 οΜΩ
οΜΩ


–¦–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―΄–Β –Φ–Α―à–Η–Ϋ―΄ (–Λ–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) QD-320 / QD-420 / QD-600
- –Η–Ϋ―¹―²―Ä―É–Κ―Ü–Η―è –Ω–Ψ ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η–Η
–ü–Ψ―¹―²–Α–≤–Κ–Η –Ϋ–Α ―²–Β―Ä―Ä–Η―²–Ψ―Ä–Η–Η –†–Ψ―¹―¹–Η–Η: www.FlexoMachines.ru

¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†–Γ–Ψ–¥–Β―Ä–Ε–Α–Ϋ–Η–Β:
–™–Μ–Α–≤–Α ⳕ 1. –£–≤–Β–¥–Β–Ϋ–Η–Β.
–™–Μ–Α–≤–Α ⳕ 2.–û―¹–Ϋ–Ψ–≤–Ϋ―΄–Β ―²–Β―Ö–Ϋ–Η―΅–Β―¹–Κ–Η–Β ―Ö–Α―Ä–Α–Κ―²–Β―Ä–Η―¹―²–Η–Κ–Η.
–™–Μ–Α–≤–Α ⳕ3. –Δ–Β―Ö–Ϋ–Η–Κ–Α –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η.
–™–Μ–Α–≤–Α ⳕ4. –Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è.
¬†–™–Μ–Α–≤–Α ⳕ 5. –û–Ω–Η―¹–Α–Ϋ–Η–Β –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Η –Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β.
–™–Μ–Α–≤–Α ⳕ6. –û–Ω–Η―¹–Α–Ϋ–Η–Β –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ–Ψ–Ι –Ω–Α–Ϋ–Β–Μ–Η ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è.
.–™–Μ–Α–≤–Α ⳕ7. –ù–Α―¹―²―Ä–Ψ–Ι–Κ–Α –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è.
–™–Μ–Α–≤–Α ⳕ 8. –£–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄–Β –Ϋ–Β–Η―¹–Ω―Ä–Α–≤–Ϋ–Ψ―¹―²–Η –Η ―¹–Ω–Ψ―¹–Ψ–±―΄ –Η―Ö ―É―¹―²―Ä–Α–Ϋ–Β–Ϋ–Η―è.
–™–Μ–Α–≤–Α ⳕ9.–Θ―¹―²―Ä–Α–Ϋ–Β–Ϋ–Η–Β –Ϋ–Β–Ω–Ψ–Μ–Α–¥–Ψ–Κ.
–™–Μ–Α–≤–Αⳕ10 –Γ–Ω–Ψ―¹–Ψ–± –Ζ–Α–Φ–Β–Ϋ―΄ –Η –Ϋ–Α―¹―²―Ä–Ψ–Ι–Κ–Η –Ϋ–Ψ–Ε–Α.
–™–Μ–Α–≤–Α ⳕ11. –Δ–Β―Ö–Ϋ–Η―΅–Β―¹–Κ–Ψ–Β –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η–Β.
–™–Μ–Α–≤–Α ⳕ 12. –Γ―Ö–Β–Φ–Α –Ζ–Α–Ω―Ä–Α–≤–Κ–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α.
–™–Μ–Α–≤–Αⳕ 1. –£–≤–Β–¥–Β–Ϋ–Η–Β.
–¦–Η―¹―²–Ψ―Ä–Β–Ζ–Α―²–Β–Μ―¨–Ϋ–Α―è –Φ–Α―à–Η–Ϋ–Α ―¹–Β―Ä–Η–Η QD ¬†βÄ™ –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Α –¥–Μ―è ―Ä–Β–Ζ–Κ–Η –Ϋ–Ψ–Ε–Ψ–Φ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤. –£ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Β –Ω―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è –Φ–Η–Κ―Ä–Ψ–Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Ϋ–Ψ–Β ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Β, ―΅―²–Ψ ―¹–Ψ―΅–Β―²–Α–Β―²―¹―è ―¹ –≤―΄―¹–Ψ–Κ–Ψ–Ι ―¹―²–Β–Ω–Β–Ϋ―¨―é –Α–≤―²–Ψ–Φ–Α―²–Η–Ζ–Α―Ü–Η–Η, –Μ–Β–≥–Κ–Ψ–≥–Ψ ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è –Η –Ϋ–Α―¹―²―Ä–Ψ–Ι–Κ–Η, –≤―΄―¹–Ψ–Κ–Ψ–Ι ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨―é ―Ä–Β–Ζ–Κ–Η. –ü―Ä–Η ―Ä–Α–±–Ψ―²–Β –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ–Α―è –Φ–Α―à–Η–Ϋ–Α –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―² ―¹―²–Α–±–Η–Μ―¨–Ϋ―É―é –Ω–Ψ–¥–Α―΅―É, ―¹–±–Α–Μ–Α–Ϋ―¹–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Β –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β –Ω–Ψ–Μ–Ψ―²–Ϋ–Α, ―¹―΅–Β―²―΅–Η–Κ –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η, –Ζ–≤―É–Κ–Ψ–≤–Ψ–Ι ―¹–Η–≥–Ϋ–Α–Μ –Ψ―à–Η–±–Κ–Η –Η –¥–Α―²―΅–Η–Κ ―¹–Μ–Β–Ε–Β–Ϋ–Η―è –Ζ–Α –Φ–Β―²–Κ–Ψ–Ι.
–™–Μ–Α–≤–Αⳕ2. –û―¹–Ϋ–Ψ–≤–Ϋ―΄–Β ―²–Β―Ö–Ϋ–Η―΅–Β―¹–Κ–Η–Β ―Ö–Α―Ä–Α–Κ―²–Β―Ä–Η―¹―²–Η–Κ–Η:
       
–™–Μ–Α–≤–Α ⳕ 3. –Δ–Β―Ö–Ϋ–Η–Κ–Α –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η.
¬†¬†¬† –‰–Ϋ―¹―²―Ä―É–Κ―Ü–Η―è –Ω–Ψ ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η–Η ―¹–Ψ–¥–Β―Ä–Ε–Η―² –≤–Α–Ε–Ϋ―É―é –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é –Ψ ―²–Ψ–Φ, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ –Η –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ ―Ä–Α–±–Ψ―²–Α―²―¨ –Ϋ–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Β ―¹ –Ϋ–Α–Η–±–Ψ–Μ―¨―à–Β–Ι ―ç―³―³–Β–Κ―²–Η–≤–Ϋ–Ψ―¹―²―¨―é. –Γ–Ψ–±–Μ―é–¥–Β–Ϋ–Η–Β –‰–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η –Ω–Ψ–Φ–Ψ–Ε–Β―² –Η–Ζ–±–Β–Ε–Α―²―¨ –Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η, ―É–Φ–Β–Ϋ―¨―à–Η―² ―¹―²–Ψ–Η–Φ–Ψ―¹―²―¨ ―Ä–Β–Φ–Ψ–Ϋ―²–Α –Η –≤―Ä–Β–Φ―è –Ω―Ä–Ψ―¹―²–Ψ―è, ―É–≤–Β–Μ–Η―΅–Η―² ―¹―Ä–Ψ–Κ ―¹–Μ―É–Ε–±―΄ –Η –Ϋ–Α–¥―ë–Ε–Ϋ–Ψ―¹―²―¨ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η). –¦―é–±–Ψ–Ι ―Ä–Α–±–Ψ―²–Ϋ–Η–Κ, –Ω―Ä–Η―¹―²―É–Ω–Α―é―â–Η–Ι –Κ ―Ä–Α–±–Ψ―²–Β –Ϋ–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Β, –Ψ–±―è–Ζ–Α–Ϋ –Η–Ζ―É―΅–Η―²―¨ –‰–Ϋ―¹―²―Ä―É–Κ―Ü–Η―é. –‰–Ϋ―¹―²―Ä―É–Κ―Ü–Η―è –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –≤―¹–Β–≥–¥–Α –¥–Ψ―¹―²―É–Ω–Ϋ–Α –Ψ–±―¹–Μ―É–Ε–Η–≤–Α―é―â–Β–Φ―É –Ω–Β―Ä―¹–Ψ–Ϋ–Α–Μ―É –Ω―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η).
¬† –≠―²–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ–Α―è –Φ–Α―à–Η–Ϋ–Α ―¹–Ω―Ä–Ψ–Β–Κ―²–Η―Ä–Ψ–≤–Α–Ϋ–Α –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –Ω–Ψ―¹–Μ–Β–¥–Ϋ–Η–Φ–Η ―¹―²–Α–Ϋ–¥–Α―Ä―²–Α–Φ–Η –Η –Η–Ζ–≤–Β―¹―²–Ϋ―΄–Φ–Η –Ω―Ä–Α–≤–Η–Μ–Α–Φ–Η –Ω–Ψ –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η. –Δ–Β–Φ –Ϋ–Β –Φ–Β–Ϋ–Β–Β, –Φ–Ψ–≥―É ―¹–Μ―É―΅–Η―²―¨―¹―è ―²―Ä–Α–≤–Φ―΄, ―¹–Ψ–±–Μ―é–¥–Α–Ι―²–Β –≤―¹–Β –‰–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η –Ω–Ψ –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η.
¬† –≠―²–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ–Α―è –Φ–Α―à–Η–Ϋ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨―¹―è ―²–Ψ–Μ―¨–Κ–Ψ –≤ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤–Η–Η ―¹ –Β―ë –Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β–Φ –Η –‰–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Β–Ι, ―ç―²–Ψ –Ω–Ψ–Φ–Ψ–Ε–Β―² –Η–Ζ–±–Β–Ε–Α―²―¨ –Ω–Ψ–Μ–Ψ–Φ–Ψ–Κ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Η ―²―Ä–Α–≤–Φ, –Α ―²–Α–Κ–Ε–Β –Ω–Ψ―Ä―΅–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α. –ü–Β―Ä–Β–¥ –Ϋ–Α―΅–Α–Μ–Ψ–Φ ―Ä–Α–±–Ψ―² –Ω―Ä–Ψ–≤–Β―Ä―¨―²–Β –Ζ–Ϋ–Α–Ϋ–Η–Β ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Ι ―Ä–Α–Ζ–¥–Β–Μ–Α –Ω–Ψ –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η –Η ―Ö–Ψ―Ä–Ψ―à–Β–Β –Ζ–Ϋ–Α–Ϋ–Η–Β –‰–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η. –≠―²–Ψ –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –Ψ―²–Ϋ–Ψ―¹–Η―²―¹―è –Κ –Ω–Β―Ä―¹–Ψ–Ϋ–Α–Μ―É, –Κ–Ψ―²–Ψ―Ä―΄–Ι ―Ä–Α–±–Ψ―²–Α–Β―² –Ω–Β―Ä–Η–Ψ–¥–Η―΅–Β―¹–Κ–Η –Ϋ–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Β, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, –≤–Ψ –≤―Ä–Β–Φ―è ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –Η–Μ–Η –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η―è.
