–Њ –Њ—В–Ї—А–Њ–є—В–µ –њ—А–Њ–Ј—А–∞—З–љ—Г—О –Ј–∞—Й–Є—В—Г –Є —Б–Љ–∞–ґ—М—В–µ –љ–∞—В—П–ґ–Є—В–µ–ї—М —Ж–µ–њ–µ–є –Є —Ж–µ–њ–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Љ–∞–Ј–∞—В—М –Ї–∞–ґ–і—Г—О –њ–Њ–і–≤–Є–ґ–љ—Г—О –і–µ—В–∞–ї—М.
8.6. –Я—А–µ—А—Л–≤–Є—Б—В–∞—П –њ–µ—А–µ–і–∞—З–∞
–Ш—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –Љ–∞—Б–ї–Њ No.200. –Я—А–Њ–≤–µ—А—П–є—В–µ –њ–µ—А–µ–і–∞—З—Г –Ї–∞–ґ–і—Л–µ –њ—П—В–љ–∞–і—Ж–∞—В—М —А–∞–±–Њ—З–Є—Е –і–љ–µ–є, –Ї–∞–Ї –њ–Њ–Ї–∞–Ј–∞–љ–Њ –љ–∞ —А–Є—Б. 53.
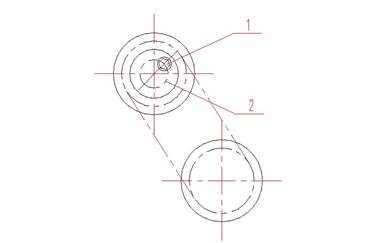  
 
–†–Є—Б.53
1. –Т–Є–љ—В 2. –Т—Л–њ—Г–Ї–ї–∞—П –≤—В—Г–ї–Ї–∞
–Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –і–µ–є—Б—В–≤–Є–є:
–Ю—В–Ї—А–Њ–є—В–µ –Ї—А—Л—И–Ї—Г –њ—А–µ—А—Л–≤–Є—Б—В–Њ–є –њ–µ—А–µ–і–∞—З–Є, –њ—А–Њ–≤–µ—А—М—В–µ –≤–Є–љ—В –≤—Л–њ—Г–Ї–ї–Њ–є –≤—В—Г–ї–Ї–Є –Є –Њ—Б–ї–∞–±—М—В–µ –µ–≥–Њ.
–Ф–ї—П —А–∞—Б–Ї—А—Г—З–Є–≤–∞–љ–Є—П –≤–Є–љ—В–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –≥–∞–µ—З–љ—Л–є –Ї–ї—О—З, –і–Є–∞–≥–Њ–љ–∞–ї—М–љ—Л–є, –Ї—А–µ—Б—В–Њ–Њ–±—А–∞–Ј–љ—Л–є –Є —А–Њ–≤–љ—Л–є. –°–Є–ї–∞, —Б –Ї–Њ—В–Њ—А–Њ–є –љ—Г–ґ–љ–Њ –≤–Њ–Ј–і–µ–є—Б—В–≤–Њ–≤–∞—В—М –љ–∞ –≤–Є–љ—В: MA+145Nm.
–£—Б–Є–ї–Є–µ –љ–∞ –Њ–і–Є–љ –њ–Њ–≤–Њ—А–Њ—В:
1) 1/3MA
2) 1/2MA
3) MA
4) ¬†MA –і–ї—П –≤—Б–µ—Е –≤–Є–љ—В–Њ–≤
–Я—А–Є–ї–Њ–ґ–µ–љ–Є–µ 1: –Ь–∞—Б–ї–Њ –і–ї—П —Б–Љ–∞–Ј–Ї–Є
–Т—П–Ј–Ї–Њ—Б—В—М: N68 —В—А–∞–љ—Б–Љ–Є—Б—Б–Є–Њ–љ–љ–Њ–µ –Љ–∞—Б–ї–Њ –і–ї—П —Б—А–µ–і–љ–Є—Е –љ–∞–≥—А—Г–Ј–Њ–Ї
–Ъ–Є–љ–µ–Љ–∞—В–Є—З. –≤—П–Ј–Ї–Њ—Б—В—М –њ—А–Є 40 –≥—А–∞–і. –¶–µ–ї—М—Б.: 61.2-74.8
–°—В–∞–љ–і–∞—А—В.–Љ–∞—Б–ї–Њ Esso.: —В—А–∞–љ—Б–Љ–Є—Б—Б–Є–Њ–љ–љ–Њ–µ –Љ–∞—Б–ї–Њ lc80
–Ь–∞—Б–ї–Њ Shell: Omala 68
___________________________________________________
–Т—П–Ј–Ї–Њ—Б—В—М: —В—А–∞–љ—Б–Љ–Є—Б—Б–Є–Њ–љ–љ–Њ–µ –Љ–∞—Б–ї–Њ 200
–Ъ–Є–љ–µ–Љ–∞—В–Є—З. –≤—П–Ј–Ї–Њ—Б—В—М –њ—А–Є 40 –≥—А–∞–і. –¶–µ–ї—М—Б.: 180-220
–°—В–∞–љ–і–∞—А—В. –Љ–∞—Б–ї–Њ Esso.: SpartanEP4,320
–Ь–∞—Б–ї–Њ Shell: Omala Oil320
___________________________________________________
–Т—П–Ј–Ї–Њ—Б—В—М: Alvania Grease2
–Ъ–Є–љ–µ–Љ–∞—В–Є—З. –≤—П–Ј–Ї–Њ—Б—В—М –њ—А–Є 40 –≥—А–∞–і. –¶–µ–ї—М—Б.:
–°—В–∞–љ–і–∞—А—В.–Љ–∞—Б–ї–Њ Esso.: Maroleum2
–Ь–∞—Б–ї–Њ Shell: Unedo2
                    
9. –Ч–∞–њ–∞—Б–љ—Л–µ —З–∞—Б—В–Є
–Ч–∞–њ–∞—Б–љ—Л–µ —З–∞—Б—В–Є –≤–Ї–ї—О—З–∞—О—В –≤ —Б–µ–±—П –љ–∞–±–Њ—А —А–∞–Ј–љ–Њ–Њ–±—А–∞–Ј–љ—Л—Е –≥–∞–µ—З–љ—Л—Е –Ї–ї—О—З–µ–є –Є –і—А. –Я–Њ–ї—М–Ј–Њ–≤–∞—В–µ–ї—М –і–Њ–ї–ґ–µ–љ —Б–≤–µ—А–Є—В—М –Є—Е –љ–∞–ї–Є—З–Є–µ –љ–∞ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–µ —Б –ї–Є—Б—В–Њ–Љ –Ї–Њ–Љ–њ–ї–µ–Ї—В–∞—Ж–Є–Є –Є —Б–Њ–і–µ—А–ґ–∞—В—М –Є—Е –≤ —Е–Њ—А–Њ—И–µ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є. –Э–∞–њ—А–Є–Љ–µ—А, —А–µ–Љ–љ–Є –і–ї—П —Й–µ—В–Њ–Ї –Є —И–µ—Б—В–µ—А–µ–љ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Е—А–∞–љ–Є—В—М –≤ —Е–Њ–ї–Њ–і–љ–Њ–Љ, —Б—Г—Е–Њ–Љ –Є —З–Є—Б—В–Њ–Љ –Љ–µ—Б—В–µ. –Ф—А—Г–≥–Є–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ —З–∞—Б—В–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Е—А–∞–љ–Є—В—М, –њ—А–µ–і–Њ—Е—А–∞–љ—П—П –Њ—В —А–ґ–∞–≤—З–Є–љ—Л. –°–ї–µ–і—Г–µ—В –њ—А–µ–і–Њ—В–≤—А–∞—Й–∞—В—М –і–µ—Д–Њ—А–Љ–∞—Ж–Є—О –≤–µ—А—Е–љ–µ–є —А–∞–Љ—Л, —И—В–∞–љ–≥–Є —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –Є –≤—Л—А—Г–±–љ—Л—Е —И—В–∞–Љ–њ–Њ–≤.¬†
–°–њ–µ—Ж–Є–∞–ї—М–љ—Л–µ –Ј–∞–њ–∞—Б–љ—Л–µ —З–∞—Б—В–Є —В—А–µ–±—Г—О—В —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–≥–Њ —Г—Е–Њ–і–∞ –Є –љ–µ –Љ–Њ–≥—Г—В –±—Л—В—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ—Л –њ–Њ—Б–ї–µ –Є—Е –њ–Њ–≤—А–µ–ґ–і–µ–љ–Є—П.
9.1. –†—Л—З–∞–≥ –і–ї—П –њ–Њ–і–љ—П—В–Є—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞)
–Ю–љ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –і–≤–Є–≥–∞—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –≤—А—Г—З–љ—Г—О, –Є –і–Њ–ї–ґ–µ–љ –љ–∞—Е–Њ–і–Є—В—М—Б—П –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–µ–є –њ–Њ–Ј–Є—Ж–Є–Є, –Є–ї–Є –≤ —Б–Є—В—Г–∞—Ж–Є–Є, –Ї–Њ–≥–і–∞ –љ–µ –Ј–∞–њ—Г—Б–Ї–∞–µ—В—Б—П –Њ—Б–љ–Њ–≤–љ–Њ–є –і–≤–Є–≥–∞—В–µ–ї—М –Є–ї–Є –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –Ј–∞–њ—Г—Б—В–Є—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б. –†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Ј–∞—Й–Є—В–љ–Њ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞ —Г–Ї–∞–Ј–∞–љ–Њ –љ–∞ —А–Є—Б. 5.
