пїњ
пїњ


WQM-320-2 - –Ф–≤—Г—Е—Б–µ–Ї—Ж–Є–Њ–љ–љ–∞—П –Љ–∞—И–Є–љ–∞ –і–ї—П –≥–Њ—А—П—З–µ–≥–Њ —В–Є—Б–љ–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є.
–Ш–Э–°–Ґ–†–£–Ъ–¶–Ш–ѓ
–°–Њ–і–µ—А–ґ–∞–љ–Є–µ
I.¬†¬†¬† –Т–≤–µ–і–µ–љ–Є–µ .¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†—Б—В—А.3
II. –Ю—Б–љ–Њ–≤–љ—Л–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† –°—В—А4
III. –Ю—Б–љ–Њ–≤–љ—Л–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л, —Б—В—А—Г–Ї—В—Г—А–∞, –њ—А–Є–љ—Ж–Є–њ—Л ¬†¬†¬†¬†¬†—Г–њ—А–∞–≤–ї–µ–љ–Є—П .¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†—Б—В—А.4
IV. –°–Љ–∞–Ј–Ї–∞ –Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ .¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† —Б—В—А.6
V. –£—Б—В–∞–љ–Њ–≤–Ї–∞ –Є –љ–∞–ї–∞–і–Ї–∞ .¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† —Б—В—А.7
VI. –Т–Њ–Ј–Љ–Њ–ґ–љ—Л–µ –њ—А–Њ–±–ї–µ–Љ—Л –Є —Б–њ–Њ—Б–Њ–±—Л –Є—Е —А–µ—И–µ–љ–Є—П.¬†¬†¬†¬†¬†¬† —Б—В—А.8
VII. –Ю–њ–Є—Б–∞–љ–Є–µ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ—Б–љ–∞—Й–µ–љ–Є—П ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†—Н–Ї—А–∞–љ–∞¬†¬† –Ї–Њ–љ—В—А–Њ–ї—М–љ–Њ–є –њ–∞–љ–µ–ї–Є.¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ¬†¬†—Б—В—А.10¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†
VIII. –≠–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–µ —Б—Е–µ–Љ—Л .¬†¬†¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†—Б—В—А.15
1. –Т–≤–µ–і–µ–љ–Є–µ
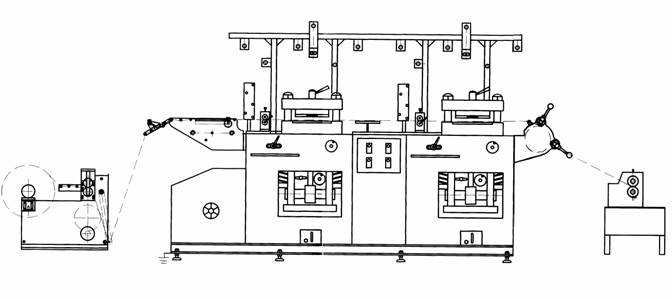
–Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–є —А—Г–ї–Њ–љ–љ—Л–є —В–Є—Б–љ–Є–ї—М–љ–Њ-–≤—Л—Б–µ–Ї–∞–ї—М–љ—Л–є –њ—А–µ—Б—Б WQM-320-2 вАУ —Н—В–Њ –≤—Л—Б–Њ–Ї–Њ—В–Њ—З–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ –і–ї—П —А—Г–ї–Њ–љ–љ–Њ–є –≤—Л—Б–µ—З–Ї–Є –Є —В–Є—Б–љ–µ–љ–Є—П –њ–ї–Њ—Б–Ї–Є–Љ–Є —И—В–∞–Љ–њ–∞–Љ–Є, –≤ –Ї–Њ—В–Њ—А–Њ–Љ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –Ї–Њ–Љ–њ—М—О—В–µ—А–љ—Л–є –Ї–Њ–љ—В—А–Њ–ї—М —З–∞—Б—В–Њ—В—Л –Є —Б–Ї–Њ—А–Њ—Б—В–Є —А–∞–±–Њ—В—Л —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–Њ—А–∞, —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–Є –Є –љ–∞—А–µ–Ј–Ї–Є. –Ф–∞–љ–љ–Њ–є –Љ–∞—И–Є–љ–Њ–є —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є —Г–њ—А–∞–≤–ї—П–µ—В –Ї–Њ–Љ–њ—М—О—В–µ—А —Б —Б–µ—А–≤–Њ–і–≤–Є–≥–∞—В–µ–ї–µ–Љ, —Б —Д–Њ—В–Њ—Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–Љ –і–∞—В—З–Є–Ї–Њ–Љ, –Ї–Њ—В–Њ—А—Л–є –Њ—В—Б–ї–µ–ґ–Є–≤–∞–µ—В –њ—А–∞–≤–Є–ї—М–љ–Њ—Б—В—М –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –≤–Њ –≤—В–Њ—А–Њ–Љ –Ї—А—Г–≥–µ. –Ъ–∞–ґ–і—Г—О –Њ–њ–µ—А–∞—Ж–Є—О –Љ–Њ–ґ–љ–Њ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –Њ—В–і–µ–ї—М–љ–Њ, —В.–µ. –ї–Є–±–Њ –≤—Л—Б–µ—З–Ї—Г, –ї–Є–±–Њ –≥–Њ—А—П—З–µ–µ —В–Є—Б–љ–µ–љ–Є–µ.–Ф–≤—Г—Е—Б—В–Њ—А–Њ–љ–љ—П—П –њ–µ—З–∞—В—М —Н—В–Є–Ї–µ—В–Њ–Ї –Є –≤–µ—Б—М –Љ–∞—А—И—А—Г—В —Б–ї–µ–і–Њ–≤–∞–љ–Є—П –њ—А–Њ—Е–Њ–і–Є—В —З–µ—А–µ–Ј —Д–Њ—В–Њ—Н–ї–µ–Љ–µ–љ—В, –≤–Њ –≤—А–µ–Љ—П –≤—Л—А—Г–±–Ї–Є —Н—В–Є–Ї–µ—В–Њ–Ї, –њ—А–Є –≤–Њ–Ј–љ–Є–Ї–љ–Њ–≤–µ–љ–Є–Є –±—А–∞–Ї–Њ–≤–∞–љ–љ–Њ–є –њ—А–Њ–і—Г–Ї—Ж–Є–Є, –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–∞—П —И—В–∞–Љ–њ–Њ–≤–Ї–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –њ–Њ—Б–ї–µ –њ—А–Њ—Е–Њ–ґ–і–µ–љ–Є—П –і–∞—В—З–Є–Ї–∞. –Ь–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–∞ –і–ї—П —В–Є—Б–љ–µ–љ–Є—П —Д–Њ–ї—М–≥–Њ–є –Є –≤—Л—А—Г–±–Ї–Є —Б–∞–Љ–Њ–Ї–ї–µ—П—Й–Є—Е—Б—П —Н—В–Є–Ї–µ—В–Њ–Ї, –њ–Њ–ї–Є—Н—Д–Є—А–љ—Л—Е ¬†—Н—В–Є–Ї–µ—В–Њ–Ї, –Є –≥–Њ–ї–Њ–≥—А–∞—Д–Є—З–µ—Б–Ї–Є—Е –Ј–∞—Й–Є—В–љ—Л—Е —Н—В–Є–Ї–µ—В–Њ–Ї. –≠—В–Њ –≤–µ–ї–Є–Ї–Њ–ї–µ–њ–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—О—Й–µ–µ –≤—Б–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –і–ї—П –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ-—Г–њ—А–∞–≤–ї—П–µ–Љ–Њ–є –њ–µ—З–∞—В–Є, –љ–µ–њ—А–µ—А—Л–≤–љ–Њ–є —А—Г–ї–Њ–љ–љ–Њ–є –Є –≤—Л—Б–Њ–Ї–Њ–є –њ–µ—З–∞—В–Є –Є —А–µ–ї—М–µ—Д–љ–Њ–є –і–ї—П –Ј–∞—Й–Є—В–љ—Л—Е —Н—В–Є–Ї–µ—В–Њ–Ї. –≠—В–Њ –Є–і–µ–∞–ї—М–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ –і–ї—П –њ—А–µ–і–њ—А–Є—П—В–Є–є –њ—А–Њ–Є–Ј–≤–Њ–і—П—Й–Є—Е —Н—В–Є–Ї–µ—В–Њ—З–љ—Г—О –њ—А–Њ–і—Г–Ї—Ж–Є—О.