¬† –£ ―Ü–Β–Μ―è―Ö –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η, –¥–Μ–Η–Ϋ–Ϋ―΄–Β –≤–Ψ–Μ–Ψ―¹―΄ –¥–Ψ–Μ–Ε–Ϋ―΄ –±―΄―²―¨ –Ζ–Α–≤―è–Ζ–Α–Ϋ―΄ ―¹–Ζ–Α–¥–Η –Η–Μ–Η ―É–±―Ä–Α–Ϋ―΄ –Ω–Ψ–¥ –±–Β―Ä–Β―². –û–¥–Β–Ε–¥–Α –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –Ω–Μ–Ψ―²–Ϋ–Ψ –Ω–Ψ–¥–Ψ–≥–Ϋ–Α–Ϋ–Α.¬† –£–Ψ –≤―Ä–Β–Φ―è –Ω―Ä–Ψ–≤–Β―Ä–Ψ–Κ –Η –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η―è ―²–Ψ–Μ―¨–Κ–Ψ –Κ–Ψ–Φ–Ω–Β―²–Β–Ϋ―²–Ϋ―΄–Ι –Ω–Β―Ä―¹–Ψ–Ϋ–Α–Μ –Φ–Ψ–Ε–Β―² –≤―΄–Ω–Ψ–Μ–Ϋ―è―²―¨ ―Ä–Α–±–Ψ―²―΄ –Ϋ–Α ―ç–Μ–Β–Κ―²―Ä–Η―΅–Β―¹–Κ–Η―Ö ―¹–Η―¹―²–Β–Φ–Α―Ö –Η–Μ–Η ―ç–Μ–Β–Κ―²―Ä–Ψ–Φ–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Ψ–Φ –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η–Η –≤ ―¹–Ψ–Ω―Ä–Ψ–≤–Ψ–Ε–¥–Β–Ϋ–Η–Η –Η–Ϋ–Ε–Β–Ϋ–Β―Ä–Α βÄ™ ―ç–Μ–Β–Κ―²―Ä–Η–Κ–Α, –Β―¹–Μ–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ. –ï―¹–Μ–Η ―ç–Μ–Β–Κ―²―Ä–Η―΅–Β―¹–Κ–Η–Ι ―à–Κ–Α―³, –Φ–Α―Ä–Κ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι –Ω―Ä–Β–¥―É–Ω―Ä–Β–Ε–¥–Α―é―â–Η–Φ–Η –Ϋ–Α–¥–Ω–Η―¹―è–Φ–Η, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –Ψ―²–Κ―Ä―΄―²―¨, –Ω–Ψ–Ε–Α–Μ―É–Ι―¹―²–Α, –Ψ―²–Κ–Μ―é―΅–Η―²–Β –≤–Ϋ–Α―΅–Α–Μ–Β ―¹–Β―²–Β–≤–Ψ–Β –Ω–Η―²–Α–Ϋ–Η–Β. –ü–Ψ―¹–Μ–Β –Ω–Ψ–Μ–Ϋ–Ψ–Ι –Ψ―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Ψ―²–Κ―Ä–Ψ–Ι―²–Β ―ç–Μ–Β–Κ―²―Ä–Η―΅–Β―¹–Κ–Η–Ι ―à–Κ–Α―³ –Η –≤―΄–Ω–Ψ–Μ–Ϋ–Η―²–Β –Ω―Ä–Ψ–≤–Β―Ä–Κ–Η. –ü–Ψ―¹–Μ–Β –Ζ–Α–≤–Β―Ä―à–Β–Ϋ–Η―è –Ω―Ä–Ψ–≤–Β―Ä–Ψ–Κ, –≤–Β―Ä–Ϋ–Η―²–Β –Κ―Ä―΄―à–Κ–Η –Ϋ–Α –Φ–Β―¹―²–Ψ –Η –≤–Κ–Μ―é―΅–Η―²–Β –Ω–Η―²–Α–Ϋ–Η–Β, –Β―¹–Μ–Η ―ç―²–Ψ ―²―Ä–Β–±―É–Β―²―¹―è.
–™–Μ–Α–≤–Αⳕ4. –Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è.
¬†¬†–ü–Ψ―¹–Μ–Β –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²–Β–Μ―¨ –¥–Ψ–Μ–Ε–Β–Ϋ –Ω―Ä–Ψ–≤–Β―Ä–Η―²―¨ –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Ϋ–Ψ―¹―²―¨ –Η –Ψ―²―¹―É―²―¹―²–≤–Η–Β –Ω–Ψ–≤―Ä–Β–Ε–¥–Β–Ϋ–Η–Ι –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Η –Ζ–Α–Ω–Α―¹–Ϋ―΄―Ö ―΅–Α―¹―²–Β–Ι. –‰–Ζ–±–Β–≥–Α–Ι―²–Β ―Ä–Β–Ζ–Κ–Η―Ö ―É–¥–Α―Ä–Ψ–≤ –Ω―Ä–Η –Ω–Β―Ä–Β–Φ–Β―â–Β–Ϋ–Η–Η –Η–Μ–Η –Ω–Ψ–¥―ä–Β–Φ–Β –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Ϋ–Α –Φ–Β―¹―²–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η. –†―΄–Φ-–±–Ψ–Μ―²―΄, ―Ä–Α―¹–Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Ϋ―΄–Β –≤ –≤–Β―Ä―Ö–Ϋ–Β–Ι ―΅–Α―¹―²–Η, ―¹―²–Α–Ϋ–Η–Ϋ―΄ –Φ–Ψ–≥―É―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨―¹―è –¥–Μ―è –Ω–Ψ–¥―ä–Β–Φ–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η). –‰―¹–Ω–Ψ–Μ―¨–Ζ―É–Ι―²–Β ―É―Ä–Ψ–≤–Β–Ϋ―¨ –¥–Μ―è –≤―΄―Ä–Α–≤–Ϋ–Η–≤–Α–Ϋ–Η―è –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –≤ –Ω―Ä–Ψ–¥–Ψ–Μ―¨–Ϋ–Ψ–Φ –Η –Ω–Ψ–Ω–Β―Ä–Β―΅–Ϋ–Ψ–Φ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Η –Ψ―à–Η–±–Κ–Α –Ϋ–Β –¥–Ψ–Μ–Ε–Ϋ–Α –Ω―Ä–Β–≤―΄―à–Α―²―¨ 0,1 –Φ–Φ.
¬† –€–Η–Ϋ–Η–Φ–Α–Μ―¨–Ϋ–Ψ–Β ―Ä–Α―¹―¹―²–Ψ―è–Ϋ–Η–Β –Ψ―² ―¹―²–Β–Ϋ –Η–Μ–Η –¥―Ä―É–≥–Ψ–≥–Ψ –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ –Ϋ–Β –Φ–Β–Ϋ–Β–Β¬†¬†¬† 1 –Φ, ―΅―²–Ψ –Ω–Ψ–Ζ–≤–Ψ–Μ–Η―² –Η–Ζ–±–Β–Ε–Α―²―¨ –Ϋ–Β―¹―΅–Α―¹―²–Ϋ–Ψ–≥–Ψ ―¹–Μ―É―΅–Α―è –Ω–Ψ –Ω―Ä–Η―΅–Η–Ϋ–Β –Ϋ–Β―Ä–Ψ–≤–Ϋ–Ψ–≥–Ψ –Ω–Ψ–Μ–Α –Η–Μ–Η ―¹–Κ―É―΅–Β–Ϋ–Ϋ–Ψ―¹―²–Η –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è.
¬† –ù–Β–¥–Ψ–Ω―É―¹―²–Η–Φ–Ψ ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―²―¨ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―É―é –Φ–Α―à–Η–Ϋ―É –≤–±–Μ–Η–Ζ–Η –Η―¹―²–Ψ―΅–Ϋ–Η–Κ–Ψ–≤ ―ç–Μ–Β–Κ―²―Ä–Ψ–Φ–Α–≥–Ϋ–Η―²–Ϋ–Ψ–≥–Ψ –Η–Ζ–Μ―É―΅–Β–Ϋ–Η―è, ―²–Α–Κ–Η―Ö –Κ–Α–Κ ―¹―²–Α–Ϋ―Ü–Η–Η ―Ä–Α―¹–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Η―è ―ç–Ϋ–Β―Ä–≥–Η–Η –Η–Μ–Η ―²―Ä–Α–Ϋ―¹―³–Ψ―Ä–Φ–Α―²–Ψ―Ä―΄.
¬† –Θ–±–Β–¥–Η―²–Β―¹―¨ –≤ ―²–Ψ–Φ, ―΅―²–Ψ –Κ–Α–Ε–¥–Α―è –¥–Β―²–Α–Μ―¨ –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Α –Η –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ –Ζ–Α–Κ―Ä–Β–Ω–Μ–Β–Ϋ–Α. –Γ–Φ–Α–Ε―¨―²–Β –Φ–Α―¹–Μ–Ψ–Φ –¥–≤–Η–Ε―É―â–Η–Β―¹―è –¥–Β―²–Α–Μ–Η, –Κ–Α–Ε–¥–Ψ–Β –Ψ―²–≤–Β―Ä―¹―²–Η–Β –¥–Μ―è –Φ–Α―¹–Μ–Α, –Ω–Ψ–¥―à–Η–Ω–Ϋ–Η–Κ–Η, ―à–Β―¹―²–Β―Ä–Ϋ–Η. –ü―Ä–Ψ–≤–Β―Ä―¨―²–Β –Η―¹–Ω―Ä–Α–≤–Ϋ–Ψ―¹―²―¨ –Κ–Α–Ε–¥–Ψ–≥–Ψ –Κ–Ψ–Ϋ―²―É―Ä–Α –Η –Β–≥–Ψ –Ω–Ψ–¥–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Κ ―Ü–Β–Ω–Η –Ω–Η―²–Α–Ϋ–Η―è. –ü―Ä–Η ―Ä–Α–±–Ψ―²–Β –Ϋ–Α ―Ö–Ψ–Μ–Ψ―¹―²–Ψ–Φ ―Ö–Ψ–¥―É –Ω―Ä–Ψ–≤–Β―Ä―¨―²–Β –Κ–Α–Ε–¥―΄–Ι ―É–Ζ–Β–Μ –Ϋ–Α –Ψ―²―¹―É―²―¹―²–≤–Η–Β ―ç―³―³–Β–Κ―²–Α –±–Μ–Ψ–Κ–Η―Ä–Ψ–≤–Κ–Η –Η –Ω–Ψ―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Β–≥–Ψ ―à―É–Φ–Α, –Ω―Ä–Ψ–≤–Β―Ä―¨―²–Β –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ―¹―²―¨ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è –≤―Ä–Α―â–Β–Ϋ–Η―è –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–≥–Ψ –¥–≤–Η–≥–Α―²–Β–Μ―è.
¬†–û–Ζ–Ϋ–Α–Κ–Ψ–Φ―¨―²–Β―¹―¨ ―¹ ―Ä–Α–±–Ψ―΅–Η–Φ–Η ―³―É–Ϋ–Κ―Ü–Η―è–Φ–Η –Κ–Α–Ε–¥–Ψ–≥–Ψ –Ω–Β―Ä–Β–Κ–Μ―é―΅–Α―²–Β–Μ―è
–Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Η
–Η–Ζ–Φ–Β―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ
–Ω―Ä–Η–±–Ψ―Ä–Α –Ϋ–Α –Ω―É–Μ―¨―²–Β ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è.