9.2. –°–њ–µ—Ж–Є–∞–ї—М–љ—Л–є –≥–∞–µ—З–љ—Л–є –Ї–ї—О—З
–Ю–љ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –Ј–∞–Ї—А–µ–њ–Є—В—М –Є–ї–Є –Њ—В—Б–Њ–µ–і–Є–љ–Є—В—М –≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є —И—В–∞–Љ–њ –љ–∞ —В–Є–≥–ї–µ –Є –і–ї—П —Г–і–Њ–±–љ–Њ–≥–Њ –і–Њ—Б—В—Г–њ–∞ —Е—А–∞–љ–Є—В—Б—П –љ–∞ –≤–љ–µ—И–љ–µ–є —А–∞–Љ–µ –љ–∞–њ—А–∞–≤–ї—П—О—Й–µ–є. –С—Г–і—М—В–µ –≤–љ–Є–Љ–∞—В–µ–ї—М–љ—Л –Є –≤–Њ–Ј–≤—А–∞—Й–∞–є—В–µ –µ–≥–Њ –љ–∞ –Љ–µ—Б—В–Њ –њ–Њ—Б–ї–µ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П.
9.3. –Ф–≤—Г—Е–≥–Њ–ї–Њ–≤—Л–є –≥–∞–µ—З–љ—Л–є –Ї–ї—О—З –Є —А–∞–Ј–≤–Њ–і–љ–Њ–є –≥–∞–µ—З–љ—Л–є –Ї–ї—О—З
–Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П —А–∞–Ј–ї–Є—З–љ—Л—Е —Ж–µ–ї–µ–є.
10. –≠–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–∞—П —Б–Є—Б—В–µ–Љ–∞ –Ї–Њ–љ—В—А–Њ–ї—П
MY1050A-P (–≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є –њ—А–µ—Б—Б —Б —Д—Г–љ–Ї—Ж–Є–µ–є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П) —Б–Њ–Ј–і–∞–љ —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ –≤—Л—Б–Њ–Ї–Є—Е —В–µ—Е–љ–Њ–ї–Њ–≥–Є–є –Є –њ–Њ–ї–љ–Њ—Б—В—М—О –∞–≤—В–Њ–Љ–∞—В–Є–Ј–Є—А–Њ–≤–∞–љ, –≤–Ї–ї—О—З–∞—П –Ј–∞–≥—А—Г–Ј–Ї—Г, –≤—Л—А—Г–±–Ї—Г, —Г–і–∞–ї–µ–љ–Є–µ –Њ–±–ї–Њ—П, –њ–Њ–і–∞—З—Г. –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Њ—Б–љ–∞—Й–µ–љ–∞ –Є–љ—В–µ—А—Д–µ–є—Б–Њ–Љ, –Њ—В–Њ–±—А–∞–ґ–∞—О—Й–Є–Љ —А–∞–±–Њ—З—Г—О —Б–Ї–Њ—А–Њ—Б—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), —З–Є—Б–ї–Њ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Л—Е –ї–Є—Б—В–Њ–≤, –Њ–±—Й–µ–µ —А–∞–±–Њ—З–µ–µ –≤—А–µ–Љ—П –Є —А–∞–±–Њ—З–Є–µ —Г—Б–ї–Њ–≤–Є—П. –Ь–Њ–љ–Є—В–Њ—А—Л –Њ—В–Њ–±—А–∞–ґ–∞—О—В –≤—Е–Њ–і–љ—Л–µ –Є –≤—Л—Е–Њ–і–љ—Л–µ –і–∞–љ–љ—Л–µ –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞, –≤—Б–µ –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–µ —Б–±–Њ–Є, –Ї–Њ—В–Њ—А—Л–µ –Љ–Њ–≥—Г—В –≤–Њ–Ј–љ–Є–Ї–љ—Г—В—М –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Є –њ—А–µ–і–ї–∞–≥–∞—О—В —Б–њ–Њ—Б–Њ–±—Л –Є—Е —А–µ—И–µ–љ–Є—П. –° –њ–Њ–Љ–Њ—Й—М—О —Г—Б—В—А–Њ–є—Б—В–≤–∞ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–Є—А–∞–ґ–∞ –Љ–Њ–ґ–љ–Њ –Ј–∞–і–∞—В—М –≤—А–µ–Љ—П –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –≤–Њ–Ј–і—Г—И–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞, —В–∞–Ї–ґ–µ –Њ–љ–Њ –љ–∞–њ–Њ–Љ–Є–љ–∞–µ—В –њ–Њ–ї—М–Ј–Њ–≤–∞—В–µ–ї—О –Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –≤–≤–Њ–і–∞ –і–∞–љ–љ—Л—Е. –≠–ї–µ–Ї—В—А–Њ–љ–љ—Л–є –Ї—Г–ї–∞—З–Њ–Ї, –Ї–Њ—В–Њ—А—Л–є –≤—Е–Њ–і–Є—В –≤ —Б–Њ—Б—В–∞–≤ —Н–љ–Ї–Њ–і–µ—А–∞ –Є –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞, –љ–∞–і–µ–ґ–µ–љ –Є –њ—А–Њ—Б—В –≤ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є. –Я—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—М –њ—А–µ–і–ї–∞–≥–∞–µ—В –±–µ—Б–Ї–Њ–љ–µ—З–љ–Њ–µ —З–Є—Б–ї–Њ –≤–∞—А–Є–∞–љ—В–Њ–≤ —А–µ–≥—Г–ї—П—Ж–Є–Є —Б–Ї–Њ—А–Њ—Б—В–Є, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–ї–∞–≤–љ–Њ —Г–њ—А–∞–≤–ї—П—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–Љ –њ—А–µ—Б—Б–Њ–Љ - –∞–≤—В–Њ–Љ–∞—В–Њ–Љ –Є –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М —А–∞–±–Њ—В—Г –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—П.
–Я–Є—В–∞–љ–Є–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞): AC380V, 50HZ, 3 —Д–∞–Ј–љ., 4 –њ—А–Њ–≤–Њ–і–љ., –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Ј–∞—Й–Є—В–љ–Њ–µ –Ј–∞–Ј–µ–Љ–ї–µ–љ–Є–µ. –Т—Л–Ї–ї—О—З–∞—В–µ–ї—М –њ–Є—В–∞–љ–Є—П —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ –Њ–Ї–Њ–ї–Њ –і–≤–µ—А–Є –≥–ї–∞–≤–љ–Њ–є –Ї–Њ–љ—Б–Њ–ї–Є (–Њ—В–Ї—А—Л—В–Є–µ –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ—Б—В–∞–љ–Њ–≤–Ї–µ –њ–Њ–і–∞—З–Є —Н–љ–µ—А–≥–Є–Є). –Т –Њ—Б–љ–Њ–≤–љ—Г—О —Ж–µ–њ—М –≤–Ї–ї—О—З–µ–љ –Є–Ј–Њ–ї–Є—А—Г—О—Й–Є–є —В—А–∞–љ—Б—Д–Њ—А–Љ–∞—В–Њ—А (AC380V, AC220V). –Я–Є—В–∞–љ–Є–µ –≤—Б–µ—Е –і–∞—В—З–Є–Ї–Њ–≤ –Є –њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї–µ–є: DC 24 V. –Я–Њ–і–∞—З–∞ —Н–љ–µ—А–≥–Є–Є –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—П. –¶–µ–њ—М –њ–Є—В–∞–љ–Є—П –Ї–∞—В–µ–≥–Њ—А–Є–Є 3 (CAT.3), —З—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ —Б—А–∞–±–∞—В—Л–≤–∞–љ–Є–µ –ї—О–±–Њ–≥–Њ –Є–Ј —Г—Б—В—А–Њ–є—Б—В–≤ –Ј–∞—Й–Є—В—Л –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ—В–Ї–ї—О—З–µ–љ–Є—О –њ–Є—В–∞–љ–Є—П –≤ —Ж–µ–ї—П—Е –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є. –Т –і–≤–Є–≥–∞—В–µ–ї–µ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л —А–µ–ї–µ –Ј–∞—Й–Є—В—Л –Њ—В –њ–µ—А–µ–≥—А–µ–≤–∞. –Т —Ж–µ–њ–Є –Ї–Њ–љ—В—А–Њ–ї—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ—Л –≤—Л—Б–Њ–Ї–Њ–Ї–∞—З–µ—Б—В–≤–µ–љ–љ—Л–µ –Є –≤—Л—Б–Њ–Ї–Њ–љ–∞–і–µ–ґ–љ—Л–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–£—Б–ї–Њ–≤–Є—П —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є:
1. –Т—Л—Б–Њ—В–∞ –љ–µ –±–Њ–ї–µ–µ 1000 –Љ.
2. –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Њ–Ї—А—Г–ґ–∞—О—Й–µ–є —Б—А–µ–і—Л 0 вАУ 55¬∞ .
3. –Т–ї–∞–ґ–љ–Њ—Б—В—М 35 вАУ 90 % –±–µ–Ј –Ї–Њ–љ–і–µ–љ—Б–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –њ–∞—А–∞.
