пїњ
пїњ


–Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є —А—Г–ї–Њ–љ–љ—Л–є —В–Є—Б–љ–Є–ї—М–љ–Њ-–≤—Л—Б–µ–Ї–∞—В–µ–ї—М–љ—Л–є –њ—А–µ—Б—Б WQM-320/-420
–і–ї—П —Б–∞–Љ–Њ–Ї–ї–µ—П—Й–Є—Е—Б—П —Н—В–Є–Ї–µ—В–Њ–Ї –Є –і—А—Г–≥–Њ–є –њ—А–Њ–і—Г–Ї—Ж–Є–Є.

–Ш–љ—Б—В—А—Г–Ї—Ж–Є—П –њ–Њ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є
–°–Њ–і–µ—А–ґ–∞–љ–Є–µ
–У–ї–∞–≤–∞вДЦ1. ¬†¬†–Т–≤–µ–і–µ–љ–Є–µ.
–У–ї–∞–≤–∞вДЦ2¬†¬†¬† –Ю—Б–љ–Њ–≤–љ—Л–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є.
–У–ї–∞–≤–∞вДЦ3¬†¬† –Ґ–µ—Е–љ–Є–Ї–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є.
–У–ї–∞–≤–∞вДЦ4¬†¬† –£—Б—В–∞–љ–Њ–≤–Ї–∞ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П.
¬†–У–ї–∞–≤–∞вДЦ5¬† –°—Е–µ–Љ–∞ –Ј–∞–њ—А–∞–≤–Ї–Є –Љ–∞—В–µ—А–Є–∞–ї–∞ –Є –Њ–њ–Є—Б–∞–љ–Є–µ –Њ—Б–љ–Њ–≤–љ—Л—Е —Г–Ј–ї–Њ–≤ —Б—В–∞–љ–Ї–∞.
¬†–У–ї–∞–≤–∞вДЦ6 –Ю—Б–љ–Њ–≤–љ—Л–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л, —Б—В—А—Г–Ї—В—Г—А–∞, –њ—А–Є–љ—Ж–Є–њ—Л —Г–њ—А–∞–≤–ї–µ–љ–Є—П
–У–ї–∞–≤–∞вДЦ7¬†¬† –Ю–њ–Є—Б–∞–љ–Є–µ –Ї–Њ–љ—В—А–Њ–ї—М–љ–Њ–є –њ–∞–љ–µ–ї–Є.¬†¬†¬†
¬†–У–ї–∞–≤–∞вДЦ8 –Э–∞—Б—В—А–Њ–є–Ї–∞ —Д–Њ—В–Њ- —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Њ–≥–Њ –і–∞—В—З–Є–Ї–∞ –Є —Б–Є—Б—В–µ–Љ—Л¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†
–±–Њ–Ї–Њ–≤–Њ–≥–Њ —А–∞–≤–љ–µ–љ–Є—П –Ї—А–∞—П –њ–Њ–ї–Њ—В–љ–∞.
–У–ї–∞–≤–∞вДЦ 9¬†¬† –Т–Њ–Ј–Љ–Њ–ґ–љ—Л–µ –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В–Є –Є —Б–њ–Њ—Б–Њ–±—Л –Є—Е —Г—Б—В—А–∞–љ–µ–љ–Є—П. ¬†
                              
¬†–У–ї–∞–≤–∞вДЦ 10¬† –°–Љ–∞–Ј–Ї–∞ –Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П.
–У–ї–∞–≤–∞вДЦ11 ¬†–Ґ—А–µ–±–Њ–≤–∞–љ–Є—П –Ї –Ї–∞—З–µ—Б—В–≤—Г –њ—А–Њ–і—Г–Ї—Ж–Є–Є.
¬†–У–ї–∞–≤–∞вДЦ 12 –Я—А–Є–љ—Ж–Є–њ–Є–∞–ї—М–љ—Л–µ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–µ —Б—Е–µ–Љ—Л.
 
–У–ї–∞–≤–∞вДЦ1. –Т–≤–µ–і–µ–љ–Є–µ.
–Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є —А—Г–ї–Њ–љ–љ—Л–є —В–Є—Б–љ–Є–ї—М–љ–Њ-–≤—Л—Б–µ–Ї–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б WQM-320 вАУ —Н—В–Њ –≤—Л—Б–Њ–Ї–Њ—В–Њ—З–љ–Њ–µ —В–Є—Б–љ–Є–ї—М–љ–Њ–µ-–≤—Л—Б–µ–Ї–∞–ї—М–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ, –≤ –Ї–Њ—В–Њ—А–Њ–Љ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –Ї–Њ–Љ–њ—М—О—В–µ—А–љ—Л–є –Ї–Њ–љ—В—А–Њ–ї—М —З–∞—Б—В–Њ—В—Л –Є —Б–Ї–Њ—А–Њ—Б—В–Є —А–∞–±–Њ—В—Л —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–Њ—А–∞, —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–Є –Є –љ–∞—А–µ–Ј–Ї–Є. –Ф–≤—Г—Е—Б—В–Њ—А–Њ–љ–љ—П—П –њ–µ—З–∞—В—М —Н—В–Є–Ї–µ—В–Њ–Ї –Є –≤–µ—Б—М –Љ–∞—А—И—А—Г—В —Б–ї–µ–і–Њ–≤–∞–љ–Є—П –њ—А–Њ—Е–Њ–і–Є—В —З–µ—А–µ–Ј —В—А–Є —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В–∞, –≤–Њ –≤—А–µ–Љ—П –≤—Л—А—Г–±–Ї–Є —Н—В–Є–Ї–µ—В–Њ–Ї, –њ—А–Є –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є–Є –±—А–∞–Ї–Њ–≤–∞–љ–љ–Њ–є –њ—А–Њ–і—Г–Ї—Ж–Є–Є, –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–∞—П —И—В–∞–Љ–њ–Њ–≤–Ї–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –њ–Њ—Б–ї–µ –њ—А–Њ—Е–Њ–ґ–і–µ–љ–Є—П –і–∞—В—З–Є–Ї–∞. –†—Г–ї–Њ–љ–љ–∞—П –Љ–∞—И–Є–љ–∞ –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–∞ –і–ї—П –≤—Л—А—Г–±–Ї–Є —Б–∞–Љ–Њ–Ї–ї–µ—П—Й–Є—Е—Б—П —Н—В–Є–Ї–µ—В–Њ–Ї, –њ–Њ–ї–Є—Н—Д–Є—А–љ—Л—Е —Н—В–Є–Ї–µ—В–Њ–Ї, –Є –≥–Њ–ї–Њ–≥—А–∞—Д–Є—З–µ—Б–Ї–Є—Е –Ј–∞—Й–Є—В–љ—Л—Е —Н—В–Є–Ї–µ—В–Њ–Ї. –≠—В–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—О—Й–µ–µ –≤—Б–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –і–ї—П –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ-—Г–њ—А–∞–≤–ї—П–µ–Љ–Њ–є –њ–µ—З–∞—В–Є, –љ–µ–њ—А–µ—А—Л–≤–љ–Њ–є —А—Г–ї–Њ–љ–љ–Њ–є –Є –≤—Л—Б–Њ–Ї–Њ–є –њ–µ—З–∞—В–Є –Є —А–µ–ї—М–µ—Д–љ–Њ–є –і–ї—П –Ј–∞—Й–Є—В–љ—Л—Е —Н—В–Є–Ї–µ—В–Њ–Ї. –≠—В–Њ –Є–і–µ–∞–ї—М–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ –і–ї—П –њ—А–µ–і–њ—А–Є—П—В–Є–є –њ—А–Њ–Є–Ј–≤–Њ–і—П—Й–Є—Е —Н—В–Є–Ї–µ—В–Њ—З–љ—Г—О –њ—А–Њ–і—Г–Ї—Ж–Є—О.
–†—Г–ї–Њ–љ–љ–∞—П –Љ–∞—И–Є–љ–∞ –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Ј–∞–Ј–µ–Љ–ї–µ–љ–∞, –њ—А–µ–ґ–і–µ —З–µ–Љ –њ–Њ–і–Ї–ї—О—З–Є—В—М –µ–µ –Ї –Є—Б—В–Њ—З–љ–Є–Ї—Г –њ–Є—В–∞–љ–Є—П.
 
–У–ї–∞–≤–∞вДЦ.2¬†¬†¬†¬†¬† –Ю—Б–љ–Њ–≤–љ—Л–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є.
1.¬†¬† –°–Ї–Њ—А–Њ—Б—В—М –≤—Л—А—Г–±–Ї–Є: –Њ—В 25 –і–Њ 115 —И—В / –Љ–Є–љ.
2. –®–Є—А–Є–љ–∞ –≤—Л—А—Г–±–Ї–Є: –Њ—В 20 –і–Њ 300 –Љ–Љ.
3. –Ф–ї–Є–љ–∞ –≤—Л—А—Г–±–Ї–Є: –Њ—В 20 –і–Њ 290 –Љ–Љ.
4. –°—В–µ–њ–µ–љ—М —В–Њ—З–љ–Њ—Б—В–Є: ¬±0,15–Љ–Љ.
5. –Я–Є—В–∞–љ–Є–µ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є : AC220–Т¬±10%, 50–У—Ж.
6. –Ь–Њ—Й–љ–Њ—Б—В—М: 1,5–Ї–Т—В.
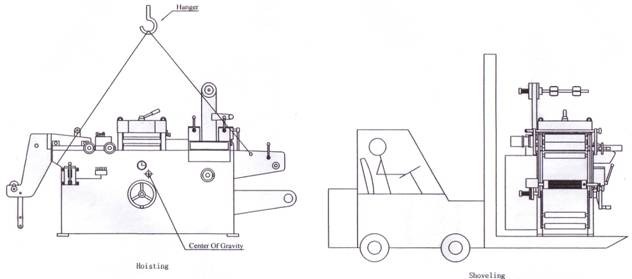
7. –У–∞–±–∞—А–Є—В—Л: 2,6(–і–ї–Є–љ–∞)x0,95(—И–Є—А–Є–љ–∞)xl,4(–≤—Л—Б–Њ—В–∞) (–Љ).
8. –Т–µ—Б: –Њ–Ї–Њ–ї–Њ 1600 –Ї–≥.
–У–ї–∞–≤–∞вДЦ 3 –Ґ–µ—Е–љ–Є–Ї–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є.
¬† –Ю–±—Й–Є–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П:
¬† –Ш–љ—Б—В—А—Г–Ї—Ж–Є—П –њ–Њ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є —Б–Њ–і–µ—А–ґ–Є—В –≤–∞–ґ–љ—Г—О –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—О –Њ —В–Њ–Љ, –Ї–∞–Ї –њ—А–∞–≤–Є–ї—М–љ–Њ –Є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ —А–∞–±–Њ—В–∞—В—М –љ–∞ –Љ–∞—И–Є–љ–µ —Б –љ–∞–Є–±–Њ–ї—М—И–µ–є —Н—Д—Д–µ–Ї—В–Є–≤–љ–Њ—Б—В—М—О. –°–Њ–±–ї—О–і–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Ї—Ж–Є–Є –њ–Њ–Љ–Њ–ґ–µ—В –Є–Ј–±–µ–ґ–∞—В—М –Њ–њ–∞—Б–љ–Њ—Б—В–Є, —Г–Љ–µ–љ—М—И–Є—В —Б—В–Њ–Є–Љ–Њ—Б—В—М —А–µ–Љ–Њ–љ—В–∞ –Є –≤—А–µ–Љ—П –њ—А–Њ—Б—В–Њ—П, —Г–≤–µ–ї–Є—З–Є—В —Б—А–Њ–Ї —Б–ї—Г–ґ–±—Л –Є –љ–∞–і—С–ґ–љ–Њ—Б—В—М —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є . –Ы—О–±–Њ–є —А–∞–±–Њ—В–љ–Є–Ї, –њ—А–Є—Б—В—Г–њ–∞—О—Й–Є–є –Ї —А–∞–±–Њ—В–µ –љ–∞ –Љ–∞—И–Є–љ–µ, –Њ–±—П–Ј–∞–љ –Є–Ј—Г—З–Є—В—М –Є–љ—Б—В—А—Г–Ї—Ж–Є—О. –Ш–љ—Б—В—А—Г–Ї—Ж–Є—П –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –≤—Б–µ–≥–і–∞ –і–Њ—Б—В—Г–њ–љ–∞ –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–Љ—Г –њ–µ—А—Б–Њ–љ–∞–ї—Г –њ—А–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є .