¬†¬†–ü–Β―Ä–Β–¥ –Ω―Ä–Ψ–±–Ϋ―΄–Φ –Ζ–Α–Ω―É―¹–Κ–Ψ–Φ ―É–¥–Α–Μ–Η―²–Β –Α–Ϋ―²–Η–Κ–Ψ―Ä―Ä–Ψ–Ζ–Η–Ψ–Ϋ–Ϋ―É―é ―¹–Φ–Α–Ζ–Κ―É –Η –Ψ―΅–Η―¹―²–Η―²–Β –Κ–Α–Ε–¥―É―é –¥–Β―²–Α–Μ―¨. –ü―Ä–Ψ–≤–Β―Ä―¨―²–Β, –Ω―Ä–Ψ―΅–Ϋ–Ψ –Μ–Η –Ζ–Α―²―è–Ϋ―É―²―΄ –≤–Η–Ϋ―²―΄ –Η –≥–Α–Ι–Κ–Η –≤–Ψ –≤―¹–Β―Ö ―΅–Α―¹―²―è―Ö. –ö―Ä–Ψ–Φ–Β ―²–Ψ–≥–Ψ, ―¹–Φ–Α–Ε―¨―²–Β –≤―¹–Β ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –≤―Ä–Α―â–Α―é―â–Η–Β―¹―è –¥–Β―²–Α–Μ–Η –Η –≤―Ä―É―΅–Ϋ―É―é –Ω―Ä–Ψ–≤–Β―Ä–Ϋ–Η―²–Β –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―É―é –Φ–Α―à–Η–Ϋ―É, –≤―΄–Ω–Ψ–Μ–Ϋ–Η–≤ –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ ―Ü–Η–Κ–Μ–Ψ–≤. –ï―¹–Μ–Η –≤―¹–Β –Ϋ–Ψ―Ä–Φ–Α–Μ―¨–Ϋ–Ψ, –Η –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ–Α―è –Φ–Α―à–Η–Ϋ–Α –Φ–Ψ–Ε–Β―² ―Ä–Α–±–Ψ―²–Α―²―¨ ―Ä–Ψ–≤–Ϋ–Ψ, –≤–Κ–Μ―é―΅–Η―²–Β ―ç–Μ–Β–Κ―²―Ä–Ψ–Ω–Η―²–Α–Ϋ–Η–Β –Η –≤―΄–Ω–Ψ–Μ–Ϋ–Η―²–Β –Ω―Ä–Ψ–±–Ϋ―΄–Ι –Ζ–Α–Ω―É―¹–Κ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η). –ü–Ψ―¹–Μ–Β ―Ö–Ψ–Μ–Ψ―¹―²–Ψ–≥–Ψ –Ω―Ä–Ψ–≥–Ψ–Ϋ–Α –≤ ―²–Β―΅–Β–Ϋ–Η–Β –Ϋ–Β–Κ–Ψ―²–Ψ―Ä–Ψ–≥–Ψ –≤―Ä–Β–Φ–Β–Ϋ–Η, –Β―¹–Μ–Η –≤―¹–Β –Ϋ–Ψ―Ä–Φ–Α–Μ―¨–Ϋ–Ψ, ―²–Ψ –Φ–Ψ–Ε–Ϋ–Ψ –Ζ–Α–Ω―É―¹–Κ–Α―²―¨ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―É―é –Φ–Α―à–Η–Ϋ―É –≤ ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η―é.
–ü–†–‰–€–ï–ß–ê–ù–‰–ï
–ù–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Ι―²–Β –¥–Α–Ϋ–Ϋ―΄–Ι –Φ–Η–Κ―Ä–Ψ–Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Μ–Β―Ä, ―²–Α–Φ –≥–¥–Β ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Α –Ϋ–Η–Ε–Β 20º–Γ –Η–Μ–Η –≤―΄―à–Β 60º–Γ, –Η–Ϋ–Α―΅–Β ―ç―²–Ψ –Ω―Ä–Η–≤–Β–¥–Β―² –Κ –Ω–Ψ–Μ–Ψ–Φ–Κ–Β –Φ–Η–Κ―Ä–Ψ–Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Μ–Β―Ä–Α. –Δ–Α–Κ–Ε–Β –Ϋ–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Φ–Η–Κ―Ä–Ψ–Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Μ–Β―Ä –≤ ―É―¹–Μ–Ψ–≤–Η―è―Ö –≤–Μ–Η―è–Ϋ–Η―è ―ç–Μ–Β–Κ―²―Ä–Ψ–Φ–Α–≥–Ϋ–Η―²–Ϋ―΄―Ö –Ω–Ψ–Μ–Β–Ι.
–£–ù–‰–€–ê–ù–‰–ï: –û–ë–·–½–ê–Δ–ï–¦–§–ù–û –û–ë–ï–Γ–ü–ï–ß–§–Δ–ï –½–ê–½–ï–€–¦–ï–ù–‰–ï –Γ–Δ–ê–ù–ö–ê –î–û –ï–™–û –ü–Θ–Γ–ö–ê!!!
¬†¬† –™–Μ–Α–≤–Α ⳕ5¬† –û–Ω–Η―¹–Α–Ϋ–Η–Β –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Η –Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β.
 
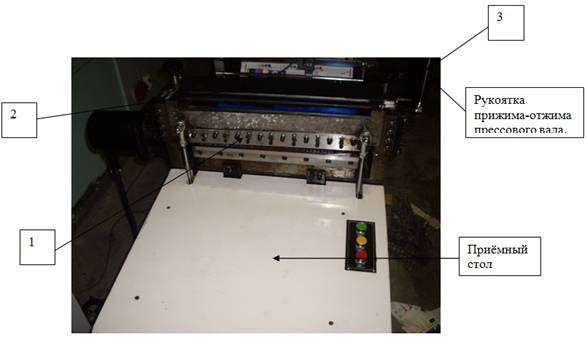
–ö–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η―è –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η): –Ψ―²–Μ–Η―΅–Α–Β―²―¹―è –Ω―Ä–Ψ―¹―²–Ψ―²–Ψ–Ι, ―Ä–Α―Ü–Η–Ψ–Ϋ–Α–Μ―¨–Ϋ–Ψ–Ι –Κ–Ψ–Φ–Ω–Ψ–Ϋ–Ψ–≤–Κ–Ψ–Ι –Η ―¹–Ψ―¹―²–Ψ–Η―² –Η–Ζ ―¹–Μ–Β–¥―É―é―â–Η―Ö ―É–Ζ–Μ–Ψ–≤: ¬†(―¹–Φ. ―Ä–Η―¹.ⳕ1)
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Η―¹.ⳕ1
–ü–Ψ–Ζ.ⳕ1–†–Α–Ζ–Φ–Ψ―²–Ψ―΅–Ϋ―΄–Ι –≤–Α–Μ.
–ü–Ψ–Ζ.ⳕ2 –î–Α–Ϋ―¹–Η–Ϋ–≥-―Ä–Ψ–Μ–Μ -¬† –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Η ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Β –¥–≤–Η–≥–Α―²–Β–Μ–Β–Φ ¬†¬†―Ä–Α–Ζ–Φ–Ψ―²–Κ–Η.
¬†–ü–Ψ–Ζ.ⳕ3 –Δ―è–Ϋ―É―â–Η–Ι (–Ω―Ä–Β―¹―¹–Ψ–≤―΄–Ι) –≤–Α–Μ.
¬†¬†–ü–Ψ–Ζ.ⳕ4 –†―΄―΅–Α–≥ –Ω―Ä–Η–Ε–Η–Φ–Α-–Ψ―²–Ε–Η–Φ–Α –Ω―Ä–Β―¹―¹–Ψ–≤–Ψ–≥–Ψ –≤–Α–Μ–Α.
¬†¬†–ü–Ψ–Ζ.ⳕ5–Λ―Ä–Η–Κ―Ü–Η–Ψ–Ϋ–Ϋ―΄–Ι –≤–Α–Μ ―¹ –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Η–Φ–Η.
¬† –ü–Ψ–Ζ.ⳕ6¬† –ü―Ä–Ψ–¥–Ψ–Μ―¨–Ϋ–Α―è –Ω―Ä–Η–≤–Ψ–¥–Κ–Α.¬†¬†
¬† –ü–Ψ–Ζ.ⳕ7 –€–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Α―è –Κ–Α―Ä–Β―²–Κ–Α –¥–Μ―è –Ω–Β―Ä–Β–¥–≤–Η–Ε–Β–Ϋ–Η―è –≤–Ω–Β―Ä–Β–¥/–Ϋ–Α–Ζ–Α–¥ ―¹¬† ¬†―³–Ψ―²–Ψ -―ç–Μ–Β–Κ―²―Ä–Η―΅–Β―¹–Κ–Η–Ι –¥–Α―²―΅–Η–Κ–Ψ–Φ.
¬† –ü–Ψ–Ζ.ⳕ8 –ù–Ψ–Ε.
¬†¬†–ü–Ψ–Ζ.ⳕ9 –ü―Ä–Η–Β–Φ–Ϋ―΄–Ι ―¹―²–Ψ–Μ.
¬† ¬†–ü–Ψ–Ζ.ⳕ10 –ü―É–Μ―¨―² ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è.
5.1¬† –Γ–Β–Κ―Ü–Η―è ―Ä–Α–Ζ–Φ–Ψ―²–Κ–Η.
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†―É–Μ–Ψ–Ϋ–Ϋ―΄–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ –Κ―Ä–Β–Ω–Η―²―¹―è –Ϋ–Α ―Ä–Α–Ζ–Φ–Ψ―²–Ψ―΅–Ϋ–Ψ–Φ –≤–Α–Μ―É. –½–Α–Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η–Β –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Η –≤–Α–Μ–Α –Ϋ–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Β –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –≤―Ä―É―΅–Ϋ―É―é. –Γ–Η―¹―²–Β–Φ–Α ―Ä–Α–Ζ–Φ–Ψ―²–Κ–Η –Η–Φ–Β–Β―² ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Ϋ–Α―²―è–Ε–Β–Ϋ–Η―è (―¹ –Ω–Ψ–Φ–Ψ―â―¨―é ―³―Ä–Η–Κ―Ü–Η–Ψ–Ϋ–Ϋ–Ψ–Ι –Φ―É―³―²―΄). –ù–Α―²―è–Ε–Β–Ϋ–Η–Β –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è ―²–Α–Κ–Η–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ, ―΅―²–Ψ–±―΄ –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –±―΄–Μ–Ψ –Ψ–Ω―²–Η–Φ–Α–Μ―¨–Ϋ―΄–Φ –¥–Μ―è –Ω―Ä–Ψ―²―è–Ε–Κ–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Η –≤ ―²–Ψ–Ε–Β¬† –≤―Ä–Β–Φ―è, ―΅―²–Ψ–±―΄ –Φ–Α―²–Β―Ä–Η–Α–Μ –Ϋ–Β –Ω―Ä–Ψ–≤–Η―¹–Α–Μ - ―².–Κ. ―ç―²–Ψ –Φ–Ψ–Ε–Β―² –Ω―Ä–Η–≤–Β―¹―²–Η –Κ –Ϋ–Β―¹―²–Α–±–Η–Μ―¨–Ϋ–Ψ–Ι –Ω―Ä–Ψ―²―è–Ε–Κ–Β.
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Η―¹.ⳕ2
5.2¬†¬† –Γ–Β–Κ―Ü–Η―è ―Ä–Β–Ζ–Κ–Η.