4. –Ъ–Њ–ї–µ–±–∞–љ–Є—П –љ–∞–њ—А—П–ґ–µ–љ–Є—П ¬± 10%.
5. –Ю—В—Б—Г—В—Б—В–≤–Є–µ –ї–µ–≥–Ї–Њ–≤–Њ—Б–њ–ї–∞–Љ–µ–љ—П—О—Й–Є—Е—Б—П –Є –Ї–Њ—А—А–Њ–Ј–Є—А—Г—О—Й–Є—Е –≥–∞–Ј–Њ–≤.
6. –Ю—В—Б—Г—В—Б—В–≤–Є–µ –Ї–Њ–љ—В–∞–Ї—В–∞ —Б –њ—Л–ї—М—О, –ґ–µ–ї–µ–Ј–љ–Њ–є –њ—Г–і—А–Њ–є –Є–ї–Є –≤–Њ–і–Њ–є.
7. –Э–µ –њ–Њ–і–≤–µ—А–≥–∞—В—М –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—О —В–Њ–ї—З–Ї–Њ–≤ –Є —Г–і–∞—А–Њ–≤.
8. –Э–µ –њ–Њ–і–≤–µ—А–≥–∞—В—М –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—О –њ—А—П–Љ—Л—Е —Б–Њ–ї–љ–µ—З–љ—Л—Е –ї—Г—З–µ–є.
9. –Х—Б–ї–Є –љ–∞ –Љ–µ—Б—В–µ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –љ–µ —Б–Њ–±–ї—О–і–µ–љ—Л –љ–Њ—А–Љ—Л —Н–ї–µ–Ї—В—А–Њ–Љ–∞–≥–љ–Є—В–љ–Њ–є —Б–Њ–≤–Љ–µ—Б—В–Є–Љ–Њ—Б—В–Є, —Б–ї–µ–і—Г–µ—В –њ—А–Є–љ—П—В—М –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –Љ–µ—А—Л. –≠—В–Њ —Б–ї–µ–і—Г–µ—В —Б–і–µ–ї–∞—В—М:
1. –Я—А–Є¬† –љ–∞–ї–Є—З–Є–Є —Н–ї–µ–Ї—В—А–Њ—Б—В–∞—В–Є—З–µ—Б–Ї–Є—Е –њ–Њ–Љ–µ—Е.
2. –Я—А–Є –љ–∞–ї–Є—З–Є–Є —Б–Є–ї—М–љ–Њ–≥–Њ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–Њ–ї—П.
3. –Т —Г—Б–ї–Њ–≤–Є—П—Е —А–∞–і–Є–∞—Ж–Є–Є.
10.1. –£—Б—В–∞–љ–Њ–≤–Ї–∞ –Є —В–µ—Б—В–Є—А–Њ–≤–∞–љ–Є–µ
–Ъ–∞–Ї —В–Њ–ї—М–Ї–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –і–Њ—Б—В–∞–≤–ї–µ–љ–∞ –њ–Њ–ї—М–Ј–Њ–≤–∞—В–µ–ї—О, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–≤–µ—А–Є—В—М —Б–Њ—Б—В–Њ—П–љ–Є–µ –≤—Б–µ—Е —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є—Е –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤, –њ—А–Њ–≤–Њ–і–Њ–≤ –Є —А–∞–Ј—К–µ–Љ–Њ–≤ –Є —Г–±–µ–і–Є—В—М—Б—П, —З—В–Њ –≤—Б–µ –≤–Є–љ—В—Л –Ј–∞—В—П–љ—Г—В—Л –і–Њ–ї–ґ–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ. –£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –≤—Б–µ —Н–ї–µ–Љ–µ–љ—В—Л —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Њ–≥–Њ –±–ї–Њ–Ї–∞ –љ–∞—Е–Њ–і—П—В—Б—П –≤ —Е–Њ—А–Њ—И–µ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є. –Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –љ–∞ –Љ–µ—Б—В–µ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є, –њ—А–Њ–≤–µ—А—М—В–µ –≤—Б–µ –Ї–∞–±–µ–ї–Є –Є —Б–µ—А–≤–Њ–њ—А–Є–≤–Њ–і—Л, –≤—Б–µ —А–∞–Ј—К–µ–Љ—Л –Є —Б–Њ–µ–і–Є–љ–µ–љ–Є—П, –њ–Њ–і—Б–Њ–µ–і–Є–љ–Є—В–µ –Ї–∞–±–µ–ї—М —В–µ—А–Љ–Њ–њ–∞—А—Л –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —Б–µ—А–Є–є–љ—Л–Љ–Є –љ–Њ–Љ–µ—А–∞–Љ–Є –љ–∞ –Ї–Њ–љ—Ж–∞—Е. –Я–Њ–і—Б–Њ–µ–і–Є–љ–Є—В–µ –њ—А–Њ–≤–Њ–і–∞ –≥–ї–∞–≤–љ–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—П, –Љ–∞—А–Ї–Є—А–Њ–≤–Ї–∞ U1,V1,W1 –њ—А–Њ–≤–Њ–і–Њ–≤ –і–≤–Є–≥–∞—В–µ–ї—П –і–Њ–ї–ґ–љ–∞ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Њ–≤–∞—В—М –Љ–∞—А–Ї–Є—А–Њ–≤–Ї–µ U. V. W —А–∞–Ј—К–µ–Љ–Њ–≤ –њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—П. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ–Њ–і–Ї–ї—О—З–Є—В—М –њ–Є—В–∞–љ–Є–µ –Ї –Љ–∞—И–Є–љ–µ.
–Х—Б–ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Љ–µ–љ–µ–µ —З–µ–Љ –≤ 30 –Љ –Њ—В –Є—Б—В–Њ—З–љ–Є–Ї–∞ –њ–Є—В–∞–љ–Є—П, –љ–µ–Њ–±—Е–Њ–і–Є–Љ –њ—П—В–Є—В–Є–ґ–Є–ї—М–љ—Л–є –Ї–∞–±–µ–ї—М —Б–µ—З–µ–љ–Є–µ–Љ 10 –Ї–≤. –Љ–Љ. –Х—Б–ї–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—Е–Њ–і–Є—В—Б—П –±–Њ–ї–µ–µ —З–µ–Љ –≤ 30 –Љ. –Њ—В –Є—Б—В–Њ—З–љ–Є–Ї–∞ –њ–Є—В–∞–љ–Є—П, –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –±–Њ–ї–µ–µ —И–Є—А–Њ–Ї–Є–є –Ї–∞–±–µ–ї—М. –Ь–∞—А–Ї–Є—А–Њ–≤–Ї–∞: —Д–∞–Ј–љ—Л–µ –њ—А–Њ–≤–Њ–і–∞ - L1, L2, L3; ¬†N вАУ –љ–µ–є—В—А–∞–ї—М–љ—Л–є –њ—А–Њ–≤–Њ–і, PE вАУ –Ј–µ–Љ–ї—П.
–Т–љ–Є–Љ–∞–љ–Є–µ:
–Я—А–Є —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є –і–≤—Г—Е –≤—Л—Е–Њ–і–Њ–≤ –њ—А–Њ–≤–Њ–і–Њ–≤ –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –Љ–µ—В–Њ–і —Е–Њ–ї–Њ–і–љ–Њ–є —И—В–∞–Љ–њ–Њ–≤–Ї–Є. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –≤–µ–ї–Є–Ї–∞ –Њ–њ–∞—Б–љ–Њ—Б—В—М –њ–Њ–ґ–∞—А–∞ –Є–ї–Є –њ–Њ–≤—А–µ–ґ–і–µ–љ–Є—П!
–Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≥–Њ—В–Њ–≤–∞ –Ї —Б—В–∞—А—В—Г, –љ–Њ –њ–µ—А–µ–і —В–µ–Љ, –Ї–∞–Ї –њ–Њ–і–Ї–ї—О—З–Є—В—М –њ–Є—В–∞–љ–Є–µ, –њ—А–Њ–≤–µ—А—М—В–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –њ—А–Њ–≤–Њ–і–Њ–≤, ¬†–љ–∞–њ—А—П–ґ–µ–љ–Є–µ –Є —В.–і. –Я–Њ–≤–µ—А–љ–Є—В–µ SA20 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬonвАЭ, –Є –њ–Є—В–∞–љ–Є–µ –±—Г–і–µ—В –њ–Њ–і–∞–љ–Њ –≤ –≥–ї–∞–≤–љ—Г—О —Ж–µ–њ—М, –њ—А–Є —Н—В–Њ–Љ —А–∞–Ј–і–∞—Б—В—Б—П —И–µ—Б—В–Є–Ї—А–∞—В–љ—Л–є –Ј–≤–Њ–љ–Њ–Ї, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—З–љ–µ—В —А–∞–±–Њ—В—Г (–Ј–∞–≥–Њ—А–Є—В—Б—П –Є–љ–і–Є–Ї–∞—В–Њ—А –њ–Є—В–∞–љ–Є—П). –Э–∞ –Ї–Њ–љ—Б–Њ–ї–Є –њ–Њ—П–≤–Є—В—Б—П –Љ–µ–љ—О вАЬLanguage OptionвАЭ, –≤ –Ї–Њ—В–Њ—А–Њ–Љ –Т—Л –Љ–Њ–ґ–µ—В–µ –≤—Л–±—А–∞—В—М –Ї–Є—В–∞–є—Б–Ї–Є–є –Є–ї–Є –∞–љ–≥–ї–Є–є—Б–Ї–Є–є —П–Ј—Л–Ї –Њ—В–Њ–±—А–∞–ґ–µ–љ–Є—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є–Є. –Х—Б–ї–Є –≤ —В–µ—З–µ–љ–Є–µ 30 —Б–µ–Ї—Г–љ–і –љ–µ –±—Г–і–µ—В –і–∞–љ–∞ –Ї–Њ–Љ–∞–љ–і–∞, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –≤—Л–±–µ—А–µ—В –љ–∞—Б—В—А–Њ–є–Ї–Є, —Б–Њ—Е—А–∞–љ–µ–љ–љ—Л–µ –≤ –њ—А–µ–і—Л–і—Г—Й–Є–є —А–∞–Ј. –Х—Б–ї–Є –њ–µ—А–µ–і —Н—В–Є–Љ –±—Л–ї —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ –Ї–Є—В–∞–є—Б–Ї–Є–є, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є —Г—Б—В–∞–љ–Њ–≤–Є—В –Ї–Є—В–∞–є—Б–Ї–Є–є –Є–љ—В–µ—А—Д–µ–є—Б.
–Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ–µ—А–µ—Е–Њ–і–Є—В–µ –Ї –њ–∞–љ–µ–ї–Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞. –Ъ–Њ–≥–і–∞ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М SA11 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є вАЬS.AUTOвАЭ, –њ–Њ–≤–µ—А–љ–Є—В–µ SA12 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬDOWNвАЭ –Є –њ—А–Њ–≤–µ—А—М—В–µ, –Њ–њ—Г—Б—В–Є–ї—Б—П –ї–Є –≥–ї–∞–≤–љ—Л–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і. –Х—Б–ї–Є —Н—В–Њ –њ—А–Њ–Є–Ј–Њ—И–ї–Њ, —В–Њ —Н—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ –њ–Њ–і–∞—З–∞ —Н–љ–µ—А–≥–Є–Є –≤ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –њ—А–∞–≤–Є–ї—М–љ–Њ. –Х—Б–ї–Є —Н—В–Њ–≥–Њ –љ–µ –њ—А–Њ–Є–Ј–Њ—И–ї–Њ, –њ–Њ–Љ–µ–љ—П–є—В–µ –ї—О–±—Л–µ –і–≤–∞ –Є–Ј –њ–Є—В–∞—О—Й–Є—Е –њ—А–Њ–≤–Њ–і–Њ–≤. –Х—Б–ї–Є –≤—Б–µ –≤ –њ–Њ—А—П–і–Ї–µ, –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—А–∞—Й–µ–љ–Є—П –Љ–Њ—В–Њ—А–∞ –Љ–∞—Б–ї—П–љ–Њ–є –њ–Њ–Љ–њ—Л, –≥–ї–∞–≤–љ—Л–є –Є –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–є —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і—Л, —Б–Є—Б—В–µ–Љ–∞ –њ–Њ–і–∞—З–Є, —Н—В–Њ –Ј–љ–∞—З–Є—В, —З—В–Њ –≤—Б–µ —З–∞—Б—В–Є –±—Л–ї–Є –њ—А–∞–≤–Є–ї—М–љ–Њ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л –њ—А–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ.
–Я–Њ–≤–µ—А–љ–Є—В–µ SA21 –љ–∞ –њ–∞–љ–µ–ї–Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ–є –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬOIL PUMPвАЭ, —З—В–Њ–±—Л –љ–∞—З–∞–ї —А–∞–±–Њ—В–∞—В—М –Љ–∞—Б–ї—П–љ—Л–є –љ–∞—Б–Њ—Б. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ–Њ–≤–µ—А–љ–Є—В–µ SA21 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ ¬ЂSTOP¬ї, –љ–∞—Б–Њ—Б –њ—А–Њ–і–Њ–ї–ґ–Є—В —А–∞–±–Њ—В—Г. –Т –Ј–∞–Ї–ї—О—З–µ–љ–Є–Є –њ–Њ–≤–µ—А–љ–Є—В–µ SA21 –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ вАЬMAIN MOTOR, –Ј–∞–њ—Г—Б–Ї–∞—П –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ –љ–µ–≤—Л—Б–Њ–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є. –Х—Б–ї–Є –і–≤–Є–≥–∞—В–µ–ї—М –≤—А–∞—Й–∞–µ—В—Б—П –≤ –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є, –њ–Њ–Љ–µ–љ—П–є—В–µ –Ї–∞–Ї—Г—О-–ї–Є–±–Њ –њ–∞—А—Г —Д–∞–Ј–љ—Л—Е –њ—А–Њ–≤–Њ–і–Њ–≤ U1, V1, –Є–ї–Є W1. –Х—Б–ї–Є —Н—В–Њ –љ–µ –њ–Њ–Љ–Њ–≥–∞–µ—В, –њ—А–Є—З–Є–љ–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –≤ –њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї–µ.
–£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—А–∞—Й–µ–љ–Є—П –і–≤–Є–≥–∞—В–µ–ї—П —Б–Њ–≤–њ–∞–і–∞–µ—В —Б –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ–Љ —Г–Ї–∞–Ј–∞–љ–љ—Л–Љ —Б—В—А–µ–ї–Ї–Њ–є –љ–∞ –µ–≥–Њ –Ї–Њ—А–њ—Г—Б–µ. –Ф–ї—П –≥–Њ—В–Њ–≤–љ–Њ—Б—В–Є –Ї —А–∞–±–Њ—В–µ –љ–∞–ґ–Љ–Є—В–µ SB21. –Э–∞–ґ–Љ–Є—В–µ SB22, –і–ї—П –Ј–∞–њ—Г—Б–Ї–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –Њ—Б–љ–Њ–≤–љ–Њ–є –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞ —Б–∞–Љ—Г—О –љ–Є–Ј–Ї—Г—О —Б–Ї–Њ—А–Њ—Б—В—М –Є –љ–∞–ґ–Љ–Є—В–µ SB23, –і–∞–є—В–µ –і–≤–Є–≥–∞—В–µ–ї—О –њ–Њ—А–∞–±–Њ—В–∞—В—М –љ–∞ –љ–Є–Ј–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є –і–ї—П –њ—А–Њ–≤–µ—А–Ї–Є. –Х—Б–ї–Є –љ–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –љ–Є–Ї–∞–Ї–Є—Е –њ—А–Њ–±–ї–µ–Љ, —Г–≤–µ–ї–Є—З—М—В–µ —Б–Ї–Њ—А–Њ—Б—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–°–Љ–Њ—В—А–Є—В–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є–є —А–∞–Ј–і–µ–ї –і–ї—П –±–Њ–ї–µ–µ –њ–Њ–і—А–Њ–±–љ–Њ–є –Є–љ—Д–Њ—А–Љ–∞—Ж–Є–Є.
10.2. –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ
–Ы—О–±–Њ–є, –Ї—В–Њ –љ–µ—Б–µ—В –Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ—Б—В—М –Ј–∞ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –і–Њ–ї–ґ–µ–љ –Є–Љ–µ—В—М —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й—Г—О –Ї–≤–∞–ї–Є—Д–Є–Ї–∞—Ж–Є—О, –≤–Ї–ї—О—З–∞—О—Й—Г—О —А–∞–±–Њ—В—Г —Б —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–Љ–Є —Ж–µ–њ—П–Љ–Є. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б–њ–µ—Ж–Є–∞–ї—М–љ—Г—О –Ј–∞—Й–Є—В–љ—Г—О –Њ–і–µ–ґ–і—Г, –њ–Њ–і—З–Є–љ—П—В—М—Б—П —Б–Є–≥–љ–∞–ї–∞–Љ –Ј–∞—Й–Є—В–љ—Л—Е —Г—Б—В—А–Њ–є—Б—В–≤ –Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –≤ —А–∞–±–Њ—В–µ —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В—Л.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ —Н—Д—Д–µ–Ї—В–Є–≤–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —А–µ–≥—Г–ї—П—А–љ–Њ –≤—Л–њ–Њ–ї–љ—П—В—М –µ–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ.