¬† –≠—В–∞ —А—Г–ї–Њ–љ–љ–∞—П –Љ–∞—И–Є–љ–∞ –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†—Б–њ—А–Њ–µ–Ї—В–Є—А–Њ–≤–∞–љ–∞ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б –њ–Њ—Б–ї–µ–і–љ–Є–Љ–Є —Б—В–∞–љ–і–∞—А—В–∞–Љ–Є –Є –Є–Ј–≤–µ—Б—В–љ—Л–Љ–Є –њ—А–∞–≤–Є–ї–∞–Љ–Є –њ–Њ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є. –Ґ–µ–Љ –љ–µ –Љ–µ–љ–µ–µ, –Љ–Њ–≥—Г —Б–ї—Г—З–Є—В—М—Б—П —В—А–∞–≤–Љ—Л, —Б–Њ–±–ї—О–і–∞–є—В–µ –≤—Б–µ –Є–љ—Б—В—А—Г–Ї—Ж–Є–Є –њ–Њ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є.
¬† –≠—В–∞ —А—Г–ї–Њ–љ–љ–∞—П –Љ–∞—И–Є–љ–∞ –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–і–Њ–ї–ґ–љ–∞ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П —В–Њ–ї—М–Ї–Њ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б –µ—С –љ–∞–Ј–љ–∞—З–µ–љ–Є–µ–Љ –Є –Є–љ—Б—В—А—Г–Ї—Ж–Є–µ–є, —Н—В–Њ –њ–Њ–Љ–Њ–ґ–µ—В –Є–Ј–±–µ–ґ–∞—В—М –њ–Њ–ї–Њ–Љ–Њ–Ї —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Є —В—А–∞–≤–Љ, –∞ —В–∞–Ї–ґ–µ –њ–Њ—А—З–Є –Љ–∞—В–µ—А–Є–∞–ї–∞. –Я–µ—А–µ–і –љ–∞—З–∞–ї–Њ–Љ —А–∞–±–Њ—В –њ—А–Њ–≤–µ—А—М—В–µ –Ј–љ–∞–љ–Є–µ —В—А–µ–±–Њ–≤–∞–љ–Є–є —А–∞–Ј–і–µ–ї–∞ –њ–Њ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –Є —Е–Њ—А–Њ—И–µ–µ –Ј–љ–∞–љ–Є–µ –Є–љ—Б—В—А—Г–Ї—Ж–Є–Є. –≠—В–Њ –Њ—Б–Њ–±–µ–љ–љ–Њ –Њ—В–љ–Њ—Б–Є—В—Б—П –Ї –њ–µ—А—Б–Њ–љ–∞–ї—Г, –Ї–Њ—В–Њ—А—Л–є —А–∞–±–Њ—В–∞–µ—В –њ–µ—А–Є–Њ–і–Є—З–µ—Б–Ї–Є –љ–∞ –Љ–∞—И–Є–љ–µ, –љ–∞–њ—А–Є–Љ–µ—А, –≤–Њ –≤—А–µ–Љ—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є –Є–ї–Є –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є—П.
¬† –Т —Ж–µ–ї—П—Е –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є, –і–ї–Є–љ–љ—Л–µ –≤–Њ–ї–Њ—Б—Л –і–Њ–ї–ґ–љ—Л –±—Л—В—М –Ј–∞–≤—П–Ј–∞–љ—Л —Б–Ј–∞–і–Є –Є–ї–Є —Г–±—А–∞–љ—Л –њ–Њ–і –±–µ—А–µ—В. –Ю–і–µ–ґ–і–∞ –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –њ–ї–Њ—В–љ–Њ –њ–Њ–і–Њ–≥–љ–∞–љ–∞. –Ф–≤–Є–ґ—Г—Й–Є–µ—Б—П —З–∞—Б—В–Є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Љ–Њ–≥—Г—В –Ј–∞—Е–≤–∞—В–Є—В—М —Б–≤–Њ–±–Њ–і–љ—Г—О –Њ–і–µ–ґ–і—Г, —З—В–Њ –њ—А–Є–≤–µ–і—С—В –Ї —В—А–∞–≤–Љ–µ. –£–њ–∞–≤—И–µ–µ –Ї–Њ–ї—М—Ж–Њ –Љ–Њ–ґ–µ—В –њ–Њ–њ–∞—Б—В—М –≤ –і–≤–Є–ґ—Г—Й–Є–µ—Б—П —З–∞—Б—В–Є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Є –њ—А–Є–≤–µ—Б—В–Є –Ї –µ—С –њ–Њ–ї–Њ–Љ–Ї–µ.
¬† –Т–Њ –≤—А–µ–Љ—П –њ—А–Њ–≤–µ—А–Њ–Ї –Є –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є—П —В–Њ–ї—М–Ї–Њ –Ї–Њ–Љ–њ–µ—В–µ–љ—В–љ—Л–є –њ–µ—А—Б–Њ–љ–∞–ї –Љ–Њ–ґ–µ—В –≤—Л–њ–Њ–ї–љ—П—В—М —А–∞–±–Њ—В—Л –љ–∞ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є—Е —Б–Є—Б—В–µ–Љ–∞—Е –Є–ї–Є —Н–ї–µ–Ї—В—А–Њ–Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–Љ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–Є –≤ —Б–Њ–њ—А–Њ–≤–Њ–ґ–і–µ–љ–Є–Є –Є–љ–ґ–µ–љ–µ—А–∞ вАУ —Н–ї–µ–Ї—В—А–Є–Ї–∞, –µ—Б–ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ. –Х—Б–ї–Є —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–є —И–Ї–∞—Д, –Љ–∞—А–Ї–Є—А–Њ–≤–∞–љ–љ—Л–є –њ—А–µ–і—Г–њ—А–µ–ґ–і–∞—О—Й–Є–Љ–Є –љ–∞–і–њ–Є—Б—П–Љ–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ—В–Ї—А—Л—В—М, –њ–Њ–ґ–∞–ї—Г–є—Б—В–∞, –Њ—В–Ї–ї—О—З–Є—В–µ –≤–љ–∞—З–∞–ї–µ —Б–µ—В–µ–≤–Њ–µ –њ–Є—В–∞–љ–Є–µ. –Я–Њ—Б–ї–µ –њ–Њ–ї–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Њ—В–Ї—А–Њ–є—В–µ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–є —И–Ї–∞—Д –Є –≤—Л–њ–Њ–ї–љ–Є—В–µ –њ—А–Њ–≤–µ—А–Ї–Є. –Я–Њ—Б–ї–µ –Ј–∞–≤–µ—А—И–µ–љ–Є—П –њ—А–Њ–≤–µ—А–Њ–Ї, –≤–µ—А–љ–Є—В–µ –Ї—А—Л—И–Ї–Є –љ–∞ –Љ–µ—Б—В–Њ –Є –≤–Ї–ї—О—З–Є—В–µ –њ–Є—В–∞–љ–Є–µ, –µ—Б–ї–Є —Н—В–Њ —В—А–µ–±—Г–µ—В—Б—П.
3.1. –Ґ—А–µ–±–Њ–≤–∞–љ–Є—П –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –њ—А–Є —В–Є—Б–љ–µ–љ–Є–Є:
3.1.1¬†¬† ¬†–Я–µ—А–µ–і –њ—Г—Б–Ї–Њ–Љ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–≤–µ—А–Є—В—М –Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –Љ–µ—Е–∞–љ–Є–Ј–Љ–Њ–≤ –Љ–Њ–і—Г–ї—П —В–Є—Б–љ–µ–љ–Є—П, –Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –±–ї–Њ–Ї–Є—А–Њ–≤–Њ—З–љ—Л—Е —Г—Б—В—А–Њ–є—Б—В–≤, –љ–∞–≥—А–µ–≤–∞—В–µ–ї—М–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤, —В–µ—А–Љ–Њ-—А–µ–≥—Г–ї—П—В–Њ—А–Њ–≤ –Є –њ—А–Њ—З–љ–Њ—Б—В—М –Ї—А–µ–њ–ї–µ–љ–Є—П —И—В–∞–Љ–њ–Њ–≤.
3.1.2. –Я–µ—А–µ–і –њ—Г—Б–Ї–Њ–Љ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†—Б–ї–µ–і—Г–µ—В –њ—А–Њ–≤–µ—А–Є—В—М, –љ–µ –љ–∞—Е–Њ–і–Є—В—Б—П –ї–Є –Ї—В–Њ-–ї–Є–±–Њ –Є–Ј –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–≥–Њ –Є–ї–Є —А–µ–Љ–Њ–љ—В–љ–Њ–≥–Њ –њ–µ—А—Б–Њ–љ–∞–ї–∞ –≤ –Њ–њ–∞—Б–љ—Л—Е –Ј–Њ–љ–∞—Е —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Є –і–∞—В—М –њ—А–µ–і—Г–њ—А–µ–ґ–і–∞—О—Й–Є–є —Б–Є–≥–љ–∞–ї.
3.1.3. –Ч–∞–Љ–µ–љ—П—В—М –≤—Л—И–µ–і—И–Є–µ –Є–Ј —Б—В—А–Њ—П —Н–ї–µ–Љ–µ–љ—В—Л –Љ–Њ–і—Г–ї—П —В–Є—Б–љ–µ–љ–Є—П, —З–Є—Б—В–Є—В—М –Є —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М —И—В–∞–Љ–њ—Л, –≤—Л–њ–Њ–ї–љ—П—В—М –њ—А–Є–њ—А–∞–≤–Ї—Г, –∞ —В–∞–Ї–ґ–µ —Г—Б—В—А–∞–љ—П—В—М –љ–µ–њ–Њ–ї–∞–і–Ї–Є –≤ –Љ–Њ–і—Г–ї–µ –Љ–Њ–ґ–љ–Њ —В–Њ–ї—М–Ї–Њ –њ—А–Є –≤—Л–Ї–ї—О—З–µ–љ–љ–Њ–є –Љ–∞—И–Є–љ–µ –Є –≤–Ї–ї—О—З–µ–љ–љ–Њ–Љ ¬Ђ–Р–≤–∞—А–Є–є–љ–Њ–Љ —Б—В–Њ–њ–µ¬ї –љ–∞ –њ—Г–ї—М—В–µ —Г–њ—А–∞–≤–ї–µ–љ–Є—П.
3.1.4. –Т–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Ј–∞–њ—А–µ—Й–∞–µ—В—Б—П:
− –Ј–∞–њ—А–∞–≤–ї—П—В—М —Д–Њ–ї—М–≥—Г, –њ—А–Њ–≤–µ—А—П—В—М –Ї—А–µ–њ–ї–µ–љ–Є–µ —И—В–∞–Љ–њ–∞, —З–Є—Б—В–Є—В—М –≤—А–∞—Й–∞—О—Й–Є–µ—Б—П —З–∞—Б—В–Є –Љ–Њ–і—Г–ї—П —В–Є—Б–љ–µ–љ–Є—П, –≤—Л–љ–Є–Љ–∞—В—М –Є–Ј —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Ї–∞–Ї–Є–µ-–ї–Є–±–Њ –њ—А–µ–і–Љ–µ—В—Л;
− —А–∞–±–Њ—В–∞—В—М –њ—А–Є —Б–љ—П—В—Л—Е –Ї–Њ–ґ—Г—Е–∞—Е –Њ–≥—А–∞–ґ–і–µ–љ–Є–є –њ–Њ–і–≤–Є–ґ–љ—Л—Е –Є —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є –Њ–њ–∞—Б–љ—Л—Е –Ј–Њ–љ;
− –Ї–∞—Б–∞—В—М—Б—П –њ–Њ–і–≤–Є–ґ–љ—Л—Е —З–∞—Б—В–µ–є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ;
− —Б–Љ–∞–Ј—Л–≤–∞—В—М, —З–Є—Б—В–Є—В—М –Є –њ—А–Њ—В–Є—А–∞—В—М –і–≤–Є–ґ—Г—Й–Є–µ—Б—П —З–∞—Б—В–Є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є .
3.2 –Ґ—А–µ–±–Њ–≤–∞–љ–Є—П –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –њ—А–Є –≤—Л—Б–µ—З–Ї–µ .