–≠―²–Α ―¹–Β–Κ―Ü–Η―è ―¹–Ψ―¹―²–Ψ–Η―² –Η–Ζ –Ϋ–Ψ–Ε–Α (–Ω–Ψ–Ζ.ⳕ1, ―Ä–Η―¹.3) –Η ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–≥–Ψ –≤–Α–Μ–Α (–Ω–Ψ–Ζ.ⳕ2 ,―Ä–Η―¹.3). –£–Ψ –≤―Ä–Β–Φ―è ―Ä–Α–±–Ψ―²―΄ –Ϋ–Ψ–Ε –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―² –¥–≤–Η–Ε–Β–Ϋ–Η–Β –≤–≤–Β―Ä―Ö βÄ™ –≤–Ϋ–Η–Ζ ―¹–Η–Ϋ―Ö―Ä–Ψ–Ϋ–Ϋ–Ψ ―¹–Ψ –≤―¹–Β–Ι –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Ψ–Ι. –ü―Ä–Β―¹―¹–Ψ–≤―΄–Ι –≤–Α–Μ –Ω―Ä–Η–Ε–Η–Φ–Α–Β―²¬† –Φ–Α―²–Β―Ä–Η–Α–Μ –≤ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β¬† ―Ä–Β–Ζ–Κ–Η –Κ ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤–Ψ–Φ―É –≤–Α–Μ―É. –î–Α–≤–Μ–Β–Ϋ–Η–Β –Ω―Ä–Η–Ε–Η–Φ–Α –Ω―Ä–Β―¹―¹–Ψ–≤–Ψ–≥–Ψ –≤–Α–Μ–Α –Κ –≤–Α–Μ―É ―Ä–Β–≥―É–Μ–Η―Ä―É–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―Ä―É―΅–Β–Κ - –Φ–Α―Ö–Ψ–≤–Η―΅–Κ–Ψ–≤ (–Ω–Ψ–Ζ.ⳕ3, ―Ä–Η―¹.3)–Ζ–Α ―¹―΅―ë―² –Ω–Ψ–¥–Ε–Η–Φ–Α –Ω―Ä―É–Ε–Η–Ϋ.¬†
–£–Ϋ–Η–Φ–Α–Ϋ–Η–Β!!!¬† –ù–Β –Ϋ–Α–¥–Ψ –¥–Β–Μ–Α―²―¨ –¥–Α–≤–Μ–Β–Ϋ–Η–Β ―¹–Μ–Η―à–Κ–Ψ–Φ –±–Ψ–Μ―¨―à–Η–Φ. –î–Α–≤–Μ–Β–Ϋ–Η–Β –Ϋ–Α―¹―²―Ä–Α–Η–≤–Α–Β―²―¹―è ―¹–Ψ–≥–Μ–Α―¹–Ϋ–Ψ ―Ö–Α―Ä–Α–Κ―²–Β―Ä–Η―¹―²–Η–Κ–Α–Φ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Η –≥–Α―Ä–Α–Ϋ―²–Η–Η –Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ ―Ä–Β–Ζ–Α –≥–Ψ―²–Ψ–≤–Ψ–Ι –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η.
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Η―¹.ⳕ3

¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Η―¹.ⳕ4
¬†¬†¬†¬†¬† 5.3–Γ–Β–Κ―Ü–Η―è ―Ä–Α–±–Ψ―²―΄ ―¹ –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–Φ –Ω–Ψ ¬Ϊ–Φ–Β―²–Κ–Β¬Μ.
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Η―¹.ⳕ5
–ü–Ψ–Ζ.ⳕ1-–Μ–Α–Φ–Ω–Α βÄ™ –Η–Ϋ–¥–Η–Κ–Α―²–Ψ―Ä
–ü–Ψ–Ζ.ⳕ2- ―Ä―É―΅–Κ–Α –Ϋ–Α―¹―²―Ä–Ψ–Ι–Κ–Η ―΅―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η ―³–Ψ―²–Ψ―ç–Μ–Β–Φ–Β–Ϋ―²–Α.
–ß―É–≤―¹―²–≤–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―³/―ç–Μ–Β–Φ–Β–Ϋ―²–Α –Ϋ–Α―¹―²―Ä–Α–Η–≤–Α–Β―²―¹―è –¥–Μ―è ―¹―΅–Η―²―΄–≤–Α–Ϋ–Η―è ―Ü–≤–Β―²–Ψ–≤–Ψ–≥–Ψ –Κ–Ψ–¥–Α. –¦–Α–Φ–Ω–Α βÄ™ –Η–Ϋ–¥–Η–Κ–Α―²–Ψ―Ä –≤―΄–Κ–Μ―é―΅–Β–Ϋ–Α.
–ü―Ä–Η –¥–≤–Η–Ε–Β–Ϋ–Η–Η ―Ü–≤–Β―²–Ψ–≤–Ψ–≥–Ψ –Κ–Ψ–¥–Α –Μ–Α–Φ–Ω–Α-–Η–Ϋ–¥–Η–Κ–Α―²–Ψ―Ä –Ζ–Α–≥–Ψ―Ä–Α–Β―²―¹―è. –¦–Α–Φ–Ω–Α –≤–Κ–Μ―é―΅–Α–Β―²―¹―è –Ω–Ψ ―΅–Α―¹–Ψ–≤–Ψ–Ι ―¹―²―Ä–Β–Μ–Κ–Β, –≤―΄–Κ–Μ―é―΅–Α–Β―²―¹―è –Ω―Ä–Ψ―²–Η–≤ ―΅–Α―¹–Ψ–≤–Ψ–Ι ―¹―²―Ä–Β–Μ–Κ–Η.
–™–Μ–Α–≤–Αⳕ6. –û–Ω–Η―¹–Α–Ϋ–Η–Β –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ–Ψ–Ι –Ω–Α–Ϋ–Β–Μ–Η ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è .
![]()
–†–Η―¹.ⳕ6
–ö–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ–Α―è –Ω–Α–Ϋ–Β–Μ―¨ ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ–Ψ–Ι –Φ–Α―à–Η–Ϋ–Ψ–Ι ―¹–Β―Ä–Η–Η QD (―¹–Φ. ―Ä–Η―¹.ⳕ6) ―¹–Ψ―¹―²–Ψ–Η―² –Η–Ζ ―¹–Μ–Β–¥―É―é―â–Η―Ö –Ω–Ψ–Ζ–Η―Ü–Η–Ι:
–ü–Ψ–Ζ.ⳕ1 –ü–Η―²–Α–Ϋ–Η–Β: –≤–Κ–Μ―é―΅–Β–Ϋ–Η–Β βÄ™ –≤―΄–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Ω–Η―²–Α–Ϋ–Η―è –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η.
–ü–Ψ–Ζⳕ.2 –£–Ψ–Μ―¨―²–Φ–Β―²―Ä –¥–Μ―è –Η–Ϋ–¥–Η–Κ–Α―Ü–Η–Η –Ϋ–Α–Ω―Ä―è–Ε–Β–Ϋ–Η―è –Η―¹―²–Ψ―΅–Ϋ–Η–Κ–Α –Ω–Η―²–Α–Ϋ–Η―è.
–ü–Ψ–Ζ.ⳕ3 ¬†–£–Κ–Μ―é―΅–Β–Ϋ–Η–Β βÄ™ –≤―΄–Κ–Μ―é―΅–Β–Ϋ–Η–Β ―Ä–Α–±–Ψ―΅–Β–Ι –Ω–Α–Ϋ–Β–Μ–Η –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Μ–Β―Ä–Α.
–ü–Ψ–Ζ.ⳕ4 –†–Α–±–Ψ―΅–Α―è –Ω–Α–Ϋ–Β–Μ―¨ –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Μ–Β―Ä–Α.
–ü–Ψ–Ζ.ⳕ5¬† ¬†–£–Κ–Μ―é―΅–Β–Ϋ–Η–Β βÄ™ –≤―΄–Κ–Μ―é―΅–Β–Ϋ–Η–Β –¥–≤–Η–≥–Α―²–Β–Μ―è –Ω–Ψ–¥–Α―΅–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α .
–ü–Ψ–Ζ.ⳕ6 –ü–Ψ―²–Β–Ϋ―Ü–Η–Ψ–Φ–Β―²―Ä ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Κ–Η ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η –¥–≤–Η–≥–Α―²–Β–Μ―è –Ω–Ψ–¥–Α―΅–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α .
–ü–Ψ–Ζ.ⳕ7 –ü–Ψ―²–Β–Ϋ―Ü–Η–Ψ–Φ–Β―²―Ä ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Κ–Η¬† ―Ä–Α–±–Ψ―΅–Β–Ι ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η ―¹―²–Α–Ϋ–Κ–Α.
–ü–Ψ–Ζ.ⳕ8¬† –‰–Ϋ–¥–Η–Κ–Α―²–Ψ―Ä ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η ―Ä–Α–±–Ψ―²―΄ ―¹―²–Α–Ϋ–Κ–Α.
6.1 –†–Α–±–Ψ―΅–Α―è –Ω–Α–Ϋ–Β–Μ―¨ –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Μ–Β―Ä–Α.
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Η―¹.ⳕ7
–ü–Ψ–Ζ.ⳕ1 –û–Κ–Ϋ–Ψ ¬Ϊ–î–Μ–Η–Ϋ–Α¬Μ –Ω–Ψ–Κ–Α–Ζ―΄–≤–Α–Β―² ―É―¹―²–Α–Ϋ–Ψ–≤–Κ―É –¥–Μ–Η–Ϋ―΄ –Η–Ζ–¥–Β–Μ–Η―è –Η –Ω–Ψ–Φ–Ψ–≥–Α–Β―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨ –Β–Β –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨: ―¹–Ψ―¹―²–Ψ–Η―² –Η–Ζ 4-8 ―¹–Β–≥–Φ–Β–Ϋ―²–Ψ–≤, –¥–Μ–Η–Ϋ–Α –Η–Ζ–¥–Β–Μ–Η―è –Φ–Ψ–Ε–Β―² –±―΄―²―¨ –Ψ―² 1–Φ–Φ βÄ™ –¥–Ψ 9999–Φ–Φ ―¹ ―à–Α–≥–Ψ–Φ –Η–Ζ–Φ–Β–Ϋ–Β–Ϋ–Η―è 1 –Φ–Φ. –ï―¹–Μ–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è ¬Ϊ―΅–Η―¹―²―΄–Ι¬Μ –Ω―Ä–Ψ–¥―É–Κ―², ―Ä–Β–Α–Μ―¨–Ϋ–Α―è –¥–Μ–Η–Ϋ–Α –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η ―Ä–Α–≤–Ϋ–Α ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ–Ψ–Ι –¥–Μ–Η–Ϋ–Β ―Ä–Β–Ζ–Α. –ê –Β―¹–Μ–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―è –Η–Ζ –Ζ–Α–Ω–Β―΅–Α―²–Α–Ϋ–Ϋ–Ψ–Ι –±―É–Φ–Α–≥–Η, ―²–Ψ ¬†―Ä–Β–Α–Μ―¨–Ϋ–Α―è –¥–Μ–Η–Ϋ–Α –Ω–Ψ–≤―²–Ψ―Ä–Β–Ϋ–Η―è ―Ä–Β–Ζ–Α ―Ä–Α–≤–Ϋ–Α ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Ϋ–Ψ–Ι –¥–Μ–Η–Ϋ–Β ―Ä–Β–Ζ–Α + –Ω–Ψ–Ω―Ä–Α–≤–Κ–Α –Ϋ–Α ―Ä–Α―¹―¹―²–Ψ―è–Ϋ–Η–Β –Ψ―² –Ψ–Ω―²–Η―΅–Β―¹–Κ–Ψ–≥–Ψ –¥–Α―²―΅–Η–Κ–Α.