–І–µ—А–µ–Ј –љ–µ–Ї–Њ—В–Њ—А—Л–є –њ–µ—А–Є–Њ–і —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –≤–Є–љ—В—Л –љ–∞ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є—Е —Г—Б—В—А–Њ–є—Б—В–≤–∞—Е –Љ–Њ–≥—Г—В –љ–µ–Љ–љ–Њ–≥–Њ –Њ—Б–ї–∞–±–љ—Г—В—М –њ–Њ –њ—А–Є—З–Є–љ–µ –≤–Є–±—А–∞—Ж–Є–Є –Є–ї–Є –њ–Њ –Ї–∞–Ї–Є–Љ-–ї–Є–±–Њ –і—А—Г–≥–Є–Љ –њ—А–Є—З–Є–љ–∞–Љ. –Я–Њ—Н—В–Њ–Љ—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–≤–Њ–і–Є—В—М —Б—В–∞–љ–і–∞—А—В–љ—Г—О –њ—А–Њ–≤–µ—А–Ї—Г –Є –Ј–∞—В—П–љ—Г—В—М –Њ—Б–ї–∞–±—И–Є–µ –≤–Є–љ—В—Л, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї–Є—В –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –њ–Њ–ї–Њ–Љ–Ї—Г —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–С—Г–Љ–∞–ґ–љ–∞—П –њ—Л–ї—М, –њ—А–Њ–Є–Ј–≤–Њ–і–Є–Љ–∞—П —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–Љ –њ—А–µ—Б—Б–Њ–Љ - –∞–≤—В–Њ–Љ–∞—В–Њ–Љ, –Љ–Њ–ґ–µ—В –њ–Њ–Љ–µ—И–∞—В—М –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є —А–∞–±–Њ—В–µ –і–∞—В—З–Є–Ї–Њ–≤, –Њ—Б–Њ–±–µ–љ–љ–Њ —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В–Њ–≤. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —А–µ–≥—Г–ї—П—А–љ–Њ –њ—А–Њ–≤–Њ–і–Є—В—М –Њ—З–Є—Б—В–Ї—Г –≤—Б–µ—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤, –≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Є—Е —А–∞–±–Њ—В–∞ –±—Г–і–µ—В –љ–µ–љ–∞–і–µ–ґ–љ–∞. –Ю—З–µ–љ—М –≤–∞–ґ–љ–Њ! –Я–µ—А–µ–і —З–Є—Б—В–Ї–Њ–є –Њ—В—Б–Њ–µ–і–Є–љ–Є—В–µ –њ–Є—В–∞–љ–Є–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В —Б–Њ—Б—В–Њ–Є—В –Є–Ј –Љ–љ–Њ–≥–Є—Е —З–∞—Б—В–µ–є, —В—А–µ–±—Г—О—Й–Є—Е —Б–Њ–≥–ї–∞—Б–Њ–≤–∞–љ–љ–Њ–є —А–∞–±–Њ—В—Л. –≠—В–Њ –і–Њ—Б—В–Є–≥–∞–µ—В—Б—П –њ—А–∞–≤–Є–ї—М–љ—Л–Љ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є–µ–Љ –≤—А–µ–Љ–µ–љ–Є —А–∞–±–Њ—В—Л —А–∞–Ј–ї–Є—З–љ—Л—Е —З–∞—Б—В–µ–є, –і—А—Г–≥–Є–Љ–Є —Б–ї–Њ–≤–∞–Љ–Є, –≤–Ї–ї—О—З–∞—В—М —Б–ї–µ–і—Г–µ—В —В–µ —З–∞—Б—В–Є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –Ї–Њ—В–Њ—А—Л–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л –≤ –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ.
–І—В–Њ –Ї–∞—Б–∞–µ—В—Б—П —В–Њ–є –ґ–µ –њ—А–Њ–±–ї–µ–Љ—Л —Б–Њ–≥–ї–∞—Б–Њ–≤–∞–љ–Є—П –≤ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Њ–є —Ж–µ–њ–Є –Ї–Њ–љ—В—А–Њ–ї—П, –Њ–љ–∞ —А–µ—И–∞–µ—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О –і–∞—В—З–Є–Ї–Њ–≤ –Ї–Њ–љ—В—А–Њ–ї—П, —Н–љ–Ї–Њ–і–µ—А–∞ –Є –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞. –°–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є–µ —Г—Б—В–∞–љ–Њ–≤–Ї–Є –≤–≤–Њ–і—П—В—Б—П —З–µ—А–µ–Ј –Є–љ—В–µ—А—Д–µ–є—Б. –Ю–љ–Є —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л –љ–∞ –Ј–∞–≤–Њ–і–µ-–Є–Ј–≥–Њ—В–Њ–≤–Є—В–µ–ї–µ, –љ–µ –љ—Г–ґ–љ–Њ –Є—Е –њ–µ—А–µ—Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М.
10.2.1. –Ф–∞—В—З–Є–Ї –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П, –Њ—В–≤–µ—З–∞—О—Й–µ–≥–Њ –Ј–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞
–Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М —А–∞–±–Њ—В–∞–µ—В —Б–Њ–≤–Љ–µ—Б—В–љ–Њ —Б –і–∞—В—З–Є–Ї–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П –ї–Є—Б—В–∞. –Ъ–Њ–≥–і–∞ –ї–Є—Б—В –і–Њ—Б—В–Є–≥–∞–µ—В –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞, –≤–∞–ї–Є–Ї —Б–Њ–≤–µ—А—И–µ–љ–љ–Њ –≤—Л—В–∞–ї–Ї–Є–≤–∞–µ—В –µ–≥–Њ –Є –њ–Њ–і–љ–Є–Љ–∞–µ—В, —Б–µ–љ—Б–Њ—А –њ–µ—А–µ–і–љ–µ–≥–Њ —Г–њ–Њ—А–∞ –∞–Ї—В–Є–≤–Є–Ј–Є—А—Г–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М.
10.2.2. –Ф–∞—В—З–Є–Ї –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П, –Њ—В–≤–µ—З–∞—О—Й–µ–≥–Њ –Ј–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –ї–Є—Б—В–∞
–Ф–ї—П —А–∞–±–Њ—В–∞—О—Й–µ–є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –Ї–Њ–≥–і–∞ —И—В–∞–љ–≥–∞ —Б –Ј–∞—Е–≤–∞—В–∞–Љ–Є –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–Є 200-300 –Љ–Љ –Њ—В —В–Є–≥–ї—П, —Н—В–Њ—В –і–∞—В—З–Є–Ї –∞–Ї—В–Є–≤–Є–Ј–Є—А—Г–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М.
10.2.3. –Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М, –Њ—В–≤–µ—З–∞—О—Й–Є–є –Ј–∞ –љ–∞–Ї–Њ–њ–ї–µ–љ–Є–µ –ї–Є—Б—В–Њ–≤
–Ъ–Њ–≥–і–∞ –њ–µ—А–µ–і–љ–Є–є —Г–њ–Њ—А –њ–Њ–і–љ–Є–Љ–∞–µ—В—Б—П, –њ–Њ–Ј–≤–Њ–ї—П—П –ї–Є—Б—В—Г –њ—А–Њ–є—В–Є, –µ–≥–Њ –і–∞—В—З–Є–Ї –∞–Ї—В–Є–≤–Є–Ј–Є—А—Г–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М.
10.2.4. –Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М, –Њ—В–≤–µ—З–∞—О—Й–Є–є –Ј–∞ –Њ—Б—В–∞–љ–Њ–≤–Ї—Г —В–Є–≥–ї—П
–Ъ–Њ–≥–і–∞ —В–Є–≥–µ–ї—М –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —Б–≤–Њ–µ–є —Б–∞–Љ–Њ–є –љ–Є–Ј–Ї–Њ–є –њ–Њ–Ј–Є—Ж–Є–Є, –µ–≥–Њ –і–∞—В—З–Є–Ї –Ј–∞–њ—Г—Б–Ї–∞–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М.
10.2.5. –Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М, –Њ—В–≤–µ—З–∞—О—Й–Є–є –Ј–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–љ–µ–≤–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞
–Ъ–Њ–≥–і–∞ –њ–µ—А–µ–і–љ–Є–є –њ—А–Є—Б–Њ—Б –Ј–∞–Ї–Њ–љ—З–Є–ї –Њ–њ–µ—А–∞—Ж–Є—О –њ–Њ –њ—А–Є—Б–Њ—Б—Г –ї–Є—Б—В–∞ –Є –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–Њ–ї–Њ–≤–Є–љ–µ –њ—Г—В–Є –≤ –Њ–±—А–∞—В–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є, –µ–≥–Њ –і–∞—В—З–Є–Ї –∞–Ї—В–Є–≤–Є–Ј–Є—А—Г–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М.
10.2.6. –Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М, –Њ—В–≤–µ—З–∞—О—Й–Є–є –Ј–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —Г—Б—В—А–Њ–є—Б—В–≤–∞ —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П
–Ъ–Њ–≥–і–∞ –ї–Є—Б—В –і–≤–Є–ґ–µ—В—Б—П –≤ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –Ј–∞—Е–≤–∞—В–Њ–≤ –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–Є 200-300 –Љ–Љ –Њ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П, –µ–≥–Њ –і–∞—В—З–Є–Ї –∞–Ї—В–Є–≤–Є–Ј–Є—А—Г–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М.
10.3. –Я—А–Њ–±–ї–µ–Љ—Л –Є —Б–њ–Њ—Б–Њ–±—Л –Є—Е —А–µ—И–µ–љ–Є—П
–Ъ–Њ–љ—В—А–Њ–ї—М–љ–∞—П —Б–Є—Б—В–µ–Љ–∞ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞) –Є–Љ–µ–µ—В –Љ–љ–Њ–≥–Њ –≤—Б—В—А–Њ–µ–љ–љ—Л—Е —Д—Г–љ–Ї—Ж–Є–є, –њ–Њ–Љ–Њ–≥–∞—О—Й–Є—Е –≤–µ—Б—В–Є –њ—А–Њ—Ж–µ—Б—Б —Г–њ—А–∞–≤–ї–µ–љ–Є—П –Є —Б–Є—Б—В–µ–Љ—Г –Ј–∞—Й–Є—В–љ—Л—Е —Г—Б—В—А–Њ–є—Б—В–≤. –Я—А–Є –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є–Є –ї—О–±–Њ–є –њ—А–Њ–±–ї–µ–Љ—Л –≤ —А–∞–±–Њ—В–µ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞), –Њ–љ–∞ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П.