–Ь–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Ј–∞–Ј–µ–Љ–ї–µ–љ–∞, –њ—А–µ–ґ–і–µ —З–µ–Љ –њ–Њ–і–Ї–ї—О—З–Є—В—М –µ–µ –Ї –Є—Б—В–Њ—З–љ–Є–Ї—Г –њ–Є—В–∞–љ–Є—П.
2.–Ю—Б–љ–Њ–≤–љ—Л–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –њ–∞—А–∞–Љ–µ—В—А—Л
–Я–ї–Њ—Й–∞–і—М –і–ї—П –≤—Л—Б–µ—З–Ї–Є ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†300—Е260 –Љ–Љ
–Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —И–Є—А–Є–љ–∞ –±—Г–Љ–∞–≥–Є¬†¬†¬†¬†¬†¬†¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†320 –Љ–Љ
–°–Ї–Њ—А–Њ—Б—В—М –≤—Л—Б–µ—З–Ї–Є¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† 1800-12000 —И—В/—З¬†¬†¬†¬†¬†
–У–∞–±–∞—А–Є—В—Л¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† 3000—Е1200—Е1800
–Ь–Њ—Й–љ–Њ—Б—В—М¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† ¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†3.7 –Ї–≤—В¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†
–Т–µ—Б¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬† 3.2 —В¬†¬†¬†¬†¬†
3. –Ю—Б–љ–Њ–≤–љ—Л–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л, —Б—В—А—Г–Ї—В—Г—А–∞, –њ—А–Є–љ—Ж–Є–њ—Л —Г–њ—А–∞–≤–ї–µ–љ–Є—П ¬†
 
(1) –°–Є—Б—В–µ–Љ–∞ –њ–Њ–і–∞—З–Є –Љ–∞—В–µ—А–Є–∞–ї–∞(–њ–Њ—Б—В–∞–≤–ї—П–µ—В—Б—П –Њ—В–і–µ–ї—М–љ–Њ –њ–Њ–і –Ј–∞–Ї–∞–Ј)
–°–Є—Б—В–µ–Љ–∞ –њ–Њ–і–∞—З–Є —Б–Њ—Б—В–Њ–Є—В –Є–Ј –Њ–њ–Њ—А—Л, –њ–љ–µ–≤–Љ–Њ- —Ж–Є–ї–Є–љ–і—А–∞, –њ–Њ–і–∞—О—Й–µ–≥–Њ –≤–∞–ї–∞, –њ—А–Є–љ–Є–Љ–∞—О—Й–µ–≥–Њ –≤–∞–ї–∞, –Ї–∞—З–∞—О—Й–µ–≥–Њ—Б—П —А–Њ–ї–Є–Ї–∞, –і–≤–Є–≥–∞—В–µ–ї—П –Є –њ–∞–љ–µ–ї–Є, —А–µ–≥—Г–ї–Є—А—Г—О—Й–µ–є —Б–Ї–Њ—А–Њ—Б—В—М –Є –љ–∞–њ—А—П–ґ–µ–љ–Є–µ. –Ю—Б–≤–Њ–±–Њ–і–Є—В–µ –њ–Њ–і–∞—О—Й–Є–є —Ж–Є–ї–Є–љ–і—А –Є –Ј–∞–њ—А–∞–≤—М—В–µ –Љ–∞—В–µ—А–Є–∞–ї (—Б–Љ. —А–Є—Б. 1). –Ч–∞–ґ–Љ–Є—В–µ –њ–Њ–і–∞—О—Й–Є–є —Ж–Є–ї–Є–љ–і—А, –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ –њ–ї–∞–≤–∞—О—Й–Є–є —А–Њ–ї–Є–Ї –≤ –љ–Є–ґ–љ–µ–є —В–Њ—З–Ї–µ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б–Њ —Б–Ї–Њ—А–Њ—Б—В—М—О –њ–Њ–і–∞—З–Є.
–Ш–ї–Є –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ —В–Њ—А–Љ–Њ–Ј—П—Й–µ–µ —Г—Б–Є–ї–Є–µ –њ—А–Є –њ–Њ–і–∞—З–µ –Љ–∞—В–µ—А–Є–∞–ї–∞(–њ—А–Є –њ–Њ–Љ–Њ—Й–Є –њ–Њ–і–ґ–Є–Љ–∞ —Д—А–Є–Ї—Ж–Є–Њ–љ–љ–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞) ,—З—В–Њ–±—Л –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М –љ–∞—В—П–ґ–µ–љ–Є–µ –Є –њ—А–µ–і–Њ—В–≤—А–∞—Й–∞—В—М —А–∞–Ј—А—Л–≤—Л.