¬†¬† –Я–µ—А–µ–і –њ—Г—Б–Ї–Њ–Љ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–≤–µ—А–Є—В—М –Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –Љ–µ—Е–∞–љ–Є–Ј–Љ–Њ–≤ –Њ—В–і–µ–ї–Њ—З–љ–Њ–є —Б–µ–Ї—Ж–Є–Є, –Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –±–ї–Њ–Ї–Є—А–Њ–≤–Њ—З–љ—Л—Е —Г—Б—В—А–Њ–є—Б—В–≤, –њ—А–Њ—З–љ–Њ—Б—В—М –Ї—А–µ–њ–ї–µ–љ–Є—П —И—В–∞–Љ–њ–Њ–≤ –Є –њ—А–∞–≤–Є–ї—М–љ–Њ—Б—В—М —Г—Б—В–∞–љ–Њ–≤–Ї–Є ¬Ђ–≤—Л—Б–µ—З–љ–Њ–≥–Њ¬ї –Ї–ї–Є—И–µ.¬†¬† –Я–µ—А–µ–і –њ—Г—Б–Ї–Њ–Љ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–њ—А–Њ–≤–µ—А–Є—В—М, –љ–µ –љ–∞—Е–Њ–і–Є—В—Б—П –ї–Є –Ї—В–Њ-–ї–Є–±–Њ –Є–Ј –Њ–±—Б–ї—Г–ґ–Є–≤–∞—О—Й–µ–≥–Њ –Є–ї–Є —А–µ–Љ–Њ–љ—В–љ–Њ–≥–Њ –њ–µ—А—Б–Њ–љ–∞–ї–∞ –≤ –Њ–њ–∞—Б–љ—Л—Е –Ј–Њ–љ–∞—Е —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Є –і–∞—В—М –њ—А–µ–і—Г–њ—А–µ–ґ–і–∞—О—Й–Є–є —Б–Є–≥–љ–∞–ї.
¬†¬† –Т–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Ј–∞–њ—А–µ—Й–∞–µ—В—Б—П:
− –њ—А–Њ–≤–µ—А—П—В—М –Ї—А–µ–њ–ї–µ–љ–Є–µ —И—В–∞–Љ–њ–∞, —З–Є—Б—В–Є—В—М –≤—А–∞—Й–∞—О—Й–Є–µ—Б—П —З–∞—Б—В–Є –Љ–Њ–і—Г–ї—П –≤—Л—Б–µ—З–Ї–Є, –≤—Л–љ–Є–Љ–∞—В—М –Є–Ј —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Ї–∞–Ї–Є–µ-–ї–Є–±–Њ –њ—А–µ–і–Љ–µ—В—Л;
− —А–∞–±–Њ—В–∞—В—М –њ—А–Є —Б–љ—П—В—Л—Е –Ї–Њ–ґ—Г—Е–∞—Е –Њ–≥—А–∞–ґ–і–µ–љ–Є–є –њ–Њ–і–≤–Є–ґ–љ—Л—Е –Њ–њ–∞—Б–љ—Л—Е –Ј–Њ–љ;
− –Ї–∞—Б–∞—В—М—Б—П –њ–Њ–і–≤–Є–ґ–љ—Л—Е —З–∞—Б—В–µ–є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ;
− —Б–Љ–∞–Ј—Л–≤–∞—В—М, —З–Є—Б—В–Є—В—М –Є –њ—А–Њ—В–Є—А–∞—В—М –і–≤–Є–ґ—Г—Й–Є–µ—Б—П —З–∞—Б—В–Є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є .
¬†¬† –Ч–∞–Љ–µ–љ—П—В—М –≤—Л—И–µ–і—И–Є–µ –Є–Ј —Б—В—А–Њ—П —Н–ї–µ–Љ–µ–љ—В—Л –Љ–Њ–і—Г–ї—П –≤—Л—Б–µ—З–Ї–Є, —З–Є—Б—В–Є—В—М –Є —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М —И—В–∞–Љ–њ—Л, –∞ —В–∞–Ї–ґ–µ —Г—Б—В—А–∞–љ—П—В—М –љ–µ–њ–Њ–ї–∞–і–Ї–Є –≤ –Љ–Њ–і—Г–ї–µ –Љ–Њ–ґ–љ–Њ —В–Њ–ї—М–Ї–Њ –њ—А–Є –≤—Л–Ї–ї—О—З–µ–љ–љ–Њ–є –Љ–∞—И–Є–љ–µ.
–У–ї–∞–≤–∞вДЦ 4¬†¬†¬†¬†¬† –£—Б—В–∞–љ–Њ–≤–Ї–∞ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П.
 |
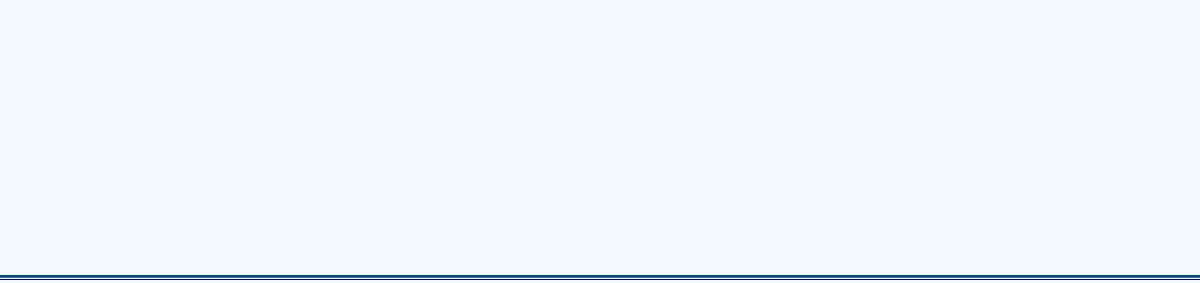
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –†–Є—Б.вДЦ1
¬† –Я–Њ—Б–ї–µ –њ–Њ–ї—Г—З–µ–љ–Є—П —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–њ–Њ–ї—М–Ј–Њ–≤–∞—В–µ–ї—М –і–Њ–ї–ґ–µ–љ –њ—А–Њ–≤–µ—А–Є—В—М –Ї–Њ–Љ–њ–ї–µ–Ї—В–љ–Њ—Б—В—М –Є –Њ—В—Б—Г—В—Б—В–≤–Є–µ –њ–Њ–≤—А–µ–ґ–і–µ–љ–Є–є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Є –Ј–∞–њ–∞—Б–љ—Л—Е —З–∞—Б—В–µ–є. –Ш–Ј–±–µ–≥–∞–є—В–µ —А–µ–Ј–Ї–Є—Е —Г–і–∞—А–Њ–≤ –њ—А–Є –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–Є –Є–ї–Є –њ–Њ–і—К–µ–Љ–µ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–љ–∞ –Љ–µ—Б—В–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Є. –Ш—Б–њ–Њ–ї—М–Ј—Г–є—В–µ —Г—А–Њ–≤–µ–љ—М –і–ї—П –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є—П —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–≤ –њ—А–Њ–і–Њ–ї—М–љ–Њ–Љ –Є –њ–Њ–њ–µ—А–µ—З–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –Њ—И–Є–±–Ї–∞ –љ–µ –і–Њ–ї–ґ–љ–∞ –њ—А–µ–≤—Л—И–∞—В—М 0,1 –Љ–Љ.
¬† –Ь–Є–љ–Є–Љ–∞–ї—М–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Њ—В —Б—В–µ–љ –Є–ї–Є –і—А—Г–≥–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –љ–µ –Љ–µ–љ–µ–µ¬†¬†¬† 1 –Љ, —З—В–Њ–±—Л –±—Л–ї –њ–Њ–і—Е–Њ–і –Ї –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—О –њ—А–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–Љ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–Є.
¬† ¬†¬†–Э–µ–і–Њ–њ—Г—Б—В–Є–Љ–Њ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М —А—Г–ї–Њ–љ–љ—Г—О –Љ–∞—И–Є–љ—Г –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–≤–±–ї–Є–Ј–Є –Є—Б—В–Њ—З–љ–Є–Ї–Њ–≤ —Н–ї–µ–Ї—В—А–Њ–Љ–∞–≥–љ–Є—В–љ–Њ–≥–Њ –Є–Ј–ї—Г—З–µ–љ–Є—П, —В–∞–Ї–Є—Е –Ї–∞–Ї —Б—В–∞–љ—Ж–Є–Є —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є—П —Н–љ–µ—А–≥–Є–Є –Є–ї–Є —В—А–∞–љ—Б—Д–Њ—А–Љ–∞—В–Њ—А—Л.
¬† –£–±–µ–і–Є—В–µ—Б—М –≤ —В–Њ–Љ, —З—В–Њ –Ї–∞–ґ–і–∞—П –і–µ—В–∞–ї—М –њ—А–∞–≤–Є–ї—М–љ–Њ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –Є –љ–∞–і–µ–ґ–љ–Њ –Ј–∞–Ї—А–µ–њ–ї–µ–љ–∞. –°–Љ–∞–ґ—М—В–µ –Љ–∞—Б–ї–Њ–Љ –і–≤–Є–ґ—Г—Й–Є–µ—Б—П –і–µ—В–∞–ї–Є, –Ї–∞–ґ–і–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –і–ї—П –Љ–∞—Б–ї–∞, –њ–Њ–і—И–Є–њ–љ–Є–Ї–Є, —И–µ—Б—В–µ—А–љ–Є. –Я—А–Њ–≤–µ—А—М—В–µ –Є—Б–њ—А–∞–≤–љ–Њ—Б—В—М –Ї–∞–ґ–і–Њ–≥–Њ –Ї–Њ–љ—В—Г—А–∞ –Є –µ–≥–Њ –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–µ –Ї —Ж–µ–њ–Є –њ–Є—В–∞–љ–Є—П. –Я—А–Є —А–∞–±–Њ—В–µ –љ–∞ —Е–Њ–ї–Њ—Б—В–Њ–Љ —Е–Њ–і—Г –њ—А–Њ–≤–µ—А—М—В–µ –Ї–∞–ґ–і—Л–є —Г–Ј–µ–ї –љ–∞ –Њ—В—Б—Г—В—Б—В–≤–Є–µ —Н—Д—Д–µ–Ї—В–∞ –±–ї–Њ–Ї–Є—А–Њ–≤–Ї–Є –Є –њ–Њ—Б—В–Њ—А–Њ–љ–љ–µ–≥–Њ —И—Г–Љ–∞. –Ю–Ј–љ–∞–Ї–Њ–Љ—М—В–µ—Б—М —Б —А–∞–±–Њ—З–Є–Љ–Є —Д—Г–љ–Ї—Ж–Є—П–Љ–Є –Ї–∞–ґ–і–Њ–≥–Њ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Є –љ–∞–Ј–љ–∞—З–µ–љ–Є–µ –≤—Б–µ—Е –Ї–љ–Њ–њ–Њ–Ї –љ–∞ –њ—Г–ї—М—В–µ —Г–њ—А–∞–≤–ї–µ–љ–Є—П.
–Я–µ—А–µ–і –њ—А–Њ–±–љ—Л–Љ –Ј–∞–њ—Г—Б–Ї–Њ–Љ —Г–і–∞–ї–Є—В–µ –∞–љ—В–Є–Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ—Г—О —Б–Љ–∞–Ј–Ї—Г –Є –Њ—З–Є—Б—В–Є—В–µ –Ї–∞–ґ–і—Г—О –і–µ—В–∞–ї—М. –Я—А–Њ–≤–µ—А—М—В–µ, –њ—А–Њ—З–љ–Њ –ї–Є –Ј–∞—В—П–љ—Г—В—Л –≤–Є–љ—В—Л –Є –≥–∞–є–Ї–Є –≤–Њ –≤—Б–µ—Е —З–∞—Б—В—П—Е. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, —Б–Љ–∞–ґ—М—В–µ –≤—Б–µ —А–∞–Ј–ї–Є—З–љ—Л–µ –≤—А–∞—Й–∞—О—Й–Є–µ—Б—П –і–µ—В–∞–ї–Є –Є –≤—А—Г—З–љ—Г—О –њ—А–Њ–≤–µ—А–љ–Є—В–µ —А—Г–ї–Њ–љ–љ—Г—О –Љ–∞—И–Є–љ—Г –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є , –≤—Л–њ–Њ–ї–љ–Є–≤ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ —Ж–Є–Ї–ї–Њ–≤. –Х—Б–ї–Є –≤—Б–µ –љ–Њ—А–Љ–∞–ї—М–љ–Њ, –Є —А—Г–ї–Њ–љ–љ–∞—П –Љ–∞—И–Є–љ–∞ –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Љ–Њ–ґ–µ—В —А–∞–±–Њ—В–∞—В—М —А–Њ–≤–љ–Њ, –≤–Ї–ї—О—З–Є—В–µ —Н–ї–µ–Ї—В—А–Њ–њ–Є—В–∞–љ–Є–µ –Є –≤—Л–њ–Њ–ї–љ–Є—В–µ –њ—А–Њ–±–љ—Л–є –Ј–∞–њ—Г—Б–Ї —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є . –Я–Њ—Б–ї–µ —Е–Њ–ї–Њ—Б—В–Њ–≥–Њ –њ—А–Њ–≥–Њ–љ–∞ –≤ —В–µ—З–µ–љ–Є–µ –љ–µ–Ї–Њ—В–Њ—А–Њ–≥–Њ –≤—А–µ–Љ–µ–љ–Є, –µ—Б–ї–Є –≤—Б–µ –љ–Њ—А–Љ–∞–ї—М–љ–Њ, —В–Њ –Љ–Њ–ґ–љ–Њ –Ј–∞–њ—Г—Б–Ї–∞—В—М —А—Г–ї–Њ–љ–љ—Г—О –Љ–∞—И–Є–љ—Г –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–≤ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є—О.