–ü–Ψ–Ζ. ⳕ2 –û–Κ–Ϋ–Ψ ¬Ϊ–Γ–Κ–Ψ―Ä–Ψ―¹―²―¨¬Μ –Ω–Ψ–Κ–Α–Ζ―΄–≤–Α–Β―² ―É―¹–Κ–Ψ―Ä–Β–Ϋ–Η–Β –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Η –Η–Ζ–Φ–Β–Ϋ–Β–Ϋ–Η–Β ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η –Ω―Ä–Η –Ω―Ä–Ψ―²―è–Ε–Κ–Β:¬† ―¹–Ψ―¹―²–Ψ–Η―²1-8 ―¹–Β–≥–Φ–Β–Ϋ―²–Ψ–≤, –¥–Μ―è ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η ―à–Α–≥–Ψ–≤–Ψ–≥–Ψ –¥–≤–Η–≥–Α―²–Β–Μ―è, 0 βÄ™ ―¹–Α–Φ―΄–Ι –Ϋ–Η–Ζ–Κ–Η–Ι –Ω–Ψ–Κ–Α–Ζ–Α―²–Β–Μ―¨ ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η, 9- ―¹–Α–Φ―΄–Ι –≤―΄―¹–Ψ–Κ–Η–Ι, –Φ–Ψ–Ε–Ϋ–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Η―²―¨ –≤–Ψ –≤―Ä–Β–Φ―è ―Ä–Α–±–Ψ―²―΄ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η).¬†¬†
–ü–Ψ–Ζ.ⳕ3 –û–Κ–Ϋ–Ψ ¬Ϊ–Δ–Β–Κ―É―â–Β–Ι ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η¬Μ¬† –Ω–Ψ–Κ–Α–Ζ―΄–≤–Α–Β―² –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨ –Μ–Η–Ϋ–Β–Ι–Ϋ–Ψ–Ι ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α: ―¹–Ψ―¹―²–Ψ–Η―² –Η–Ζ 3-8 ―¹–Β–≥–Φ–Β–Ϋ―²–Ψ–≤, –Β―¹–Μ–Η –Ω―Ä–Ψ―Ü–Β―¹―¹ –≤ –¥–Β–Ι―¹―²–≤–Η–Η –Ϋ–Α –¥–Η―¹–Ω–Μ–Β–Β –Ψ―²–Ψ–±―Ä–Α–Ε–Α–Β―²―¹―è ―²–Β–Κ―É―â–Α―è ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨.¬†¬†
–ü–Ψ–Ζ.ⳕ4¬† –û–Κ–Ϋ–Ψ ¬Ϊ–Γ―΅–Β―²―΅–Η–Κ¬Μ –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¨ –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨ –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Α –Ω―Ä–Ψ–¥―É–Κ―²–Α –Η ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β―² –Ζ–Α–¥–Α–Ϋ–Ϋ–Ψ–Β –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Ψ –≤ –Ω–Α―Ä―²–Η–Η.
–ü–Ψ–Ζ.ⳕ5 –ö–Ϋ–Ψ–Ω–Κ–Α ¬Ϊ–Γ–±―Ä–Ψ―¹¬Μ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―² ―¹–±―Ä–Ψ―¹ ―¹―΅–Β―²―΅–Η–Κ–Α.
–ü–Ψ–Ζ.ⳕ6 –ö–Ϋ–Ψ–Ω–Κ–Α ¬Ϊ–û―΅–Η―¹―²–Κ–Α¬Μ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―² –≤–Ψ–Ζ–≤―Ä–Α―² –Κ –Ϋ–Α―΅–Α–Μ―¨–Ϋ―΄–Φ –Ϋ–Α―¹―²―Ä–Ψ–Ι–Κ–Α–Φ.
–ü–Ψ–Ζ.ⳕ7 –ö–Ϋ–Ψ–Ω–Κ–Α ¬Ϊ–Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α¬Μ –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –≤―΄–±–Η―Ä–Α―²―¨ –Η –≤–≤–Ψ–¥–Η―²―¨ –≤ –Ω–Α–Φ―è―²―¨¬† –Ω–Α―Ä–Α–Φ–Β―²―Ä―΄ ¬†–Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Β –¥–Μ―è ―Ä–Α–±–Ψ―²―΄ : –Ϋ–Α–Ε–Φ–Η―²–Β –Ψ–¥–Η–Ϋ ―Ä–Α–Ζ βÄ€SETβÄù, ―΅―²–Ψ–±―΄ –≤–Ψ–Ι―²–Η –≤ ―³―É–Ϋ–Κ―Ü–Η―é 01- ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Κ–Α –¥–Μ–Η–Ϋ―΄ –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η –Η ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η ―Ä–Α–±–Ψ―²―΄ –¥–≤–Η–≥–Α―²–Β–Μ―è. –Λ―É–Ϋ–Κ―Ü–Η―è 01 –Ψ―²–Μ–Η―΅–Α–Β―²―¹―è –Ψ―² –¥―Ä―É–≥–Η―Ö ―³―É–Ϋ–Κ―Ü–Η–Ι, –Κ–Ψ–¥ 01 –Ϋ–Β –Ψ―²–Ψ–±―Ä–Α–Ε–Α–Β―²―¹―è –Ϋ–Α –¥–Η―¹–Ω–Μ–Β–Β. –ö–Α–Ε–¥―΄–Ι ―Ä–Α–Ζ –Ϋ–Α–Ε–Η–Φ–Α―è βÄ€SETβÄù ―³―É–Ϋ–Κ―Ü–Η–Η –Κ–Ψ–¥–Α, –≤–Ψ–Ζ―Ä–Α―¹―²–Α―é―² –Ϋ–Α 1 –Β–¥–Η–Ϋ–Η―Ü―É, –¥–Α–Μ–Β–Β –Φ–Ψ–Ε–Ϋ–Ψ –Η–Ζ–Φ–Β–Ϋ―è―²―¨ –¥―Ä―É–≥–Η–Β –Ω–Α―Ä–Α–Φ–Β―²―Ä―΄:
–Λ―É–Ϋ–Κ―Ü–Η―è 02-―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Α –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η –≤ –Ω–Α―Ä―²–Η–Η. –Γ–Η–≥–Ϋ–Α–Μ ―¹―Ä–Α–±–Ψ―²–Α–Β―², –Κ–Ψ–≥–¥–Α ―²–Α–Ι–Φ–Β―Ä –Ω–Ψ–Κ–Α–Ε–Β―² –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β ―΅–Η―¹–Μ–Ψ. –î–Α–Ϋ–Ϋ―΄–Β –≥―Ä―É–Ω–Ω―΄ –Φ–Ψ–Ε–Ϋ–Ψ –Φ–Β–Ϋ―è―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –≤–Ψ –≤―Ä–Β–Φ―è –Ψ―¹―²–Α–Ϋ–Ψ–≤–Κ–Η.
¬†–Λ―É–Ϋ–Κ―Ü–Η―è 03-―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –Ω–Α―É–Ζ―΄ –≤–Ψ –≤―Ä–Β–Φ―è ―Ä–Α–±–Ψ―²―΄. –ü–Ψ–Κ–Α–Ζ–Α―²–Β–Μ―¨ –Ω–Α―É–Ζ―΄ –Φ–Ψ–Ε–Ϋ–Ψ –Η–Ζ–Φ–Β–Ϋ–Η―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –Ω–Ψ―¹–Μ–Β –Ψ―¹―²–Α–Ϋ–Ψ–≤–Κ–Η.
¬†–Λ―É–Ϋ–Κ―Ü–Η―è 04- ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –¥–Η–Α–Φ–Β―²―Ä–Α –≤–Β–¥―É―â–Β–≥–Ψ ―Ä–Ψ–Μ–Η–Κ–Α. –ï–¥–Η–Ϋ–Η―Ü–Α –Η–Ζ–Φ–Β―Ä–Β–Ϋ–Η―è ―Ä–Ψ–Μ–Η–Κ–Ψ–≤ βÄ™ –Φ–Φ. –î–Η–Α–Φ–Β―²―Ä ―Ä–Ψ–Μ–Η–Κ–Ψ–≤ –Φ–Ψ–Ε–Ϋ–Ψ –Η–Ζ–Φ–Β–Ϋ–Η―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –≤–Ψ –≤―Ä–Β–Φ―è –Ψ―¹―²–Α–Ϋ–Ψ–≤–Κ–Η.
–ù–Α –¥–Η―¹–Ω–Μ–Β–Β –Ψ―²–Ψ–±―Ä–Α–Ε–Α―é―²―¹―è –Ϋ–Β ―²–Ψ–Μ―¨–Κ–Ψ –Κ–Ψ–¥―΄ ―³―É–Ϋ–Κ―Ü–Η–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è, –Ϋ–Ψ –Η –Κ–Ψ–¥―΄ –Ψ―à–Η–±–Ψ–Κ:
–ö–Ψ–¥ –Ψ―à–Η–±–Κ–Η: –ï01 βÄ™ –Ψ―à–Η–±–Κ–Α –Η–Ϋ–Η―Ü–Η–Α–Μ–Η–Ζ–Α―Ü–Η–Η –¥–Α–Ϋ–Ϋ―΄―Ö.
–ö–Ψ–¥ –Ψ―à–Η–±–Κ–Η: –ï 02 βÄ™ –Ψ―à–Η–±–Κ–Α, –Ω―Ä–Η ―Ä–Α–±–Ψ―²–Β –Ϋ–Α –Ω―É–Μ―¨―²–Β ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è.
–ü–Ψ–¥―Ä–Ψ–±–Ϋ–Ψ–Β –Ψ–Ω–Η―¹–Α–Ϋ–Η–Β –≤―΄―à–Β ―É–Κ–Α–Ζ–Α–Ϋ–Ϋ–Ψ–≥–Ψ, ―¹–Φ–Ψ―²―Ä–Η―²–Β –≤ –Ω―Ä–Η–Μ–Ψ–Ε–Β–Ϋ–Η–Η –ê.¬†
![]()
![]()      
–ü–Ψ–Ζ.ⳕ8 ¬Ϊ–Α¬Μ –Η β³•8 ¬Ϊ–±¬Μ. –ö–Ϋ–Ψ–Ω–Κ–Η ¬Ϊ←¬†¬†¬† →¬Μ
–Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―² –≤―΄–±–Η―Ä–Α―²―¨ ―Ä–Β–≥–Η―¹―²―Ĭ† –Ϋ–Α―¹―²―Ä–Ψ–Β―΅–Ϋ–Ψ–≥–Ψ –Ψ–Κ–Ϋ–Α.
     
–ü–Ψ–Ζ.ⳕ8 ¬Ϊ–Α¬Μ –Η β³•8 ¬Ϊ–±¬Μ. –ö–Ϋ–Ψ–Ω–Κ–Η ¬Ϊ←¬†¬†¬† →¬Μ
–Ω–Ψ–Ζ–≤–Ψ–Μ―è―é―² –≤―΄–±–Η―Ä–Α―²―¨ ―Ä–Β–≥–Η―¹―²―Ĭ† –Ϋ–Α―¹―²―Ä–Ψ–Β―΅–Ϋ–Ψ–≥–Ψ –Ψ–Κ–Ϋ–Α.
¬†¬†¬†¬†¬† –ü–Ψ–Ζ.ⳕ9 –ö–Ϋ–Ψ–Ω–Κ–Η ¬†¬Ϊ¬†¬†¬†¬†¬† ¬Μ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è, ―΅―²–Ψ–±―΄ ―É–≤–Β–Μ–Η―΅–Η―²―¨ –Η–Μ–Η ―É–Φ–Β–Ϋ―¨―à–Η―²―¨¬†¬† –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Β –Ϋ–Α 1 –Β–¥–Η–Ϋ–Η―Ü―É.¬†¬†¬†¬†¬†
¬†¬†¬†¬†¬†¬†¬† –ü–Ψ–Ζ.ⳕ10 ¬Ϊ –®–Α–≥ –≤–Ω–Β―Ä―ë–¥¬Μ –Η –Ω–Ψ–Ζ.ⳕ11 ¬Ϊ―à–Α–≥ –Ϋ–Α–Ζ–Α–¥¬Μ. –ö–Ϋ–Ψ–Ω–Κ–Η ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è –Ω–Ψ―à–Α–≥–Ψ–≤–Ψ–Ι ―Ä–Α–±–Ψ―²―΄ –¥–≤–Η–≥–Α―²–Β–Μ―è –≤ –Ω―Ä―è–Φ–Ψ–Φ –Η–Μ–Η –≤ –Ψ–±―Ä–Α―²–Ϋ–Ψ–Φ –Ϋ–Α–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Η.