(2) –°–Є—Б—В–µ–Љ–∞ —А–∞–≤–љ–µ–љ–Є—П –Ї—А–∞—П –њ–Њ–ї–Њ—В–љ–∞
–≠—В–Њ —Г—Б—В—А–Њ–є—Б—В–≤–Њ –≤–Ї–ї—О—З–∞–µ—В –≤ —Б–µ–±—П —И–∞—А–Є–Ї–Њ–≤—Л–є –≤–Є–љ—В, –њ—А—П–Љ–Њ–ї–Є–љ–µ–є–љ—Л–є –њ–Њ–і—И–Є–њ–љ–Є–Ї –Є —А—Г–Ї–Њ—П—В–Ї–Є –і–ї—П —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –њ—А–Њ—Е–Њ–ґ–і–µ–љ–Є—П –Љ–∞—В–µ—А–Є–∞–ї–∞ –њ–Њ —В—А–∞–Ї—В—Г. (3)¬†¬†¬†¬†¬†¬†¬†¬†¬† –°–µ–Ї—Ж–Є—П –≤—Л—А—Г–±–Ї–Є (—В–Є—Б–љ–µ–љ–Є—П)
–°–Є—Б—В–µ–Љ–∞ –≤—Л—А—Г–±–Ї–Є (—В–Є—Б–љ–µ–љ–Є—П) —Б–Њ—Б—В–Њ–Є—В –Є–Ј –њ–ї–Є—В—Л-–Њ—Б–љ–Њ–≤—Л, —И—В–∞–Љ–њ–∞, –Љ–Њ–љ—В–Є—А—Г–µ–Љ–Њ–є —Д–Њ—А–Љ—Л –і–ї—П –≤—Л—Б–µ—З–Ї–Є, –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –Є –њ–µ—А–µ–і–∞—О—Й–µ–є —Б–Є—Б—В–µ–Љ—Л.
–У–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В—Л-–Њ—Б–љ–Њ–≤—Л –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ–Њ –Є –ґ–µ—Б—В–Ї–Њ —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–Њ –њ–µ—А–µ–і –њ–Њ—Б—В–∞–≤–Ї–Њ–є –Љ–∞—И–Є–љ—Л –Є, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –љ–µ —В—А–µ–±—Г–µ—В –љ–∞—Б—В—А–Њ–є–Ї–Є.
–£—Б—В–∞–љ–Њ–≤–Є—В–µ —И—В–∞–Љ–њ –љ–∞ –Љ–Њ–љ—В–Є—А—Г–µ–Љ–Њ–є —Д–Њ—А–Љ–µ, –њ–Њ—Б–ї–µ —З–µ–≥–Њ –Ј–∞–Ї—А–µ–њ–Є—В–µ –µ–µ –љ–∞ –≤–µ—А—Е–љ–µ–є –њ–ї–Є—В–µ-–Њ—Б–љ–Њ–≤–µ. –Х—Б–ї–Є –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ –Є–Љ–µ–µ—В –љ–µ–Ї–Њ—В–Њ—А—Л–є –љ–∞–Ї–ї–Њ–љ, –Њ—Б–ї–∞–±—М—В–µ –≤–Є–љ—В—Л, –Њ—В—А–µ–≥—Г–ї–Є—А—Г–є—В–µ —Г–≥–Њ–ї¬† –њ—А–Њ–і–Њ–ї—М–љ–Њ–≥–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –≤–Є–љ—В–∞, –≤—Л—А–∞–≤–љ–Є–≤–∞—О—Й–µ–≥–Њ —Г–≥–Њ–ї –љ–∞–Ї–ї–Њ–љ–∞, –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –µ–≥–Њ.
–Я—А–Є —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–Љ —Г–≥–ї–µ –љ–∞–Ї–ї–Њ–љ–∞, —И—В–∞–Љ–њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–µ—А–µ—Г—Б—В–∞–љ–Њ–≤–Є—В—М.
–Ф–ї—П –±–Њ–ї–µ–µ –ї–µ–≥–Ї–Њ–є —Д–Њ—А–Љ–Њ–≤–Ї–Є, —В–∞–Љ–њ–Њ–љ –Ї—А–µ–њ–Є—В—Б—П –љ–µ–Љ–љ–Њ–≥–Њ –≤—Л—И–µ, —З–µ–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞, —З—В–Њ–±—Л —Б–Њ—Е—А–∞–љ—П–ї—Б—П –Ј–∞–Ј–Њ—А –Љ–µ–ґ–і—Г —И—В–∞–Љ–њ–Њ–Љ.
–£—Б—В–∞–љ–Њ–≤–Ї–∞ –Є –љ–∞—Б—В—А–Њ–є–Ї–∞ —Б–∞–Љ–Њ–є –Љ–∞—В—А–Є—Ж—Л –і–Њ–ї–ґ–љ–∞ –≤—Л–њ–Њ–ї–љ—П—В—М—Б—П —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–Њ–Љ –њ–Њ—Б–ї–µ –Њ—В–Ї–ї—О—З–µ–љ–Є—П –њ–Є—В–∞–љ–Є—П –Љ–∞—И–Є–љ—Л. –Э–µ –і–Њ—В—А–∞–≥–Є–≤–∞–є—В–µ—Б—М –і–Њ –Љ–∞—В—А–Є—Ж—Л –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л –Љ–∞—И–Є–љ—Л.
–Ф–ї—П –њ—А–Њ–і–ї–µ–љ–Є—П —Б—А–Њ–Ї–∞ —Б–ї—Г–ґ–±—Л –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞ –љ–∞–Ї–ї–µ–є—В–µ –љ–∞ –µ–≥–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–ї–∞—Б—В–Є–љ—Г –Є–Ј –Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–ї–∞—Б—В–Є–Ї–∞.
–Т—Б–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л –Љ–Њ–≥—Г—В –±—Л—В—М —Е–Њ—А–Њ—И–Њ –њ–Њ–і–Њ–≥–љ–∞–љ—Л, –љ–Њ –Љ–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –љ–µ –љ–∞—З–Є–љ–∞–µ—В —А–∞–±–Њ—В–∞—В—М. –Я–Њ–≤–µ—А–љ–Є—В–µ —А—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–Њ—А–∞ –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –њ—А–Є–≤–µ—Б—В–Є –њ—Г–∞–љ—Б–Њ–љ–љ—Л–є —И—В–∞–Љ–њ –≤ –Ї—А–∞–є–љ–µ–µ –≤–µ—А—Е–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –љ–∞—Б—В—А–Њ–є—В–µ —А—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–є –љ–∞—Б—В—А–Њ–є–Ї–Є —И—В–∞–Љ–њ–∞, —З—В–Њ–±—Л –њ—А–Є–≤–µ—Б—В–Є –µ–≥–Њ –≤ —В—А–µ–±—Г–µ–Љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ.
