


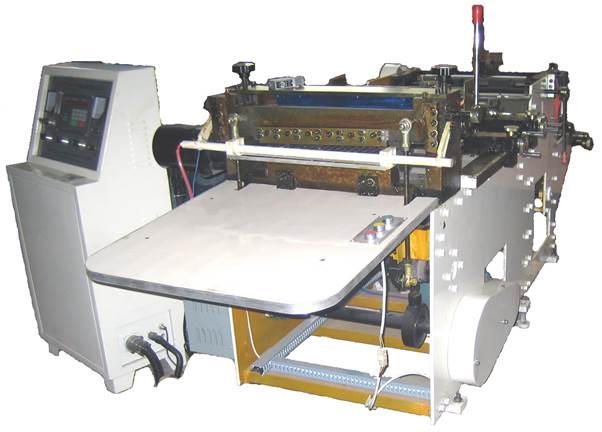
Листорезальная машина – флаторезка QD-350, руководство по эксплуатации (старая версия листорезки)
Содержание
Приложение A: Функциональные коды и коды ошибок
Приложение B:Описание электрических разъемов
Приложение С:Электрическая схема
Эта инструкция содержит описание принципов работы на листорезке с микроконтроллерным управлением QD-350. Перед началом работы на машине, оператор должен внимательно изучить эту инструкцию. Если в процессе работы у вас возникли проблемы, то обратитесь к разделу FAQ.
Использование листорезки
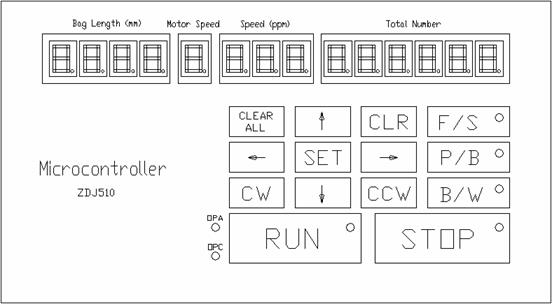
Рисунок 1. Панель управления
Рисунок 1 показывает внешний вид панели управления. Панель управления разбита на два функциональных блока: клавиатура и дисплей. С помощью панели управления все параметры работы листорезки могут быть легко изменены.
Схема прохождения полотна материала в листорезке – флаторезке QD-350 приведена ниже:
Компоновка листорезки может быть изменена производителем без предварительного уведомления.
1. Использование клавиатуры листорезальной машины
Клавиатура состоит из 14 функциональных клавиш. Ниже приведены функции каждой клавиши.
· “SET”: Нажмите клавишу “SET’ для настройки функций листорезки. Каждая функция имеет свой индивидуальный код, который выводится на дисплей (кроме функции 01). Однократное нажатие клавиши “SET’ выведет на экран настроечные параметры функции 01: длину обрезаемых листов и скорость протяжного мотора. При последующем нажатии клавиши “SET’ на дисплей выводится следующий код функции и настраиваемый параметр.
· “←”: В режиме настройки клавиша используется для смещения курсора влево.
· “→”: В режиме настройки клавиша используется для смещения курсора в вправо.
· “↑”: В режиме настройки клавиша используется для увеличения выбранного символа настраиваемого параметра на единицу.
· “↓”: В режиме настройки клавиша используется для уменьшения выбранного символа настраиваемого параметра на единицу.
· “CLEAR All ”: Клавиша используется для полного обнуления счетчика листов.
· “CLR”: Клавиша используется для обнуления счетчика листов в текущей пачке.
· “CW”: Клавиша используется для толчка шагового двигателя вперед.
· “CCW”: Клавиша используется для толчка шагового двигателя назад.
· “F/S”: Клавиша используется для перехода между двумя режимами работы: быстрое обнаружение и медленное обнаружение. Функция не работает при разрезке прозрачной пленки. Режим быстрого обнаружения используется для нормальной работы, режим медленного обнаружения используется для пробного запуска во время настройки.