–®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –Є–Љ–µ–µ—В —Д—Г–љ–Ї—Ж–Є—О —Б–∞–Љ–Њ–і–Є–∞–≥–љ–Њ—Б—В–Є–Ї–Є. –°–∞–Љ–Њ–і–Є–∞–≥–љ–Њ—Б—В–Є–Ї–∞ —Г–њ—А–∞–≤–ї—П–µ—В—Б—П –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ, —А–µ–Ј—Г–ї—М—В–∞—В—Л –≤—Л–≤–Њ–і—П—В—Б—П –љ–∞ –Є–љ—В–µ—А—Д–µ–є—Б. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –Њ–њ–µ—А–∞—В–Њ—А –Љ–Њ–ґ–µ—В –ї–µ–≥–Ї–Њ –Є–і–µ–љ—В–Є—Д–Є—Ж–Є—А–Њ–≤–∞—В—М –њ—А–Њ–±–ї–µ–Љ—Г, –Њ–њ–Є—А–∞—П—Б—М –љ–∞ –і–∞–љ–љ—Л–µ —Б –Љ–Њ–љ–Є—В–Њ—А–Њ–≤ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞). –Я—А–Є –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є–Є –љ–µ—Б—В–∞–љ–і–∞—А—В–љ—Л—Е –њ—А–Њ–±–ї–µ–Љ, –≤–љ–∞—З–∞–ї–µ –њ—А–Њ–≤–µ—А—М—В–µ –љ–∞–ї–Є—З–Є–µ –≤–љ–µ—И–љ–Є—Е –≤–Њ–Ј–і–µ–є—Б—В–≤–Є–є –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ–µ—А–µ—Е–Њ–і–Є—В–µ –Ї –і–Є–∞–≥–љ–Њ—Б—В–Є–Ї–µ —Б–∞–Љ–Њ–є —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞).¬†
10.3.1. –°–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –љ–µ –њ–Њ–і–љ–Є–Љ–∞–µ—В—Б—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є
–Х—Б–ї–Є –њ—А–Є –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є–Є —В–∞–Ї–Њ–є –њ—А–Њ–±–ї–µ–Љ—Л —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і –Љ–Њ–ґ–љ–Њ –њ–µ—А–µ–і–≤–Є–љ—Г—В—М —А—Г–Ї–Њ–є, —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ SA11 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ—А–∞–≤–Є–ї—М–љ–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є, —З—В–Њ SQ13 –≤ —А–∞–±–Њ—З–µ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є –Є —З—В–Њ –≤—А–µ–Љ—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–Њ–і—К–µ–Љ–∞ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–Њ –≤–µ—А–љ–Њ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –µ—Б–ї–Є –њ—А–Њ–±–ї–µ–Љ–∞ –≤—Б–µ –µ—Й–µ —Б–Њ—Е—А–∞–љ—П–µ—В—Б—П, –њ—А–Њ–≤–µ—А—М—В–µ –і–≤–Є–ґ—Г—Й—Г—О —Б–Є—Б—В–µ–Љ—Г.
10.3.2. –Э–µ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–∞—П –њ–Њ–і–∞—З–∞ –ї–Є—Б—В–Њ–≤
–Х—Б–ї–Є –њ–Њ–і–∞—З–∞ –ї–Є—Б—В–Њ–≤ –Љ–Њ–ґ–µ—В –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М—Б—П –≤—А—Г—З–љ—Г—О, –њ—А–Њ–≤–µ—А—М—В–µ –њ—А–∞–≤–Є–ї—М–љ–Њ—Б—В—М –њ–Њ–ї–Њ–ґ–µ–љ–Є—П HL31, –∞ —В–∞–Ї –ґ–µ –њ—А–∞–≤–Є–ї—М–љ–Њ—Б—В—М –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Г—Б—В–∞–љ–Њ–≤–Ї–Є –њ–Њ–і–∞—З–Є. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –µ—Б–ї–Є –њ—А–Њ–±–ї–µ–Љ–∞ –≤—Б–µ –µ—Й–µ —Б–Њ—Е—А–∞–љ—П–µ—В—Б—П, –њ—А–Њ–≤–µ—А—М—В–µ –і–≤–Є–ґ—Г—Й—Г—О —Б–Є—Б—В–µ–Љ—Г.
 
10.3.3. –Я–Њ–і–∞—З–∞ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П —Б –њ—А–µ—А—Л–≤–Є—Б—В—Л–Љ –њ–Њ–і—К–µ–Љ–Њ–Љ
–Х—Б–ї–Є –њ–Њ–і–∞—З–∞ –ї–Є—Б—В–Њ–≤ –Љ–Њ–ґ–µ—В –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М—Б—П –≤—А—Г—З–љ—Г—О, —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ HL32 –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —А–∞–±–Њ—З–µ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є –Є —Д–Њ—В–Њ–і–∞—В—З–Є–Ї –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б –Є—Б—В–Њ—З–љ–Є–Ї–Њ–Љ —Б–≤–µ—В–∞.
10.3.4. –Т—Б–µ –і–≤–Є–≥–∞—В–µ–ї–Є –љ–µ –Ј–∞–њ—Г—Б–Ї–∞—О—В—Б—П
–Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –њ—А–Њ–≤–µ—А—М—В–µ –∞–≤–∞—А–Є–є–љ—Г—О –Ї–љ–Њ–њ–Ї—Г, –љ–∞—Е–Њ–і–Є—В—Б—П –ї–Є –Њ–љ–∞ –≤ –Є—Б—Е–Њ–і–љ–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –Є–ї–Є –љ–µ—В. –Х—Б–ї–Є –љ–µ—В, –Њ—В–Њ–ґ–Љ–Є—В–µ SB21. –Х—Б–ї–Є –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –Љ–Є–≥–∞—О—В —В—А–Є –ї–∞–Љ–њ–Њ—З–Ї–Є, —Н—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ, –Ї–Њ—В–Њ—А–∞—П –њ–Њ–Ї–∞–Ј—Л–≤–∞–µ—В, —З—В–Њ –Њ–і–Є–љ –Є–Ј —А—Л—З–∞–≥–Њ–≤, –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ–є –љ–µ –±—Л–ї –≤–Њ–Ј–≤—А–∞—Й–µ–љ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –®—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ј–∞–њ—Г—Й–µ–љ–∞ –і–Њ —В–Њ–≥–Њ, –Ї–∞–Ї —Н—В–Њ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –љ–µ –±—Г–і–µ—В –≤–Њ–Ј–≤—А–∞—Й–µ–љ –≤ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
10.3.5. –Я–µ—А–µ–≥—А—Г–Ј —Б—В–Њ–њ—Л –њ—А–Є –њ–Њ–і–∞—З–µ, –њ—А–Є —Н—В–Њ–Љ –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є—П –≤—Л—Б–Њ—В—Л —Б—В–Њ–њ—Л –љ–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В
–Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –њ—А–Њ–≤–µ—А—М—В–µ —Б–µ–Ї—Ж–Є—О –њ–Њ–і–∞—З–Є, —З—В–Њ–±—Л —Г–±–µ–і–Є—В—М—Б—П, —З—В–Њ –ї–Є—Б—В—Л –љ–∞—Е–Њ–і—П—В—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–∞–і–µ–љ–Є—П, –њ—А–Њ–≤–µ—А—М—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ HL31, –∞ —В–∞–Ї –ґ–µ –њ—А–∞–≤–Є–ї—М–љ–Њ—Б—В—М —Г—Б—В–∞–љ–Њ–≤–Ї–Є —В–∞–є–Љ–µ—А–∞.
10.3.6. –Ф–≤–Є–≥–∞—В–µ–ї—М –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В —А–∞–±–Њ—В—Г —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–∞ (–∞–≤—В–Њ–Љ–∞—В–∞)
–Я—А–Є –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є–Є —Н—В–Њ–є –њ—А–Њ–±–ї–µ–Љ—Л –њ—А–Њ–≤–µ—А—М—В–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ –њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—П, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б - –∞–≤—В–Њ–Љ–∞—В –њ–µ—А–µ–≥—А—Г–ґ–µ–љ–∞ –Є–ї–Є –љ–∞–±–ї—О–і–∞–µ—В—Б—П —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ, –µ—Б–ї–Є —Б—А–∞–≤–љ–Є—В—М –Ї–Њ–і–Њ–≤–Њ–µ —З–Є—Б–ї–Њ –љ–∞ —И–Ї–∞–ї—М–љ–Њ–Љ —Ж–Є—Д–µ—А–±–ї–∞—В–µ —Б —В—А–µ–±–Њ–≤–∞–љ–Є—П–Љ–Є –≤ –Є–љ—Б—В—А—Г–Ї—Ж–Є–Є –њ–Њ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—П, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —З–∞—Б—В–Є—З–љ–Њ –Є—Б–њ–∞—А–Є–ї–∞—Б—М —Б–Љ–∞–Ј–Ї–∞.