–Я–Њ—Б–ї–µ –Ј–∞–њ—Г—Б–Ї–∞ –Љ–∞—И–Є–љ—Л, –∞–Ї–Ї—Г—А–∞—В–љ–Њ –њ–Њ–і—Б—В—А–Њ–є—В–µ —А—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ –љ–∞—Б—В—А–Њ–є–Ї–Є, —З—В–Њ–±—Л –љ–∞—Б—В—А–Њ–Є—В—М –≥–ї—Г–±–Є–љ—Г —А–∞–±–Њ—В—Л ¬†–њ—Г–∞–љ—Б–Њ–љ–љ–Њ–≥–Њ —И—В–∞–Љ–њ–∞. –Х—Б–ї–Є –≥–ї—Г–±–Є–љ–∞ —И—В–∞–Љ–њ–∞ –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –љ–∞—Б—В—А–Њ–µ–љ–∞ —Б—В–∞–љ–і–∞—А—В–љ—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ, –љ–∞–Ї–ї–µ–є—В–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–µ–є —В–Њ–ї—Й–Є–љ—Л –Є —А–∞–Ј–Љ–µ—А–∞ –Ї–∞—А—В–Њ–љ –љ–∞ —Н–ї–µ–Љ–µ–љ—В—Л —И—В–∞–Љ–њ–∞.
(4) –°–Є—Б—В–µ–Љ–∞ –љ–∞—А–µ–Ј–Ї–Є –≤ –ї–Є—Б—В (–њ–Њ—Б—В–∞–≤–ї—П–µ—В—Б—П –Њ—В–і–µ–ї—М–љ–Њ –њ–Њ–і –Ј–∞–Ї–∞–Ј)
–≠—В–∞ —Б–µ–Ї—Ж–Є—П —Б–Њ—Б—В–Њ–Є—В –Є–Ј –Ј–∞—Е–≤–∞—В–∞, —Б—В–Њ–њ–Њ—А–∞, —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–µ–≥–Њ —Н–Ї—Б—Ж–µ–љ—В—А–Є–Ї–∞, –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—П –≤–µ—А—Е–љ–µ–≥–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Є –љ–Њ–ґ–∞.
–Т –њ—А–Њ—Ж–µ—Б—Б–µ –≤—Л—Б–µ—З–Ї–Є, —Г–Љ–µ–љ—М—И–Є—В–µ —Г—Б–Є–ї–Є–µ —Б—В–Њ–њ–Њ—А–∞, –Ј–∞—Е–≤–∞—В—Л –њ–µ—А–µ–Љ–µ—Й–∞—О—В —А–∞–±–Њ—З–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–Њ–ґ–∞ –≤–љ–Є–Ј –Є –≤–≤–µ—А—Е. –Т –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л —Б—В–Њ–њ–Њ—А –Є –Ј–∞—Е–≤–∞—В —З–µ—А–µ–і—Г—О—В—Б—П.
–Э–∞—Б—В—А–Њ–є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–Њ–ґ–∞ –і–ї—П –≤—Л—Б–µ—З–Ї–Є. –Я–Њ–і–љ–Є–Љ–Є—В–µ —А–µ–≥—Г–ї–Є—А—Г—О—Й–Є–є —А–Њ–ї–Є–Ї –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —А—Г—З–љ–Њ–≥–Њ –Ї–Њ–ї–µ—Б–∞, –Ї–Њ—В–Њ—А–Њ–µ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В –љ–∞—Б—В—А–Њ–є–Ї—Г —А–µ–ґ—Г—Й–µ–є –њ–Њ–Ј–Є—Ж–Є–Є –љ–Њ–ґ–∞.
–Э–∞—Б—В—А–Њ–є–Ї–∞ –Ј–∞–Ј–Њ—А–∞ –Љ–µ–ґ–і—Г –љ–Њ–ґ–∞–Љ–Є –і–Њ–ї–ґ–љ–∞ –≤—Л–њ–Њ–ї–љ—П—В—М—Б—П –њ—А–Њ—Д–µ—Б—Б–Є–Њ–љ–∞–ї—М–љ—Л–Љ –Њ–њ–µ—А–∞—В–Њ—А–Њ–Љ. –Т –ї—О–±–Њ–Љ —Б–ї—Г—З–∞–µ, –Є–Ј–±–µ–≥–∞–є—В–µ –њ–Њ–њ–∞–і–∞–љ–Є—П —А—Г–Ї –≤ —Б–µ–Ї—Ж–Є—О –љ–Њ–ґ–µ–є.
(5) –†–µ–Ј–Ї–∞, –љ–∞–Љ–Њ—В–Ї–∞ –Є —Г–і–∞–ї–µ–љ–Є–µ –Њ–±—А–µ–Ј–Ї–Њ–≤¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†¬†
–Ф–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ–±—А–µ–Ј–∞–љ–љ—Л—Е —Б—В–Њ—А–Њ–љ –Є–ї–Є —Г–≥–ї–Њ–≤ —Б–Љ–∞—В—Л–≤–∞–є—В–µ –Є—Е –≤ —А—Г–ї–Њ–љ—Л, –і–Њ–ї–ґ–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ –љ–∞—Б—В—А–Њ–Є–≤ —Б–Є–ї—Г —В—А–µ–љ–Є—П, —З—В–Њ–±—Л –њ–Њ–ї—Г—З–Є—В—М –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ –љ–∞–Љ–Њ—В–Ї–Є. –І–µ–Љ –Љ–µ–љ—М—И–µ –і–Є–∞–Љ–µ—В—А –±–Њ–±–Є–љ—Л —Б –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ , —В–µ–Љ –Љ–µ–љ—М—И–µ —Б–Є–ї–∞ —В—А–µ–љ–Є—П –Є –љ–∞–Њ–±–Њ—А–Њ—В. –°–Ї–Њ—А–Њ—Б—В—М –љ–∞–Љ–Њ—В–Ї–Є —А–µ–≥—Г–ї–Є—А—Г–µ—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О –њ–Њ—В–µ–љ—Ж–Є–Њ–Љ–µ—В—А–Њ–≤ , –Ї–Њ—В–Њ—А—Л–µ –љ–∞—Е–Њ–і—П—В—Б—П –љ–∞ –њ—Г–ї—М—В—Г —Г–њ—А–∞–≤–ї–µ–љ–Є—П.