· “P/B”: Клавиша используется для переключения между двумя режимами работы: размотка прозрачных материалов и размотка непрозрачных материалов.
· “B/W”: Клавиша используется для выбора режима работы оптического датчика. Светодиод в клавише горит, если оптический датчик обнаружил цветную метку.
· “RUN”: Клавиша используется для запуска листорезки. Светодиод в клавише горит, когда листорезка - флаторезка работает.
· “STOP”: Клавиша используется для остановки листорезки. Светодиод в клавише горит зеленым при нормальной установке, красным при аварийной остановке.
2. Обозначения на дисплее листорезальной машины
Дисплей разделен на четыре секции, которые в рабочем режиме показывают длину листов разрезаемого материала, скорость протяжного мотора, производительность и общий счетчик. Пользователь может настроить длину листов разрезаемого материала и скорость двигателя. Производительность и общий счетчик используется только для информирования оператора. Ниже приведено детальное описание каждой секции:
· Длина листов разрезаемого материала: Секция состоит из четырех сегментов. Значение длины листов может на ходу меняться в пределах от 1 миллиметра до 9999 миллиметров, с шагом в 1 миллиметр.
· Скорость протяжного мотора: Секция состоит из одного сегмента, и показывает скорость протяжного шагового мотора. Скорость можно на ходу менять в пределах от 0 (наименьшая скорость) до 9 (наибольшая скорость).
· Производительность: Секция состоит из трех сегментов. В процессе работы эта секция отображает текущую производительность станка в листах в минуту.
· Общий счетчик: Секция состоит из шести сегментов, которые отображают число обрезанных листов.
Коды настройки функций и коды ошибок также выводятся на дисплей. Код настройки функций выглядит как F??, код ошибки выглядит как E??, где ?? - номер. Функция настройки параметров пачки выглядит как F02, функция настройки паузы выглядит как F03, функция установки диаметра ролика выглядит как F04. Код ошибки Е02 означает ошибку в клавиатуре, код ошибки Е01 означает потерю запрограммированных параметров. Детально функциональные коды и коды ошибок показаны в приложении А.
3. Установка параметров листорезальной машины
Точная установка параметров позволит получать продукцию высокого качества. Для первого использования должны быть установлены все параметры: длина листов разрезаемого материала, скорость протяжного мотора, количество листов в пачке, величина паузы и диаметр ролика.
· Длина листов разматываемого материала: Для установки длины листов, в процессе работы или при остановленной машине однократно нажмите клавишу “SET”. После этого мигающий разряд может быть изменен с помощью клавиш “↑” и “↓”. Для перемещения курсора используйте клавиши “←” и “→”. Значение может быть установлено от 1 до 9999 миллиметров.
· Скорость протяжного мотора: Для установки длины листов, в процессе работы или при остановленной машине однократно нажмите клавишу “SET”. После этого с помощью клавиш “←” и “→” поместите курсор в соответствующий сегмент дисплея и измените текущий параметр используя клавиши “↑” и “↓”.
· Количество листов в пачке: Устанавливается количество листов в одной пачке на приемке. Когда число листов доходит до установленного значения, листорезка - флаторезка начинает подавать звуковой сигнал. Изменить число листов в пачке можно только при остановленной машине. Для этого нажимайте клавишу “SET”пока на дисплее не появится функция F02 (См. рисунок 2 в приложении 1). После этого с помощью клавиш “←” и “→” поместите курсор в соответствующий сегмент дисплея и измените текущий параметр используя клавиши “↑” и “↓”. Параметр изменяется в пределах от 6 листов в пачке до 9999 листов.
· Величина паузы: Пауза до начала работы листорезки после отсчета заданного количества листов в пачке. Время паузы можно изменить только при остановленной машине. Для этого нажимайте клавишу “SET”пока на дисплее не появится функция F03 (См. рисунок 3 в приложении 1). После этого с помощью клавиш “←” и “→” поместите курсор в соответствующий сегмент дисплея и измените текущий параметр используя клавиши “↑” и “↓”. Параметр изменяется в пределах от 0 до 99 секунд.