–ü–Ψ–Ζ.ⳕ12 –ö–Ϋ–Ψ–Ω–Κ–Α ¬Ϊ–Γ―²–Α―Ä―² ¬Μ –Κ–Ϋ–Ψ–Ω–Κ–Α –≤–Κ–Μ―é―΅–Β–Ϋ–Η―è –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Ϋ–Α ―Ä–Α–±–Ψ―΅–Η–Ι ―Ö–Ψ–¥
¬†¬†¬†¬†¬†¬†¬†¬† –ü–Ψ–Ζ.ⳕ 13 –ö–Ϋ–Ψ–Ω–Κ–Α ¬Ϊ–Γ―²–Ψ–Ω ¬Ϊ - ¬Μ= –Κ–Ϋ–Ψ–Ω–Κ–Α –Ψ―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η). (–ö–Ψ–≥–¥–Α –Ψ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –±–Β–Ζ –Ω―Ä–Ψ–±–Μ–Β–Φ, ―²–Ψ –Ζ–Α–≥–Ψ―Ä–Α–Β―²―¹―è –Η–Ϋ–¥–Η–Κ–Α―²–Ψ―Ä –Ζ–Β–Μ―ë–Ϋ–Ψ–≥–Ψ ―Ü–≤–Β―²–Α, –Α ¬†–Β―¹–Μ–Η –Ω―Ä–Ψ–Η–Ζ–Ψ―à–Μ–Α –Ψ―à–Η–±–Κ–Α, ―²–Ψ –Ζ–Α–≥–Ψ―Ä–Α–Β―²―¹―è –Η–Ϋ–¥–Η–Κ–Α―²–Ψ―Ä ¬†–Κ―Ä–Α―¹–Ϋ–Ψ–≥–Ψ ―Ü–≤–Β―²–Α).
¬†¬†¬†¬†¬†¬†¬†¬† –ü–Ψ–Ζ.ⳕ14 ¬Ϊ–ë/–€¬Μ¬† –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è, –¥–Μ―è –≤–Α―Ä―¨–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –Φ–Β–Ε–¥―É –¥–≤―É–Φ―è ―¹–Ω–Ψ―¹–Ψ–±–Α–Φ–Η –Ϋ–Α―¹―²―Ä–Ψ–Ι–Κ–Η: –±―΄―¹―²―Ä―΄–Ι ―¹–Ω–Ψ―¹–Ψ–± ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è, –Η –Φ–Β–¥–Μ–Β–Ϋ–Ϋ―΄–Ι (–Ϋ–Β –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Ω―Ä–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β –Ω―Ä–Ψ–Ζ―Ä–Α―΅–Ϋ–Ψ–≥–Ψ –Φ–Α―²–Β―Ä–Η–Α–Μ–Α). –ë―΄―¹―²―Ä―΄–Ι ―¹–Ω–Ψ―¹–Ψ–± βÄ™ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –¥–Μ―è ―Ä–Α–±–Ψ―΅–Β–≥–Ψ –Ω―Ä–Ψ―Ü–Β―¹―¹–Α. ¬†–€–Β–¥–Μ–Β–Ϋ–Ϋ―΄–Ι ―¹–Ω–Ψ―¹–Ψ–± βÄ™ –≤ ―Ü–Β–Μ―è―Ö ―²–Β―¹―²–Ψ–≤–Ψ–≥–Ψ (–Ω―Ä–Ψ–±–Ϋ–Ψ–≥–Ψ) –Ω―Ä–Ψ―Ü–Β―¹―¹–Α.
¬†¬†¬†¬†¬†¬†¬† –ü–Ψ–Ζ.ⳕ 15. ¬Ϊ–ü/–Γ¬Μ : –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –¥–Μ―è ―²–Ψ–≥–Ψ, ―΅―²–Ψ–±―΄ –≤―΄–±―Ä–Α―²―¨ –≤–Η–¥ –≤―΄–Ω―É―¹–Κ–Α–Β–Φ–Ψ–Ι –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η (–Ω–Μ–Β–Ϋ–Κ–Α –Η–Μ–Η ¬Ϊ―¹–Α–Φ–Ψ–Κ–Μ–Β―é―â–Α―è―¹―è –±―É–Φ–Α–≥–Α¬Μ).
¬†¬†¬†¬† ¬†¬†–ü–Ψ–Ζ.ⳕ16 ¬Ϊ–ë/–ß¬Μ –≤―΄–±–Ψ―Ä–Α ―Ä–Β–Ε–Η–Φ–Α ―Ä–Α–±–Ψ―²―΄ –¥–Α―²―΅–Η–Κ–Α –Φ–Β―²–Κ–Η. (–ö–Ϋ–Ψ–Ω–Κ–Α¬†¬†¬†¬†¬†¬†¬†¬†¬† –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Α –¥–Μ―è –Ω–Β―Ä–Β–Κ–Μ―é―΅–Β–Ϋ–Η―è –Φ–Β–Ε–¥―É ―Ä–Β–Ε–Η–Φ–Α–Φ–Η ―Ü–≤–Β―²–Ϋ―΄―Ö –Η–Μ–Η –±–Β–Μ―΄―Ö –Φ–Α―²–Β―Ä–Η–Α–Μ–Ψ–≤.)
–ü―Ä–Η–Μ–Ψ–Ε–Β–Ϋ–Η–Β –ê: –ö–Ψ–¥―΄ ―Ä–Β–Ε–Η–Φ–Α ―Ä–Α–±–Ψ―²―΄ –Η –Ψ―à–Η–±–Ψ–Κ.
|
–ö–Ψ–¥ ―Ä–Β–Ε–Η–Φ–Α ―Ä–Α–±–Ψ―²―΄ |
–î–Β―²–Α–Μ–Η |
|
F 02 |
–Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –Ω–Α―Ä–Α–Φ–Β―²―Ä–Α ¬Ϊ–™―Ä―É–Ω–Ω–Ψ–≤–Ψ–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ¬Μ |
|
F 03 |
–Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –Ω–Α―É–Ζ―΄ |
|
F 04 |
–Θ―¹―²–Α–Ϋ–Ψ–≤–Κ–Α –¥–Η–Α–Φ–Β―²―Ä–Α ―Ä–Ψ–Μ–Η–Κ–Α |
|
–ö–Ψ–¥ –Ψ―à–Η–±–Κ–Η |
|
|
–ï 01 |
–½–Α–¥–Α–Ϋ–Ϋ―΄–Β –¥–Α–Ϋ–Ϋ―΄–Β ―É―²–Β―Ä―è–Ϋ―΄ |
|
–ï 02 |
–û―à–Η–±–Κ–Α ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è |
6.2 –û–Ω–Η―¹–Α–Ϋ–Η–Β –¥―É–±–Μ–Η―Ä―É―é―â–Η―Ö –Κ–Ϋ–Ψ–Ω–Ψ–Κ –Ϋ–Α –Ω―Ä–Η–Β–Φ–Ϋ–Ψ–Φ ―¹―²–Ψ–Μ–Β.
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Η―¹.ⳕ8¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†
–™–Μ–Α–≤–Α ⳕ7. –ù–Α―¹―²―Ä–Ψ–Ι–Κ–Α –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è.
¬†7(–Α).¬†¬† –ü–Ψ–¥–≥–Ψ―²–Ψ–≤–Κ–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –Κ –Ω―É―¹–Κ―É.
1 ) –ü–Β―Ä–Β–¥ ―²–Β–Φ, –Κ–Α–Κ –Ω―Ä–Η―¹―²―É–Ω–Η―²―¨ –Κ ―Ä–Α–±–Ψ―²–Β ―¹ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Ψ–Ι, –Ψ–Ζ–Ϋ–Α–Κ–Ψ–Φ―¨―²–Β―¹―¨ –≤ –¥–Β―²–Α–Μ―è–Φ–Η –Η ―É–Ζ–Μ–Α–Φ–Η –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η), –Α ―²–Α–Κ–Ε–Β ―¹ –Β–Β ―³―É–Ϋ–Κ―Ü–Η―è–Φ–Η –Η –Ω–Ψ―Ä―è–¥–Κ–Ψ–Φ ―Ä–Α–±–Ψ―²―΄.
2) –¦–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ–Α―è –Φ–Α―à–Η–Ϋ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –Ϋ–Α―Ö–Ψ–¥–Η―²―¨―¹―è –≤ ―΅–Η―¹―²–Ψ–Φ –Η ―¹–Φ–Α–Ζ–Α–Ϋ–Ϋ–Ψ–Φ ―¹–Ψ―¹―²–Ψ―è–Ϋ–Η–Η. –Θ–±–Β–¥–Η―²–Β―¹―¨ –≤ –Η―¹–Ω―Ä–Α–≤–Ϋ–Ψ―¹―²–Η –Η –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ―¹―²–Η –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è –≤―¹–Β―Ö ―É–Ζ–Μ–Ψ–≤ –Η –¥–Β―²–Α–Μ–Β–Ι, –Ω―Ä–Ψ–≤–Β―Ä―¨―²–Β –Ω–Ψ–¥–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Ζ–Α–Ζ–Β–Φ–Μ–Β–Ϋ–Η―è.
3)¬† –≠–Μ–Β–Κ―²―Ä–Η―΅–Β―¹–Κ–Η–Ι –Ω―É–Μ―¨―² ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è –Ϋ–Α―Ö–Ψ–¥–Η―²―¨―¹―è –Ϋ–Α –Ω―Ä–Α–≤–Ψ–Ι ―¹―²–Ψ―Ä–Ψ–Ϋ–Β ―¹―²–Α–Ϋ–Κ–Α. –ü–Ψ–¥–Κ–Μ―é―΅–Η―²–Β –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ―É –Κ ¬†–Η―¹―²–Ψ―΅–Ϋ–Η–Κ―É –Ω–Η―²–Α–Ϋ–Η―è (–Ψ–¥–Ϋ–Α ―³–Α–Ζ–Α, 220 –≤–Ψ–Μ―¨―², 50 HZ).