(6) –°–µ–Ї—Ж–Є—П –љ–∞–Љ–Њ—В–Ї–Є (–њ–Њ—Б—В–∞–≤–ї—П–µ—В—Б—П –Њ—В–і–µ–ї—М–љ–Њ –њ–Њ–і –Ј–∞–Ї–∞–Ј)
–°–µ–Ї—Ж–Є—П¬† —А–∞–±–Њ—В–∞–µ—В —Б–Є–љ—Е—А–Њ–љ–љ–Њ —Б —Д–Њ—В–Њ—Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–Љ –і–∞—В—З–Є–Ї–Њ–Љ –њ–Њ–і–∞—З–Є –Љ–∞—В–µ—А–Є–∞–ї–∞. –°–Ї–Њ—А–Њ—Б—В—М –љ–∞–Љ–Њ—В–Ї–Є —А–µ–≥—Г–ї–Є—А—Г–µ—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О –њ–Њ—В–µ–љ—Ж–Є–Њ–Љ–µ—В—А–∞. –Ґ–∞–Ї–ґ–µ –Љ–Њ–ґ–љ–Њ –≤—Л–±—А–∞—В—М –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—А–∞—Й–µ–љ–Є—П –љ–∞–Љ–Њ—В–Ї–Є.
4. –°–Љ–∞–Ј–Ї–∞ –Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–µ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є–µ
1) ¬†–Т —Ж–µ–ї—П—Е –њ—А–µ–і–Њ—В–≤—А–∞—Й–µ–љ–Є—П –њ—А–Њ—Ж–µ—Б—Б–∞ –Њ–Ї–Є—Б–ї–µ–љ–Є—П (–њ–Њ–Ї—А—Л—В–Є—П —А–ґ–∞–≤—З–Є–љ–Њ–є), –Љ–∞—И–Є–љ—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Ї–∞–ґ–і—Г—О –љ–µ–і–µ–ї—О —Б–Љ–∞–Ј—Л–≤–∞—В—М –Љ–∞—Б–ї–Њ–Љ. –Э–∞–±–ї—О–і–∞–є—В–µ –Ј–∞ —Г—А–Њ–≤–љ–µ–Љ –Љ–∞—Б–ї–∞ –≤ –њ–Њ–Љ–њ–µ –Є –і–Њ–±–∞–≤–ї—П–є—В–µ ,—Б–≤–Њ–µ–≤—А–µ–Љ–µ–љ–љ–Њ, –Љ–∞—И–Є–љ–љ–Њ–µ –Љ–∞—Б–ї–Њ. –Т–љ–µ—И–љ–Є–µ –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П —Б–Љ–∞–Ј–Ї–Є –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В—Б—П –Њ–њ–µ—А–∞—В–Њ—А–Њ–Љ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Љ–∞—Б–ї–µ–љ–Ї–Є. –Я–µ—А–µ–і –љ–∞—З–∞–ї–Њ–Љ —А–∞–±–Њ—В—Л —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –≤—Б–µ –і–µ—В–∞–ї–Є –Љ–∞—И–Є–љ—Л —Б–Љ–∞–Ј–∞–љ—Л –љ–∞–і–ї–µ–ґ–∞—Й–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ. –Х—Б–ї–Є –Т—Л –љ–µ —П–≤–ї—П–µ—В–µ—Б—М —Б–њ–µ—Ж–Є–∞–ї–Є—Б—В–Њ–Љ, –љ–Є –≤ –Ї–Њ–µ–Љ —Б–ї—Г—З–∞–µ –љ–µ –Љ–µ–љ—П–є—В–µ –і–≤–Є–≥–∞—В–µ–ї—М, –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А, –і–∞—В—З–Є–Ї –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—П, —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –њ–∞—А–∞–Љ–µ—В—А—Л –Є —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л –Љ–∞—И–Є–љ—Л.
–Э–µ —А–∞–±–Њ—В–∞–є—В–µ –љ–∞ –Љ–∞—И–Є–љ–µ –±–Њ–ї–µ–µ 8000 —Ж–Є–Ї–ї–Њ–≤ –≤ —З–∞—Б –≤ –њ–µ—А–Є–Њ–і –љ–∞–ї–∞–і–Ї–Є. –Я–µ—А–Є–Њ–і –љ–∞–ї–∞–і–Ї–Є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 3 –Љ–µ—Б—П—Ж–∞. –Я–Њ—Б–ї–µ —З–µ–≥–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–±–љ–Њ–≤–Є—В—М —Б–Љ–∞–Ј–Ї—Г (–Љ–∞—Б–ї–Њ вДЦ20,вДЦ30, вДЦ40). –Э–µ –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ —Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ –Њ—З–Є—Й–∞—О—Й–Є–µ —Б—А–µ–і—Б—В–≤–∞ –і–ї—П —З–Є—Б—В–Ї–Є —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є—Е –і–µ—В–∞–ї–µ–є –Є –Ї–ї–µ–µ–≤–Њ–є –Њ–±–ї–∞—Б—В–Є –Љ–∞—И–Є–љ—Л.
5. . –£—Б—В–∞–љ–Њ–≤–Ї–∞ –Є –љ–∞–ї–∞–і–Ї–∞.
¬†–£—Б—В–∞–љ–Њ–≤–Є—В–µ –Љ–∞—И–Є–љ—Г –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —А–Є—Б—Г–љ–Ї–Њ–Љ. –Ь–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –љ–∞ —А–Њ–≤–љ—Г—О –Є –њ—А–Њ—З–љ—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М. –Я–Њ–і –љ–Њ–ґ–Ї–Є –Љ–∞—И–Є–љ—Л –њ–Њ–ї–Њ–ґ–Є—В–µ –ґ–µ–ї–µ–Ј–љ—Л–µ –њ–µ–і–∞–ї–Є, —Г—А–Њ–≤–µ–љ—М –љ–∞—Б—В—А–Њ–є—В–µ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —А–µ–≥—Г–ї–Є—А–Њ–≤–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤.
–Ф–Њ–ї–ґ–љ–Њ –±—Л—В—М —Е–Њ—А–Њ—И–µ–µ —Б—Ж–µ–њ–ї–µ–љ–Є–µ —Б –њ–Њ–ї–Њ–Љ, –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ–Њ–і–Ї–ї—О—З–Є—В–µ –њ–Є—В–∞–љ–Є–µ. –Я–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ –Љ–∞—И–Є–љ—Л –њ–Њ–≤–µ—А–љ–Є—В–µ —А—Г—З–љ–Њ–µ –Ї–Њ–ї–µ—Б–Њ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–Њ—А–∞, —З—В–Њ–±—Л —Г–±–µ–і–Є—В—М—Б—П, —З—В–Њ –Њ–љ–Њ –љ–µ –±–ї–Њ–Ї–Є—А–Њ–≤–∞–љ–Њ –Є –њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ј–∞–њ—Г—Б—В–Є—В–µ –Љ–∞—И–Є–љ—Г –≤ —В–µ—Б—В–Њ–≤–Њ–Љ —А–µ–ґ–Є–Љ–µ. –Ъ–Њ–љ—В—А–Њ–ї–Є—А—Г–є—В–µ —А–∞–±–Њ—В—Г –≤—Б–µ—Е —З–∞—Б—В–µ–є –Љ–∞—И–Є–љ—Л, –Њ–њ–Є—А–∞—П—Б—М –љ–∞ –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—О –Є–Ј —А–∞–Ј–і–µ–ї–Њ–≤ 3 –Є 7.