· Диаметр ролика: Диаметр ролика в миллиметрах. Этот параметр можно изменить только при остановленной машине. Для этого нажимайте клавишу “SET”пока на дисплее не появится функция F05 (См. рисунок 4 в приложении 1). После этого с помощью клавиш “←” и “→” поместите курсор в соответствующий сегмент дисплея и измените текущий параметр, используя клавиши “↑” и “↓”. Параметр изменяется в пределах от 30 до 130 миллиметров.
Обслуживание и смазка листорезальной машины
Производите регулярную чистку листорезки, удаляйте пыль и грязь. Регулярно смазывайте все трущиеся элементы листорезки.
· В начале каждой смены заполняйте жидким маслом (И-20 и другие аналогичные масла) масленки находящиеся на направляющих обрезного ножа.
· Раз в две недели маслом Литол-24 производите смазку подшипников скольжения приводного вала обрезного ножа.
· Регулярно смазывайте все зубчатые колеса и зубчатые рейки маслом Литол-24. Перед нанесением свежей смазки удалите старую. Она накапливает грязь и может значительно увеличивать износ трущихся элементов.
· Регулярно смазывайте шарниры тяг привода ножа.
ПРЕДУПРЕЖДЕНИЕ
1. НЕ ХРАНИТЕ ЛИСТОРЕЗКУ - ФЛАТОРЕЗКУ В ПОМЕЩЕНИЯХ, ГДЕ ТЕМПЕРАТУРА МОЖЕТ ОПУСТИТЬСЯ НИЖЕ – 20°С, ИЛИ ПОДНЯТЬСЯ ВЫШЕ 60°С. ЭТО МОЖЕТ ПОВРЕДИТЬ УПРАВЛЯЮЩИЙ МИКРОКОНТРОЛЛЕР. ТАКЖЕ ИЗБЕГАЙТЕ ВОЗДЕЙСТВИЯ СИЛЬНЫХ ЭЛЕКТРОМАГНИТНЫХ ПОЛЕЙ.
2. НЕ ОТКРЫВАЙТЕ КОРПУС КОНТРОЛЛЕРА.
3. ЕСЛИ ПРОИЗОШЛА ОШИБКА, СООБЩИТЕ КОД ОШИБКИ СПЕЦИАЛИСТУ, ДЛЯ ПОСЛЕДУЮЩЕГО РЕМОНТА. ПРОЧИТАЙТЕ РАЗДЕЛ FAQ.
FAQ
1. Вопрос: Почему при нажатии некоторых клавиш, нет ни какой реакции листорезки. Почему не звучит звуковой сигнал?
Ответ: Эти клавиши автоматически отключены, так как их функции могут вызывать конфликт с текущей выполняемой операцией.
2. Вопрос: Почему листорезка - флаторезка иногда останавливается самостоятельно?
Ответ: Для минимизации количества отходов, микроконтроллер может автоматически останавливать листорезку - флаторезку и подавать звуковой сигнал, когда количество бракованных единиц продукции превысит 5 листов. Причиной брака может быть высокая скорость или ошибка оптического датчика. Проверьте скорость мотора и настройте оптический датчик.
3. Вопрос: Что делать при появлении ошибки Е02 (См. рисунок 6 в приложении А)?
Ответ: Код ошибки Е02 означает проблемы в клавиатуре. Свяжитесь с сервисной службой для получения информации и помощи.
4. Вопрос: Почему при запуске листорезки на дисплей выводится код ошибки Е01 (См. рисунок 5 в приложении А)? Что делать в этом случае?
Ответ: Код ошибки Е01 информирует о потере запрограммированных значений рабочих параметров. Введите все рабочие параметры заново и после этого продолжите работу. Если код ошибки появился после запуска снова, то поменяйте батарею. В контроллере используется литиевая батарея, заряда которой, при нормальной работе, должно хватать на 10 лет работы.
5. Вопрос: Почему после включения листорезки дисплей не включается?