 
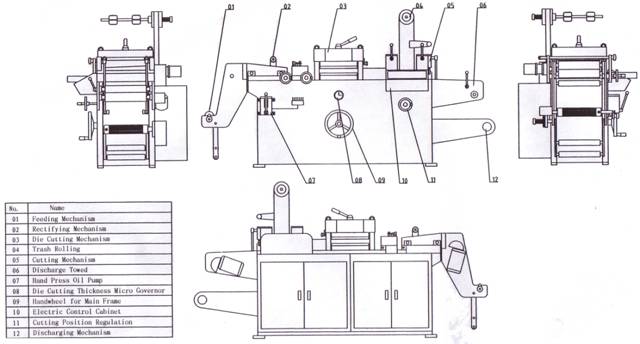
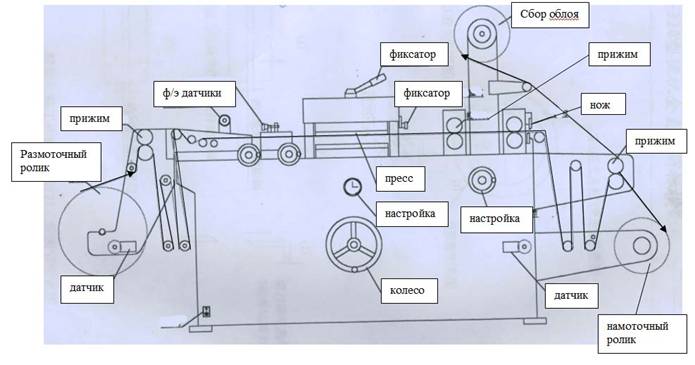
–У–ї–∞–≤–∞ вДЦ5 –°—Е–µ–Љ–∞ –Ј–∞–њ—А–∞–≤–Ї–Є –Љ–∞—В–µ—А–Є–∞–ї–∞ –Є –Њ–њ–Є—Б–∞–љ–Є–µ –Њ—Б–љ–Њ–≤–љ—Л—Е —Г–Ј–ї–Њ–≤ —Б—В–∞–љ–Ї–∞.
 |
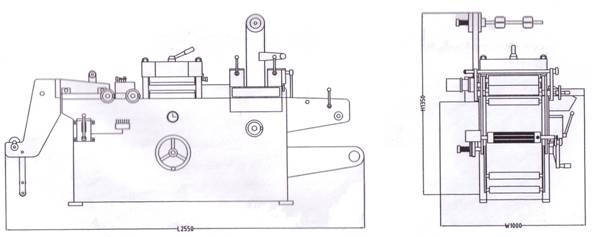
–†–Є—Б.вДЦ2
1. –†–∞–Ј–Љ–Њ—В–Њ—З–љ—Л–є –≤–∞–ї.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†
2. –Ф–∞—В—З–Є–Ї–Є –њ–Њ–і–∞—З–Є –Љ–∞—В–µ—А–Є–∞–ї–∞.
3. –Я—А–Є–ґ–Є–Љ–љ–Њ–є –≤–∞–ї.
4. –Ф–∞—В—З–Є–Ї–Є¬† —А–∞–≤–љ–µ–љ–Є—П¬† –Љ–∞—В–µ—А–Є–∞–ї–∞.
5. –Ф–∞—В—З–Є–Ї –Љ–µ—В–Ї–Є.
6. –Т–µ—А—Е–љ—П—П –Ј–∞–Ї–ї–∞–і–љ–∞—П –њ–ї–Є—В–∞.
7. –Э–Є–ґ–љ—П—П –Ј–∞–Ї–ї–∞–і–љ–∞—П –њ–ї–Є—В–∞.
8. –†—Г–Ї–Њ—П—В–Ї–∞ —Д–Є–Ї—Б–∞—Ж–Є–Є –њ–Њ–≤–Њ—А–Њ—В–∞ –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В—Л.
9. –Ь–∞—Е–Њ–≤–Є—З–Ї–Є - —Д–Є–Ї—Б–∞—В–Њ—А—Л –≤–µ—А—Е–љ–µ–є –Ј–∞–Ї–ї–∞–і–љ–Њ–є –њ–ї–Є—В—Л.
10. –Ґ–Њ—З–љ–∞—П —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ —Е–Њ–і–∞.
11. –Ь–∞—Е–Њ–≤–Є–Ї ¬Ђ–њ–Њ–і—М–µ–Љ–∞-–Њ–њ—Г—Б–Ї–∞–љ–Є—П¬ї –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В—Л.
12. –Ґ—П–љ—Г—Й–Є–µ —А–µ–Ј–Є–љ–Њ–≤—Л–µ –њ—А–µ—Б—Б–Њ–≤—Л–µ —А–Њ–ї–Є–Ї–Є.
13. –°–µ–Ї—Ж–Є—П —Б–±–Њ—А–∞ ¬Ђ–Њ–±–ї–Њ—П¬ї.
14. –Ь–∞—Е–Њ–≤–Є–Ї —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є¬† –љ–∞—В—П–ґ–µ–љ–Є—П –њ–Њ–ї–Њ—В–љ–∞ (–і–ї—П –љ–Њ–ґ–∞).
15. –°–µ–Ї—Ж–Є—П —А–µ–Ј–Ї–Є (–≥–Є–ї—М–Њ—В–Є–љ–љ—Л–є –љ–Њ–ґ).
16. –Я—А–µ—Б—Б–Њ–≤—Л–є –њ—А–Є–µ–Љ–љ—Л–є –≤–∞–ї.
17. –Ф–∞—В—З–Є–Ї–Є –њ—А–Є–µ–Љ–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞.
18. –Я—А–Є–µ–Љ–љ—Л–є –≤–∞–ї.
19. –Ч–∞–Ј–µ–Љ–ї–µ–љ–Є–µ.
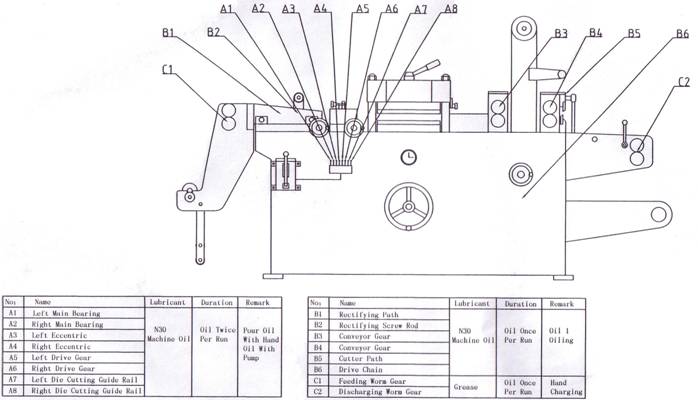
–У–ї–∞–≤–∞ вДЦ 6¬†¬†¬†¬† –Ю—Б–љ–Њ–≤–љ—Л–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л , —Б—В—А—Г–Ї—В—Г—А–∞, –њ—А–Є–љ—Ж–Є–њ—Л
—Г–њ—А–∞–≤–ї–µ–љ–Є—П
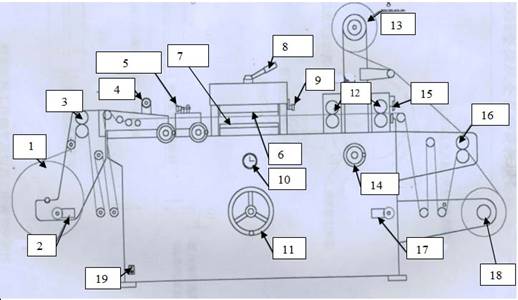
¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†–†–Є—Б.вДЦ3
                   
6.1 –°–Є—Б—В–µ–Љ–∞ –њ–Њ–і–∞—З–Є –Љ–∞—В–µ—А–Є–∞–ї–∞.
 |
|
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†–†–Є—Б.вДЦ4
–°–Є—Б—В–µ–Љ–∞ –њ–Њ–і–∞—З–Є —Б–Њ—Б—В–Њ–Є—В –Є–Ј –Њ–њ–Њ—А—Л, –≤–µ—А—Е–љ–µ–≥–Њ –њ–љ–µ–≤–Љ–Њ - —Ж–Є–ї–Є–љ–і—А–∞, –њ–Њ–і–∞—О—Й–µ–≥–Њ –≤–∞–ї–∞, –њ—А–Є–љ–Є–Љ–∞—О—Й–µ–≥–Њ –≤–∞–ї–∞, –Ї–∞—З–∞—О—Й–µ–≥–Њ—Б—П —А–Њ–ї–Є–Ї–∞, –і–≤–Є–≥–∞—В–µ–ї—П –Є –њ–∞–љ–µ–ї–Є, —А–µ–≥—Г–ї–Є—А—Г—О—Й–µ–є —Б–Ї–Њ—А–Њ—Б—В—М –Є –љ–∞—В—П–ґ–µ–љ–Є–µ. –Ю—Б–≤–Њ–±–Њ–і–Є—В–µ –њ–Њ–і–∞—О—Й–Є–є —Ж–Є–ї–Є–љ–і—А –Є –Ј–∞–њ—А–∞–≤—М—В–µ –Љ–∞—В–µ—А–Є–∞–ї (—Б–Љ. —А–Є—Б. вДЦ4). –Ч–∞–ґ–Љ–Є—В–µ –њ–Њ–і–∞—О—Й–Є–є —Ж–Є–ї–Є–љ–і—А, –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–ї–∞–≤–∞—О—Й–Є–є —А–Њ–ї–Є–Ї –≤ –љ–Є–ґ–љ–µ–є —В–Њ—З–Ї–µ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б–Њ —Б–Ї–Њ—А–Њ—Б—В—М—О –њ–Њ–і–∞—З–Є.
–Ш–ї–Є –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ —В–Њ—А–Љ–Њ–Ј—П—Й–µ–µ —Г—Б–Є–ї–Є–µ –њ—А–Є –њ–Њ–і–∞—З–µ –Љ–∞—В–µ—А–Є–∞–ї–∞ (–њ—А–Є –њ–Њ–Љ–Њ—Й–Є –њ–Њ–і–ґ–Є–Љ–∞ —Д—А–Є–Ї—Ж–Є–Њ–љ–љ–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞), —З—В–Њ–±—Л –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М –љ–∞—В—П–ґ–µ–љ–Є–µ –Є –њ—А–µ–і–Њ—В–≤—А–∞—Й–∞—В—М —А–∞–Ј—А—Л–≤—Л.
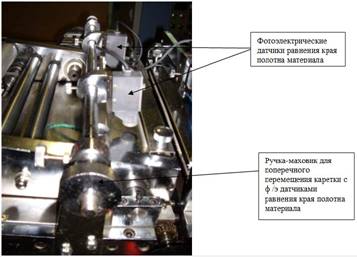 |
6.2 –°–Є—Б—В–µ–Љ–∞ —А–∞–≤–љ–µ–љ–Є—П –Ї—А–∞—П –њ–Њ–ї–Њ—В–љ–∞.
–†–Є—Б.вДЦ5
–≠—В–Њ —Г—Б—В—А–Њ–є—Б—В–≤–Њ (—Б–Љ.—А–Є—Б.вДЦ5) –≤–Ї–ї—О—З–∞–µ—В –≤ —Б–µ–±—П –і–≤–∞ —Д–Њ—В–Њ—З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ—Л—Е –і–∞—В—З–Є–Ї–∞, —Б–Є–љ—Е—А–Њ–љ–љ–Њ —А–∞–±–Њ—В–∞—О—Й–Є–є –Љ–Њ—В–Њ—А, —И–∞—А–Є–Ї–Њ–≤—Л–є –≤–Є–љ—В, –њ—А—П–Љ–Њ–ї–Є–љ–µ–є–љ—Л–є –њ–Њ–і—И–Є–њ–љ–Є–Ї –Є —В.–і.