–Я—А–Є–Љ–µ—З–∞–љ–Є–µ
1) –Я–µ—А–µ–і —В–µ–Љ, –Ї–∞–Ї –≤–Ї–ї—О—З–Є—В—М –Љ–∞—И–Є–љ—Г, –Њ–±—А–∞—В–Є—В–µ –≤–љ–Є–Љ–∞–љ–Є–µ, –Њ—В–Ї–ї—О—З–µ–љ–Њ –ї–Є –њ–Є—В–∞–љ–Є–µ –љ–∞–≥—А–µ–≤–∞ –њ–ї–Є—В—Л.
2) –Я–µ—А–µ–і —В–µ–Љ –Ї–∞–Ї –Ј–∞–њ—Г—Б—В–Є—В—М –Љ–∞—И–Є–љ—Г, —Г–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –љ–µ—В –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є—Е –њ—А–µ–і–Љ–µ—В–Њ–≤ –љ–∞ –њ–Њ–і—Б—В–∞–≤–Ї–µ –і–ї—П –≤—Л—Б–µ—З–Ї–Є, –Њ–њ–Њ—А–љ–∞—П –њ–ї–Є—В–∞ –љ–∞—Е–Њ–і–Є—В—Б—П ¬†–≤ –њ–Њ–ї–Њ–ґ–µ–љ–љ–Њ–Љ –Љ–µ—Б—В–µ –Є –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–∞.
3) –Т–Њ –≤—А–µ–Љ—П —В–µ—Б—В–Є—А–Њ–≤–∞–љ–Є—П –Љ–∞—И–Є–љ—Л, –љ–∞–ґ–Љ–Є—В–µ ¬Ђ–Р–≤–∞—А–Є–є–љ–∞—П –Њ—Б—В–∞–љ–Њ–≤–Ї–∞¬ї, –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –±—Л—В—М —Г–≤–µ—А–µ–љ–љ—Л–Љ –≤ —А–∞–±–Њ—В–µ —Б–Є—Б—В–µ–Љ—Л –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є. –Э–Є –≤ –Ї–Њ–µ–Љ —Б–ї—Г—З–∞–µ, –љ–µ –Ј–∞–њ—Г—Б–Ї–∞–є—В–µ –Љ–∞—И–Є–љ—Г –њ—А–Є –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ–є —Б–Є—Б—В–µ–Љ–µ –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є.
4) –°–Ї–Њ—А–Њ—Б—В—М –≤—А–∞—Й–µ–љ–Є—П –Ј–∞–њ—Г—Й–µ–љ–љ–Њ–≥–Њ –і–≤–Є–≥–∞—В–µ–ї—П –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –њ–Њ—Б—В–Њ—П–љ–љ–Њ–є. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б —Б–∞–Љ–Њ–≥–Њ –љ–∞—З–∞–ї–∞ —А–∞–±–Њ—В—Л —Г—Б—В–∞–љ–Њ–≤–Є—В—М –љ—Г–ґ–љ—Г—О —Б–Ї–Њ—А–Њ—Б—В—М, –Є –њ—А–Њ–і–Њ–ї–ґ–∞—В—М —А–∞–±–Њ—В–∞—В—М –љ–∞ —Н—В–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є.
6. . –Т–Њ–Ј–Љ–Њ–ґ–љ—Л–µ –њ—А–Њ–±–ї–µ–Љ—Л –Є —Б–њ–Њ—Б–Њ–±—Л –Є—Е —А–µ—И–µ–љ–Є—П
1. –Э–µ —Д—Г–љ–Ї—Ж–Є–Њ–љ–Є—А—Г—О—В –≤—Б–µ –Ї–љ–Њ–њ–Ї–Є:
–Р. –Я—А–Њ–≤–µ—А—М—В–µ, –µ—Б—В—М –ї–Є –њ–Є—В–∞–љ–Є–µ
–Т. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –њ–µ—А–µ–≥–Њ—А–µ–ї–Є –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї–Є –±/–њ. –љ–∞ 24v.
¬†2. –Э–µ —Д—Г–љ–Ї—Ж–Є–Њ–љ–Є—А—Г–µ—В –Ї–љ–Њ–њ–Ї–∞ вАЬ–Ю–і–Є–љ —Ж–Є–Ї–ївАЭ:
–Р. –Т–Њ–Ј–Љ–Њ–ґ–љ–Њ –љ–µ–Є—Б–њ—А–∞–≤–љ–∞ —Н–ї–µ–Ї—В—А–Њ–њ—А–Њ–≤–Њ–і–Ї–∞
–Т. –Я—А–Њ–≤–µ—А—М—В–µ –≤–љ—Г—В—А–µ–љ–љ–Є–µ –Ї–Њ–љ—В–∞–Ї—В—Л
–°. –Я—А–Њ–≤–µ—А—М—В–µ –≤—Б–µ –≤–љ—Г—В—А–µ–љ–љ–Є–µ –і–µ—В–∞–ї–Є
3. –Ь–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є —А–∞–±–Њ—В–∞–µ—В –±–µ–Ј –Њ—Б—В–∞–љ–Њ–≤–Њ–Ї:
–Р. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ –Љ–∞–≥–љ–Є—В–љ–Њ–µ —Б—Ж–µ–њ–ї–µ–љ–Є–µ.
–Т. –Я—А–Њ–≤–µ—А—М—В–µ –≤–љ—Г—В—А–µ–љ–љ–Є–µ –і–µ—В–∞–ї–Є –±/–њ. –љ–∞ 24v.
4. –Ь–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –њ—А–Є –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–µ, –љ–Њ –њ—А–Є –њ–Њ–≤—В–Њ—А–љ–Њ–Љ –Ј–∞–њ—Г—Б–Ї–µ –Љ–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –љ–µ –≤–Њ–Ј–≤—А–∞—Й–∞–µ—В—Б—П –≤ –Є—Б—Е–Њ–і–љ–Њ–µ —А–∞–±–Њ—З–µ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ:
–Р. –Э–µ–њ–Њ–ї–∞–і–Ї–Є —Г–Ї–∞–Ј–∞–љ–љ—Л–µ –≤ –њ—Г–љ–Ї—В–µ вДЦ2.