Ответ: Проверьте главный выключатель и разъем питания микроконтроллера.
Приложение A: Функциональные коды и коды ошибок
|
Функциональный код |
Значение |
|
F 02 |
Установка количества листов в пачке |
|
F 03 |
Установка паузы после отсчета заданного количества листов в пачке |
|
F 04 |
Установка диаметра ролика |
|
Код ошибки |
|
|
E 01 |
Потеря введенных параметров |
|
E 02 |
Ошибка в работе клавиатуры |
Таблица 1. Расшифровка функциональных кодов и кодов ошибок
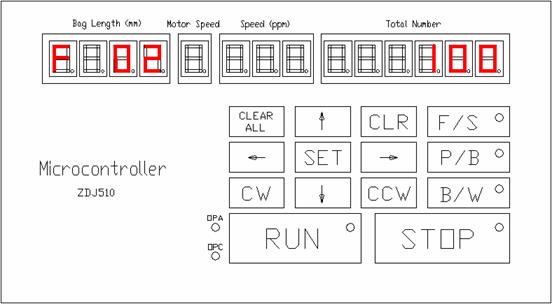
Рисунок 2. Код F 02 - установка количества листов в пачке
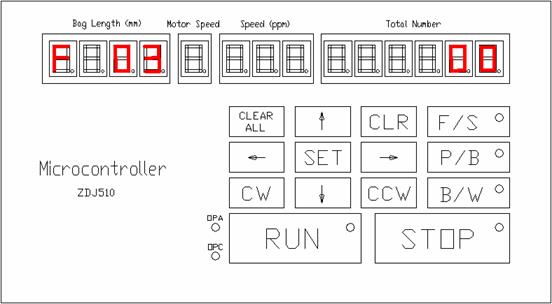
Рисунок 3. Код F 03 - установка паузы после отсчета заданного количества листов в пачке
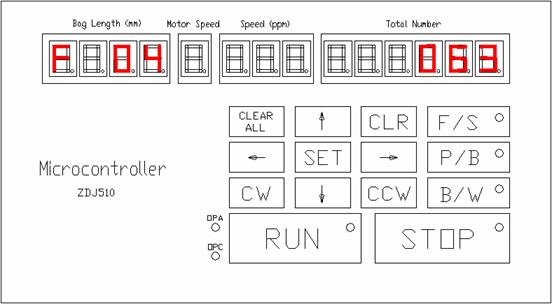
Рисунок 4. Код F 04 - установка диаметра ролика
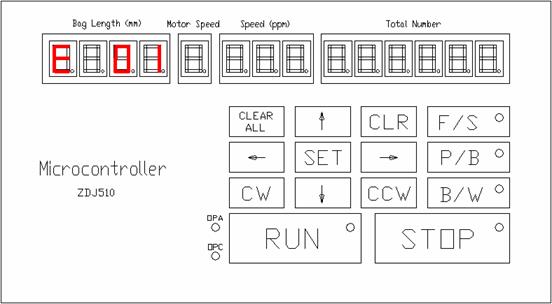
Рисунок 5. Код E 01 - потеря введенных параметров
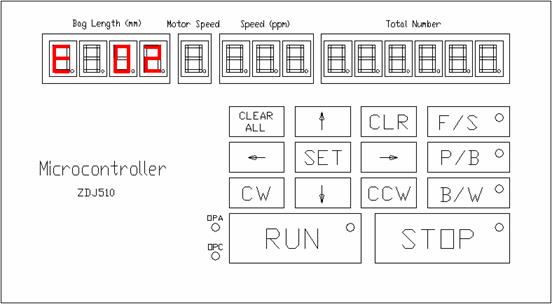
Рисунок 6. Код E 02 - ошибка в работе клавиатуры

 Приложение B:Описание электрических разъемов
Приложение B:Описание электрических разъемов
|
No. Name Detail |
|
1 +5V +5V DC Input |
|
2 GND +5V DC Ground |
|
3 +12V +12V DC Input |
|
4 COM +12V DC Ground |
|
5 BUT Common Pin of Outside Parallel Buttons |
|
6 RUN Outside Parallel Button—Run |
|
7 STOP Outside Parallel Button—Stop |
|
8 CW Outside Parallel Button—CW |
|
9 GND Connected to Common Port of Step Motor Driver COM |
|
10 CP Connected to Impulse Input of Step Motor Driver CP |