10.4. –°–њ–Є—Б–Њ–Ї —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є—Е –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤
–Т–љ–Є–Љ–∞–љ–Є–µ: —Б–њ–µ—Ж–Є—Д–Є–Ї–∞—Ж–Є–Є –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤, –њ—А–Є–≤–µ–і–µ–љ–љ—Л–µ –≤ —В–∞–±–ї–Є—Ж–µ, –і–∞–љ—Л —В–Њ–ї—М–Ї–Њ –≤ –Ї–∞—З–µ—Б—В–≤–µ —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ–Љ—Л—Е. –Т –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Б–ї—Г—З–∞—П—Е –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –і—А—Г–≥–Є–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л. –Ъ–Њ–Љ–њ–Њ–љ–µ–љ—В—Л —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л–µ –≤ —И—В–∞–љ—Ж–µ–≤–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—В —Б–њ–µ—Ж–Є—Д–Є–Ї–∞—Ж–Є–Є.
–Ь–∞—А–Ї–Є—А–Њ–≤–Ї–∞ –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ –Ь–Њ–і–µ–ї—М –Ъ–Њ–ї-–≤–Њ –Я—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М
KM0 (–Ї–Њ–љ—В–∞–Ї—В–Њ—А) GMC-65 –Ъ–∞—В—Г—И–Ї–∞ AC220V 1 LG
KM1 AC Contactor (–Ї–Њ–љ—В–∞–Ї—В–Њ—А) GMC-9 –Ъ–∞—В—Г—И–Ї–∞ AC220V 1 LG
KM2 AC Contactor (–Ї–Њ–љ—В–∞–Ї—В–Њ—А, –њ–Є—В–∞–љ–Є–µ –Њ—В –њ–µ—А–µ–Љ–µ–љ–љ–Њ–≥–Њ —В–Њ–Ї–∞) GMC-32 –Ъ–∞—В—Г—И–Ї–∞ AC220V 1 LG
KM3 AC Contactor (–Ї–Њ–љ—В–∞–Ї—В–Њ—А, –њ–Є—В–∞–љ–Є–µ –Њ—В –њ–µ—А–µ–Љ–µ–љ–љ–Њ–≥–Њ —В–Њ–Ї–∞) GMC-12 –Ъ–∞—В—Г—И–Ї–∞ AC220V 1 LG
KM4-11 AC Contactor (–Ї–Њ–љ—В–∞–Ї—В–Њ—А, –њ–Є—В–∞–љ–Є–µ –Њ—В –њ–µ—А–µ–Љ–µ–љ–љ–Њ–≥–Њ —В–Њ–Ї–∞) GMC-9R –Ъ–∞—В—Г—И–Ї–∞ AC220V 4 LG
FR6 Thermal relay (—В–µ–њ–ї–Њ–≤–Њ–µ —А–µ–ї–µ) GTH 0,63-1 1 LG
FR2 Thermal relay (—В–µ–њ–ї–Њ–≤–Њ–µ —А–µ–ї–µ) GTH 9-13A 1 LG
FR3,5 Thermal relay (—В–µ–њ–ї–Њ–≤–Њ–µ —А–µ–ї–µ) GTH 1,6-2,5 2 LG
FR1.4 Thermal relay (—В–µ–њ–ї–Њ–≤–Њ–µ —А–µ–ї–µ) GTH¬† 1-1,6A 2 LG
KA0 Emergency relay (–∞–≤–∞—А–Є–є–љ–Њ–µ —А–µ–ї–µ) RS-NAGAO¬†¬† DC24V 1 CIESE ¬†
KA1~9 Relay (—А–µ–ї–µ) MY2N DC24V 9 Omron
SA20 Chief locking (–≥–ї–∞–≤–љ—Л–є –±–ї–Њ–Ї–Є—А–∞—В–Њ—А) ASW2K20E 1 Idec
SB15.28.37.44.45 Emergency stop button (–Ї–љ–Њ–њ–Ї–∞ –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є) AVW402ER 5 Idec
SB14.24.34.43.54 Button (–Ї–љ–Њ–њ–Ї–∞) AVW302ER 5 Idec
SB13.27.35.53 Button (–Ї–љ–Њ–њ–Ї–∞) ALW29910EG 4 Idec
SB11.21.31.41.51 Button (–Ї–љ–Њ–њ–Ї–∞) ABW110ES 5 Idec
SB12.22.32.36.42.52 Button (–Ї–љ–Њ–њ–Ї–∞) ABW110EB 6 Idec
SB23.33 Button (–Ї–љ–Њ–њ–Ї–∞) ABW110EG 2 Idec
SB25.26 Button (–Ї–љ–Њ–њ–Ї–∞) ABW110EW 2 Idec
SA11 Knob switch (–Ї–љ–Њ–њ–Њ—З–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) ASW320E 1 Idec
SA21 Knob switch (–Ї–љ–Њ–њ–Њ—З–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) ASW3L20E 1 Idec
–Ь–∞—А–Ї–Є—А–Њ–≤–Ї–∞ –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ –Ь–Њ–і–µ–ї—М –Ъ–Њ–ї-–≤–Њ –Я—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М
SA12.31.51 Knob switch (–Ї–љ–Њ–њ–Њ—З–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) ASW33L20E 3 Idec
SA22.32 Knob switch (–Ї–љ–Њ–њ–Њ—З–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) ASW220E 2 Idec
EL23.24.25 Singnal lamp (—Б–Є–≥–љ–∞–ї—М–љ–∞—П –ї–∞–Љ–њ–∞) LT-220-3 220V 1 Tai wan
EL21 Tell-table lamp (—Б–Є–≥–љ–∞–ї—М–љ–∞—П –ї–∞–Љ–њ–∞) APW199EG 1 Idec
EL32 Tell-table lamp (—Б–Є–≥–љ–∞–ї—М–љ–∞—П –ї–∞–Љ–њ–∞) APW119EA 1 Idec
PLC1 CPU (—Ж–µ–љ—В—А–∞–ї—М–љ—Л–є –њ—А—Ж–µ—Б—Б–Њ—А) CPM2A-60CDR-A 1 Omron
PLC2 Extension (—А–∞—Б—И–Є—А–Є—В–µ–ї—М) CPM1A-20EDR1 1 Omron
PLC3 Extension (—А–∞—Б—И–Є—А–Є—В–µ–ї—М) CPM1A-20EDT 1 Omron
PLC4 Extension (—А–∞—Б—И–Є—А–Є—В–µ–ї—М) CPM1A-8ED Omron
QF20 Auto air switch (–∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є –≤–Њ–Ј–і—Г—И–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) EA63B¬† BB3CEB-060 1 Fushi
FU1.2.3.4.5.6.7.8 Fuse (–њ–ї–∞–≤–Ї–Є–є –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—М) (31113) 8 Woehner
FU9 Fuse ((–њ–ї–∞–≤–Ї–Є–є –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—М) (31113) 1 Woehner
FU10.11.12.13.14 Fuse (–њ–ї–∞–≤–Ї–Є–є –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—М) (31113) 5 Woehner
Fuse core (–Њ—Б–љ–Њ–≤–∞–љ–Є–µ –њ–ї–∞–≤–Ї–Њ–≥–Њ –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—П) 32A 3 Woehner
Fuse core (–Њ—Б–љ–Њ–≤–∞–љ–Є–µ –њ–ї–∞–≤–Ї–Њ–≥–Њ –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—П) 25A 6 Woehner¬†
Fuse core (–Њ—Б–љ–Њ–≤–∞–љ–Є–µ –њ–ї–∞–≤–Ї–Њ–≥–Њ –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—П) 16A 6 Woehner¬†
Fuse core (–Њ—Б–љ–Њ–≤–∞–љ–Є–µ –њ–ї–∞–≤–Ї–Њ–≥–Њ –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—П) 6 A 12 Woehner¬†
Fuse core (–Њ—Б–љ–Њ–≤–∞–љ–Є–µ –њ–ї–∞–≤–Ї–Њ–≥–Њ –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—П) 4A 2 Woehner¬†
Fuse core (–Њ—Б–љ–Њ–≤–∞–љ–Є–µ –њ–ї–∞–≤–Ї–Њ–≥–Њ –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї—П) 1A 1 Woehner
HL11.13.14.31 Photo electric switch (—Д–Њ—В–Њ—Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) LLK-1180-202(R)
32.33.34 LLK-1180-200(E) 7 Contrinex