B.–Я—А–Њ–≤–µ—А—М—В–µ –±–µ—Б–Ї–Њ–љ—В–∞–Ї—В–љ—Л–є –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М
5. –Ь–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –љ–µ –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –њ—А–Є –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л—Е —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л—Е –і–∞–љ–љ—Л—Е:
–Р. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –Њ—В–Ї—А—Л—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М вАЬsetвАЭ
B. –Я—А–Њ–≤–µ—А—М—В–µ –≤–љ—Г—В—А–µ–љ–љ–µ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ –±/–њ. –љ–∞ 24v.
¬†–°. –Я—А–Њ–≤–µ—А—М—В–µ –≤–љ—Г—В—А–µ–љ–љ–µ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ —Б–µ–љ—Б–Њ—А–љ–Њ–≥–Њ —Н–Ї—А–∞–љ–∞.
–Ь–µ—В–Њ–і—Л —Г—Б—В—А–∞–љ–µ–љ–Є—П –љ–µ–њ–Њ–ї–∞–і–Њ–Ї
|
–Я—А–Є—З–Є–љ—Л |
–Ь–µ—В–Њ–і—Л |
|
1. –Т–Њ–Ј–Љ–Њ–ґ–љ—Л–µ –љ–µ–њ–Њ–ї–∞–і–Ї–Є —Б –њ—А–Њ—Ж–µ—Б—Б–Њ–Љ –≤—Л—Б–µ—З–Ї–Є |
1. –£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –љ–∞ –њ–ї–Є—В–µ –і–ї—П –≤—Л—Б–µ—З–Ї–Є –љ–µ—В –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є—Е –њ—А–µ–і–Љ–µ—В–Њ–≤ 2. –£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –њ–ї–Є—В–∞ –і–ї—П –≤—Л—Б–µ—З–Ї–Є –љ–µ –њ–Њ–і –љ–∞–Ї–ї–Њ–љ–Њ–Љ 3. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —А–µ–ґ—Г—Й–∞—П —З–∞—Б—В—М –ї–µ–Ј–≤–Є—П –њ–ї–Њ—Е–Њ –Ј–∞—В–Њ—З–µ–љ–∞ –Є–ї–Є –Є–Љ–µ–µ—В ¬Ђ–Ј–∞–±–Њ–є |
|
2. –Ъ–Њ–≥–і–∞ –і–ї–Є–љ–∞ –±—Г–Љ–∞–≥–Є –њ—А–Є –≤—Л—Е–Њ–і–µ –љ–µ —В–Њ—З–љ–∞—П |
1. –Я—А–Њ–≤–µ—А—М—В–µ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л–µ –і–∞–љ–љ—Л–µ 2. –Я—А–Њ–≤–µ—А—М—В–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ,—Б–Њ—Б–Ї–Њ—З–Є–ї –њ—А–µ—Б—Б–Њ–≤–Њ—З–љ—Л–є —А–Њ–ї–Є–Ї (–њ—А–Њ–Є–Ј–≤–µ–і–Є—В–µ –Ї–Њ—А—А–µ–Ї—В–Є—А–Њ–≤–Ї—Г —А–Њ–ї–Є–Ї–∞ –њ–Њ –Ї—А–∞—О –њ–Њ–ї–Њ—В–љ–∞ –±—Г–Љ–∞–≥–Є¬† –Є –Ј–∞—Д–Є–Ї—Б–Є—А—Г–є—В–µ –µ–≥–Њ). 3. –£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –љ–∞–њ—А—П–ґ–µ–љ–Є–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В —В—А–µ–±–Њ–≤–∞–љ–Є—П–Љ |
|
3 –Э–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ—Л–є —Е–Њ–і –±—Г–Љ–∞–≥–Є |
1. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –±—Г–Љ–∞–≥–∞ –Є–і–µ—В —Б–ї–Є—И–Ї–Њ–Љ –±—Л—Б—В—А–Њ, –Є–ї–Є —Б–ї–Є—И–Ї–Њ–Љ –Љ–µ–і–ї–µ–љ–љ–Њ
2. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –±—Г–Љ–∞–≥–∞ –Ј–∞—Е–Њ–і–Є—В —Б–ї–Є—И–Ї–Њ–Љ —А–∞–љ–Њ, –Є–ї–Є —Б–ї–Є—И–Ї–Њ–Љ –њ–Њ–Ј–і–љ–Њ. |
|
4. –Ъ–Њ–≥–і–∞ –Љ–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –љ–µ–њ—А–µ—А—Л–≤–љ–Њ —А–∞–±–Њ—В–∞–µ—В |
1. –Т–Њ–Ј–Љ–Њ–ґ–љ–Њ, –≤—Л–Ї–ї—О—З–µ–љ–∞ –Ї–љ–Њ–њ–Ї–∞ вАЬnon-paper stopвАЭ |
|
|
2. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —Б—З–µ—В—З–Є–Ї PLC –Њ–±–љ—Г–ї–µ–љ. |
|
5. –Ъ–Њ–≥–і–∞ –њ—А–µ—Б—Б –і–ї—П –≤—Л—Б–µ—З–Ї–Є –љ–µ—Г—Б—В–Њ–є—З–Є–≤¬† |
1.–Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —А—Л—З–∞–≥ –Ј–∞–Ї—А—Л—В –љ–µ –і–Њ —Г–њ–Њ—А–∞, –њ–Њ—Б–ї–µ —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є –і–∞–≤–ї–µ–љ–Є—П. 2. –Я—А–Њ–≤–µ—А—М—В–µ, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —А—Л—З–∞–≥¬† –њ–ї–Њ—В–љ–Њ –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ. 3. –Т–Њ–Ј–Љ–Њ–ґ–љ–Њ –Ј–∞—Й–Є—В–љ—Л–є —Б–ї–Њ–є –Ї–∞—А—В–Њ–љ–∞ –і–ї—П –≤—Л—Б–µ—З–Ї–Є —Б–ї–Є—И–Ї–Њ–Љ —В–Њ–ї—Б—В—Л–є. |
7. –Ю–њ–Є—Б–∞–љ–Є–µ —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ—Б–љ–∞—Й–µ–љ–Є—П —Н–Ї—А–∞–љ–∞¬†¬† –Ї–Њ–љ—В—А–Њ–ї—М–љ–Њ–є –њ–∞–љ–µ–ї–Є.