|
11 CW/CCW Connected to Change Directional Input of Step Motor CW/CCW |
|
12 +12V Connected to Board of Blade Position Power + |
|
13 COM Connected to Board of Blade Position Power - |
|
14 OPAA Connected to Port A of Board of Blade Position OPAA |
|
15 OPCC Connected to Port A of Board of Blade Position OPCC |
|
16 +12V Connected to Optic Detector Power + |
|
17 COM Connected to Optic Detector Power - |
|
18 B/W Connected to Optic Detector Black/White Output |
|
19 COM Connected to Speaker Input I |
|
20 SPK Connected to Speaker Input II |
|
21 +12V Connected to Board of Stiletto Input I |
|
22 EP Connected to Board of Stiletto Input II |
|
23 +12V Connected to Controller of Outside 12V Relay I |
|
24 OUT1 Connected to Controller of Outside 12V Relay II |
|
25 BK1 Connected to Outside Start Controller Input of Transducer I |
|
26 BK2 Connected to Outside Start Controller Input of Transducer II |
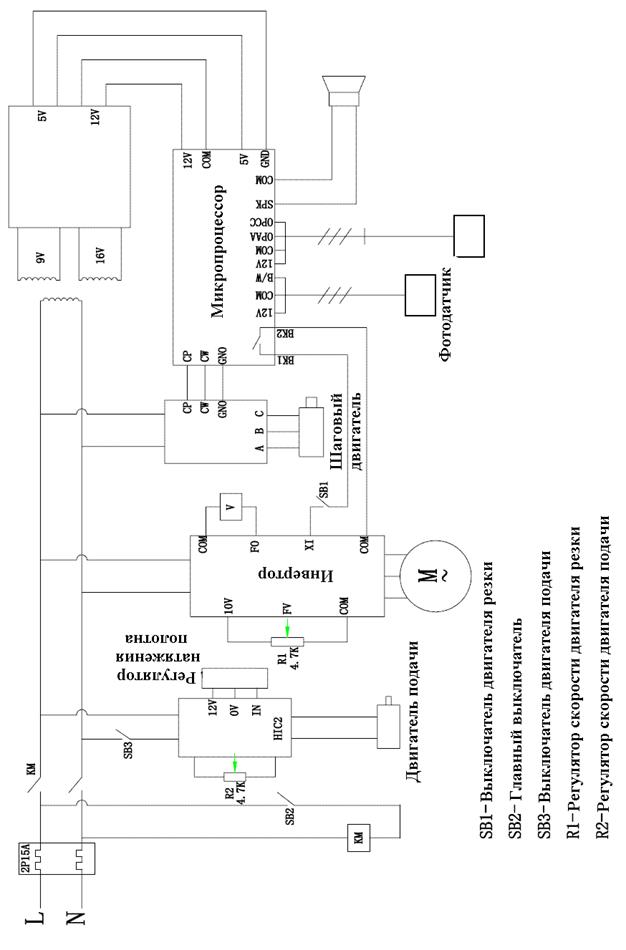
Приложение С:Электрическая схема листорезки QD-350
Внимание !!! Инструкция по эксплуатации здесь представлена не в полном виде, а обрезана для удобства выкладывания в интернете !!!
Если Вам необходима полная инструкция – отправляйте запрос по нашей электронной почте запрос сюда ..
* По дополнительным вопросам и по вопросам приобретения оборудования звоните нам сюда .. или пишите сюда: info@chinko.ru
|
По флексографскому печатному оборудованию смотрите следующие ссылки: |
|
||||||
|
|
|
|
|||||