–°–Є—Б—В–µ–Љ–∞ —А–∞–±–Њ—В–∞–µ—В –≤ –і–≤—Г—Е —А–µ–ґ–Є–Љ–∞—Е: —А—Г—З–љ–Њ–Љ –Є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ. –Т—Л –Љ–Њ–ґ–µ—В–µ —Г—Б—В–∞–љ–Њ–≤–Є—В—М –і–≤–∞ —А–µ–ґ–Є–Љ–∞ —А–∞–±–Њ—В—Л —Б –±–µ–ї—Л–Љ –Є —З–µ—А–љ—Л–Љ –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ, —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ –Њ–і–Є–љ–∞—А–љ–Њ–≥–Њ –Є–ї–Є –і–≤–Њ–є–љ–Њ–≥–Њ —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В–∞ –≤ —А—Г—З–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ. "–Ю–і–Є–љ–∞—А–љ—Л–є"(single) –њ–Њ–Ї–∞–Ј—Л–≤–∞–µ—В, —З—В–Њ –њ—А–Њ—Е–Њ–ґ–і–µ–љ–Є–µ –Љ–∞—В–µ—А–Є–∞–ї–∞ –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В—Б—П —В–Њ–ї—М–Ї–Њ –Њ–і–љ–Є–Љ —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В–Њ–Љ, ¬Ђ–Ф–≤–Њ–є–љ–Њ–є¬ї(double), —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ, –і–≤—Г–Љ—П.

–Т –љ–∞—Б—В—А–Њ–є–Ї–∞—Е, –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –Ї–љ–Њ–њ–Ї—Г Left –і–ї—П –і–≤–Є–ґ–µ–љ–Є—П –≤–ї–µ–≤–Њ –Є Right –і–ї—П –і–≤–Є–ґ–µ–љ–Є—П –≤–њ—А–∞–≤–Њ.
–Я—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ —А–µ–ґ–Є–Љ–∞, –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –і–≤–µ —Д–Њ—В–Њ—З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ—Л–µ –≥–Њ–ї–Њ–≤–Ї–Є –≤ —А—Г—З–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ, –Ј–∞—В–µ–Љ –њ–Њ–і–≤–Є–љ—М—В–µ –±—Г–Љ–∞–≥—Г –≤ —Б—А–µ–і–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ,¬† –њ–µ—А–µ–і–≤–Є–љ—М—В–µ —Д–Њ—В–Њ—З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ—Г—О –≥–Њ–ї–Њ–≤–Ї—Г –≤ –њ–Њ–Ј–Є—Ж–Є—О —Ж–≤–µ—В–Њ–≤–Њ–≥–Њ –Ї–Њ–і–∞ –Є –≤–Ї–ї—О—З–Є—В–µ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є —А–µ–ґ–Є–Љ, –≤—Л–њ—А—П–Љ–Є—В–µ–ї—М —А–∞–±–Њ—В–∞–µ—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є. –Х—Б–ї–Є –≤—Л–њ—А—П–Љ–Є—В–µ–ї—М –љ–µ —А–∞–±–Њ—В–∞–µ—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є, –Є–Ј–Љ–µ–љ–Є—В–µ —А–µ–ґ–Є–Љ Black Work –Є–ї–Є White Work.
 |
–Я—А–Є –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є–Є –љ–µ–Ї–Њ—В–Њ—А–Њ–≥–Њ —Б–Љ–µ—Й–µ–љ–Є—П —Б–њ—А–∞–≤–∞ –Є–ї–Є —Б–ї–µ–≤–∞ –Ї–Њ–љ—В—Г—А–∞ –≤—Л—Б–µ—З–Ї–Є, –њ–Њ–ґ–∞–ї—Г–є—Б—В–∞, –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –≤—Л–њ—А—П–Љ–ї—П—О—Й–µ–µ —А—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ. –Э–µ –Є–Љ–µ–µ—В –Ј–љ–∞—З–µ–љ–Є—П, –≤ –Ї–∞–Ї–Њ–Љ —А–µ–ґ–Є–Љ–µ –Т—Л —А–∞–±–Њ—В–∞–µ—В–µ, –≤ —А—Г—З–љ–Њ–Љ –Є–ї–Є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ. –Ю–і–љ–Њ–Ї—А–∞—В–љ–Њ–µ –Ї–∞—Б–∞–љ–Є–µ –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—П, –њ—А–Є–≤–Њ–і–Є—В –Ї —В–Њ–Љ—Г, —З—В–Њ –≤—Л–њ—А—П–Љ–Є—В–µ–ї—М –∞–Ї—В–Є–≤–Є–Ј–Є—А—Г–µ—В –∞–≤–∞—А–Є–є–љ—Л–є –Ј–≤–Њ–љ–Њ–Ї. –Т —Н—В–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є –≤—А—Г—З–љ—Г—О —Б–і–≤–Є–љ—М—В–µ –Ї–∞—А–µ—В–Ї—Г —Б –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ, —З—В–Њ–±—Л –Њ—В–Њ–і–≤–Є–љ—Г—В—М –µ–≥–Њ –Њ—В –Њ–≥—А–∞–љ–Є—З–Є—В–µ–ї—П.
6.3¬†¬†¬†¬†¬†¬†¬†¬† –°–µ–Ї—Ж–Є—П ¬†–≤—Л—Б–µ—З–Ї–Є вАУ—В–Є—Б–љ–µ–љ–Є—П.

¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†–†–Є—Б.вДЦ6
–°–Є—Б—В–µ–Љ–∞ –≤—Л—Б–µ—З–Ї–ЄвАУ—В–Є—Б–љ–µ–љ–Є—П (—Б–Љ.—А–Є—Б.вДЦ6) —Б–Њ—Б—В–Њ–Є—В –Є–Ј: –њ–ї–Є—В—Л-–Њ—Б–љ–Њ–≤—Л, —И—В–∞–Љ–њ–∞, –Љ–Њ–љ—В–Є—А—Г–µ–Љ–Њ–є —Д–Њ—А–Љ—Л –і–ї—П –≤—Л—Б–µ—З–Ї–Є, –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –Є –њ–µ—А–µ–і–∞—О—Й–µ–є —Б–Є—Б—В–µ–Љ—Л.
–У–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В—Л-–Њ—Б–љ–Њ–≤—Л –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ–Њ –Є –ґ–µ—Б—В–Ї–Њ —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–Њ –њ–µ—А–µ–і –њ–Њ—Б—В–∞–≤–Ї–Њ–є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–Є, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –љ–µ —В—А–µ–±—Г–µ—В –љ–∞—Б—В—А–Њ–є–Ї–Є.
–£—Б—В–∞–љ–Њ–≤–Є—В–µ —И—В–∞–Љ–њ –љ–∞ –Љ–Њ–љ—В–Є—А—Г–µ–Љ–Њ–є —Д–Њ—А–Љ–µ, –њ–Њ—Б–ї–µ —З–µ–≥–Њ –Ј–∞–Ї—А–µ–њ–Є—В–µ –µ–µ –љ–∞ –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В–µ-–Њ—Б–љ–Њ–≤–µ. –Х—Б–ї–Є –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ –Є–Љ–µ–µ—В –љ–µ–Ї–Њ—В–Њ—А—Л–є –љ–∞–Ї–ї–Њ–љ, –Њ—Б–ї–∞–±—М—В–µ –≤–Є–љ—В, –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ —Г–≥–Њ–ї¬† –њ—А–Њ–і–Њ–ї—М–љ–Њ–≥–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –≤–Є–љ—В–∞, –≤—Л—А–∞–≤–љ–Є–≤–∞—О—Й–µ–≥–Њ —Г–≥–Њ–ї –љ–∞–Ї–ї–Њ–љ–∞, –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –µ–≥–Њ.
–Я—А–Є —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–Љ —Г–≥–ї–µ –љ–∞–Ї–ї–Њ–љ–∞, —И—В–∞–Љ–њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Є—В—М.
–Ф–ї—П –±–Њ–ї–µ–µ –ї–µ–≥–Ї–Њ–є —Д–Њ—А–Љ–Њ–≤–Ї–Є, —В–∞–Љ–њ–Њ–љ –Ї—А–µ–њ–Є—В—Б—П –љ–µ–Љ–љ–Њ–≥–Њ –≤—Л—И–µ, —З–µ–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞, —З—В–Њ–±—Л —Б–Њ—Е—А–∞–љ—П–ї—Б—П –Ј–∞–Ј–Њ—А –Љ–µ–ґ–і—Г —И—В–∞–Љ–њ–Њ–Љ.
–£—Б—В–∞–љ–Њ–≤–Ї–∞ –Є –љ–∞—Б—В—А–Њ–є–Ї–∞ —Б–∞–Љ–Њ–є –Љ–∞—В—А–Є—Ж—Л –і–Њ–ї–ґ–љ–∞ –≤—Л–њ–Њ–ї–љ—П—В—М—Б—П —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–Њ–Љ –њ–Њ—Б–ї–µ –Њ—В–Ї–ї—О—З–µ–љ–Є—П –њ–Є—В–∞–љ–Є—П —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є . –Э–µ –і–Њ—В—А–∞–≥–Є–≤–∞–є—В–µ—Б—М –і–Њ –Љ–∞—В—А–Є—Ж—Л –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є .
–Ф–ї—П –њ—А–Њ–і–ї–µ–љ–Є—П —Б—А–Њ–Ї–∞ —Б–ї—Г–ґ–±—Л –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –љ–∞–Ї–ї–µ–є—В–µ –љ–∞ –µ–≥–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–ї–∞—Б—В–Є–љ—Г –Є–Ј –Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–ї–∞—Б—В–Є–Ї–∞.
–Т—Б–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л –Љ–Њ–≥—Г—В –±—Л—В—М —Е–Њ—А–Њ—И–Њ –њ–Њ–і–Њ–≥–љ–∞–љ—Л, –љ–Њ —А—Г–ї–Њ–љ–љ–∞—П –Љ–∞—И–Є–љ–∞ –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–љ–µ –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М. –Я–Њ–≤–µ—А–љ–Є—В–µ —А—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–Њ—А–∞ –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –њ—А–Є–≤–µ—Б—В–Є –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ –≤ –Ї—А–∞–є–љ–µ–µ –≤–µ—А—Е–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –љ–∞—Б—В—А–Њ–є—В–µ —А—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–є –љ–∞—Б—В—А–Њ–є–Ї–Є —И—В–∞–Љ–њ–∞, —З—В–Њ–±—Л –њ—А–Є–≤–µ—Б—В–Є –µ–≥–Њ –≤ —В—А–µ–±—Г–µ–Љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Я–Њ—Б–ї–µ –Ј–∞–њ—Г—Б–Ї–∞ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є , –∞–Ї–Ї—Г—А–∞—В–љ–Њ –њ–Њ–і—Б—В—А–Њ–є—В–µ —А—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ —Б –і–µ–ї–µ–љ–Є—П–Љ–Є( —В–Њ—З–љ–∞—П –љ–∞—Б—В—А–Њ–є–Ї–∞), —З—В–Њ–±—Л –љ–∞—Б—В—А–Њ–Є—В—М –≥–ї—Г–±–Є–љ—Г —А–∞–±–Њ—В—Л¬† –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞. –Х—Б–ї–Є –≥–ї—Г–±–Є–љ–∞ —И—В–∞–Љ–њ–∞ –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –љ–∞—Б—В—А–Њ–µ–љ–∞ —Б—В–∞–љ–і–∞—А—В–љ—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ, –љ–∞–Ї–ї–µ–є—В–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–µ–є —В–Њ–ї—Й–Є–љ—Л –Є —А–∞–Ј–Љ–µ—А–∞ –Ї–∞—А—В–Њ–љ –љ–∞ —Н–ї–µ–Љ–µ–љ—В—Л —И—В–∞–Љ–њ–∞.