4)¬† –ü–Ψ―¹–Μ–Β –Ω–Ψ–¥–Κ–Μ―é―΅–Β–Ϋ–Η―è¬† –Κ –Η―¹―²–Ψ―΅–Ϋ–Η–Κ―É –Ω–Η―²–Α–Ϋ–Η―è, –Ω–Ψ–≤–Β―Ä–Ϋ–Η―²–Β –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ –Ω–Ψ ―΅–Α―¹–Ψ–≤–Ψ–Ι ―¹―²―Ä–Β–Μ–Κ–Β –Κ–Ϋ–Ψ–Ω–Κ–Η ¬Ϊ–≤–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Ω–Η―²–Α–Ϋ–Η―è¬Μ (–Ω–Ψ–Ζ.ⳕ1,―Ä–Η―¹.ⳕ6), ¬†¬Ϊ–≤–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Α¬Μ (–Ω–Ψ–Ζ.ⳕ3,―Ä–Η―¹.ⳕ6), ¬Ϊ–≤–Κ–Μ―é―΅–Β–Ϋ–Η–Β –Ω–Ψ–¥–Α―΅–Η¬Μ (–Ω–Ψ–Ζ.ⳕ5,―Ä–Η―¹.ⳕ6). –ü–Ψ–≤–Β―Ä–Ϋ–Η―²–Β –Κ–Ϋ–Ψ–Ω–Κ―É ¬Ϊ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Κ–Α ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η –¥–≤–Η–≥–Α―²–Β–Μ―è –Ω–Ψ–¥–Α―΅–Η¬Μ (–Ω–Ψ–Ζ.ⳕ6, ―Ä–Η―¹.ⳕ6), –Ω―Ä–Ψ―²–Η–≤ ―΅–Α―¹–Ψ–≤–Ψ–Ι ―¹―²―Ä–Β–Μ–Κ–Η –¥–Ψ ―É–Ω–Ψ―Ä–Α –Η ¬†–Ζ–Α―²–Β–Φ –Ϋ–Α–Ε–Φ–Η―²–Β –Κ–Ϋ–Ψ–Ω–Κ―É ¬Ϊ–Γ―²–Α―Ä―²¬Μ (–Ω–Ψ–Ζ.ⳕ12,―Ä–Η―¹.ⳕ7).–ü–Ψ–≤–Β―Ä–Ϋ–Η―²–Β –Κ–Ϋ–Ψ–Ω–Κ―É ―Ä–Β–≥―É–Μ–Η―Ä―É―é―â–Β–≥–Ψ ―¹–Ψ–Ω―Ä–Ψ―²–Η–≤–Μ–Β–Ϋ–Η―è ¬Ϊ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Κ–Α ―¹–Κ–Ψ―Ä–Ψ―¹―²–Η –≥–Μ–Α–≤–Ϋ–Ψ–≥–Ψ –¥–≤–Η–≥–Α―²–Β–Μ―è¬Μ (–Ω–Ψ–Ζ.ⳕ7, ―Ä–Η―¹.ⳕ6), –Η ―É―¹―²–Α–Ϋ–Ψ–≤–Η―²–Β ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ –≥–Μ–Α–≤–Ϋ–Ψ–≥–Ψ –¥–≤–Η–≥–Α―²–Β–Μ―è –Ω―Ä–Η–≤–Ψ–¥–Α –Ϋ–Ψ–Ε–Α –Ϋ–Α ―É―Ä–Ψ–≤–Β–Ϋ―¨ 60 –Ψ–±/–Φ–Η–Ϋ. –ü―Ä–Η –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η–Η –Α–Κ–Κ―É―Ä–Α―²–Ϋ–Ψ–≥–Ψ –Η –±–Β–Ζ –Ζ–Α―É―¹–Β–Ϋ–Η―Ü –Κ―Ä–Α―è –Ψ–±―Ä–Β–Ζ–Κ–Η –≥–Ψ―²–Ψ–≤–Ψ–≥–Ψ –Η–Ζ–¥–Β–Μ–Η―è –Φ–Ψ–Ε–Ϋ–Ψ ―É–≤–Β–Μ–Η―΅–Η―²―¨ ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ –≥–Μ–Α–≤–Ϋ–Ψ–≥–Ψ –¥–≤–Η–≥–Α―²–Β–Μ―è. –ü―Ä–Η –Ϋ–Α–Μ–Η―΅–Η–Η –Ϋ–Β–Ψ–±―΄―΅–Ϋ―΄―Ö ―à―É–Φ–Ψ–≤ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –Ψ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¨ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―É―é –Φ–Α―à–Η–Ϋ―É –Η –Ω―Ä–Ψ–≤–Β―Ä–Η―²―¨ –Η―¹―²–Ψ―΅–Ϋ–Η–Κ ―à―É–Φ–Α,¬† –¥–Α–≤–Μ–Β–Ϋ–Η–Β, –Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Η–Β: –Η―¹–Κ–Μ―é―΅–Η–≤, –≤―¹–Β –Ω–Β―Ä–Β―΅–Η―¹–Μ–Β–Ϋ–Ϋ―΄–Β ―³–Α–Κ―²–Ψ―Ä―΄, –Φ–Ψ–Ε–Ϋ–Ψ –Ψ―¹―É―â–Β―¹―²–≤–Η―²―¨ –Ω–Ψ–≤―²–Ψ―Ä–Ϋ―΄–Ι –Ζ–Α–Ω―É―¹–Κ –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η). –ß–Β―Ä–Β–Ζ 5-10 –Φ–Η–Ϋ―É―² ―Ä–Α–±–Ψ―²―΄ ―¹―²–Α–Ϋ–Κ–Α –≤ ―Ö–Ψ–Μ–Ψ―¹―²–Ψ–Φ ―Ä–Β–Ε–Η–Φ–Β, –Ω―Ä–Η –Ψ―²―¹―É―²―¹―²–≤–Η–Η –Κ–Α–Κ–Η―Ö-–Μ–Η–±–Ψ –Φ–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Η―Ö ―à―É–Φ–Ψ–≤¬† –Ϋ–Α–Ε–Φ–Η―²–Β –Κ–Ϋ–Ψ–Ω–Κ―É ¬Ϊ–Γ―²–Ψ–Ω¬Μ (–Ω–Ψ–Ζ.ⳕ13, ―Ä–Η―¹.ⳕ7). –ï―¹–Μ–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –Ψ―²–Κ–Μ―é―΅–Η―²―¨ ―ç–Μ–Β–Κ―²―Ä–Ψ–Ω–Η―²–Α–Ϋ–Η–Β, ―²–Ψ¬† –Ω–Ψ–≤–Β―Ä–Ϋ–Η―²–Β –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ –≤―¹–Β –Ω–Β―Ä–Β–Κ–Μ―é―΅–Α―²–Β–Μ–Η –Ω―Ä–Ψ―²–Η–≤ ―΅–Α―¹–Ψ–≤–Ψ–Ι ―¹―²―Ä–Β–Μ–Κ–Η (―².–Β. –≤ –Ψ–±―Ä–Α―²–Ϋ–Ψ–Ι –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η, –Κ–Α–Κ –Ω―Ä–Η –≤–Κ–Μ―é―΅–Β–Ϋ–Η–Η.)
5) –½–Α–Ω―Ä–Α–≤―¨―²–Β –Φ–Α―²–Β―Ä–Η–Α–Μ –Ω–Ψ ―¹―Ö–Β–Φ–Β (―¹–Φ. –Γ―Ö–Β–Φ―É –Ζ–Α–Ω―Ä–Α–≤–Κ–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α). –ù–Α–Ε–Η–Φ–Α–Ι―²–Β –Κ–Ϋ–Ψ–Ω–Κ–Η: ¬Ϊ―à–Α–≥ –≤–Ω–Β―Ä–Β–¥¬Μ (–Ω–Ψ–Ζ.ⳕ10,―Ä–Η―¹.ⳕ7) –Η ¬Ϊ―à–Α–≥ –Ϋ–Α–Ζ–Α–¥¬Μ (–Ω–Ψ–Ζ.ⳕ11,―Ä–Η―¹.ⳕ7) –¥–Μ―è –Ω–Β―Ä–Β–Φ–Β―â–Β–Ϋ–Η―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Α.
7(–±).¬†¬†¬†¬† –≠–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η―è
–ü–Ψ ―ç―²–Ψ–Φ―É –≤–Ψ–Ω―Ä–Ψ―¹―É –Ψ–±―Ä–Α―â–Α–Ι―²–Β―¹―¨ –≤ –Ϋ–Α―à ―¹–Β―Ä–≤–Η―¹: info@cnc-info.ru¬†
–ü―Ä–Η–Μ–Ψ–Ε–Β–Ϋ–Η–Β –ë
–ü–Ψ ―ç―²–Ψ–Φ―É –≤–Ψ–Ω―Ä–Ψ―¹―É –Ψ–±―Ä–Α―â–Α–Ι―²–Β―¹―¨ –≤ –Ϋ–Α―à ―¹–Β―Ä–≤–Η―¹: info@cnc-info.ru¬†
–™–Μ–Α–≤–Α ⳕ 8. –£–Ψ–Ζ–Φ–Ψ–Ε–Ϋ―΄–Β –Ϋ–Β–Η―¹–Ω―Ä–Α–≤–Ϋ–Ψ―¹―²–Η –Η ―¹–Ω–Ψ―¹–Ψ–±―΄ –Η―Ö ―É―¹―²―Ä–Α–Ϋ–Β–Ϋ–Η―è.
–ü–Ψ ―ç―²–Ψ–Φ―É –≤–Ψ–Ω―Ä–Ψ―¹―É –Ψ–±―Ä–Α―â–Α–Ι―²–Β―¹―¨ –≤ –Ϋ–Α―à ―¹–Β―Ä–≤–Η―¹: info@cnc-info.ru¬†
–™–Μ–Α–≤–Α ⳕ9 –Θ–Γ–Δ–†–ê–ù–ï–ù–‰–ï –ù–ï–ü–û–¦–ê–î–û–ö.
–ü–Ψ ―ç―²–Ψ–Φ―É –≤–Ψ–Ω―Ä–Ψ―¹―É –Ψ–±―Ä–Α―â–Α–Ι―²–Β―¹―¨ –≤ –Ϋ–Α―à ―¹–Β―Ä–≤–Η―¹: info@cnc-info.ru¬†
–ü―Ä–Η–Μ–Ψ–Ε–Β–Ϋ–Η–Β –£: –€–Ψ–Ϋ―²–Α–Ε ―¹–Η–Μ–Ψ–≤―΄―Ö –Ω―Ä–Ψ–≤–Ψ–¥–Ψ–≤ –Κ ―à–Κ–Α―³―É ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è:
–ü–Ψ ―ç―²–Ψ–Φ―É –≤–Ψ–Ω―Ä–Ψ―¹―É –Ψ–±―Ä–Α―â–Α–Ι―²–Β―¹―¨ –≤ –Ϋ–Α―à ―¹–Β―Ä–≤–Η―¹: info@cnc-info.ru¬†
–™–Μ–Α–≤–Α ⳕ10. –Γ–Ω–Ψ―¹–Ψ–± –Ζ–Α–Φ–Β–Ϋ―΄ –Η –Ϋ–Α―¹―²―Ä–Ψ–Ι–Κ–Η –Ϋ–Ψ–Ε–Α.
–ü–Ψ ―ç―²–Ψ–Φ―É –≤–Ψ–Ω―Ä–Ψ―¹―É –Ψ–±―Ä–Α―â–Α–Ι―²–Β―¹―¨ –≤ –Ϋ–Α―à ―¹–Β―Ä–≤–Η―¹: info@cnc-info.ru¬†
–™–Μ–Α–≤–Α ⳕ11. –Δ–Β―Ö–Ϋ–Η―΅–Β―¹–Κ–Ψ–Β –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η–Β.
–î–Μ―è ―²–Ψ–≥–Ψ, ―΅―²–Ψ–±―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ –Ϋ–Ψ―Ä–Φ–Α–Μ―¨–Ϋ―É―é ―Ä–Α–±–Ψ―²―É –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η), –Ω―Ä–Ψ–¥–Μ–Η―²―¨ –Β–Β ―¹―Ä–Ψ–Κ ―¹–Μ―É–Ε–±―΄, ―΅―Ä–Β–Ζ–≤―΄―΅–Α–Ι–Ϋ–Ψ –≤–Α–Ε–Ϋ–Ψ –≤―΄–Ω–Ψ–Μ–Ϋ―è―²―¨ –Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Β ―²–Β―Ö–Ϋ–Η―΅–Β―¹–Κ–Ψ–Β –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η–Β.