–Я—Г–ї—М—В —Г–њ—А–∞–≤–ї–µ–љ–Є—П
Ø –§—Г–љ–Ї—Ж–Є–Є –Ї–љ–Њ–њ–Њ–Ї
1. –Ъ–љ–Њ–њ–Ї–∞ ¬Ђ–њ–Є—В–∞–љ–Є–µ¬ї: –≤–Ї–ї—О—З–µ–љ–Є–µ –Є –≤—Л–Ї–ї—О—З–µ–љ–Є–µ –њ–Є—В–∞–љ–Є—П.
2. –Ю–і–Є–љ —Ж–Є–Ї–ї: –Э–∞–ґ–Љ–Є—В–µ –і–∞–љ–љ—Г—О –Ї–љ–Њ–њ–Ї—Г, –Љ–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –≤—Л–њ–Њ–ї–љ–Є—В –Њ–і–Є–љ —А–∞–±–Њ—З–Є–є —Ж–Є–Ї–ї, –∞ –Ј–∞—В–µ–Љ –≤–µ—А–љ–µ—В—Б—П –≤ –Є—Б—Е–Њ–і–љ–Њ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ
3. ¬†–Я—А–Њ–і–Њ–ї–ґ–µ–љ–Є–µ —Ж–Є–Ї–ї–∞: –љ–∞–ґ–Љ–Є—В–µ –і–∞–љ–љ—Г—О –Ї–љ–Њ–њ–Ї—Г, –Љ–∞—И–Є–љ–∞ —А—Г–ї–Њ–љ–љ–Њ–≥–Њ —В–Є—Б–µ–љ–Є—П –Є –≤—Л—Б–µ—З–Ї–Є –њ—А–Њ–і–Њ–ї–ґ–Є—В —Д—Г–љ–Ї—Ж–Є–Њ–љ–Є—А–Њ–≤–∞—В—М.
4. –Ъ–љ–Њ–њ–Ї–∞ ¬Ђ—Б—В–Њ–њ¬ї: –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ —А–∞–±–Њ—З–µ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞.
5. –°–Ї–Њ—А–Њ—Б—В—М: –і–∞–љ–љ–∞—П –Ї–љ–Њ–њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П —Г–њ—А–∞–≤–ї–µ–љ–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є.
6. –Ъ–љ–Њ–њ–Ї–∞ ¬Ђ–њ–Њ—И–∞–≥–Њ–≤–∞—П –њ–Њ–і–∞—З–∞ –≤–µ—А—Е–љ–µ–є —В–Є—Б–љ–Є–ї—М–љ–Њ вАУ –≤—Л—Б–µ—З–љ–Њ–є –њ–ї–Є—В—Л.: –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–∞ –і–ї—П –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П .
7. ¬†PLC –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А: —Б–Љ. –љ–Є–ґ–µ
Ø –Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М:
–Я–µ—А–µ–і –Ј–∞–њ—Г—Б–Ї–Њ–Љ –Љ–∞—И–Є–љ—Л, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–љ–∞—З–∞–ї–∞ –Ј–∞–њ—А–∞–≤–Є—В—М –±—Г–Љ–∞–≥—Г –њ–Њ —В—А–∞–Ї—В—Г, —Б–Њ–≥–ї–∞—Б–љ–Њ —Б—Е–µ–Љ–µ. ¬†¬†( —Б—Е–µ–Љ–∞ –њ—А–Є–ї–∞–≥–∞–µ—В—Б—П)
1. –Т–Ї–ї—О—З–Є—В–µ –њ–Є—В–∞–љ–Є–µ
2. –Х—Б–ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ, –Њ—В—А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М —З—В–Њ-—В–Њ –њ–µ—А–µ–і –њ—А–Њ—Ж–µ—Б—Б–Њ–Љ —В–µ—Б–љ–µ–љ–Є—П, –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г вАЬ—И–∞–≥–Њ–≤–∞—П –њ–Њ–і–∞—З–∞вАЭ, —З—В–Њ–±—Л –њ—А–Њ–Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ.
3. –£—Б—В–∞–љ–Њ–≤–Є—В–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –њ–∞—А–∞–Љ–µ—В—А—Л, –Ї–Њ—В–Њ—А—Л–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л –і–ї—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞.
4. –Э–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г вАЬ–Њ–і–Є–љ —Ж–Є–Ї–ївАЭ-–њ—А–Њ–Є–Ј–≤–µ–і–Є—В–µ –Њ–і–Є–љ —А–∞–±–Њ—З–Є–є —Ж–Є–Ї–ї
5. ¬†–Х—Б–ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ—Б—В–∞–љ–Њ–≤–Є—В—М –Љ–∞—И–Є–љ—Г –≤–Њ –≤—А–µ–Љ—П –љ–µ –Є—Б–њ—А–∞–≤–љ–Њ–є —А–∞–±–Њ—В—Л, –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г вАЭ–∞–≤–∞—А–Є–є–љ–∞—П –Њ—Б—В–∞–љ–Њ–≤–Ї–∞вАЭ.
пїњ–Ю–°–Ґ–Р–Ы–Ш–°–ђ –Т–Ю–Я–†–Ю–°–Ђ?
–Э–Р–®–Ш –°–Я–Х–¶–Ш–Р–Ы–Ш–°–Ґ–Ђ –Я–†–Ю–Ъ–Ю–Э–°–£–Ы–ђ–Ґ–Ш–†–£–Ѓ–Ґ –Т–Р–°
–Ь–Х–Э–Ѓ
 –Т—Л—Б–µ—З–љ–Њ–µ –С–Њ–±–Є–љ–Њ—А–µ–Ј–Ї–Є –Ы–Є—Б—В–Њ—А–µ–Ј–Ї–Є –Ґ–Є—Б–љ–Є–ї—М–љ–Њ–µ –®–µ–ї–Ї–Њ–≥—А–∞—Д—Б–Ї–Њ–µ –§–Њ—А–Љ–љ–Њ–µ
–Т—Л—Б–µ—З–љ–Њ–µ –С–Њ–±–Є–љ–Њ—А–µ–Ј–Ї–Є –Ы–Є—Б—В–Њ—А–µ–Ј–Ї–Є –Ґ–Є—Б–љ–Є–ї—М–љ–Њ–µ –®–µ–ї–Ї–Њ–≥—А–∞—Д—Б–Ї–Њ–µ –§–Њ—А–Љ–љ–Њ–µ
–§–Ы–Х–Ъ–°–Ю–У–†–Р–§–°–Ъ–Ю–Х –Ю–С–Ю–†–£–Ф–Ю–Т–Р–Э–Ш–Х
–Ъ–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П —Б—В–∞–љ–Ї–Њ–≤ –Ф–Њ–њ. —Б–µ–Ї—Ж–Є–Є –Ъ–Њ–љ—В–∞–Ї—В—Л –Є –°–µ—А–≤–Є—Б