–Ю—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —И—В–∞–Љ–њ–∞ –≤–Њ –≤—Б–µ —Б—В–Њ—А–Њ–љ—Л, –њ–Њ–і–≤–Є–љ—М—В–µ —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В, –і–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М –µ–≥–Њ –њ–Њ –Ї—А—Г–њ–љ–Њ–Љ–∞—Б—И—В–∞–±–љ–Њ–є —И–Ї–∞–ї–µ, –љ–∞—Б—В—А–∞–Є–≤–∞—П –Ї–Њ–ї–µ—Б–Њ –њ—А–Њ–і–Њ–ї—М–љ–Њ–є –Њ–±—А–µ–Ј–Ї–Є –Ї—А–∞–µ–≤, –њ–µ—А–µ–і–≤–Є–≥–∞—П –і–∞—В—З–Є–Ї –≤—Л–њ—А—П–Љ–Є—В–µ–ї—П –≤–і–Њ–ї—М –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–є –Ї—А—Г–њ–љ–Њ–Љ–∞—Б—И—В–∞–±–љ–Њ–є —И–Ї–∞–ї—Л, –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–є—В–µ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —А—Г—З–љ–Њ–≥–Њ –Ї–Њ–ї–µ—Б–∞ –љ–∞—Б—В—А–Њ–є–Ї–Є –≤—Л–њ—А—П–Љ–Є—В–µ–ї—П.
 
6.4 –°–Є—Б—В–µ–Љ–∞ –љ–∞—А–µ–Ј–Ї–Є –≤ –ї–Є—Б—В.
–≠—В–∞ —Б–Є—Б—В–µ–Љ–∞ —Б–Њ—Б—В–Њ–Є—В –Є–Ј –Ј–∞—Е–≤–∞—В–∞, —Б—В–Њ–њ–Њ—А–∞, —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–µ–≥–Њ —Н–Ї—Б—Ж–µ–љ—В—А–Є–Ї–∞, –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П –≤–µ—А—Е–љ–µ–≥–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Є –љ–Њ–ґ–∞.
–Т –њ—А–Њ—Ж–µ—Б—Б–µ –≤—Л—Б–µ—З–Ї–Є, —Г–Љ–µ–љ—М—И–Є—В–µ —Г—Б–Є–ї–Є–µ —Б—В–Њ–њ–Њ—А–∞, –Ј–∞—Е–≤–∞—В—Л –њ–µ—А–µ–Љ–µ—Й–∞—О—В —А–∞–±–Њ—З–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–Њ–ґ–∞ –≤–љ–Є–Ј –Є –≤–≤–µ—А—Е. –Т –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л —Б—В–Њ–њ–Њ—А –Є –Ј–∞—Е–≤–∞—В —З–µ—А–µ–і—Г—О—В—Б—П.
–Э–∞—Б—В—А–Њ–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–Њ–ґ–∞ –і–ї—П –≤—Л—Б–µ—З–Ї–Є. –Я–Њ–і–љ–Є–Љ–Є—В–µ —А–µ–≥—Г–ї–Є—А—Г—О—Й–Є–є —А–Њ–ї–Є–Ї –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —А—Г—З–љ–Њ–≥–Њ –Ї–Њ–ї–µ—Б–∞, –Ї–Њ—В–Њ—А–Њ–µ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В –љ–∞—Б—В—А–Њ–є–Ї—Г —А–µ–ґ—Г—Й–µ–є –њ–Њ–Ј–Є—Ж–Є–Є –љ–Њ–ґ–∞.
–Э–∞—Б—В—А–Њ–є–Ї–∞ –Ј–∞–Ј–Њ—А–∞ –Љ–µ–ґ–і—Г –љ–Њ–ґ–∞–Љ–Є –і–Њ–ї–ґ–љ–∞ –≤—Л–њ–Њ–ї–љ—П—В—М—Б—П –њ—А–Њ—Д–µ—Б—Б–Є–Њ–љ–∞–ї—М–љ—Л–Љ –Њ–њ–µ—А–∞—В–Њ—А–Њ–Љ. –Т –ї—О–±–Њ–Љ —Б–ї—Г—З–∞–µ, –Є–Ј–±–µ–≥–∞–є—В–µ –њ–Њ–њ–∞–і–∞–љ–Є—П —А—Г–Ї –≤ —Б–µ–Ї—Ж–Є—О –љ–Њ–ґ–µ–є.
6.5 –†–µ–Ј–Ї–∞, –љ–∞–Љ–Њ—В–Ї–∞ –Є —Г–і–∞–ї–µ–љ–Є–µ –Њ–±—А–µ–Ј–Ї–Њ–≤.
–Ф–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±—А–µ–Ј–∞–љ–љ—Л—Е —Б—В–Њ—А–Њ–љ –Є–ї–Є —Г–≥–ї–Њ–≤ —Б–Љ–∞—В—Л–≤–∞–є—В–µ –Є—Е –≤ —А—Г–ї–Њ–љ—Л, –і–Њ–ї–ґ–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ –љ–∞—Б—В—А–Њ–Є–≤ —Б–Є–ї—Г —В—А–µ–љ–Є—П, —З—В–Њ–±—Л –њ–Њ–ї—Г—З–Є—В—М –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ –љ–∞–Љ–Њ—В–Ї–Є. –І–µ–Љ –Љ–µ–љ—М—И–µ –і–Є–∞–Љ–µ—В—А –±–Њ–±–Є–љ—Л —Б –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ, —В–µ–Љ –Љ–µ–љ—М—И–µ —Б–Є–ї–∞ —В—А–µ–љ–Є—П –Є –љ–∞–Њ–±–Њ—А–Њ—В.
–Т –њ—А–Њ—Ж–µ—Б—Б–µ –љ–∞—А–µ–Ј–Ї–Є —А–∞–±–Њ—З–Є–є —Б—В–Њ–ї –і–Њ–ї–ґ–µ–љ –±—Л—В—М –њ—А–Њ—З–љ–Њ –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ. –£—Б—В–∞–љ–Њ–≤–Є—В–µ –Ј–љ–∞—З–µ–љ–Є–µ —А–µ–Ј–Ї–Є –Њ—В 1 –і–Њ 9, —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ –і–ї—П —А–∞–Ј—А–µ–Ј–∞–љ–Є—П –ї–Є—Б—В–∞ –љ–∞ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ —З–∞—Б—В–µ–є –Њ—В 1 –і–Њ 9, –љ–Њ–ґ –±—Г–і–µ—В —А–∞–±–Њ—В–∞—В—М –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —В–µ–Ї—Г—Й–Є–Љ–Є –љ–∞—Б—В—А–Њ–є–Ї–∞–Љ–Є.
–Х—Б–ї–Є –љ–∞–Љ–Њ—В–Ї–∞ –≥–Њ—В–Њ–≤–Њ–є –њ—А–Њ–і—Г–Ї—Ж–Є–Є –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –≤ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є –Љ–∞—И–Є–љ–µ –њ–Њ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤—Г —Н—В–Є–Ї–µ—В–Њ–Ї, —Б–ї–µ–і—Г–µ—В –і–µ–Љ–Њ–љ—В–Є—А–Њ–≤–∞—В—М —А–∞–±–Њ—З–Є–є —Б—В–Њ–ї. –£—Б—В–∞–љ–Њ–≤–Є—В–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ —А–µ–Ј–Њ–≤ –≤–Љ–µ—Б—В–Њ 0, –љ–Њ–ґ –±—Г–і–µ—В –њ–Њ–і–љ–Є–Љ–∞—В—М—Б—П –і–Њ –њ–Њ–Ј–Є—Ж–Є–Є —Б–∞–Љ–Њ–є –≤–µ—А—Е–љ–µ–є –ї–∞–Љ–њ—Л –Є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М—Б—П. –Т —Н—В–Њ –≤—А–µ–Љ—П –±—Г–і–µ—В –њ—А–Њ–і–Њ–ї–ґ–∞—В—М—Б—П –љ–∞–Љ–Њ—В–Ї–∞, –љ–Њ –љ–∞—В—П–ґ–µ–љ–Є–µ –љ–∞–Љ–Њ—В–Ї–Є –і–Њ–ї–ґ–љ–Њ –±—Л—В—М —В–∞–Ї–Є–Љ –ґ–µ, –Ї–∞–Ї –Є –љ–∞—В—П–ґ–µ–љ–Є–µ –љ–∞–Љ–Њ—В–Ї–Є –Њ–±—А–µ–Ј–Ї–Њ–≤. –Х—Б–ї–Є –і–Є–∞–Љ–µ—В—А –±–Њ–±–Є–љ—Л —Б –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ –Љ–∞–ї–µ–љ—М–Ї–Є–є, —В–Њ –Є —Б–Є–ї–∞ —В—А–µ–љ–Є—П —Б–љ–Є–ґ–∞–µ—В—Б—П –Є –љ–∞–Њ–±–Њ—А–Њ—В.
–У–ї–∞–≤–∞вДЦ7. –Ю–њ–Є—Б–∞–љ–Є–µ –Ї–Њ–љ—В—А–Њ–ї—М–љ–Њ–є –њ–∞–љ–µ–ї–Є.
 |
–†–Є—Б.вДЦ7
–Я–Њ–Ј.вДЦ1 –Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –≤–Ї–ї—О—З–µ–љ–Є–µ-–≤—Л–Ї–ї—О—З–µ–љ–Є–µ –њ–Є—В–∞–љ–Є—П —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є.
–Я–Њ–Ј.вДЦ2 –Ъ–љ–Њ–њ–Ї–∞ ¬Ђ–°—В–∞—А—В¬ї.
–Я–Њ–Ј.вДЦ3 –Ъ–љ–Њ–њ–Ї–∞ ¬Ђ–°—В–Њ–њ¬ї.
–Я–Њ–Ј.вДЦ4 –Я–Њ—В–µ–љ—Ж–Є–Њ–Љ–µ—В—А —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є —Б–Ї–Њ—А–Њ—Б—В–Є.
–Я–Њ–Ј.вДЦ5 –Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М –≤–Ї–ї—О—З–µ–љ–Є–µ-–≤—Л–Ї–ї—О—З–µ–љ–Є–µ –љ–∞–≥—А–µ–≤–∞.
–Я–Њ–Ј.вДЦ6 –Ъ–Њ–љ—В—А–Њ–ї–ї–µ—А —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л.
–Я–Њ–Ј.вДЦ7 –Ф–Є—Б–њ–ї–µ–є.
1) –Я–Њ–≤–µ—А–љ–Є—В–µ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М (–Я–Њ–Ј.вДЦ1 —Б–Љ. —А–Є—Б.вДЦ7) ¬†–≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ ¬Ђ–Т–Ї–ї—О—З–µ–љ–Њ¬ї –љ–∞ –≥–ї–∞–≤–љ–Њ–є –њ–∞–љ–µ–ї–Є —Г–њ—А–∞–≤–ї–µ–љ–Є—П –њ–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї —А—Г–ї–Њ–љ–љ–∞—П –Љ–∞—И–Є–љ–∞ –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–њ–Њ–і—Б–Њ–µ–і–Є–љ–µ–љ–∞ –Ї –њ–Є—В–∞–љ–Є—О, –љ–∞ –і–Є—Б–њ–ї–µ–µ –њ–Њ—П–≤–Є—В—Б—П "First Page"/¬Ђ–Я–µ—А–≤–∞—П —Б—В—А–∞–љ–Є—Ж–∞¬ї.¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†
¬†(3) –Ю–њ–Є—Б–∞–љ–Є–µ –Ј–∞–њ—Г—Б–Ї–∞ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є
¬†¬†¬†¬† –†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Ї—Г–ї–∞—З–Ї–∞ –Є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В–∞.
                                                                                                           
–У–ї–∞–≤–∞вДЦ8 ¬†–Э–∞—Б—В—А–Њ–є–Ї–∞ —Д–Њ—В–Њ—З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ–Њ—Б—В–Є –і–∞—В—З–Є–Ї–∞ –Є
—Б–Є—Б—В–µ–Љ—Л –±–Њ–Ї–Њ–≤–Њ–≥–Њ —А–∞–≤–љ–µ–љ–Є—П –Ї—А–∞—П –њ–Њ–ї–Њ—В–љ–∞
–†–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ —З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ–Њ—Б—В–Є –і–∞—В—З–Є–Ї–∞ –њ–Њ–≤—В–Њ—А–љ–Њ–є –њ–µ—З–∞—В–Є.
–†–Є—Б.вДЦ17
–У–ї–∞–≤–∞вДЦ.9 ¬†–Т–Њ–Ј–Љ–Њ–ґ–љ—Л–µ –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В–Є –Є —Б–њ–Њ—Б–Њ–±—Л –Є—Е —Г—Б—В—А–∞–љ–µ–љ–Є—П.
(I) (1) –Я—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є –Ј–∞–њ—Г—Б–Ї–∞ —Ж–µ–љ—В—А–∞–ї—М–љ—Л–є –њ—А–Њ—Ж–µ—Б—Б–Њ—А –љ–µ —А–∞–±–Њ—В–∞–µ—В.