HL12.23.51 Photo electric switch (—Д–Њ—В–Њ—Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) LHK-1180-301 3 Contrinex
SQ26.2A.2B.2C.2D Photo electric switch (—Д–Њ—В–Њ—Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) TL-W3MC1 5 Contrinex
SQ11.12.14.15 Limit switch (–њ—А–µ–і–µ–ї—М–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) WLCA12 4 Omron
SQ13.16.28 Proximity switch (–±–µ—Б–Ї–Њ–љ—В–∞–Ї—В–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) DW-AD-621-M12 3 Contrinex
SQ22 Limit switch (–њ—А–µ–і–µ–ї—М–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) Z-15GQ22-B 1 Omron
SQ31.32.33 Limit switch (–њ—А–µ–і–µ–ї—М–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) ZC-D55 3 Omron
SQ23.24 Limit switch (–њ—А–µ–і–µ–ї—М–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) ZC-Q2255 2 Omron
SQ34.35.36 Proximity switch (–±–µ—Б–Ї–Њ–љ—В–∞–Ї—В–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М) 3SE3-120-1FA 3 Omron
–Ь–∞—А–Ї–Є—А–Њ–≤–Ї–∞ –Э–∞–Є–Љ–µ–љ–Њ–≤–∞–љ–Є–µ –Ь–Њ–і–µ–ї—М –Ъ–Њ–ї-–≤–Њ –Я—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М
SQ51.52¬† Proximity switch¬† (–±–µ—Б–Ї–Њ–љ—В–∞–Ї—В–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М)¬† 3SE3-120-1EA¬†¬†¬† 2¬†¬†¬†¬†¬† Omron
SQ25.27.53.55 Proximity switch¬† (–±–µ—Б–Ї–Њ–љ—В–∞–Ї—В–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М)¬† TL-Q5MC1¬†¬†¬†¬† 4¬†¬†¬†¬†¬† Omron
SQ37¬†¬† Limit switch¬† (–њ—А–µ–і–µ–ї—М–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М)¬†¬†¬†¬†¬† ZC-W155¬†¬†¬†¬† 1¬†¬†¬†¬†¬† Omron
SQ21¬†¬† Oil pressure switch (–њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –і–∞–≤–ї–µ–љ–Є—П –Љ–∞—Б–ї–∞) SNS-C110¬†¬†¬†¬† 1¬†¬†¬†¬†¬† Saginomiya
CNT1¬†¬† Pre counter (—Г—Б—В—А–Њ–є—Б—В–≤–Њ –њ—А–µ–і—Г—Б—В–∞–љ–Њ–≤–Ї–Є¬† —В–Є—А–∞–ґ–∞)¬†¬†¬†¬†¬†¬†¬† LC4H-R6-DC24V¬†¬† 1¬†¬†¬†¬†¬†¬†¬† Nais
DC24V¬†¬†¬†¬† Stabilized voltage supply (—Б—В–∞–±–Є–ї–Є–Ј–∞—В–Њ—А –љ–∞–њ—А—П–ґ–µ–љ–Є—П –њ–Є—В–∞–љ–Є—П) DR-120-24 120W DC24V 1¬†¬†¬†¬†¬† Mean well
VS¬†¬†¬† Speed adjustable inverter (—А–µ–≥—Г–ї–Є—А—Г–µ–Љ—Л–є –Њ–±—А–∞—В–љ—Л–є –њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—М —Б–Ї–Њ—А–Њ—Б—В–Є) 15.F5.B1E-3500¬†¬†¬†¬†¬†¬†¬† 1¬†¬†¬†¬†¬†¬†¬†¬†¬† KEB
DW¬†¬†¬†¬†¬†¬†¬†¬†¬† Potentiometer (–њ–Њ—В–µ–љ—Ж–Є–Њ–Љ–µ—В—А)¬†¬†¬†¬† WX030¬†¬† 4.7KΩ3W¬† 1¬†
R1¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† Resistor¬† (—А–µ–Ј–Є—Б—В–Њ—А)¬†¬†¬†¬†¬†¬†¬†¬† MCRM-ST 2KW 40Ω¬† 1¬†¬† Korea
HA¬†¬†¬†¬†¬†¬†¬†¬†¬† Ac electric bell¬†¬† (—Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–є –Ј–≤–Њ–љ–Њ–Ї; –њ–Є—В–∞–љ–Є–µ –Њ—В¬† –њ–µ—А–µ–Љ–µ–љ–љ–Њ–≥–Њ —В–Њ–Ї–∞)¬†¬† 126 052 15¬†¬† DC24V¬† 1¬†¬†¬†¬†¬†¬†¬†¬†¬† Korea
M.M.I¬†¬†¬†¬†¬†¬†¬† Interface¬†¬† (–Є–љ—В–µ—А—Д–µ–є—Б) PWS-1711MONO¬†¬† 1¬†¬† Tai wan
M1¬†¬†¬†¬†¬†¬†¬†¬†¬† Oil pump motor¬† (–і–≤–Є–≥–∞—В–µ–ї—М –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞)¬†¬† YS-7124-B5¬† 370W¬†¬†¬†¬†¬† 1¬†¬† Tianjin
M2¬†¬† Main motor¬† (–Њ—Б–љ–Њ–≤–љ–Њ–є –і–≤–Є–≥–∞—В–µ–ї—М) Y-160M-4-B3¬† 11KW¬† 1¬†¬†¬†¬†¬†¬†¬†¬†¬† Tianjin
M3¬†¬† Air pump (–≤–Њ–Ј–і—Г—И–љ—Л–є –љ–∞—Б–Њ—Б)¬†¬† CBX40-P-VB03¬† 2.2KW¬† 4.9KW¬† 1¬†¬†¬†¬†¬†¬†¬†¬† ORION
M4¬†¬† Main feeder motor (–Њ—Б–љ–Њ–≤–љ–Њ–є –і–≤–Є–≥–∞—В–µ–ї—М —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞) GV28-750-10S-M¬† 750W 1¬†¬†¬†¬†¬†¬†¬†¬† Tai wan
M5¬†¬† Non-stop feeder motor (–±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ—Л–є (–љ–Њ–љ-—Б—В–Њ–њ) –і–≤–Є–≥–∞—В–µ–ї—М —Б–∞–Љ–Њ–љ–∞–Ї–ї–∞–і–∞) GV22-400-10S-M¬† 400W 1¬†¬†¬†¬†¬†¬†¬†¬† Tai wan
M6¬†¬† Delivery gear motor (—В—А–∞–љ—Б–Љ–Є—Б—Б–Є–Њ–љ–љ—Л–є –і–≤–Є–≥–∞—В–µ–ї—М —В—А–∞–љ—Б–њ–Њ—А—В–µ—А–∞)¬† GV32-750-100S-M 750W 1¬†¬† Tai wan
M7¬†¬† Stripping frame gear motor (—В—А–∞–љ—Б–Љ–Є—Б—Б–Є–Њ–љ–љ—Л–є –і–≤–Є–≥–∞—В–µ–ї—М —Б–µ–Ї—Ж–Є–Є —Г–і–∞–ї–µ–љ–Є—П –Њ–±–ї–Њ—П) GV22-200-100S-M 200W1¬†¬† Tai wan
YB.YC¬† Air clutch¬† (–≤–Њ–Ј–і—Г—И–љ–∞—П –Љ—Г—Д—В–∞ —Б—Ж–µ–њ–ї–µ–љ–Є—П)¬† 57110 WD¬†¬†¬†¬† 1¬†¬†¬†¬†
M9.10¬†¬† Fan¬†¬† (–≤–µ–љ—В–Є–ї—П—В–Њ—А)¬†¬†¬†¬†¬†¬†¬†¬†¬† FP-108X(S-1)-T¬†¬†¬† 2¬†¬† Tai wan
TC1¬†¬† Control transformer¬† (–Ї–Њ–љ—В—А–Њ–ї—М–љ—Л–є —В—А–∞–љ—Б—Д–Њ—А–Љ–∞—В–Њ—А) JBK5-800 380V/220V.24V¬†¬† 1¬†¬†¬†¬†¬†¬†
LB¬†¬† Filter¬†¬† (—Д–Є–ї—М—В—А)¬†¬†¬†¬†¬†¬†¬†¬† DL-10DH1U¬† AC250V 10A1¬†
DL1.2.3¬† Daylight lamp (–ї–∞–Љ–њ–∞ –і–љ–µ–≤–љ–Њ–≥–Њ —Б–≤–µ—В–∞)¬† CWY-1X20W¬† AC220V¬†¬† 3¬†¬†¬†¬†¬†
NEC¬†¬† Encoder¬† (—Н–љ–Ї–Њ–і–µ—А) ZLF-12-100BMC24E¬†¬†¬† 1¬†¬†¬† China Changchun¬†
пїњ–Ю–°–Ґ–Р–Ы–Ш–°–ђ –Т–Ю–Я–†–Ю–°–Ђ?
–Э–Р–®–Ш –°–Я–Х–¶–Ш–Р–Ы–Ш–°–Ґ–Ђ –Я–†–Ю–Ъ–Ю–Э–°–£–Ы–ђ–Ґ–Ш–†–£–Ѓ–Ґ –Т–Р–°
–Ь–Х–Э–Ѓ
 –Т—Л—Б–µ—З–љ–Њ–µ –С–Њ–±–Є–љ–Њ—А–µ–Ј–Ї–Є –Ы–Є—Б—В–Њ—А–µ–Ј–Ї–Є –Ґ–Є—Б–љ–Є–ї—М–љ–Њ–µ –®–µ–ї–Ї–Њ–≥—А–∞—Д—Б–Ї–Њ–µ –§–Њ—А–Љ–љ–Њ–µ
–Т—Л—Б–µ—З–љ–Њ–µ –С–Њ–±–Є–љ–Њ—А–µ–Ј–Ї–Є –Ы–Є—Б—В–Њ—А–µ–Ј–Ї–Є –Ґ–Є—Б–љ–Є–ї—М–љ–Њ–µ –®–µ–ї–Ї–Њ–≥—А–∞—Д—Б–Ї–Њ–µ –§–Њ—А–Љ–љ–Њ–µ
–§–Ы–Х–Ъ–°–Ю–У–†–Р–§–°–Ъ–Ю–Х –Ю–С–Ю–†–£–Ф–Ю–Т–Р–Э–Ш–Х
–Ъ–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П —Б—В–∞–љ–Ї–Њ–≤ –Ф–Њ–њ. —Б–µ–Ї—Ж–Є–Є –Ъ–Њ–љ—В–∞–Ї—В—Л –Є –°–µ—А–≤–Є—Б