¬†–†–Α–±–Ψ―²–Α –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) –≤ ―É―¹–Μ–Ψ–≤–Η―è―Ö ―¹―É―Ö–Ψ–≥–Ψ ―²―Ä–Β–Ϋ–Η―è ―¹―²―Ä–Ψ–≥–Ψ –Ζ–Α–Ω―Ä–Β―â–Β–Ϋ–Α.
¬† –†–Α―¹–Ω―΄–Μ―è–Ι―²–Β ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–Β –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Ψ ―¹–Φ–Α–Ζ–Ψ―΅–Ϋ–Ψ–≥–Ψ –Φ–Α―¹–Μ–Α –Ϋ–Α ―¹–Η―¹―²–Β–Φ―É ―à–Β―¹―²–Β―Ä–Β–Ϋ –¥–≤–Α–Ε–¥―΄ –≤ ―¹–Φ–Β–Ϋ―É, –Η –Ζ–Α–Ω―É―¹–Κ–Α–Ι―²–Β –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Α–Μ―¨–Ϋ―É―é –Φ–Α―à–Η–Ϋ―É –¥–Μ―è –Ψ–±–Κ–Α―²–Κ–Η, ―΅―²–Ψ–±―΄ –Ψ–Ϋ–Α –¥–≤–Η–≥–Α–Μ–Α―¹―¨ ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ.¬† –Γ–Ψ―²―Ä–Η―²–Β –Φ–Α―¹–Μ–Ψ, –Ψ―¹―²–Α–≤―à–Β–Β―¹―è –Ϋ–Α –Ϋ–Β ―¹–Φ–Α–Ζ―΄–≤–Α–Β–Φ―΄―Ö –¥–Β―²–Α–Μ―è―Ö. –ü–Β―Ä–Η–Ψ–¥–Η―΅–Β―¹–Κ–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β –Ω―Ä–Ψ–≤–Β―Ä–Κ―É –Ϋ–Α―²―è–Ε–Β–Ϋ–Η―è ―Ä–Β–Φ–Ϋ–Β–Ι –Η –Ω―Ä–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ―¹―²–Η - –Ω–Ψ–¥―²―è–≥–Η–≤–Α–Ι―²–Β –Η―Ö.
–ü–Ψ–≤―²–Ψ―Ä–Ϋ–Ψ –Ζ–Α―²―è–≥–Η–≤–Α–Ι―²–Β ―³–Η–Κ―¹–Α―²–Ψ―Ä―΄ –Ω–Ψ―¹–Μ–Β –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω–Β―Ä–Η–Ψ–¥–Α ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η–Η.
¬† –£―¹–Β –Ω–Ψ–¥–≤–Η–Ε–Ϋ―΄–Β ―΅–Α―¹―²–Η ―¹―²–Α–Ϋ–Κ–Α –Η –Ω–Ψ–¥―à–Η–Ω–Ϋ–Η–Κ–Η –¥–Ψ–Μ–Ε–Ϋ―΄ ―¹–Φ–Α–Ζ―΄–≤–Α―²―¨―¹―è –Κ–Α–Ε–¥―É―é ―¹–Φ–Β–Ϋ―É. –Δ–Α–Κ–Ε–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―Ä–Β–≥―É–Μ―è―Ä–Ϋ–Ψ ―΅–Η―¹―²–Η―²―¨ ―¹―²–Α–Ϋ–Ψ–Κ. –≠―²–Ψ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –¥–Μ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –Κ–Α―΅–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ–¥―É–Κ―²–Α.
–ù–Β –¥–Ψ–Ω―É―¹–Κ–Α–Ι―²–Β –Ω–Ψ–Ω–Α–¥–Α–Ϋ–Η―è –Φ–Β―Ö–Α–Ϋ–Η―΅–Β―¹–Κ–Ψ–≥–Ψ –Φ–Α―¹–Μ–Α –Ϋ–Α ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Β –≤–Α–Μ―΄¬† –≤–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β –¥–Β―³–Ψ―Ä–Φ–Α―Ü–Η–Η, –Κ–Ψ―²–Ψ―Ä–Α―è –≤–Μ–Η―è–Β―² –Ϋ–Α ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ ―Ä–Β–Ζ–Α. –ü–Ψ―¹–Μ–Β –Ψ―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –Μ–Η―¹―²–Ψ―Ä–Β–Ζ–Κ–Η (―³–Μ–Α―²–Ψ―Ä–Β–Ζ–Κ–Η) ―Ä–Β–Ζ–Η–Ϋ–Ψ–≤―΄–Ι –≤–Α–Μ –Η ―¹―²–Α–Μ―¨–Ϋ–Ψ–Ι –≤–Α–Μ –¥–Ψ–Μ–Ε–Ϋ―΄ –±―΄―²―¨ ―Ä–Α–Ζ―ä–Β–¥–Η–Ϋ–Β–Ϋ―΄. –ö–Α–Ε–¥―΄–Ι ―¹―²–Α–Μ―¨–Ϋ–Ψ–Ι –≤–Α–Μ –Η –Κ–Α–Ε–¥–Α―è ―¹―²–Α–Μ―¨–Ϋ–Α―è –¥–Β―²–Α–Μ―¨ –¥–Ψ–Μ–Ε–Ϋ―΄ –Ω–Β―Ä–Η–Ψ–¥–Η―΅–Β―¹–Κ–Η –Ω―Ä–Ψ―²–Η―Ä–Α―²―¨―¹―è –≤–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β –Κ–Ψ―Ä―Ä–Ψ–Ζ–Η–Η –Η –Ζ–Α–≥―Ä―è–Ζ–Ϋ–Β–Ϋ–Η―è. –Γ–Μ–Β–¥–Η―²–Β –Ζ–Α ―Ä–Α–Ζ–Φ–Ψ―²–Κ–Ψ–Ι –Φ–Α―²–Β―Ä–Η–Α–Μ–Α –Η ―Ä–Β–≥―É–Μ–Η―Ä―É–Ι―²–Β –¥–Ψ–Μ–Ε–Ϋ―΄–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ –Ϋ–Α―²―è–Ε–Β–Ϋ–Η–Β, ―΅―²–Ψ–±―΄ –¥–Ψ―¹―²–Η―΅―¨ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Ι ―¹―²–Β–Ω–Β–Ϋ–Η –Ϋ–Α―²―è–Ε–Β–Ϋ–Η―è –Η –Η–¥–Β–Α–Μ―¨–Ϋ―É―é ―Ä–Β–Ζ–Κ―É –Φ–Α―²–Β―Ä–Η–Α–Μ–Α.
–ü–Β―Ä–Η–Ψ–¥–Η―΅–Β―¹–Κ–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β ―΅–Η―¹―²–Κ―É –Ϋ–Α–Κ–Μ–Α–¥–Κ–Η¬† ¬Ϊ―³–Β―Ä―Ä–Ψ–¥–Ψ¬Μ (–Ω–Ψ–Ζ.ⳕ1, ―Ä–Η―¹.ⳕ2) –Ϋ–Α ―Ä–Α–Ζ–Φ–Ψ―²–Ψ―΅–Ϋ–Ψ–Φ –≤–Α–Μ―É –Η –Ϋ–Α –≤–Α–Μ―É –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –Ϋ–Α―²―è–Ε–Β–Ϋ–Η―è –Φ–Α―²–Β―Ä–Η–Α–Μ–Α¬† (―ç―²–Ψ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –¥–Β–Μ–Α―²―¨, –Κ–Ψ–≥–¥–Α ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Κ–Α –Ϋ–Α―²―è–Ε–Β–Ϋ–Η―è –¥–Α–Β―² ―¹–Μ–Α–±―΄–Ι ―ç―³―³–Β–Κ―²). –î–Μ―è ―ç―²–Ψ–≥–Ψ, –Ψ―²–Κ―Ä―É―²–Η―²–Β –≥–Α–Ι–Κ―É, ―¹–Ϋ–Η–Φ–Η―²–Β –Ω―Ä―É–Ε–Η–Ϋ –Η ―³–Μ–Α–Ϋ–Β―Ü ―¹ –Ϋ–Α–Κ–Μ–Α–¥–Κ–Ψ–Ι ¬Ϊ―³–Β―Ä―Ä–Ψ–¥–Ψ¬Μ. –ü–Ψ―¹–Μ–Β ―΅–Η―¹―²–Κ–Η –Ω―Ä–Ψ–Η–Ζ–≤–Β–¥–Η―²–Β ―¹–±–Ψ―Ä–Κ―É –≤ –Ψ–±―Ä–Α―²–Ϋ–Ψ–Φ –Ω–Ψ―Ä―è–¥–Κ–Β.
–™–Μ–Α–≤–Αⳕ12 –Γ―Ö–Β–Φ–Α –Ζ–Α–Ω―Ä–Α–≤–Κ–Η –Φ–Α―²–Β―Ä–Η–Α–Μ–Α.
οΜΩ
–£–Ϋ–Η–Φ–Α–Ϋ–Η–Β !!! –‰–Ϋ―¹―²―Ä―É–Κ―Ü–Η―è –Ω–Ψ ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η–Η –Ζ–¥–Β―¹―¨ –Ω―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ–Α –Ϋ–Β –≤ –Ω–Ψ–Μ–Ϋ–Ψ–Φ –≤–Η–¥–Β, –Α –Ψ–±―Ä–Β–Ζ–Α–Ϋ–Α –¥–Μ―è ―É–¥–Ψ–±―¹―²–≤–Α –≤―΄–Κ–Μ–Α–¥―΄–≤–Α–Ϋ–Η―è –≤ –Η–Ϋ―²–Β―Ä–Ϋ–Β―²–Β !!!
–ï―¹–Μ–Η –£–Α–Φ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Α –Ω–Ψ–Μ–Ϋ–Α―è –Η–Ϋ―¹―²―Ä―É–Κ―Ü–Η―è βÄ™ –Ψ―²–Ω―Ä–Α–≤–Μ―è–Ι―²–Β –Ζ–Α–Ω―Ä–Ψ―¹ –Ω–Ψ –Ϋ–Α―à–Β–Ι ―ç–Μ–Β–Κ―²―Ä–Ψ–Ϋ–Ϋ–Ψ–Ι –Ω–Ψ―΅―²–Β –Ζ–Α–Ω―Ä–Ψ―¹ ―¹―é–¥–Α ..
* –ü–Ψ –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄–Φ –≤–Ψ–Ω―Ä–Ψ―¹–Α–Φ –Η –Ω–Ψ –≤–Ψ–Ω―Ä–Ψ―¹–Α–Φ –Ω―Ä–Η–Ψ–±―Ä–Β―²–Β–Ϋ–Η―è –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è –Ζ–≤–Ψ–Ϋ–Η―²–Β –Ϋ–Α–Φ ―¹―é–¥–Α .. –Η–Μ–Η –Ω–Η―à–Η―²–Β ―¹―é–¥–Α: info@chinko.ru
|
–ü–Ψ ―³–Μ–Β–Κ―¹–Ψ–≥―Ä–Α―³―¹–Κ–Ψ–Φ―É –Ω–Β―΅–Α―²–Ϋ–Ψ–Φ―É –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―é ―¹–Φ–Ψ―²―Ä–Η―²–Β ―¹–Μ–Β–¥―É―é―â–Η–Β ―¹―¹―΄–Μ–Κ–Η: |
|
||||||
|
|
|
|
|||||