(2) –Я—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Ї–Є –Ј–∞–њ—Г—Б–Ї–∞ –љ–µ —А–∞–±–Њ—В–∞–µ—В —Ж–µ–љ—В—А–∞–ї—М–љ—Л–є –њ—А–Њ—Ж–µ—Б—Б–Њ—А (–Ї—А–Њ–Љ–µ —В–Њ–≥–Њ, –љ–µ —А–∞–±–Њ—В–∞–µ—В –Ї–Њ–љ—В–∞–Ї—В–Њ—А —Г–њ—А–∞–≤–ї–µ–љ–Є—П).
(II) –Ъ–љ–Њ–њ–Ї–∞ –Ј–∞–њ—Г—Б–Ї–∞ –≥–ї–∞–≤–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–Њ—А–∞ —А–∞–±–Њ—В–∞–µ—В, –љ–Њ —Б–µ—А–≤–Њ–Љ–Њ—В–Њ—А –Ї–Њ–љ–≤–µ–є–µ—А–∞ –љ–µ –Ј–∞–њ—Г—Б–Ї–∞–µ—В—Б—П.
¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† (Ill) –Ю—И–Є–±–Ї–Є –≤ —А–∞–±–Њ—В–µ –љ–Њ–ґ–∞.
(IV) –Ю–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –Ї–љ–Њ–њ–Ї–∞ –Ј–∞–њ—Г—Б–Ї–∞, –Є —Б—А–∞–±–∞—В—Л–≤–∞–µ—В –∞–≤–∞—А–Є–є–љ–∞—П –Ї–љ–Њ–њ–Ї–∞ –Ї–Њ–љ–≤–µ–є–µ—А–∞.
¬†¬† (V) –Э–µ —А–∞–±–Њ—В–∞–µ—В –і–≤–Є–≥–∞—В–µ–ї—М –љ–∞–Љ–Њ—В–Ї–Є.
(VI) –Т –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ —А–µ–ґ–Є–Љ–µ —Г—Б—В—А–Њ–є—Б—В–≤–Њ –Ї–Њ—А—А–µ–Ї—Ж–Є–Є –і–≤–Є–ґ–µ—В—Б—П —В–Њ–ї—М–Ї–Њ –≤–і–Њ–ї—М –Њ–і–љ–Њ–є –Є–Ј —Б—В–Њ—А–Њ–љ.
(VII) –Я–Њ–і–∞—З–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —В–Њ–ї—М–Ї–Њ —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л –≤ –Њ–±–Њ–Є—Е —А–µ–ґ–Є–Љ–∞—Е, –Ї–∞–Ї —А—Г—З–љ–Њ–Љ —В–∞–Ї –Є –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ.
–Э–µ–њ–Њ–ї–∞–і–Ї–Є –њ—А–Є —В–Є—Б–љ–µ–љ–Є–Є –љ–∞ , –Є—Е –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–µ –њ—А–Є—З–Є–љ—Л –Є –Љ–µ—В–Њ–і—Л —Г—Б—В—А–∞–љ–µ–љ–Є—П.
–Э–µ–њ–Њ–ї–∞–і–Ї–Є –њ—А–Є –≤—Л—Б–µ—З–Ї–µ,¬† –Є—Е –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–µ –њ—А–Є—З–Є–љ—Л –Є –Љ–µ—В–Њ–і—Л —Г—Б—В—А–∞–љ–µ–љ–Є—П.
–У–ї–∞–≤–∞вДЦ10¬† –°–Љ–∞–Ј–Ї–∞ –Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П.
–Ф–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –Њ–±–µ—Б–њ–µ—З–Є—В—М –љ–Њ—А–Љ–∞–ї—М–љ—Г—О —А–∞–±–Њ—В—Г —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є , –њ—А–Њ–і–ї–Є—В—М –µ–µ —Б—А–Њ–Ї —Б–ї—Г–ґ–±—Л, —З—А–µ–Ј–≤—Л—З–∞–є–љ–Њ –≤–∞–ґ–љ–Њ –≤—Л–њ–Њ–ї–љ—П—В—М –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ.
¬†–†–∞–±–Њ—В–∞ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–≤ —Г—Б–ї–Њ–≤–Є—П—Е —Б—Г—Е–Њ–≥–Њ —В—А–µ–љ–Є—П —Б—В—А–Њ–≥–Њ –Ј–∞–њ—А–µ—Й–µ–љ–∞!
–Ю—В–≤–µ—А—Б—В–Є–µ –і–ї—П —Б–Љ–∞–Ј–Ї–Є –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —Б—В–∞–љ–Є–љ–µ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є . –І–µ—А–µ–Ј —Ж–µ–љ—В—А–∞–ї—М–љ—Л–є –Ї–Њ–ї–ї–µ–Ї—В–Њ—А —Б–Љ–∞–Ј–Ї–∞ –њ–Њ–і–∞–µ—В—Б—П –Ї–Њ –≤—Б–µ–Љ –≤—А–∞—Й–∞—О—Й–Є–Љ—Б—П –Є —В—А—Г—Й–Є–Љ—Б—П —Г–Ј–ї–∞–Љ. –Я–Њ–і–Ї–∞—З–Ї—Г –Љ–∞—Б–ї–∞ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —А—Г—З–љ–Њ–≥–Њ –Љ–∞—Б–ї—П–љ–Њ–≥–Њ –љ–∞—Б–Њ—Б–∞ –і–Њ–ї–ґ–љ–∞ –≤—Л–њ–Њ–ї–љ—П—В—М—Б—П —В—А–Є–ґ–і—Л –≤ —В–µ—З–µ–љ–Є–µ —А–∞–±–Њ—З–µ–≥–Њ ¬†—Ж–Є–Ї–ї–∞. –Э–∞–±–ї—О–і–∞–є—В–µ –Ј–∞ —Г—А–Њ–≤–љ–µ–Љ –Љ–∞—Б–ї–∞ –≤ –њ–Њ–Љ–њ–µ –Є –і–Њ–±–∞–≤–ї—П–є—В–µ —Б–≤–Њ–µ–≤—А–µ–Љ–µ–љ–љ–Њ –Љ–∞—И–Є–љ–љ–Њ–µ –Љ–∞—Б–ї–Њ N30. –Т–љ–µ—И–љ–Є–µ –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П —Б–Љ–∞–Ј–Ї–Є –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В—Б—П –Њ–њ–µ—А–∞—В–Њ—А–Њ–Љ –і–≤–∞–ґ–і—Л –Ј–∞ —Ж–Є–Ї–ї –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї–µ–љ–Ї–Є.
¬† –†–∞—Б–њ—Л–ї—П–є—В–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–µ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ —Б–Љ–∞–Ј–Њ—З–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞ –љ–∞ —Б–Є—Б—В–µ–Љ—Г —И–µ—Б—В–µ—А–µ–љ –Є —Б–Є—Б—В–µ–Љ—Г —Ж–µ–њ–љ—Л—Е –Ї–Њ–ї–µ—Б –і–≤–∞–ґ–і—Л –≤ —Б–Љ–µ–љ—Г, –Є –Ј–∞–њ—Г—Б–Ї–∞–є—В–µ —А—Г–ї–Њ–љ–љ—Г—О –Љ–∞—И–Є–љ—Г –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†–і–ї—П –Њ–±–Ї–∞—В–Ї–Є, —З—В–Њ–±—Л –Њ–љ–∞ –і–≤–Є–≥–∞–ї–∞—Б—М —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ.¬† –°–Њ—В—А–Є—В–µ –Љ–∞—Б–ї–Њ, –Њ—Б—В–∞–≤—И–µ–µ—Б—П –љ–∞ –љ–µ —Б–Љ–∞–Ј—Л–≤–∞–µ–Љ—Л—Е –і–µ—В–∞–ї—П—Е. –Я–Њ–≤—В–Њ—А–љ–Њ –Ј–∞—В—П–≥–Є–≤–∞–є—В–µ —Д–Є–Ї—Б–∞—В–Њ—А—Л –њ–Њ—Б–ї–µ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–≥–Њ –њ–µ—А–Є–Њ–і–∞ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є.
 ¬† –Э–µ –і–Њ–њ—Г—Б–Ї–∞–є—В–µ –њ–Њ–њ–∞–і–∞–љ–Є—П –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –Љ–∞—Б–ї–∞ –љ–∞
—А–µ–Ј–Є–љ–Њ–≤—Л–є –≤–∞–ї –≤–Њ –Є–Ј–±–µ–ґ–∞–љ–Є–µ –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є, –Ї–Њ—В–Њ—А–∞—П –≤–ї–Є—П–µ—В –љ–∞ —В–Њ—З–љ–Њ—Б—В—М —А–µ–Ј–∞. –Я–Њ—Б–ї–µ
–Њ—Б—В–∞–љ–Њ–≤–Ї–Є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†—А–µ–Ј–Є–љ–Њ–≤—Л–є –≤–∞–ї –Є —Б—В–∞–ї—М–љ–Њ–є
–≤–∞–ї –і–Њ–ї–ґ–љ—Л –±—Л—В—М —А–∞–Ј—К–µ–і–Є–љ–µ–љ—Л. –Ъ–∞–ґ–і—Л–є —Б—В–∞–ї—М–љ–Њ–є –≤–∞–ї –Є –Ї–∞–ґ–і–∞—П —Б—В–∞–ї—М–љ–∞—П –і–µ—В–∞–ї—М —А—Г–ї–Њ–љ–љ–Њ–є
–Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –і–Њ–ї–ґ–љ—Л –њ–µ—А–Є–Њ–і–Є—З–µ—Б–Ї–Є –њ—А–Њ—В–Є—А–∞—В—М—Б—П –≤–Њ –Є–Ј–±–µ–ґ–∞–љ–Є–µ
–Ї–Њ—А—А–Њ–Ј–Є–Є –Є –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є—П. –°–ї–µ–і–Є—В–µ –Ј–∞ –љ–∞–Љ–Њ—В–Ї–Њ–є –Љ–∞—В–µ—А–Є–∞–ї–∞ –Є —А–µ–≥—Г–ї–Є—А—Г–є—В–µ –і–Њ–ї–ґ–љ—Л–Љ
–Њ–±—А–∞–Ј–Њ–Љ –љ–∞—В—П–ґ–µ–љ–Є–µ, —З—В–Њ–±—Л –і–Њ—Б—В–Є—З—М –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–є —Б—В–µ–њ–µ–љ–Є –љ–∞—В—П–ґ–µ–љ–Є—П –Є –Є–і–µ–∞–ї—М–љ–Њ–є
–љ–∞–Љ–Њ—В–Ї–Є –Љ–∞—В–µ—А–Є–∞–ї–∞.
¬† –Э–µ –і–Њ–њ—Г—Б–Ї–∞–є—В–µ –њ–Њ–њ–∞–і–∞–љ–Є—П –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –Љ–∞—Б–ї–∞ –љ–∞
—А–µ–Ј–Є–љ–Њ–≤—Л–є –≤–∞–ї –≤–Њ –Є–Ј–±–µ–ґ–∞–љ–Є–µ –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є, –Ї–Њ—В–Њ—А–∞—П –≤–ї–Є—П–µ—В –љ–∞ —В–Њ—З–љ–Њ—Б—В—М —А–µ–Ј–∞. –Я–Њ—Б–ї–µ
–Њ—Б—В–∞–љ–Њ–≤–Ї–Є —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є ¬†—А–µ–Ј–Є–љ–Њ–≤—Л–є –≤–∞–ї –Є —Б—В–∞–ї—М–љ–Њ–є
–≤–∞–ї –і–Њ–ї–ґ–љ—Л –±—Л—В—М —А–∞–Ј—К–µ–і–Є–љ–µ–љ—Л. –Ъ–∞–ґ–і—Л–є —Б—В–∞–ї—М–љ–Њ–є –≤–∞–ї –Є –Ї–∞–ґ–і–∞—П —Б—В–∞–ї—М–љ–∞—П –і–µ—В–∞–ї—М —А—Г–ї–Њ–љ–љ–Њ–є
–Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –і–Њ–ї–ґ–љ—Л –њ–µ—А–Є–Њ–і–Є—З–µ—Б–Ї–Є –њ—А–Њ—В–Є—А–∞—В—М—Б—П –≤–Њ –Є–Ј–±–µ–ґ–∞–љ–Є–µ
–Ї–Њ—А—А–Њ–Ј–Є–Є –Є –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є—П. –°–ї–µ–і–Є—В–µ –Ј–∞ –љ–∞–Љ–Њ—В–Ї–Њ–є –Љ–∞—В–µ—А–Є–∞–ї–∞ –Є —А–µ–≥—Г–ї–Є—А—Г–є—В–µ –і–Њ–ї–ґ–љ—Л–Љ
–Њ–±—А–∞–Ј–Њ–Љ –љ–∞—В—П–ґ–µ–љ–Є–µ, —З—В–Њ–±—Л –і–Њ—Б—В–Є—З—М –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–є —Б—В–µ–њ–µ–љ–Є –љ–∞—В—П–ґ–µ–љ–Є—П –Є –Є–і–µ–∞–ї—М–љ–Њ–є
–љ–∞–Љ–Њ—В–Ї–Є –Љ–∞—В–µ—А–Є–∞–ї–∞.
–Х—Б–ї–Є –і–Є–∞–Љ–µ—В—А –±–Њ–±–Є–љ—Л —Б –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ –Љ–∞–ї–µ–љ—М–Ї–Є–є, —В–Њ –Є —Б–Є–ї–∞ —В—А–µ–љ–Є—П —Б–љ–Є–ґ–∞–µ—В—Б—П –Є –љ–∞–Њ–±–Њ—А–Њ—В.
–Я–µ—А–Є–Њ–і–Є—З–µ—Б–Ї–Є –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ —З–Є—Б—В–Ї—Г –љ–∞–Ї–ї–∞–і–Ї–Є ¬Ђ —Д–µ—А—А–Њ–і–Њ¬ї (–њ–Њ–Ј.вДЦ2 ,—А–Є—Б.вДЦ18 ) –љ–∞ —А–∞–Ј–Љ–Њ—В–Њ—З–љ–Њ–Љ –Є –љ–∞–Љ–Њ—В–Њ—З–љ—Л—Е –≤–∞–ї–∞—Е —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є. –≠—В–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–µ–ї–∞—В—М, –Ї–Њ–≥–і–∞ —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞ –љ–∞—В—П–ґ–µ–љ–Є—П –і–∞–µ—В —Б–ї–∞–±—Л–є —Н—Д—Д–µ–Ї—В. –Ф–ї—П —Н—В–Њ–≥–Њ, –Њ—В–Ї—А—Г—В–Є—В–µ –≥–∞–є–Ї—Г (–њ–Њ–ЈвДЦ1,—А–Є—Б.вДЦ18),
—Б–љ–Є–Љ–Є—В–µ –њ—А—Г–ґ–Є–љ—Г (–њ–Њ–Ј.вДЦ3, —А–Є—Б.вДЦ 18) –Є —Д–ї–∞–љ–µ—Ж —Б –љ–∞–Ї–ї–∞–і–Ї–Њ–є ¬Ђ—Д–µ—А—А–Њ–і–Њ¬ї. –Я–Њ—Б–ї–µ¬†¬† ¬†—З–Є—Б—В–Ї–Є –њ—А–Њ–Є–Ј–≤–µ–і–Є—В–µ —Б–±–Њ—А–Ї—Г –≤ –Њ–±—А–∞—В–љ–Њ–Љ –њ–Њ—А—П–і–Ї–µ.
![]()
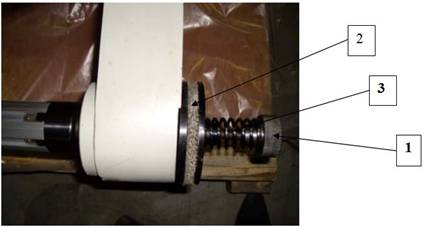
                                                     
–†–Є—Б.вДЦ 18
¬†–У–ї–∞–≤–∞вДЦ11 . –Ґ—А–µ–±–Њ–≤–∞–љ–Є—П –Ї –Ї–∞—З–µ—Б—В–≤—Г –њ—А–Њ–і—Г–Ї—Ж–Є–Є.
–Р) –Я—А–Є —В–Є—Б–љ–µ–љ–Є–Є.
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–Ј–Њ–±—А–∞–Ј–Є—В–µ–ї—М–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –љ–∞ –Њ—В—В–Є—Б–Ї–µ —А—Г–ї–Њ–љ–љ–Њ–є –Љ–∞—И–Є–љ—Л –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –і–Њ–ї–ґ–љ–Њ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Њ–≤–∞—В—М —Г—В–≤–µ—А–ґ–і–µ–љ–љ–Њ–Љ—Г —Н—В–∞–ї–Њ–љ–љ–Њ–Љ—Г –Њ—В—В–Є—Б–Ї—Г.
–Я—А–Є —В–Є—Б–љ–µ–љ–Є–Є —Д–Њ–ї—М–≥–Њ–є –Ї—А–∞—Б–Њ—З–љ—Л–є —Б–ї–Њ–є –і–Њ–ї–ґ–µ–љ –њ–Њ–ї–љ–Њ—Б—В—М—О –±–µ–Ј –њ—А–Њ–±–µ–ї–Њ–≤ –њ–Њ–Ї—А—Л–≤–∞—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П –љ–∞ –Њ—В—В–Є—Б–Ї–µ. –У—А–∞–љ–Є—Ж—Л –Њ—В—В–Є—Б–Ї–∞ –і–Њ–ї–ґ–љ—Л –±—Л—В—М —З–µ—В–Ї–Є–Љ–Є. –Ъ—А–∞—Б–Њ—З–љ—Л–є —Б–ї–Њ–є –љ–µ –і–Њ–ї–ґ–µ–љ –≤—Л—Б—В—Г–њ–∞—В—М –Ј–∞ –≥—А–∞–љ–Є—Ж—Л —А–Є—Б—Г–љ–Ї–∞ –±–Њ–ї–µ–µ —З–µ–Љ –љ–∞ 0,15 –Љ–Љ. –У–ї—Г–±–Є–љ–∞ —В–Є—Б–љ–µ–љ–Є—П –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –≤–Њ –≤—Б–µ—Е —В–Њ—З–Ї–∞—Е —А–Є—Б—Г–љ–Ї–∞ –Є –≤–Њ –≤—Б–µ–Љ —В–Є—А–∞–ґ–µ –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–є. –Э–∞ –Њ—В—В–Є—Б–Ї–∞—Е –љ–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–є –Є –Њ—Б—В–∞—В–Ї–Њ–≤ —Д–Њ–ї—М–≥–Є.
–С) –Я—А–Є –≤—Л—Б–µ—З–Ї–µ –Є –њ–Њ–њ–µ—А–µ—З–љ–Њ–є —А–µ–Ј–Ї–µ.
–†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–Ј–Њ–±—А–∞–Ј–Є—В–µ–ї—М–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –љ–∞ –≤—Л—А—Г–±–ї–µ–љ–љ–Њ–Љ –Њ—В—В–Є—Б–Ї–µ –і–Њ–ї–ґ–љ–Њ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Њ–≤–∞—В—М —Г—В–≤–µ—А–ґ–і–µ–љ–љ–Њ–Љ—Г —Н—В–∞–ї–Њ–љ–љ–Њ–Љ—Г –Њ—В—В–Є—Б–Ї—Г.
–Я—А–Є –≤—Л—Б–µ—З–Ї–µ –Є –њ–Њ–њ–µ—А–µ—З–љ–Њ–є —А–µ–Ј–Ї–µ –Ї–Њ–љ—В—Г—А –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П, –Ї—А–∞—П –ї–Є—Б—В–Њ–≤ –і–Њ–ї–ґ–љ—Л –±—Л—В—М —А–Њ–≤–љ—Л–Љ–Є, –±–µ–Ј –Ј–∞—Г—Б–µ–љ—Ж–µ–≤ –Є –љ–µ –њ—А–Њ—А–µ–Ј–∞–љ–љ—Л—Е –Љ–µ—Б—В.
–У—А–∞–љ–Є—Ж—Л –Њ—В—В–Є—Б–Ї–∞ –і–Њ–ї–ґ–љ—Л –±—Л—В—М —З–µ—В–Ї–Є–Љ–Є. –Т—Л—А—Г–±–ї–µ–љ–љ—Л–є –Ї–Њ–љ—В—Г—А –љ–µ –і–Њ–ї–ґ–µ–љ –≤—Л—Б—В—Г–њ–∞—В—М –Ј–∞ –≥—А–∞–љ–Є—Ж—Л —А–Є—Б—Г–љ–Ї–∞ –Є–ї–Є –±—Л—В—М —Б–Љ–µ—Й–µ–љ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ —А–Є—Б—Г–љ–Ї–∞ –±–Њ–ї–µ–µ —З–µ–Љ, –љ–∞ 0,15 –Љ–Љ.
–Т) –Я—А–Є –љ–∞–Љ–Њ—В–Ї–µ —А—Г–ї–Њ–љ–∞ –≤ —А—Г–ї–Њ–љ–љ–Њ–Љ –њ—А–Є–µ–Љ–љ–Њ–Љ —Г—Б—В—А–Њ–є—Б—В–≤–µ
–Э–∞—В—П–ґ–µ–љ–Є–µ –ї–µ–љ—В—Л –≤ –љ–∞—З–∞–ї–µ –љ–∞–Љ–Њ—В–Ї–Є —А—Г–ї–Њ–љ–∞ –Є –≤ –Ї–Њ–љ—Ж–µ –љ–∞–Љ–Њ—В–Ї–Є –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –њ—А–Є–Љ–µ—А–љ–Њ –Њ–і–Є–љ–∞–Ї–Њ–≤—Л–Љ.
–Ґ–Њ—А—Ж—Л —А—Г–ї–Њ–љ–∞ –і–Њ–ї–ґ–љ—Л –±—Л—В—М —А–Њ–≤–љ—Л–Љ–Є. –®–Є—А–Є–љ–∞ –љ–∞–Љ–∞—В—Л–≤–∞–µ–Љ–Њ–≥–Њ —А—Г–ї–Њ–љ–∞ –љ–µ –і–Њ–ї–ґ–љ–∞ –Њ—В–ї–Є—З–∞—В—М—Б—П –Њ—В –љ–Њ–Љ–Є–љ–∞–ї—М–љ–Њ–є —И–Є—А–Є–љ—Л –±–Њ–ї–µ–µ —З–µ–Љ –љ–∞ ¬±2 –Љ–Љ.
–У–ї–∞–≤–∞вДЦ12 ¬†–Я—А–Є–љ—Ж–Є–њ–Є–∞–ї—М–љ—Л–µ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–µ —Б—Е–µ–Љ—Л.
–°—Е–µ–Љ–∞ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–∞—П —А—Г–ї–Њ–љ–љ–Њ–є —В–Є—Б–љ–Є–ї—М–љ–Њ-–≤—Л—Б–µ—З–љ–Њ–є¬† –Љ–∞—И–Є–љ—Л WQM-320 / -420
–°—Е–µ–Љ–∞ –Ј–∞–њ—А–∞–≤–Ї–Є –Љ–∞—В–µ—А–Є–∞–ї–∞.
пїњ
–Ю–°–Ґ–Р–Ы–Ш–°–ђ –Т–Ю–Я–†–Ю–°–Ђ?
–Э–Р–®–Ш –°–Я–Х–¶–Ш–Р–Ы–Ш–°–Ґ–Ђ –Я–†–Ю–Ъ–Ю–Э–°–£–Ы–ђ–Ґ–Ш–†–£–Ѓ–Ґ –Т–Р–°
–Ь–Х–Э–Ѓ
 –Т—Л—Б–µ—З–љ–Њ–µ –С–Њ–±–Є–љ–Њ—А–µ–Ј–Ї–Є –Ы–Є—Б—В–Њ—А–µ–Ј–Ї–Є –Ґ–Є—Б–љ–Є–ї—М–љ–Њ–µ –®–µ–ї–Ї–Њ–≥—А–∞—Д—Б–Ї–Њ–µ –§–Њ—А–Љ–љ–Њ–µ
–Т—Л—Б–µ—З–љ–Њ–µ –С–Њ–±–Є–љ–Њ—А–µ–Ј–Ї–Є –Ы–Є—Б—В–Њ—А–µ–Ј–Ї–Є –Ґ–Є—Б–љ–Є–ї—М–љ–Њ–µ –®–µ–ї–Ї–Њ–≥—А–∞—Д—Б–Ї–Њ–µ –§–Њ—А–Љ–љ–Њ–µ
–§–Ы–Х–Ъ–°–Ю–У–†–Р–§–°–Ъ–Ю–Х –Ю–С–Ю–†–£–Ф–Ю–Т–Р–Э–Ш–Х
–Ъ–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П —Б—В–∞–љ–Ї–Њ–≤ –Ф–Њ–њ. —Б–µ–Ї—Ж–Є–Є –Ъ–Њ–љ—В–∞–Ї—В—Л –Є –°–µ—А–≤–Є—Б